注塑机异步伺服控制器
注塑机专用伺服驱动器使用说明书
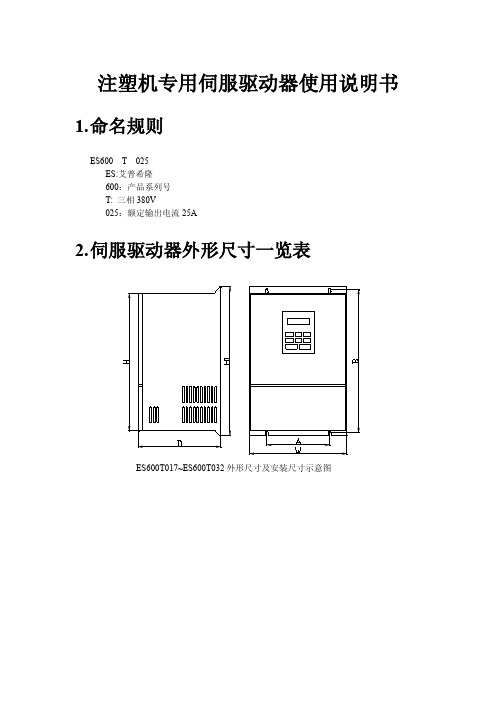
3.1 技术参数
伺服驱动器 ES600 T017 ES600T 025 ES600T 032 ES600T 037 ES600T 045 ES600T 060 ES600T 075 ES600T 091 ES600T 112
载波频率 基 本 参 数 重量 控制方式 调速比 稳速精度 过载能力 启动转矩 电压频率 功 率 电 源 电压范围 额定功率 额定输出 电流 额定输入 电流 输入端子 控 制 端 子
0.5kHz~16kHz;可根据负载特性,自动调整载波频率 7kg 1:1000 ±0.02% 150%额定电流 60S,180%额定电流 5S 0Hz/180% 三相 380VAC,50/60Hz 340~456VAC
7.5KW 11KW 15KW 18.5KW 22KW 30KW 37KW 45 KW 55 KW
ES600T017 ES600T025 ES600T032 ES600T037 ES600T045 ES600T060 ES600T075 ES600T091 ES600T112 ES600T150 ES600T175 ES600T210 ES600T260 ES600T320
安装尺寸 A 140 B 323 W 217
0~65535 0~65535 0~65535 预留 0°~359.9° 1~50 0.00Hz ~ 最 大 频 率 Pr013 50Hz~300Hz 0.0%~250.0% 最大频率Pr013 0.0~6500.0s 0.0~6500.0s 0:与当前方向一致 1:与当前方向相反 0~65535V 0~100 0.01~10.00s 0.00~Pr025 0~100 0.01~10.00s Pr022~最大频率 0:无操作 1:静态调谐 2:动态调谐
递恩DNA310交流异步伺服控制器在龙门刨床上的应用

摘要:龙门刨床刨台及各个刀架改由交流伺服控制器来调节,能较好的满足工作台的静,动态特性,刨床的各个动作都是PLC控制,控制功能强,操作方便。
改造后达到了预期效果。
关键词:龙门刨床,递恩交流异步伺服DNA310,可编程控制器,电位器龙门刨是一种通用型的大型机床。
作为五种最基本的加工方式之一,刨床被广泛应用于平面加工领域,目前大多数的机床(包括:刨床、车床、铣床、落地镗、注塑机等)的床身加工都要用到这种机床。
早期的龙门刨的电路设计主要采用传统的发电机组+直流电动机形式。
由于这种电路效率极低,噪音也很大,随着电子技术的发展发已经被淘汰了,取而代之的是开关磁阻调速系统和直流调速系统。
和上述两种系统相比,递恩DNA310交流异步伺服系统在性能上优于它们,价格上也有一定优势,功能上依靠我们自身的PLC功能可以实现对控制电路的集成控制。
一、刨床的基本构成1、基本结构龙门刨床主要由7个部分组成(1)床身。
是一个箱形体,上有V形和U形导轨,用于安置工作台。
(2)刨台。
也叫工作台,用于安置工件。
下有传动机构,可顺着床身的导轨作往复运动。
(3)横梁。
用于安置垂直刀架。
在切削过程中严禁动作,仅在更换工件时移动,用以调整刀架的高度。
(4)垂直刀架。
安装在横梁上,可沿水平方向移动,刨刀也可沿刀架本身的导轨垂直移动。
(5)左右侧刀架。
安置在立柱上,可上、下沿移动。
(6)立柱。
用于安置横梁及侧刀架。
(7)龙门顶。
用于紧固立柱。
2、龙门刨床的控制要求:1.无级调速---调速范围宽,系统运行的平滑性好,动态品质更好。
2.能根据不同工件自由调节工作速度,而且前进和后退的速度要单独调整。
3.起动和制动性能好----快速、平稳的起动和制动,对电网和机械的冲击小,能很好地实现慢速切入,快速换向等工艺要求。
4.高速切削平稳,静差度小。
5.系统简单,安全可靠,便于维修。
6.噪音低,效率高,可靠性好,节能明显。
3、龙门刨床主运动的工作特点龙门刨的刨削过程是工件与刨刀相对运动。
海天注塑机伺服控制器故障代码表
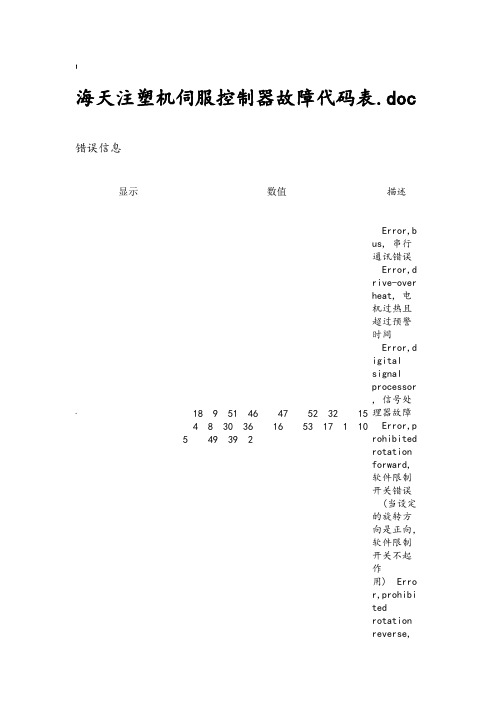
!海天注塑机伺服控制器故障代码表.doc 错误信息显示数值描述。
18 9 51 46 47 52 32 154 8 30 36 16 53 17 1 105 49 39 2Error,b us, 串行通讯错误Error,d rive-over heat, 电机过热且超过预警时间Error,d igital signal processor , 信号处理器故障Error,p rohibited rotation forward, 软件限制开关错误(当设定的旋转方向是正向,软件限制开关不起作用) Erro r,prohibi ted rotation reverse,开关错误(当设定的旋转方向是反向,软件限制开关不起作用) Erro r,hybrid, 编码器输入板故障Error,e ncoder, 编码器故障(只能用断电复位) Erro r,load shunt fault, 负载丢失故障Error,o vercurren t, 过流故障,瞬时峰值过载Error,o verheated , 变频器过热Error, overheat2 , 电机电气保护Error,n o overheat, 过热故障可以被复位(对or 故障有限) Errod, 持续过载,使变频器冷却,暂缓通电,冷却时间取决于上一次过载时间。
