点焊参数
点焊工艺及全参数
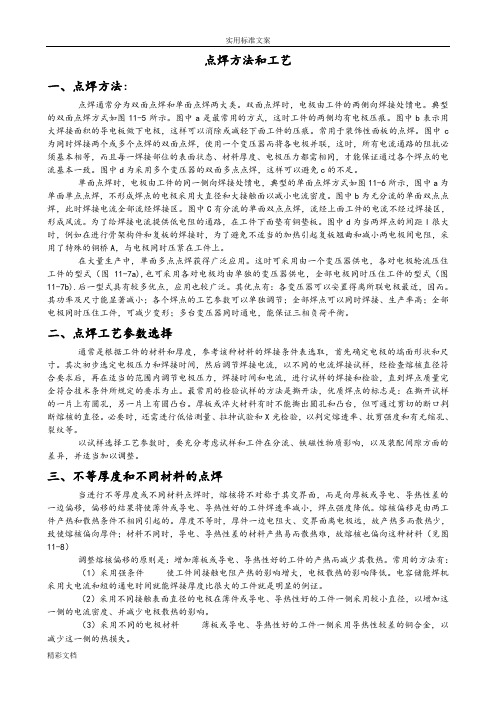
点焊方法和工艺一、点焊方法:点焊通常分为双面点焊和单面点焊两大类。
双面点焊时,电极由工件的两侧向焊接处馈电。
典型的双面点焊方式如图11-5所示。
图中a是最常用的方式,这时工件的两侧均有电极压痕。
图中b表示用大焊接面积的导电板做下电极,这样可以消除或减轻下面工件的压痕。
常用于装饰性面板的点焊。
图中c 为同时焊接两个或多个点焊的双面点焊,使用一个变压器而将各电极并联,这时,所有电流通路的阻抗必须基本相等,而且每一焊接部位的表面状态、材料厚度、电极压力都需相同,才能保证通过各个焊点的电流基本一致。
图中d为采用多个变压器的双面多点点焊,这样可以避免c的不足。
单面点焊时,电极由工件的同一侧向焊接处馈电,典型的单面点焊方式如图11-6所示,图中a为单面单点点焊,不形成焊点的电极采用大直径和大接触面以减小电流密度。
图中b为无分流的单面双点点焊,此时焊接电流全部流经焊接区。
图中C有分流的单面双点点焊,流经上面工件的电流不经过焊接区,形成风流。
为了给焊接电流提供低电阻的通路,在工件下面垫有铜垫板。
图中d为当两焊点的间距l很大时,例如在进行骨架构件和复板的焊接时,为了避免不适当的加热引起复板翘曲和减小两电极间电阻,采用了特殊的铜桥A,与电极同时压紧在工件上。
在大量生产中,单面多点点焊获得广泛应用。
这时可采用由一个变压器供电,各对电极轮流压住工件的型式(图11-7a),也可采用各对电极均由单独的变压器供电,全部电极同时压住工件的型式(图11-7b).后一型式具有较多优点,应用也较广泛。
其优点有:各变压器可以安置得离所联电极最近,因而。
其功率及尺寸能显著减小;各个焊点的工艺参数可以单独调节;全部焊点可以同时焊接、生产率高;全部电极同时压住工件,可减少变形;多台变压器同时通电,能保证三相负荷平衡。
二、点焊工艺参数选择通常是根据工件的材料和厚度,参考该种材料的焊接条件表选取,首先确定电极的端面形状和尺寸。
其次初步选定电极压力和焊接时间,然后调节焊接电流,以不同的电流焊接试样,经检查熔核直径符合要求后,再在适当的范围内调节电极压力,焊接时间和电流,进行试样的焊接和检验,直到焊点质量完全符合技术条件所规定的要求为止。
有关点焊的焊接工艺参数知识

电阻点焊
1.典型材料的焊接
①碳钢C≤0.15%
焊接性非常好,可调节参数具有很大的调节范围。
焊点直径:5.5•√t[㎜]
电极压力:2000 t[N]
焊接时间:8 t[周波]
焊接电流:9.5•√t[KA]
抗剪强度:6000t[N]注:t—板厚(mm)
1周波=0.02s
②碳钢C>0.15%
焊接性好,但由于碳含量的增大,易产生过热及裂纹
倾向。
因此,常用慢速加热,冷却或加脉冲的方法焊接。
③镀层钢板的点焊
点焊性较好。
焊接时注意的问题:
▲电极易与镀层粘附,缩短电极使用寿命。
▲镀层金属的熔点比低碳钢低,加热时先融化的镀层金属使两板之间的
接触面扩大,电流密度减小,因此焊接电流密度比无镀层时大。
▲电极压力应比无镀层时大。
④不锈钢的点焊
▲奥氏体不锈钢、铁素体不锈钢:由于电阻率高、导热性差、
热敏感性强,可采用较小的焊接电流、较短的焊接时间和较
大的电极压力。
▲马氏体不锈钢由于有淬火倾向,可采用较长焊接时间。
