塑模浇口种类_060929
注塑成形模具浇口类型介绍
浇口类型选择浇口类型和选择最佳的浇口尺寸以及浇口位置一样重要。
浇口类型可分为人工和自动去除式浇口。
人工去除式浇口人工去除式浇口主要是指那些要求操作者在进行制件再加工时将其与流道分离。
使用人工去除式浇口的原因有:∙浇口体积过大,以至于当模具打开时无法从制件处剪切。
∙一些剪切敏感的材料(如PVC)不能存在高剪切率,从而不能应用自动去除式浇口设计。
∙在穿过较宽处的时候,为了保证流动分布的同时性,以达到特定的分子纤维排列,通常不使用自动浇口去除方式。
型腔的人工去除式浇口类型包括:∙注道式浇口∙边缘浇口∙凸片浇口∙重叠式浇口∙扇形浇口∙薄膜浇口∙隔膜浇口∙外环浇口∙轮辐或多点浇口自动去除式浇口自动去除式浇口的特点是,在打开制模模具顶出制件的过程中,可以切断或剪切浇口。
自动去除式浇口应用于:∙避免在再加工时去除浇口∙保持所有顶出的周期时间一致∙浇口残留最小化自动去除式浇口包括:∙针点浇口∙潜入式(隧道式)浇口∙热流道浇口∙阀门浇口注道浇口推荐这种浇口应用于单型腔模具或要求对称充填的制件。
这种类型的浇口适合于较大壁厚处,这样保压压力将更为有效。
较短的浇口最好,这样模具充填更为快速,且压力损失较低。
浇口另一侧需配备一个冷料井。
使用这种浇口的劣势在于,流道(或注道)被修整之后,制件表面会产生浇口痕迹。
可以通过制件厚度来控制凝固,但凝固并不取决于制件厚度。
一般而言,在注道浇口附近的收缩率较低,而注道浇口处的收缩率较大。
这会导致浇口附近具有较高的拉伸应力。
尺寸起初,注道直径由机器射嘴来控制。
该注道直径必须比射嘴口直径大 0.5mm左右。
标准注道衬套的锥度为 2.4度,开口面向制件。
因此可以通过注道长度来控制制件处附近的浇口直径,该直径应当比该处壁厚至少大 1.5mm或约为该处壁厚的两倍。
注道和制件的连结点应为放射状的,以避免应力裂化。
∙锥角较小(最小为1度),可能导致在喷射过程中注道无法与注道衬套脱离。
∙锥度较大,造成材料浪费且冷却时间延长。
注塑浇口

各种常用浇口03/19侧浇口:侧浇口一般开设在分型面肉厚较厚处,适用于一模多出,中小制品多型腔模常采用侧浇口。
树脂材料从内侧或外侧充满模具型腔,其截面形状简单,多为矩形,大小方便调节。
侧浇口可根据塑件的形状特征选择其位置,浇口易于加工,容易去除,修整方便,但在制品外会留有痕迹,成形品显目的地方必须避开。
点浇口:设置于产品天面,截面小如针点,有利于浇口与制品的自动分离,便于实现生产过程中自动化,浇口痕迹小,易修整,浇口位置可自由选择,对于多腔模容易实现各腔平衡进料,对于投影面积较大或易变形的产品,采用多个点浇口能够提高成型品质。
注射压力要求较高。
为取出流道,必须使用三板模或热流道,费用较高。