Error, overload, 当输出频率<3Hz时,变频器过载Error,n o overload, 冷却时间到,过载可以被复位Error,o yerpotent ial, 直流电路过压Error,o verspeed, 超速(只能用断电复位) Erro r,power unit code, 功率器件故障Error,s et, 给定选择错误,检查Error,u nderpoten tial,直流电路欠压故障分析显示值意义和分析Error overpotential (1过压故障:直流电路过压可能原因: 1) 输入电压太高: 使用变压器; 2) 电源输入电压峰值太高: 使用5%输入电抗器; 3) 制动电阻没有连接; 4) 制动电阻的阻值不正确: 重新估算电阻值; 5) 连接电阻的电缆线受损坏或连接不正确; 6) 变频器接地不良.Error underpotential 2欠压故障:直流电路欠压可能原因: 1) 输入电源电压太低或不稳定; 2) 输入接线错误; 3) 输入端变压器太小, 或接线不正确; 4) 所有的输入缺相。
麦格米特 MV600J注塑机专用伺服驱动器用户手册V1

4.1 驱动器操作面板.................................................................................................................................................. 24
开箱检查注意事项
产品到货后在开箱时,请认真确认以下项目: 产品是否有破损现象; 本机铭牌的额定值是否与您的订货要求一致。 本公司在产品的制造及包装出厂方面,已严格检验,若发现有某种遗漏,请速与本公司或供货商联系解决。
由于致力于驱动器的不断改善,因此本公司所提供的资料如有变更,恕不另行通知。
安全注意事项
触电的危险。 ·必须专业人员才能更换零件,严禁将线头或将金属物遗留在机器内,否则有发生火灾的危险。
·更换控制板后,必须正确设置参数,然后才能运行,否则有损坏财物的危险。 ·主回路接线用电缆鼻子的裸露部分,一定要用绝缘胶带包扎好,否则有触电危险。
·搬运时,不要让操作面板和盖板受力,否则掉落有受伤或损坏财物的危险。 ·安装时,应该在能够承受驱动器重量的地方进行安装,否则掉落时有受伤或损坏财物的危险。 ·严禁安装在水管等可能产生水滴飞溅的场合,否则有损坏财物的危险。 ·不要将螺钉、垫片及金属棒之类的异物掉进驱动器内部,否则有火灾及损坏财物的危险。 ·如果驱动器有损伤或部件不全时,请不要安装运转,否则有火灾、受伤的危险。 ·不要安装在阳光直射的地方,否则有损坏财物的危险。 ·不要将 P/B1 与(-DC)短接,否则有发生火灾和损坏财物的危险。 ·主回路端子与导线鼻子必须牢固连接,否则有损坏财物的危险。 ·严禁将控制端子中 TA、TB、TC、BRA、BRC 以外的端子接上交流 220V 信号,否则有损坏财物的危险。
海天注塑机伺服控制器故障代码表

海天注塑机伺服控制器故障代码表.doc错误信息显示数值描述18 Error,bus, 串行通讯错误9 Error,drive-overheat, 电机过热且超过预警时间51 Error,digital signal processor, 信号处理器故障46 Error,prohibited rotation forward, 软件限制开关错误(当设定的旋转方向是正向,软件限制开关不起作用)47 Error,prohibited rotation reverse, 软件限制开关错误(当设定的旋转方向是反向,软件限制开关不起作用)52 Error,hybrid, 编码器输入板故障32 Error,encoder,编码器故障15 (只能用断电复位)Error,overcurrent, 过流故障,瞬时峰值过载 Error,overheated, 变频器过热 Error, overheat2,电机电气保护 Error,no overheat,过热故障可以被复位( 对 or 故障有限 ) Error,overload, 持续过载,使变频器冷却,暂缓通电,冷却时 间取决于上一次过载时间。
Error, overload, 当输出频率 <3Hz 时,变频器过载 Error,no overload, 冷却时间到,过载可以被复位 Error,oyerpotential, 直流电路过压 Error,overspeed, 超速( 只能用断电复位 ) Error,power unit code,功率器件故障Error,set, 给定选择错误,检查Error,underpotential, 直流电路欠压48303616 53171105 49392故障分析显示Error overpotential Error underpotential Error overcurrentError inverter overheat 值意义和分析过压故障:直流电路过压可能原因: 1) 输入电压太高:1 使用变压器; 2) 电源输入电压峰值太高: 使用5%输入电抗器; 3) 制动电阻没有连接; 4) 制动电阻的阻值不正确: 重新估算电阻值; 5) 连接电阻的电缆线受损坏或连接不正确; 6) 变频器接地不良.欠压故障:直流电路欠压2可能原因: 1) 输入电源电压太低或不稳定; 2) 输入接线错误; 3) 输入端变压器太小, 或接线不正确; 4) 所有的输入缺相。