⑤铝合金的点焊
▲电导率和热导率较高,必须采用较大的焊接电流和较短的焊
接时间。
▲塑性温度范围窄线膨胀系数大,必须采用较大的电极压力,
电极随动性要好。
▲工件表面易生成氧化膜,焊前必须严格清理。
⑥铜合金的点焊
铜合金与铝合金相比,无太大的困难。
但纯铜点焊比较困
难。
必须采取一定的措施,如电极与工件之间加垫片等。
2.工艺参数的确定
注: t—板厚(mm) 1周波(per)=0.02s。
点焊参数初始设定参考
7 2 五步电流递增设定 2 450 300 1.5 3 500 500 1.0
7 2 五步电流递增设定 2 150 300 0.5 脉冲1焊接时间 (周) 12 14 6 7 6 7 6 7 3 250 500 0.5 冷却时间 (周) 1 1 2 2 2 2
非镀锌板和电镀锌板焊接 GMT范围 (mm) 0.70-1.09 1.10-1.39 1.40-1.59 1.60-1.79 1.80-2.09 2.10-2.39 2.40-2.79 2.80-2.99 3.00-3.40 步数 增加电流 焊点数 增加电流/点 焊接压力(kgf) 总焊接时间 低碳钢 高强度 (周) 钢 218 304 9 304 431 10 431 431 12 431 545 15 545 545 727 727 863 545 727 727 863 863 1 150 100 1.5 18 21 24 28 28 焊接脉冲数 1 1 2 3 3 3 4 4 4 4 450 600 0.75 焊接电流(kA) 保持时间 低碳钢 高强度 (周) 钢 9.0 9.5 2 9.5 10.0 2 10.0 10.0 2 10.5 11.0 4 11.0 11.5 12.0 12.5 13.0 5 675 900 0.75 11.5 12.0 12.0 13.0 13.0 4 4 8 8 8 总计 2025 2500 / GMT范围 (mm) 0.70-1.09 1.10-1.39 1.40-1.59 1.60-1.79 1.80-2.09 2.10-2.39 2.40-2.79 2.80-2.99 3.00-3.40 步数 增加电流 焊点数 增加电流/点 焊接压力(kgf) 总焊接时间 低碳钢 高强度 (周) 钢 218 304 12 304 431 14 431 431 18 431 545 21 545 545 727 727 863 545 727 727 863 863 1 150 100 1.5 24 28 30 35 35
点焊焊接参数及其相互关系
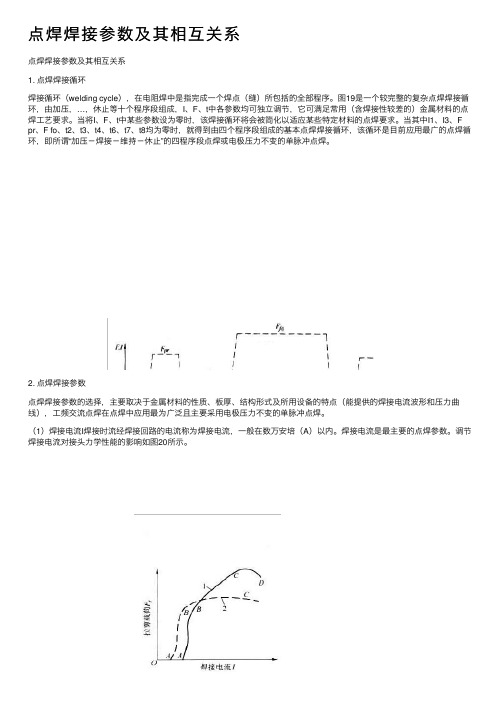
点焊焊接参数及其相互关系点焊焊接参数及其相互关系1. 点焊焊接循环焊接循环(welding cycle),在电阻焊中是指完成⼀个焊点(缝)所包括的全部程序。
图19是⼀个较完整的复杂点焊焊接循环,由加压,…,休⽌等⼗个程序段组成,I、F、t中各参数均可独⽴调节,它可满⾜常⽤(含焊接性较差的)⾦属材料的点焊⼯艺要求。
当将I、F、t中某些参数设为零时,该焊接循环将会被简化以适应某些特定材料的点焊要求。
当其中I1、I3、F pr、F fo、t2、t3、t4、t6、t7、t8均为零时,就得到由四个程序段组成的基本点焊焊接循环,该循环是⽬前应⽤最⼴的点焊循环,即所谓“加压-焊接-维持-休⽌”的四程序段点焊或电极压⼒不变的单脉冲点焊。