不适合壁厚不均匀的制品成型。
潜伏式:浇口较小,进料浇口一般都在塑件的内表面或侧面隐蔽处,可使制品表面无痕迹,不影响制品外观。
制品成型后,在开模或顶出时会与塑件自动拉断,易于实现生产自动化。
由于潜伏式浇口潜入分型面下面,沿斜向进人型腔,因此加工较为困难。
浇口的形状为圆锥体,为顶出时便于切断,直径偏小,压力损失较大,潜伏式浇口不适合硬度高的树脂材料。
直接浇口:塑料熔体由主流道的大端直接进入型腔, 构造简单,压力损失小,适用范围广,流动阻力小,流动流程短,适用树脂范围广。
进料处有较大的残余应力而导致塑件翘曲变形,浇口部压力较大,易开裂,变形,浇口较大,需后加工,去除痕迹较困难,而且痕迹较大,影响美观。
这种形式的浇口只适合于单型腔模具,无法取多数个。
热流道:没有流道,节约材料,特别对于粉碎无法再利用的材料更有利,无流道冷却时间,缩短了成型周期,降低成本,提高生产效率,自动化程度高,材料温度在流道系统里可以准确控制,可以更为均匀一致的状态流入模腔,改善成型质量。
不必用三板式模具即可以使用点浇口,浇口会自动切断,有利于改善浇口外观。
但结构复杂,成本高,换色换材料费时间。
注塑件模具的常见浇口类型

注塑件模具的常见浇口类型
注塑件加工的过程中不只需要工程师有效的把控到每一个注塑环节,也需要注塑工程师能够有用掌握注塑模具的使用情况。
而浇口作为注塑模具重要的组成部分之一,其类型是多元化的,并且不一样的浇口类型用在不一样的成型塑件上面,并且其对注塑件加工的最终质量也有所影响。
注塑件模具的常见浇口类型有哪些呢?
第一:直接浇口,当前直接浇口在注塑加工模具应用中仍是比较广泛的,其最大的长处在于熔体的压力相对来说比较小,并且也相对简单,直接浇口的长处使得其能够适用于常用的任何塑料,特别是一些成型大且深的注塑件。
第二:矩形浇口,矩形浇口的位置通常是开在注塑模具的分型面上,较多的用在中小型的注塑件的注塑模具上。
其最大的长处在于其截面形状简略,可简单进行加工、并且后期在进行试用注塑模具后也便于进行修改。
不过矩形浇口最大的缺陷是易发生浇口痕迹。
第三:扇形浇口,扇形浇口其实是矩形浇口的一种变异的方式,因而其和矩形浇口有许多类似的地方。
不过扇形交口通常对比适用于注塑成型大平板状以及薄壁的注塑件。
多见的浇口类型即是上述三种类型,当然还有比如:膜状浇口、轮辅浇口、点浇口、埋伏浇口等类型。
浇口的几种基本形式
浇口的几种基本形式
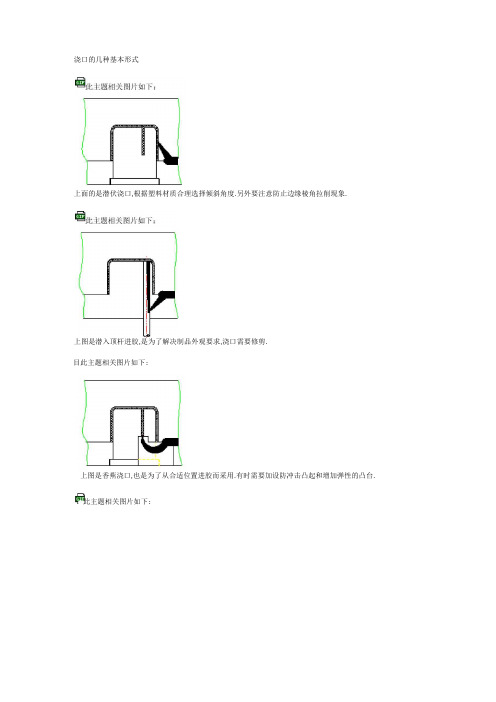
上面的是潜伏浇口,根据塑料材质合理选择倾斜角度.另外要注意防止边缘棱角拉削现象.
上图是潜入顶杆进胶,是为了解决制品外观要求,浇口需要修剪.
目此主题相关图片如下:
上图是香蕉浇口,也是为了从合适位置进胶而采用.有时需要加设防冲击凸起和增加弹性的凸台.
