烟煤奥亚膨胀度测定的影响因素分析
烟煤胶质层指数测定影响因素的分析

烟煤胶质层指数测定影响因素的分析作者:李萍褚娜姚波来源:《中国科技博览》2013年第33期摘要:烟煤胶质层指数的测定影响因素较多,本文主要从七个方面进行分析、归纳、总结,以提高测定准确性。
关键词:烟煤结焦性胶质层指数(最大厚度Y值)影响因素中图分类号:TQ533引言胶质层指数是判断烟煤结焦性能的一项重要指标,烟煤的结焦性是指煤在工业焦炉或模拟工业焦炉的炼焦条件下,结成具有一定块度和强度焦炭的能力,胶质层指数的测定过程就是模拟工业焦炉的炼焦的全过程。
胶质层指数主要测定胶质层最大厚度(Y值),真实反映了烟煤胶质体的特性和数量,是评定烟煤结焦性能的标志,用Y值表征煤的结焦性能,有很好的可加性,对指导炼焦配煤有重要意义。
1 胶质层测定的主要影响因素分析1.1煤样的贮存和制备煤样制备过程中,煤样存放的时间和烘烤的干湿度以及破碎粒度都会对Y值造成影响。
(1)胶质层测定用煤样必须严格防止氧化,从制样到实验不超过15d,因为时间的延长导致氧化程度加深,Y值逐渐减少,体积曲线向平滑下降方向发展。
(2)GB/T479中规定煤样在破碎过程中,使用对辊破碎机逐级破碎,使煤样全部过1.5mm圆孔筛,但不得过度粉碎。
因为煤样过细使得煤颗粒的表面积增大,也加大了煤样与空气中氧结合的能力,降低了煤的结焦性,煤样粒度过细使得煤样之间粘结能力发生变化,使用对辊破碎机破碎煤样不得出现饼状,一旦煤样压成饼状将会破坏煤的组织间隙,使得测定值误差偏大。
1.2煤杯(1)煤样在装杯前要认真清理煤杯内壁和底部,因为任何煤的残余物都会造成新测煤样的体积曲线出现不正确图形,影响测定结果准确性。
(2)煤杯使用时间不得过长,要定期检查煤杯的内径和杯底,应严格符合国家标准的要求,因为煤样的高低和杯底的透气性会直接影响Y值准确度的测定。
1.3炉砖和硅碳棒(1)在新的实验开始之前,炉砖的温度需要降到室温或者50℃以下,有时甚至需要更换上部砖垛才可进行下一次实验,因为使用热的砖垛,煤杯内的受热强度增大,测得Y值偏差大。
煤质奥亚试验中膨胀管及膨胀杆清洁方式及改进
168通过检验烟煤最大膨胀度,以作为合理利用烟煤的依据之一。
现安钢质检处煤质实验室所使用的仪器为奥阿膨胀计,其设备中膨胀管与膨胀杆最为关键。
检验烟煤最大膨胀度最为直接的影响因素就是膨胀管与膨胀杆之间配合是否严密,严密的配合度可以减少数据误差。
一、奥阿膨胀计检测原理该仪器检测原理为电加热分析法。
首先将按规定方法制成的一定规格的煤笔,放在膨胀管内,其上放置一根能在膨胀管内自由滑动的膨胀杆,将上述装置放在专用的电炉内,以规定的速度加热。
煤受热达到一定温度后开始热解,首先析出一部分的挥发分,然后开始转化,析出胶质体,随胶质体不断析出,煤笔开始变形缩短,膨胀杆随之下降,这标志煤的收缩过程。
当煤笔完全熔融呈塑形状态充满煤笔和膨胀杆壁间的全部空隙,这时膨胀杆不再下降,收缩过程结束。
然后随温度升高,塑性质固化成半焦,膨胀杆停止运动,以膨胀杆上升的最大距离占煤笔原始长度的百分数作为最大膨胀度(b)。
二、测试试样试验装置电炉加热,将装有煤笔的膨胀管与膨胀杆同时受热,电炉的使用功率不应小于1.5kw,从而才能满足300—350℃范围内的升温速度不低于5℃/min 的要求。
试验结束时将膨胀管与膨胀杆分离垂直放在管架上冷却至室温。