伊士通A920系列注塑机控制电脑使用手册
A920系列塑机专用控制器系列塑机专用控制器装配维修手册装配维修手册目 录1、A920系列使用规范 (4)2、技术规格 (5)2.1一般规格 (5)2.2具体功能及性能规格 (6)2.3模拟输入输出规格 (7)3、电脑装配 (8)3.17寸、8寸面板安装尺寸图如下: (8)3.210寸面板安装尺寸图如下: (9)3.3A920系列主机安装尺寸图 (10)4、电源部分 (11)4.1电源配置 (11)4.2开关电源安装尺寸: (11)4.2.1 150W 24V 安装尺寸 (11)4.2.2 200W 24V安装尺寸 (12)4.2.3 350W 24V安装尺寸 (13)4.3隔离变压器安装尺寸 (14)4.3.1 T350安装尺寸 (14)4.3.2 T350C安装尺寸 (14)4.3.3 T550安装尺寸 (15)4.3.4 T550C安装尺寸 (15)4.3.5 T350、T550变压器连接 (16)4.3.6 T350C、T550C变压器连接 (16)4.4系统电源分配 (17)5、主机资源说明 (18)5.1A920系列输入输出点定义 (18)5.2A920A I/O接线图 (19)6、开关量输入部分 (20)6.1行程开关 (20)6.2接近开关 (20)6.3机械手输入 (21)6.4欧规机械手 (22)7、方向阀输出 (24)7.1两个方向阀的连接 (24)7.2单点并接多个方向阀的连接 (25)7.3输出点转换为继电器输出方式 (25)8、继电器输出 (26)8.1马达控制部分供电 (26)8.2电机启动 (26)8.3 润滑输出 ...................................................................................................................................................... 27 8.4 机械手输出 .................................................................................................................................................. 28 8.5伺服使能输出 .............................................................................................................................................. 29 9、位置尺连接 ....................................................................................................................................................... 30 9.1 位置尺的连接 .............................................................................................................................................. 30 9.2 压力传感器的连接 ...................................................................................................................................... 31 1010、、比例输出 ......................................................................................................................................................... 32 10.1 比例电流输出 ............................................................................................................................................ 32 10.2 比例电压输出 ............................................................................................................................................ 33 10.3 比例方向电压输出 .................................................................................................................................... 