此主题相关图片如下:
上图是爪形浇口,实现中心进胶,孔边缘进料.
上图是标准点浇口,外观较好,进料位置灵活.
目此主题相关图片如下:
上图是热流道,实现无废料,浇口外观更好,填充更好.目此主题相关图片如下:
上图是标准侧浇口,模具结构简单
直接进胶,只能一模一件,并且浇口修理后痕迹大.设计时浇口对侧加分流包.改善流动.。
浇口种类设计规范

浇口分类设计规范浇口的种类大致分为以下:直浇口、侧浇口(侧浇口、扇形浇口)、搭底浇口、平缝浇口(内环形浇口、外环形)、针点浇口、潜浇口(表面潜浇口、顶杆式潜浇口、平板式零件潜浇口、香蕉潜浇口)。
一、直浇口注:1、d1必须满足注塑机的要求,浇道单边斜度最少1°。
2、浇道单边斜度最少1°。
3、d2在满足注塑的条件下在越小越好。
4、L越小越好,可以用加长喷嘴减短流道。
二、侧浇口1、浇口尺寸计算方法:h=nt w=(3-10)h L=(0.8-1.5 ) A=(20-30)° L1=0.5 -1其中n 为常数,根据塑料的不同而不同2、侧浇口自动脱浇口设计侧浇口在一般设计是不能自动脱浇口的,如果把产品与流道设计成不同时间顶出,便可以实现自动脱浇口的效果。
三、搭底浇口搭底浇口是侧浇口的改良,适合某种特定形状的产品。
1)、在侧面不允许有浇口的情况下; 2)、避免有流纹的现象;倒扣3)除硬质PVC外,适合绝大多数产品。
注:h=nt w=(3-10)h L=0.8-1.5四、扇形浇口扇形浇口是侧浇口的改良,它的宽度随深度的减少而增加。
1)、适合于大型平板类形状产品2)、塑料流入型腔呈扁平状,减少流纹及夹水纹的产生。
3)、适合除硬质PVC外的任何塑料,本公司PMMA产品五、平缝式浇口此尺寸参照侧浇口,以加强浇口处应力,便于断口整齐及近浇口的乱流现象。
六、针点浇口1)针点浇口在脱模时能够把产品和流道自动分离开,因儿勿须后处理。
2)进胶点处形状的三中形式:以上三种形式根据产品的实际要求选择。
七、潜浇口1、表面潜浇口`26.53mm潜定模潜动模2、顶杆潜浇口3、平板式零件的潜浇口d1<t顶杆镶件4、香蕉式潜浇口。
塑胶模具常用浇口及其优缺点

塑胶模具常用浇口及其优缺点
塑胶模具是制作塑料制品的重要工具,浇口作为其中一个重要组成部分,对于塑胶制品的质量和外观起着至关重要的作用。
本文将会介绍一些塑胶模具常见的浇口及其特点。
1. 直接式浇口直接式浇口是在模具的一端直接打出一个浇口,直接将熔融的塑料注入模腔中。
这种浇口通常适用于大型外壳类制品,如家电外壳、汽车外壳等。
主要优点是制品的结构紧密、外观完美,缺点是浇口会影响产品的外观并且难以去除,模具寿命较短。
2. 斜式浇口斜式浇口是将浇口设置在模膜表面斜着倾斜向下注入塑料,这种浇口适用于复杂形状、较大马路类制品的制造。
优点是制品外观完美,并且浇口相对于直接式浇口更容易去除,缺点是需要计算好浇口大小和位置,否则会造成浇注难度或填充不均。
3. 空气门浇口空气门浇口是将浇口分成两部分,一部分用于注入熔化的塑料,另一部分则用于排出腔内的空气,以保证制品填充和成型的均匀性。
这种浇口可以减小制品中出现气泡和瑕疵的风险,并且可以增加模具使用寿命,但成本相对于其他浇口较高。
4. 热流道浇口热流道浇口是将熔化的塑料通过流道加热并直接注入模腔,以使制品填充和成型更具精度。
这种浇口通常适用于高精度制品,如塑料齿轮、液晶显示器外壳等。