2. 点焊焊接参数点焊焊接参数的选择,主要取决于⾦属材料的性质、板厚、结构形式及所⽤设备的特点(能提供的焊接电流波形和压⼒曲线),⼯频交流点焊在点焊中应⽤最为⼴泛且主要采⽤电极压⼒不变的单脉冲点焊。
(1)焊接电流I焊接时流经焊接回路的电流称为焊接电流,⼀般在数万安培(A)以内。
焊接电流是最主要的点焊参数。
调节焊接电流对接头⼒学性能的影响如图20所⽰。
AB段曲线呈陡峭段。
由于焊接电流⼩使热源强度不⾜⽽不能形成熔核或熔核尺⼨甚⼩,因此焊点拉剪载荷较低且很不稳定。
BC段曲线平稳上升。
随着焊接电流的增加,内部热源发热量急剧增⼤(Q∝I2),熔核尺⼨稳定增⼤,因⽽焊点拉剪载荷不断提⾼;临近C点区域,由于板间翘离限制了熔核直径的扩⼤和温度场进⼊准稳态,因⽽焊点拉剪载荷变化不⼤。
CD段由于电流过⼤使加热过于强烈,引起⾦属过热、喷溅、压痕过深等缺陷,接头性能反⽽降低。
图20还表明,焊件越厚BC段越陡峭,即焊接电流的变化对焊点拉剪载荷的影响越敏感。
(2)焊接时间t ⾃焊接电流接通到停⽌的持续时间,称焊接通电时间,简称焊接时间。
点焊时t⼀般在数⼗周波(1周波=0.02s)以内。
焊接时间对接头⼒学性能的影响与焊接电流相似(图21)。
点焊机焊接参数怎么调

点焊机焊接参数怎么调点焊是一种常见的金属焊接方法,它利用电流通过电极加热两个被焊接金属的接触点,使其达到熔化状态并形成焊点。
点焊机的焊接参数调节对焊接质量有着重要的影响。
以下是点焊机焊接参数的调节方法及其影响的详细说明。
1. 电压 (Voltage)电压是点焊机调节的最主要参数之一,它决定着焊接时金属的加热速度和温度。
一般来说,电压越高,加热速度越快,焊接时间越短。
但是,如果电压过高,焊点可能会过热而导致熔孔的泼溅和脱焊。
如果电压过低,则可能导致焊接不完全或焊点太弱。
因此,调节电压时需要找到一个适当的范围,以保证焊接质量。
2. 电流 (Current)电流是点焊机调节的另一个重要参数。
它决定焊接时金属加热的强度和热量的分布。
与电压类似,电流过高会导致熔孔泼溅和脱焊,而电流过低则可能导致焊接不完全或焊点太弱。
因此,需要找到一个适当的电流范围,以确保焊接质量。
3. 压力 (Pressure)压力是点焊机调节的另一个重要参数。
它决定了焊接时接触点的压力大小,从而影响焊接过程中接触点的熔化和挤出。
压力过大可能导致焊接不充分,而压力过小则可能导致焊点强度不够。
因此,需要调节适当的压力,以确保焊接质量。
4. 时间 (Time)时间是控制点焊机焊接过程时长的参数。
焊接时间取决于金属的导热性质和厚度。
一般来说,焊接时间应根据金属工件的厚度和热传导性来确定。
时间过短会导致焊接不完全,时间过长也会产生过热的问题。
因此,需要根据具体情况调节适当的焊接时间。
5.电极形状和尺寸电极的形状和尺寸也会对点焊的焊接质量产生重要影响。
通常情况下,电极应具备一定形状和尺寸,以确保合适的接触面积和良好的导电性。
对于不同的工件,可能需要不同形状和尺寸的电极。
因此,在调节焊接参数时,还需要考虑电极的形状和尺寸。
6.温度监控和反馈为了确保焊接质量的一致性,一些点焊机还配备了温度监控和反馈系统。
这些系统可以监测焊接过程中的温度变化,并根据需要自动调整焊接参数。
13-点焊工艺参数