三、膨胀管与膨胀杆清洁改进膨胀管由冷拔无缝不锈钢管加工而成,其底部带有不漏气的丝堵,膨胀杆由不锈钢加工而成,膨胀杆和记录笔的总质量应调整到150±5g。
膨胀管和膨胀杆对最大膨胀度b值的影响:如果膨胀管和膨胀杆光洁度不够会增大煤笔在膨胀管内收缩或膨胀的阻力,导致最大收缩度a值和b值偏低影响结果的准确性,所以保障膨胀管和膨胀杆的绝对光洁十分重要。
1.清洁管与杆的专用工具目前,国标中的清洁方法也是完全用人力手工清理除净。
其清理膨胀管的专用清洁工具由直径约6mm头部呈斧型的金属杆,铜丝网刷和布拉刷组成,以便从膨胀管中控出半焦,铜丝网刷由80目的铜丝网绕在直径6mm的金属杆上,用以擦去粘附在管内壁上的焦末,布拉刷由适量的纱布系一根金属丝构成。
炼焦煤奥亚膨胀度指标特征分析

2017年11月第48卷第6期燃料与化工Fuel & Chemical Processes21炼焦煤奥亚膨胀度指标特征分析舒青平叶桂珍庞凤张玉桂唐世保(广西柳州钢铁股份有限公司焦化厂,柳州545002)摘要:通过对炼焦煤奥亚膨胀度指标、黏结性指标、胶质层最大厚度F值和挥发分等质量指标的研究,分析了不 同煤种奥亚膨胀度指标与以上质量指标之间的关系,结果显示奥亚膨胀度与炼焦煤的变质程度有良好的相关性,对配煤炼焦具有指导意义。
关键词:奥亚膨胀度;炼焦煤;质量指标中图分类号:TQ520.62 文献标识码:A 文章编号:1001-3709 (2017) 06-0021-04 Analysis for indices of Audibert-Arnu dilatation of coking coalShu Qingping Ye Guizhen Pang Feng Zhang Yugui Tang Shibao(Coking Plant of Guangxi Liuzhou Iron & Steel Co.,Ltd.,Liuzhou 545002,China) Abstract:This paper studies quality indices of coking coal,such as Audibert-Arnu dilatation,caking property,value Y of the maximum thickness of gelatinous layer and volatile,etc.It also analyzes the correlation of the Audibert-Arnu dilatation of diversified coal kinds and the above-mentioned indices. The result shows that the Audibert-Amu dilatation varies with the degree of metamorphism of coking coal,which will give directive guidance for coal blending.Key words: Audibert-Arnu dilatation;Coking coal;Quality indices近年来,随着钢铁工业的发展,对优质焦炭的需 求不断增长,导致我国优质炼焦煤资源日益紧缺,市 场上炼焦煤的煤质日趋复杂,传统的工艺分析已不 能全面反映炼焦煤的结焦性能。
奥亚膨胀度与粘结指数优缺

奥亚膨胀度与粘结指数优缺