优点
是制品外观完美,浇注点留影相对较小,但成本相对其他浇口类型较高。
总之,浇口是塑胶模具中非常重要的一个技术环节,对制品成型、外观以及后续使用寿命都有很大的影响。
不同的浇口类型和形式适用于不同种类的塑料制品,需要根据实际需求进行选择。
浇口类型及特点
浇口类型及特点浇口是指在铸造过程中,用于浇注熔融金属的孔洞或通道。
浇口的类型及特点可以根据不同的需求和铸造工艺进行分类和描述,下面将介绍几种常见的浇口类型及其特点。
1. 直浇口直浇口是将熔融金属直接倒入模具中的浇口类型。
它的特点是简单易行,适用于铸造较小且形状简单的零件。
直浇口的优点是操作简单,浇注速度快,能够满足一些对于铸件表面质量要求不高的情况。
但直浇口的缺点是易产生气孔和夹杂物,并且容易造成金属流动不均匀,导致铸件形状和尺寸精度较差。
2. 斜浇口斜浇口是将熔融金属沿着模具的斜面倾倒的浇口类型。
它的特点是能够改善金属流动的均匀性,减少气孔和夹杂物的产生。
斜浇口适用于形状复杂的铸件,可以使得金属流动更加平稳,填充整个模腔。
但斜浇口的缺点是对模具的要求较高,需要设计合理的斜面和倾斜角度,并且斜浇口的浇注时间较长,需要注意控制金属的冷却速度。
3. 多点浇口多点浇口是将熔融金属从多个浇口同时注入模腔的浇口类型。
它的特点是能够使金属流动更加均匀,填充整个模腔,减少缩孔和夹杂物的产生。
多点浇口适用于大型和复杂形状的铸件,可以提高铸件的形状和尺寸精度。
但多点浇口的缺点是需要更加复杂的模具设计,增加了生产成本和工艺难度。
4. 分级浇口分级浇口是将熔融金属从上到下逐级注入模腔的浇口类型。
它的特点是能够控制金属的流动速度和方向,避免金属注入时的喷溅和气泡产生。
分级浇口适用于对铸件表面质量要求较高的情况,可以提高铸件的表面光洁度和密实度。
但分级浇口的缺点是需要更加复杂的模具设计和浇注工艺控制,增加了生产成本和工艺难度。
5. 真空浇口真空浇口是在浇注过程中通过真空泵抽取模腔中的空气,使金属充分填充模腔的浇口类型。
它的特点是能够有效地减少气孔和夹杂物的产生,提高铸件的密实性和内部质量。
真空浇口适用于对铸件内部质量要求较高的情况,可以减少金属氧化和污染。
但真空浇口的缺点是设备成本较高,对操作技术要求较高。
不同的浇口类型具有不同的特点和适用范围。
模具浇口类型
浇口类型两种浇口浇口可以有许多种结构配置.它们分为两种-手动修整与打浇口自动修整.手工修整浇口手工修整的浇口是那些需要操作者在二次操作时从流道中分开产品的.使用手动修整浇口的原因是:✍ 浇口太大由于模具打开无法剪除产品的浇口✍ 一些剪切敏感材料如PVC不应具有对自动修整浇口设计固有的高剪切率.✍ 同時發生的熔融流動穿過前端達到纖維的特定取向,分子通常阻止自動的澆口修整.以下澆口類型是從模穴處手動修剪的.澆口類型直(流道)澆口薄片澆口刃口(標準)澆口溢流澆口扇形澆口圓盤(隔膜)澆口環形澆口Spoke (星形十字叉)澆口膜片(飛邊)澆口直(流道)澆口直(流道)澆口通常用于單穴模具,直澆口以最小的壓力灌點直接快速進膠到模穴.使用這種澆口的不利因素在于當料頭(澆口)修整後產品表面留下澆口痕.凍結被產品厚度所控制而不是被套澆口厚度所控制.典型地,澆注口附近的產品縮水很小,注料口的縮水較大,這造成澆口附近很大的拉力強度.尺寸起始注料口直徑取決于機器噴嘴.這里的注料口直徑必須比噴嘴直徑大約1.0 mm.