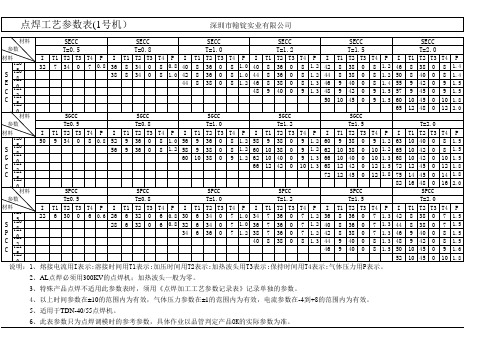
说明:1、熔接电流用I表示;溶接时间用T1表示;加压时间用T2表示;加热波头用T3表示;保持时间用T4表示;气体压力用P表示。
2、AL点焊必须用300KV的点焊机;加热波头一般为零。
3、特殊产品点焊不适用此参数表时,须用《点焊加工工艺参数记录表》记录单独的参数。
4、以上时间参数在±10的范围内为有效,气体压力参数在±1的范围内为有效,电流参数在-4到+8的范围内为有效。
5、适用于TDN-40/55点焊机。
6、此表参数只为点焊调模时的参考参数,具体作业以品管判定产品OK的实际参数为准。
说明:1、熔接电流用I表示;溶接时间用T1表示;加压时间用T2表示;加热波头用T3表示;保持时间用T4表示;气体压力用P表示。
2、AL点焊必须用300KV的点焊机;加热波头一般为零。
3、特殊产品点焊不适用此参数表时,须用《点焊加工工艺参数记录表》记录单独的参数。
4、以上时间参数在±10的范围内为有效,气体压力参数在±1的范围内为有效,电流参数在-4到+8的范围内为有效。
5、适用于DN-40/55点焊机。
6、此表参数只为点焊调模时的参考参数,具体作业以品管判定产品OK的实际参数为准。
说明:1、熔接电流用I表示;溶接时间用T1表示;加压时间用T2表示;加热波头用T3表示;保持时间用T4表示;气体压力用P表示。
2、AL点焊必须用300KV的点焊机;加热波头一般为零。
3、特殊产品点焊不适用此参数表时,须用《点焊加工工艺参数记录表》记录单独的参数。
4、以上时间参数在±10的范围内为有效,气体压力参数在±1的范围内为有效,电流参数在-4到+8的范围内为有效。
5、适用于WF-40点焊机。
6、此表参数只为点焊调模时的参考参数,具体作业以品管判定产品OK的实际参数为准。
说明:1、熔接电流用I表示;溶接时间用T1表示;加压时间用T2表示;加热波头用T3表示;保持时间用T4表示;气体压力用P表示。
点焊机设定的各焊接参数说明
点焊机设定的各焊接参数说明点焊机是一种常用的焊接设备,广泛应用于汽车、电子、家电等行业中。
在使用点焊机进行焊接时,需要根据具体情况设定一系列的焊接参数,以保证焊接质量和效率。
下面将详细介绍几个常见的焊接参数及其说明。
1.焊接电流:焊接电流是点焊机最重要的焊接参数之一、电流大小直接影响焊接的熔深、焊点强度和热影响区的大小。
一般来说,焊接电流应根据焊接材料的性质和厚度进行调整。
对于薄板焊接,电流较低;而对于较厚的板材或工件,电流较高。
2.焊接时间:焊接时间是焊接参数中的另一个重要因素。
焊接时间决定了焊点的大小和熔深,以及焊接速度的快慢。
一般来说,焊接时间过短可能导致焊点不牢固,焊接时间过长则可能使工件变形。
因此,在设定焊接时间时需要考虑工件材料、厚度和焊接要求。
3.压力/力度:焊接时施加的压力也是一个重要的焊接参数。
压力的大小直接影响焊接的均匀性和焊点的牢固程度。
过小的压力可能导致焊点不牢固,过大的压力则会使工件变形。
在设定压力时,需要根据焊接材料的类型和厚度,以及焊接要求进行调整。
4.电极尺寸和形状:电极是点焊机中非常重要的部件之一,电极的尺寸和形状会直接影响焊接质量。
电极尺寸的选择要根据工件的材料和形状来确定,一般来说,电极面积要与焊点的面积相匹配,以保证焊接均匀和牢固。