奥亚膨胀度和粘结指数都是评估煤的粘结性的重要指标,但它们在评价煤的粘结性方面存在一定的差异。
奥亚膨胀度是指煤在加热时收缩或膨胀的程度。
具有较小奥亚膨胀度的煤在粘结时不容易产生裂缝,因此可以提高焦炭的质量。
而较大奥亚膨胀度的煤则在粘结时容易产生裂缝,影响焦炭的质量。
因此,奥亚膨胀度是一项重要的煤质指标,对于焦炭质量的预测和控制具有重要意义。
粘结指数是我国科研工作者通过大量工作实践,根据罗加指数改进而来。
粘结指数作为评判烟煤黏结性的主要依据,在焦炭质量预测中具有极其重要的作用。
粘结指数是我国煤炭分类和配煤炼焦的主要指标。
其主要优点在于直接用于代表煤对惰性物质黏结能力,装置简便、易操作。
然而,粘结指数也存在一些缺点,如区分黏结性较高或较低的煤种的能力较差,无烟煤标准不尽相同,影响粘结指数测定值的精度等。
综上所述,奥亚膨胀度和粘结指数都是评估煤的粘结性的重要指标,但它们的评价角度和方法存在一定的差异。
在实际应用中,需要根据具体情况选择合适的指标进行评估和预测。
奥-阿膨胀度测定
图4 煤的典型奥-阿膨胀度曲线
ቤተ መጻሕፍቲ ባይዱ
仪器设备
• 测试记录设备
• (1)膨胀管及膨胀杆(图5):
膨胀管由冷拔无缝不锈钢管加 工而成,其底部带有不漏气的
丝堵。膨胀杆是由不锈钢圆钢
加工而成。膨胀杆和记录笔的 总质量应调整到(150±5)g。
膨胀管 膨胀杆 质量(连记录笔)150土5g 图5 膨胀管及膨胀杆
仪器设备
仪器设备
• 制备煤笔的设备 • (5)切样器:如图12所示。
图12 切样器
仪器设备
• 辅助用具
• (1)膨胀管清洁工具
• 由直径约6 mm头部呈斧型的金属杆、铜丝网刷和布拉刷组成。金属杆头部呈 斧形,以便从膨胀管中挖出半焦。铜丝网刷由80目的铜丝网绕在直径6 mm 的金属杆上,用以擦去粘附在管壁上的焦末。布拉刷由适量的纱布系一根金 属丝构成。各清洁工具总长度不应小于400 mm。 • (2)成型模清洁工具 • 由试管刷和布拉刷组成。试管刷直径20~25 mm,布拉刷由适量的纱布系上 一根长约150 mm的金属丝构成。 • (3)涂蜡棒 • 尺寸与成型模相配的金属棒 • (4)托盘天平:最大称量500 g,感量0.5 g。 • (5)酒精灯。
碎之后,必须尽可能减少与空气的 接触。极易氧化的煤样,在总样破 碎之后,可把煤样储藏在氮气中或 将煤与水调成糊状放入瓶中,然后 加入新鲜的煮沸过的水将瓶充满。 • 应根据煤样粒度来确定保存煤样的 质量,以保证其代表性。具体规定 见表3。 • 保存在水中的煤样,在使用前可用 吸滤漏斗将水吸出,然后把煤样放 在不高于40℃的温度下干燥,但干 燥时间不得超过2h。
奥-阿膨胀度的建立
• 由德国奥迪贝尔(E.Audibert)和阿尼(C.Arnu)分别于1926年和 1933年开发并完善了这类膨胀计的原理和测定方法,建立了奥-阿膨 胀度这个指标。 • 1956年,在硬煤国际分类中,奥-阿膨胀度被选定为区分亚组的指标。
粒径及加热速率对烟煤膨胀特性的影响

[ )] 质, 不同程度的膨胀会形成不同结构的煤焦 。一 [ #] 的研究很少见报道 。本文在实验室沉降炉中对
平顶山烟煤进行了热解实验, 通过场发射电镜和激 光粒度分析仪, 研究了不同条件下烟煤的膨胀特性, 希望找到煤粉粒径及加热速率对颗粒膨胀特性的影 响规律。
方面, 煤焦的表面和孔隙结构特性与其反应性密切 相关
第B 期