標準注料口襯套開向產品的錐度為2.4度,因此注料口長度控制著澆口的長度,直徑必須至少大于產品厚度約1.5 mm 或兩倍.✍ 較小的錐度(一度的最小值)不承擔從射出注料口襯套上釋放注料口的風險.✍ 較大的錐度浪費材料并延長冷卻時間.✍ 非標準注料口斜度很貴而很少的增益薄片澆口薄片澆口典型利用于扁平且壁薄件,模穴中減少剪切應力.在澆口處產生的高剪切應力受限于成型後被修剪的輔助薄片. 薄片澆口被廣泛使用于成型PC,壓克力,SAN,與ABS 類型的材料.尺寸最小薄片寬度為6.4 mm.最小薄片厚度是模穴深度的75%.刃口(標準)澆口刃口澆口位于模具分模線處并從邊上,頂部或底部開始充填產品.尺寸典型澆口尺寸是產品厚度的6%~75% (或0.4 ~6.4 mm 厚) 1.6 ~ 12.7 mm 寬.澆口台階長度不應超出1.0 mm, 0.5 mm 是最適宜的大小.溢流澆口溢流澆口類似于刃口澆口,除了澆口重疊肉厚或表面.此種類型的澆口通常用于消除射流.尺寸典型澆口尺寸是0.4 ~ 6.4 mm 厚 1.6 ~ 12.7 mm寬.扇形澆口扇形澆口是帶不同厚度的尖銳澆口. 大產品或脆性模具剖面通過大入口面積快速充填. 用于創建一個均勻的流通前端,變形與尺寸穩定性是主要的問題. 水口必須在寬度與厚度上逐漸變細保持一個固定的剖面面積.以确保:1.熔融速度穩定不變2.整體長度用于熔流3.穿過寬度的壓力不變.尺寸最大厚度不應超出產品厚度的75%.典型尺寸大小從0.25 ~ 1.6 mm 厚.澆口寬度 6.4 mm ~模穴長度的25%.圓盤(隔膜)澆口圓盤(隔膜)澆口通常用于開圓柱形或圓形澆口的產品. 這使用于當集中性作為一個重要尺寸需求與結合線不能被接受時.這個澆口實際上是產品邊角附近的毛邊水口.由于隔膜是從中心注料口進料(or 冷料頸灌點),產品澆口均勻的熔流易于維護.尺寸典型澆口厚度0.25~ 1.27 mm.環形澆口如隔膜澆口,環形澆口也用于圓柱形或圓形澆口的產品,但并不常用,使用環形澆口,材料在模芯周圍自由流動.尺寸典型澆口厚度0.25 ~ 1.6 mm.Spoke (星形十字叉)澆口此種澆口也稱為四點澆口或交叉澆口,它用于試管形的產品設計,易于脫澆口并節省材料.不利因素是可能會有結合線,不易取得完美的不圓度(球度).尺寸典型澆口大小範圍從0.8 ~ 4.8 mm 厚 1.6 ~ 6.4mm 寬.膜片(飛邊)澆口膜片(飛邊)澆口類似于環形澆口,但它用于直角邊緣.由一個直流道與穿過模穴長度或寬度的澆口台階組成.用于設計壓克力產品,通常為降低變形的大面積扁平設計.尺寸澆口大小很小,厚度約為0.25 ~ 0.63 mm.台階面積(澆口長度)也必須保持很小,長度約為0.63 mm. 自動修整澆口自動修整澆口包含成型模具打開射出產品時模具斷裂或剪切澆口的特性.自動修整澆口應使用于✍ 避免澆口如二次操作移動.✍ 保持所有射出一致的周期時間.✍ 降低澆口傷痕.以下澆口自動從模穴處修整:✍ 針澆口✍ 海底(地道,鏨刀)澆口✍ 熱流道(熱探針)澆口✍ 閥澆口針澆口這種澆口取決于三板模設計,流道系統在一塊模具的分模線上,產品模穴在主要的分模線上,相反的斜度流道灌點通過中板模(第三塊模)與開模方向平行.隨著模穴分型線的打開,針澆口的小直徑從產品上撕裂.次級流道分模線打開射出流道.或者流道分型線首先打開,輔助的頂針系統從反向的斜度灌點中拔出流道,從產品中撕裂流道.