电极的形状也需要根据工件的形状来设计,以确保电极能够顺利进入工件。
5.电极角度:电极角度也影响着焊接的效果。
电极角度的选择应根据工件的形状、厚度和焊接要求来确定。
一般来说,电极与工件呈垂直角度可以得到较好的焊接效果,但对于一些特殊形状的工件,可能需要调整电极角度以实现更好的焊接。
6.焊接模式:点焊机通常有多种焊接模式可供选择,如单脉冲、双脉冲、连续脉冲等。
不同的焊接模式适用于不同的工件材料和焊接要求。
例如,对于铝及其合金材料的焊接,通常使用双脉冲模式以获得更好的焊接效果。
以上是点焊机中一些常见的焊接参数及其说明。
在实际应用中,根据具体情况选择合适的参数非常重要,以确保焊接质量、效率和工件的稳定性。
点焊工艺及参数分解
点焊工艺及参数分解
点焊是金属加工中常用的一种连接方式,其原理是通过在焊接接合部
位施加一定的压力和电流,使金属接合处达到高温熔化状态,然后冷却硬
化形成焊点。
点焊工艺的参数包括焊接电流、焊接时间、焊接压力和焊接
周期等。
焊接电流:焊接电流是点焊中最重要的参数之一,它决定了焊接过程
中所提供的热量大小。
一般来说,焊接电流与焊接金属的导电性和细致度
有关,导电性好的材料需要较低的焊接电流。
焊接时间:焊接时间指焊接电流在焊接接头上流动的时间,是指定时
间电流要消耗的焊接时间。
焊接时间的长短决定了焊接接头的热量输入量,直接影响焊接的质量和效率。
焊接压力:焊接压力是施加在焊接接头上的压力,它对焊接接头的抵
抗力和焊接的牢固性有重要影响。
焊接压力过大会使焊接接头的形变增大,焊缝凹陷度增加,对于薄板材料的焊接,会造成焊接接头的变形和变僵。
焊接周期:焊接周期是一个焊接过程的完整周期,包括上压时间、焊
接时间、冷却时间和提离时间。
上压时间指把电极施加在焊接接头上的时间;焊接时间指施加在焊接接头上的电流流动时间;冷却时间指焊接完成
后电极仍然施加在焊接接头上的时间;提离时间指将电极从焊接接头上提
离的时间。
不同焊接物料的厚度和性质,焊机的配置及压力模块会对焊接
周期进行调整。
除了这些主要的焊接参数外,还有其他一些次要的参数也会影响到点
焊的质量和效果,如电极压头尺寸、电极表面的保养和养护等。
总结起来,点焊工艺及参数分解主要包括焊接电流、焊接时间、焊接压力和焊接周期。
合理的选择和调节这些参数可以实现点焊过程中的高效率和高质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
本守则规定了我公司汽车产品(料厚不超过5mm)点焊应遵守的基本规则,适用于冷扎和热扎钢板、镀锌钢板、不锈钢板的点焊。
点焊还应遵守SQB42011—2009《焊接通用工艺守则总则》。
点焊机焊接工艺参数规范
1.焊接参数的规范:
表2 低碳钢板的点焊规范
表3 不锈钢点焊规范参数
表4 镀锌钢板的点焊规范
2.点焊接头的最小搭边宽度和焊点的最小点距
a)点焊接头的最小搭边宽度见图1
最小搭边宽度
b = 4δ+8 (当δ
1<δ
2
时,按δ
2
计算)
其中 b ——搭边宽度,mm ;δ——板厚,mm
图1 搭边尺寸
b)点焊接头的最小搭边宽度和焊点的最小点距见表4
表4 点焊接头的最小搭边宽度和焊点的最小点距单位mm
3.点焊熔核直径的合格判定基准
点焊熔核直径合格判定基准见表5
表5 点焊熔核直径的合格判定基准单位: mm。