于敦喜 等:粒径及加热速率对烟煤膨胀特性的影响
于敦喜,徐明厚,刘小伟,王泉斌,高翔鹏
( 华中科技大学 煤燃烧国家重点实验室,湖北 武汉* &$!!+& )
摘* 要:将不同粒径烟煤在实验室沉降炉中进行了不同加热速率下的热解实验, 研究了煤粉粒径及其加热速率对煤粒膨胀特 性的影响。实验结果表明, 煤粒在热解过程中发生了明显的膨胀, 形成了具有中空结构的煤胞型焦炭, 这是煤中较高镜质组 体积分数造成的。在相同加热速率下, 随粒径减小煤粉颗粒膨胀越剧烈, 随粒径增大煤粒膨胀程度之间的差异有减小的趋 势。煤样不同膨胀特性是镜质组体积分数不同的结果。镜质组体积分数越高, 在热解过程中更容易软化、 变形, 发生剧烈膨 胀。当加热速率从 !< # ? )! & @ A : 升高到 & ? )! & @ A : 时, 煤样膨胀程度先增加后减小, 表明在 !< # ? )! & @ A : B & ? )! & @ A :, 存在 一个最佳的加热速率, 此时煤粒膨胀程度最高。 关键词:烟煤;煤焦;形态;膨胀特性 中图分类号:CD#""* * 文献标识码:E
煤化学实验报告
煤化学实验报告学院:化学工程学院班级:姓名:学号:全硫含量的测定--实验报告实验目的煤中的硫是一种有害元素,尤其作为燃料时,对硫的含量更有严格的要求。
动力用煤中的硫变成废气,污染环境,所以煤的硫含量是评价媒质的重要指标之一。
煤中全硫(Total Sulfur )的测定方法有很多,本实验介绍的是高温燃烧库仑法。
一. 实验原理煤样在1150℃高温和催化剂作用下于净化过的空气燃烧,反应式如下:2232222Cl N SO SO O H CO O +++++→+煤(有机硫)3222114O Fe O Fe →+):(222224金属元素M O SO MO MSO ++→32222SO O SO ↔+生成的二氧化硫和少量三氧化硫被空气带入电解池与水分成亚硫酸,立即被电解池中的碘(溴)氧化生成少量硫酸,使溶液中的碘(溴)减少而碘离子(溴离子)增加,破坏了溶液中的碘-碘化钾电对的电位平衡,系统便立即以自动电解碘化钾溶液生成的碘来氧化滴定亚硫酸:222:I e I →+-阳极222:H e H →++阴极+++→++H SO H Br I O H SO H Br I SO H 2)(2)(:42222322232碘(锈)氧化电解生成的碘所耗用的库仑量,由电路采样变换,计算机进行积分运算,然后按法拉第电解定律,计算出试样中全硫含量的百分比。
)96500(100016)(m Q S )(%⨯⨯=)试样质量,克()电量,库仑(全硫含量(%);g M C Q S ---;二. 仪器设备和试剂1.以库仑滴定为原理的自动测硫仪,包括以下部件:送样机构、高温炉、电解池、磁力搅拌器、电磁泵、净化系统、烟尘过滤器、控制系统等。
装备结构图如下:6-电解池 7电磁泵 8净化管 9固态继电器10控制板 11变压器 12硅整流器 13电源开关 14流量计15送样电机 16电源、控制线插座 17热电偶 18高温炉外壳(1)送样机构(2)高温炉:采用双螺纹硅碳管加热,采用铂铑-铂热电偶测温,计算机控制温度,恒温区长度大于90毫米,为保护硅碳管,在其外面套上刚玉管,在刚玉管外与高温炉外壳之间填满硅酸铝棉,以达到良好的保温性能。
实验十 奥亚膨胀度的测定
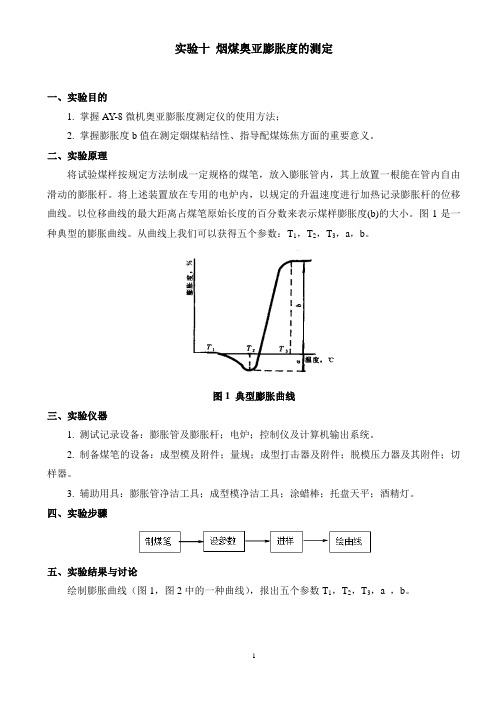