尺寸典型澆口直徑大小0.25~ 1.6 mm.好處當單個產品多個澆口必須對稱的填充或長必須減少長流道來确保產品保壓時,此設計特別有用海底(地道,鏨刀)澆口海底澆口用于兩板模結構.一個有角度錐度的澆口由流道末端到模穴加工形成于分模線之下,隨著產品與流道射出, 澆口在產品處切斷.如果在產品非功能面積上增加一個大直徑澆棒, 海底澆口能被制成一澆棒,避免澆口處需要一垂直表面.如果澆棒在隱藏的表面上,不必移除它.深入圓柱形產品內壁的復合海底澆口能取代隔膜澆口并允許自動脫离澆口. 界外的特性沒有隔膜澆口那麼好但通常可被接受.尺寸典型尺寸大小是0.25 ~ 2.0 mm.流道球面上有錐形度熱流道(熱探針)澆口熱流道澆口通常用于通過加熱流道與電熱注料口傳輸熱熔材料達到無流道成型.保壓周期受控于澆口附近的產品凍結時間.澆口處非常熱的材料隨著模穴打開而與產品分离.閥澆口閥澆口在熱澆道口增加一個閥桿.閥門能用以在材料凍結前激活關閉澆道.這允許有一個大的澆口直徑緩和澆道傷痕.因為保壓周期受控于閥桿,維持良好的保壓周期管控會使產品品質更趨一致性.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
名稱:側邊澆口(edge gate)
使用時機:
1.最通用型的澆口,通常位於模具的分模線上,而且從塑件的側邊的上方或下方充填。
2.用於一模多穴,二板模/三板模均可。
缺點:
1.人工去除澆口。此類澆口於剪除後容易在塑件表面留下澆口痕跡(可用銑床加工)。
或該處設計பைடு நூலகம்紙銘板遮住
2.直接澆口處有大量的收縮(殘留應力大),結果造成澆口處的大量拉伸應力。平而淺
的成品易翹曲、扭曲。
3.一次僅能成型依個塑件。
相關尺寸:
1.豎澆道頂部直徑應大約是製品於澆口處厚度的兩倍,直徑1.6-6.4MM長度1.6-12.7MM,與成品接觸的直徑有7mm-10mm。
缺點:
1.人工去除澆口。
2.外觀面上會有減除膠口之痕跡
相關尺寸:
凸片的最小寬度是6.4mm,最小厚度為模穴肉厚的75%。
名稱:重疊澆口(overlap gate)
使用時機:
1.用於一模多穴,二板模/三板模均可。
2.重疊澆口與塑件側壁或表面有重疊。
3.不適合硬質PVC
別名:搭接式澆口,是大水口的一種,是側邊澆口的一種,
缺點:
1.射出壓力降低很多,所以需要加大射壓。
2.適用於簡單塑件。
相關尺寸:
典型的潛式澆口直徑為0.25 ~2.0 mm,澆口由粗變細,直到成為球狀端點
名稱:凸片澆口(tab gate)
使用時機:
1.用於一模多穴,二板模/三板模均可。
2.通常使用於扁平塑件或薄塑件,以減小模穴內的剪應力。
別名:是大水口的一種,是側邊澆口的一種
優點:
1.澆口周遭的高剪應力只發生在輔助凸片,
4.凸片澆口經常應用於PC、壓克力、SAN和ABS等樹脂的成形。
5.澆口附近的收縮下陷可消除。
名稱:輻狀澆口(spoke gate)
使用時機:
3.用於一模一穴,且是中空的射出品,如電視前面板。
4.適用於管狀塑件,
別名:四點澆口(four-point gate)
十字澆口(cross gate),
優點:
容易去除澆口和節省塑料的優點。
缺點:
1.如同其他的人工去除式澆口,外觀面上會有減除膠口之痕跡,
缺點:
4.如同其他的人工去除式澆口,外觀面上會有減除膠口之痕跡,
5.