实验十烟煤奥亚膨胀度的测定
一、实验目的
1. 掌握AY-8微机奥亚膨胀度测定仪的使用方法;
2. 掌握膨胀度b值在测定烟煤粘结性、指导配煤炼焦方面的重要意义。
二、实验原理
将试验煤样按规定方法制成一定规格的煤笔,放入膨胀管内,其上放置一根能在管内自由滑动的膨胀杆。
将上述装置放在专用的电炉内,以规定的升温速度进行加热记录膨胀杆的位移曲线。
以位移曲线的最大距离占煤笔原始长度的百分数来表示煤样膨胀度(b)的大小。
图1是一种典型的膨胀曲线。
从曲线上我们可以获得五个参数:T1,T2,T3,a,b。
图1 典型膨胀曲线
三、实验仪器
1. 测试记录设备:膨胀管及膨胀杆;电炉;控制仪及计算机输出系统。
2. 制备煤笔的设备:成型模及附件;量规;成型打击器及附件;脱模压力器及其附件;切样器。
3. 辅助用具:膨胀管净洁工具;成型模净洁工具;涂蜡棒;托盘天平;酒精灯。
四、实验步骤
五、实验结果与讨论
绘制膨胀曲线(图1,图2中的一种曲线),报出五个参数T1,T2,T3,a ,b。
图2 几种典型膨胀曲线
六、思考题
1. 测定烟煤奥亚膨胀度的意义?
2. 实验中制煤笔的注意事项有哪些?
3. 影响膨胀度b值的因素有哪些?试简要分析。
七、注意事项
1. 实验前要对仪器进行校正和检查;
2. 煤样粒度应符合要求,且煤样储存时间不宜过长;
3. 制好的煤笔不能放置太久;
4. 膨胀管和膨胀杆每次测定完毕和下次测定前都要清洁;
5. 成型模内壁要涂蜡。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
烟煤奥亚膨胀度测定的影响因素分析
摘要本文结合GB/T5450-1997《烟煤奥亚膨胀计试验》,分析了影响奥亚膨胀度测定结果的诸多因素,提出了实验操作中应注意的各种问题和相应的解决办法。
关键词奥亚膨胀度;煤质分析;影响因素;微机测定奥亚膨胀度
0 引言
奥亚膨胀计试验是直接测定烟煤粘结性的一种重要的方法,它无须添加任何惰性物。
它在区分中等以上粘结性煤,特别是强粘结性煤方面具有其他指标无法比拟的优点。
它不仅能反映胶质体的量还能反映胶质体的质。
因此,它是研究煤质,指导煤炭开发、生产、加工利用等方面的重要方法。
此测定方法可得出软化点T1,始膨点T2,固化点T3,煤的最大收缩度a,最大膨胀度b。
整个试验规范性很强,故测定结果受煤样储存时间、煤样粒度、电炉温度场、升温速度、成型模的放置方向等诸多因素影响。
1 试验原理
将试验煤样按规定的方法制成一定规格的煤笔放入膨胀管内,其上放置膨胀杆,然后将装有煤笔的膨胀管放入专用电炉内,以3℃/min的升温速度加热。
煤受热达到一定温度后开始热解,首先析出一部分挥发分,接着开始软化析出胶质体,随着胶质的不断析出,煤笔开始变形缩短,膨胀杆随之下降——标志煤的收缩过程。
当煤笔完全熔融呈塑性状态充满煤笔和膨胀管壁间的全部空隙时,膨胀杆不再下降,收缩过程结束。
然后随着温度升高,塑性体开始膨胀并推动膨胀杆上升,当温度达到该煤固化点时,塑性体固化成半焦,膨胀杆停止运动。
以膨胀杆上升的最大距离占煤笔原始长度的百分数作为煤的膨胀度(b);以膨胀杆下降的最大距离占煤笔原始长度的百分数作为最大收缩度(a)。
如果膨胀曲线超过零点线后达到水平,则称之为正膨胀;如果膨胀曲线在恢复到零点线前达到水平,则称之为“负膨胀”。
煤的性质不同,其膨胀的大小、快慢也就不同。
即膨胀杆运动的状态和位置是煤性质(塑性体的量、粒度、热稳定性、析出速度等)的函数。
这就是膨胀计试验能够直接反映烟煤性质(粘结性或结焦性)的基本原理。
2试验测定操作过程
现使用的是微机奥亚膨胀度测定仪。
2.1控制器操作
1)接通电源,且按“启动”键,(断电恢复时不按)控制器进入自检状态,控制器显示“……Tdy……”;有报警声,按“消音”键消音。
约30s后自检结束,控制器显示:试验时间、要求温度、实际炉温和点亮预热指示灯;2)初始要求温
度的确定:控制器自检后转入正常运行时,初始炉温若小于40℃,则认为是冷炉启动,初始要求炉温定为20℃,试验时间定为0,经过2min后,以10℃/min 的速率升温。
若初始实际炉温大于40℃,则认为是暖炉启动,初始炉温将定为初始要求炉温,并自动计算出相应的试验时间,当要求温度到达200℃以后,放慢以6℃/min的速度增加,直到要求的预热温度为止,进入恒温。
2.2计算机操作
计算机共有5个显示窗口(开始窗口,填写试验资料窗口,试验报告窗口,监控窗口和数据库窗口)可进行自由切换。
1)开启计算机,进入奥亚程序,显示开始窗口。
点击开始窗口中“欢迎进入”键,进入试验资料窗口;
2)在试验资料窗口中,填入相关内容。
下列几项必须填入:
(1)填写试验编号或样品编号;(2)点击1种运行方式(共有煤笔长60mm,预热温度为300℃、350℃、380℃和煤笔长30mm,预热温度为300℃、350℃、380℃六种运行方式)。
当Vdaf%<20,预升温度为380℃;Vdaf%20~26,预升温度为350℃;Vdaf%>26,预升温度为300℃;当试样的最大膨胀度超过300%时,改为半笔试验,即将60mm长的煤笔切掉大小两头各15mm,留下中间的30mm进行试验;(3)如做新试验,在试验报告中点击“清库”键,将上次数据清除;(4)点击试验报告中“监控”键,进入监控窗口。
3)在监控窗口中
(1)显示工作状态和测试参数;(2)监控窗口将绘制整个加热过程中的实际炉温曲线和膨胀度曲线;(3)监控窗口可进行“消音”、“正式升温度”、“计算结果”、“打印”、“保存”和窗口切换等操作;(4)必要时可点击“数据库”按钮,查看数据记录情况。
还可进行增加和删除数据的操作。
4)当达到预热温度,控制器进入程序2,恒温指示灯亮,报警,按“消音”键,提示可装入膨胀管。
膨胀管放入后,移动传感器活动拉杆①、杆②,使其数值显示在40.0~50.0间固定(目的使测定膨胀度的测定数值在传感器有效测量范围内),经过7分钟后,点击计算机监控窗口上的“正式升温”键,仪器转入程序3,加热指示灯亮,膨胀度将显示相对值零。
随后要求温度以3℃/min的速率增加;
5)操作人员认为试验可以结束,则点击“计算结果”和“打印”“保存”,控制器自动停止加热,计算测试结果,打印试验报告;
6)在试验进行到要求温度550℃时,控制器报警,自动关掉可控硅,加热工作也宣告结束;
7)退出运行,点击窗口切换中的“开始窗口”键,转入开始窗口,点击“退出运行”键退出运行,切断电源。
3 影响测定结果的因素分析
3.1 错误的制样,导致试验煤样的粒度组成不符合国家标准的规定
以往试验使用的煤样规定为粒度小于0.2mm的空气干燥煤样,对其粒度组成没有规定。
但由于制样设备和操作方法的不同,虽然都是0.2mm以下的煤样,其粒度组成却有很大差别,因而b值亦有差别。