相關尺寸:
薄膜澆口尺寸很小,厚度大約是0.25~0.63 mm,寬度大約為0.63 mm。
名稱:環狀澆口(ring gate)
使用時機:
6.用於一模多穴,應用於圓柱體或圓形塑件
別名:
優點:
1.塑料先沿著模心環繞,然後再沿著圓管向下充填。
3.牛角式膠口是潛式膠口的一種。
別名:隧道澆口(tunnel gate)、鑿子澆口(chisel gate),澆口很小,類似針點。
優點:
1.於頂出塑件和流道時,澆口會與塑件分離。自動去除式澆口與模具動作配合,在成品頂出時剪斷澆口。避免去除澆口的二次加工,使維持均一的週期時間,使澆口痕跡最小化。
2.主要可應用於彈性塑件及多模穴小型成品之射出。
優點:
1.對於平面形狀成型品,重疊澆口通常用來防止噴流效應。
2.不會在成型品側面留下澆口痕跡。
缺點:
1.人工去除澆口。
2.外觀面上會有減除膠口之痕跡,而且非常不容易剪除,不影響外觀與裝配之下可用。
3.壓力損失較大。
相關尺寸:
典型重疊澆口尺寸為0.4~6.4 mm厚,1.6~12.7 mm寬。
名稱:扇形澆口(fan gate)
使用時機:
5.應用於二板模。可用於一模一穴或多穴。
6.在分模線以下,流道末端與模穴之間加工一傾斜之錐狀隧道。
1.澆口可以向上至於母模面,雖然外觀有一點痕跡,
2.澆口可以向下置於BOSS或肋片,如果沒有肋片可以加入肋片或小圓柱,成形後剪除(不影響裝配可以不剪除),肋片有的會長在止口上,剪除較困難會影響裝配。
3.若在分模線下方充填,澆口剪除不平會影響裝配。
4.壓力損失大,若是塑料充填性不佳,可能會造成充填不足或中途固化。
相關尺寸:
3.邊緣澆口尺寸為塑件厚度的6%~75%,或是0.4~6.4 mm,寬度為1.6~12.7 mm,澆口面長度不應超過1.0 mm,最佳值為0.5 mm。
4.典型澆口厚度為0.4-6.4MM,寬度為1.6-12.7MM
2.會造成縫合線,
3.可能也無法獲得完美的真圓度。
相關尺寸:
輻狀澆口通常是0.8~4.8 mm厚,1.6~6.4 mm寬。
名稱:薄膜澆口(film gate)
使用時機:
5.用於一模多穴,
別名:毛邊澆口(flash gate)
優點:
薄膜澆口與環狀澆口類似,但使用於邊緣平直的塑件,它具有平直的澆口,澆口寬度可以跨接整個模穴邊緣或是部份的模穴。薄膜澆口適用於壓克力塑件,而且常常用在又大又平整的塑件,以保持最小量的翹曲。
別名:薄膜澆口(diaphragm gate),
優點:或是不容許有縫合線的塑件。基本上,盤狀澆口是在塑件的內緣使用毛邊狀的澆口,熔膠從同軸的豎澆道充填進入模穴,很容易獲得熔膠均勻流動的塑件。
缺點:
9.人工去除式澆口,困難度高,外觀面上會有減除膠口之痕跡,
10.
相關尺寸:
盤狀澆口厚度通常是0.25~1.27 mm。
3.
別名:標準澆口(standard gate),邊緣澆口,矩形澆口,是大水口的一種,
優點:
1.模具易加工修改,可防止塑料在射出過程中發生逆流,澆口部分之摩擦生熱可幫助充填進行。
2.壓力降比起針點進膠,潛水進膠少很多。
3.成型品尺寸精確
缺點:
1.人工去除澆口。
2.外觀面上會有減除膠口之痕跡(PS,POM更為明顯)。
頂出流道廢料。
5.此系統也可以先打開流道分模線,再使用輔具撕下流道廢料。
別名:小水口進膠。
優點:
1.針狀澆口最常使用在單一塑件多點進澆,以確保對稱的充填,或是縮短流道長度以確保整個塑件的保壓操作。
2.澆口殘痕小,自動去除式澆口與模具動作配合,在模具開啟時剪斷澆口。避免去除澆口的二次加工,使維持均一的週期時間,使澆口痕跡最小化。
缺點:
1.如同其他的人工去除式澆口,外觀面上會有減除膠口之痕跡,而且非常不容易剪除,不影響外觀與裝配之下可用。
相關尺寸:
扇形澆口的寬度和厚度具有錐度,並且要維持固定的熔膠波前面積,以確保固定的熔膠速度,讓熔膠在整個澆口的寬邊以相同壓力進行充填。
扇形澆口的最大厚度不超過塑件的肉厚的75%。典型的扇形澆口厚度為0.25~1.6 mm,寬度從6.4 mm到模穴側邊長度的25%。
2.
缺點:
6.環狀澆口並不適用在所有的塑件。
7.人工去除式澆口,困難度高,外觀面上會有減除膠口之痕跡,
8.
相關尺寸:
環狀澆口的厚度通常為0.25~1.6 mm。
名稱:盤狀澆口(disk gate)
使用時機:
7.用於一模一穴,應用於圓柱體或圓形塑件常用在內側有開口的圓柱體或圓形,並且需要高度同軸性的塑件,
3.澆口位置不受限制。
4.澆口附近殘留應力小,對於投影面積大或易變形之成型品,可設置多個針點進膠,以減少變形量。
缺點:
1.射出壓力降低很多,所以需要加大射壓。2.模具結構複雜。3.料頭相對的多,浪費材料。4.產生毛邊多。
相關尺寸:
典型的針狀澆口的直徑0.25~1.6 mm。
名稱:潛式澆口(submarine gate)
使用時機:
1.用於一模多穴,二板模/三板模均可。
2.適用於成型大面積之薄壁塑件。
別名:是大水口的一種,是側邊澆口的一種
優點:
1.是厚度逐漸改變的寬邊澆口,具有大充填面積,可以讓熔膠迅速地充填大型塑件。大型塑件非常在乎翹曲問題和尺寸的穩定性,
2.使用扇形澆口可以讓大型塑件的熔膠波前均勻地充填模穴。
3.可減少塑件的熔接線及其他表面缺陷,成型品外觀良好。
名稱:針點澆口(pin gate)
使用時機:
1.只應用於三板模。
2.可用於一模一穴或多穴。其流道系統位於模板的一組分模線上,塑件模穴接在主要分模線上,雖然是一模一穴但是可以有數個進膠點,因此可以變更融合線與射出狀態。
3.具有倒錐角的澆口在平行於模板運動方向穿透中間模板。
4.當打開模穴主分模線時,針狀澆口的小直徑端從塑件撕離,再打開流道分模線即可
名稱:直接澆口(direct gate)
使用時機:
1.使用於單模穴模具(一模一穴),塑料直接從豎澆道進入母模穴。
2.二板模/簡易三板模均可使用。
別名:豎澆口(sprue gate),大水口的一種,
優點:
1.最小的壓力損失,充填性良好。
2.省去流道的加工。
3.成品尺寸精確,品質佳,
4.可成形大型或深度較深之成形品。