研究表明,对细粒煤样来说,由于单位质量的体积大,使得煤笔的压缩度变小,因而测值降低,反之测值变高。
因此在国家标准中,对煤样粒度组成做了较严格的规定:<0.20mm,100%;<0.10mm,70%~85%;<0.06mm,55%~70%。
3.2 试样的存放时间过长
煤样在空气中放置时,由于被氧化而使得它的粘结性受到不同程度的破坏,其中对膨胀度b的影响尤为显著。
试验发现,b值随存放时间的延长而逐渐下降,煤种不同下降的幅度、快慢不同。
变质程度愈低、粘结性愈差的煤愈容易被氧化,存放3d后,b值已有显著性差异。
3.3 炉子的温度场不符合要求
炉子的温度场是指膨胀管内底部向上180mm一段的温度分布。
虽然,上下温差越小越好。
国家标准中规定0mm~120mm一段温差为±3℃,120mm~180mm 一段温差(与基准点相比)为±5℃。
由于测定过程中塑性体在膨胀管内沿高度方向是不断移动变化的,所以如果温度场上下温差过大对测定结果无疑是有影响的。
如果上下温差超过±8℃,将使b值显著偏高或偏低。
因此要定期对电炉的温度场进行检查。
3.4升温速度的控制不能满足国家标准中的要求
各种煤的膨胀度b值皆随升温速度的增加而增加,但煤种不同影响的程度不同。
一般来说升温速度对变质程度低、粘结性差的煤的膨胀度影响较大,而对变质程度高、粘结性强的煤影响相对较小。
升温速度快使b值增加,反之降低,所以标准中对升温速度做了严格规定,每分钟3℃,5min内升温误差不得超过±1℃,这是在规范性的煤炭试验方法中,对温度控制要求比较高的一例。
经验证明,升温速度控制的不好是试验误差的一个重要来源。
3.5 成型模尺寸变大,超过标准规定尺寸,膨胀管和膨胀杆磨损导致它们之间的空隙变大
奥亚膨胀计试验的规范性很强,成型模、膨胀管、杆的尺寸是否符合标准直接影响测定结果。
由于长时间使用磨损,成型模可能变大而超过标准的规定尺寸,
用这样的钢模制备的煤笔,体积大且重,膨胀度b就会增加。
同样,膨胀管和膨胀杆也会由于长时间的使用磨损,二者间间隙可能超过允许误差(±0.05mm),用这样的膨胀管、杆进行测定,膨胀度就会降低,收缩度就会增加。
所以不仅要对新钢模、膨胀管和杆进行认真检查,而且在使用一定次数(一般100次)后也必须按标准规定的方法检查,不合格的必须及时更换。
3.6 成型模的放置方向
试验表明,在制备煤笔时,成型模放置的方向对测定结果有影响。
一般来说,小头朝上制备的煤笔的b值比小头朝下制的低,原因是小头朝上时煤笔的打击密度比小头朝下时小。
考虑到小头朝下煤笔打击的比较密实,煤样不易从底部外渗,煤笔的尺寸容易保证,所以标准中规定小头朝下制备煤笔。
3.7 打击煤样时,重锤未能自由落下,打击力不符合要求
防止打击杆被卡住的办法主要是在制煤笔时,每打击一次,用手指转动且往上提一下打击杆,只要每次转动且提起来了,打击杆就不会被卡住。
3.8 制备煤笔时每次加样量过多,次数少
3.9 煤笔断,缺等
4 结论
总之,奥亚膨胀度测定属物理性试验,由于煤质本身的复杂性和测定条件的复杂性,试验规范性很强,诸多试验条件都会影响测定结果。
所以,在试验中应严格按照国标操作,消除仪器及人为因素的影响,提高奥亚膨胀度测定结果的准确度,确保提供可靠的数据。
参考文献
[1]段云龙.煤炭试验方法标准及其说明[M].北京:中国标准出版社,1992.
[2]李英华.煤质分析应用指南[M].北京:中国标准出版社,1991.。