33 1111、、温度控制 ......................................................................................................................................................... 34 11.1 热电偶输入连接 ........................................................................................................................................ 34 11.2 温度控制输出 ............................................................................................................................................ 34 1212、、通讯 ................................................................................................................................................................. 36 12.1 CAN 连接使用规范 ..................................................................................................................................... 36 1313、、安全门 ............................................................................................................................................................. 37 13.1 安全门连接 ................................................................................................................................................ 37 1414、、总装配图总装配图((伺服机伺服机)) . (38)1、A920系列使用规范A920系列主控板是一款装配简单,功能齐全的专用工业控制板,设计中采用了CORTEX-M3主内核芯片,外加多个CPU控制及多组隔离电源供电等先进技术,大大提高了控制的可靠性及性能。
异步伺服电机与同步伺服电机有何差别异步伺服和同步伺服原理一样吗

异步伺服电机与同步伺服电机有何差别异步伺服和同步伺服原理一样吗异步伺服与同步伺服作为市场两大节能电机,凭借着各自功能占据着市场上不可动摇的地位,那么异步伺服电机跟同步伺服电机有何区别呢?其节能原理是一样的吗?对于这两个问题,下面我将结合一下内容进行解答。
首先来来看看异步伺服和同步伺服的定义:注塑机异步伺服就是采用矢量驱动器直接驱动异步电机,并且具有反馈功能的装置。
异步伺服技术的特点是系统动态响应快、性价比高、安装简单、出现故障不影响注塑机生产及维护成本低等。
永磁电机采用永磁体生成电机的磁场,无需励磁线圈也无需励磁电流,效率高结构简单,是很好的节能电机。
永磁同步伺服电机是交流永磁伺服电动机的一种。
在中小容量高精度传动领域,广泛采用永磁同步伺服电机,以在转子上加永磁体的方法来产生磁场。
由于永磁材料的固有特性,它不再需要外加能量就能在其周围空间建立很强的永久磁场。
这既可简化电机结构,又可节约能量。
同步伺服电机和感应电机一样是一种常用的交流电机。
特点是稳态运行时,转子的转速和电网频率之间的关系n=ns=60f/p,ns成为同步转速。
若电网的频率不变,则稳态时同步电机的转速恒为常数而与负载的大小无关,运行效率高。
异步伺服电动机的基本特点是,转子绕组不需与其它电源相连,其定子电流直接取自交流电力系统;具有接近恒速的负载特性,能满足大多数工业生产机械拖动的要求。
其局限性是,它的转速与其旋转磁场的同步转速有固定的转差率,因而调速性能较差。
此外,异步电动机运行时,从电力系统吸取无功功率以励磁,这会导致电力系统的功率因数变坏。
同步伺服电机主要用脉冲控制,异步主要用模拟量控制,当然各种控制方式他们都有。
同步电机对于各种高速起停,定位什么的都比异步的要好。
异步伺服电机的功率可以做的比同步的大很多。
同步的一般做进给运动,位置控制。
异步的一般用在主轴,注塑机这种大功率的地方,适合长时间高速运动。
散热比较好。
以上就是异步伺服跟同步伺服的区别之处,但是不管是异步还是同步,其实都是为节能电机的,只是相互有点着重点不一样而已,因此,对于怎样选择这两款不同的电机,可以结合不同的需求进行选择。
注塑机伺服改造方案

注塑机伺服改造方案一、注塑机伺服改造方案介绍二、注塑机伺服改造方案内容1.更换液压系统:将原有的液压系统替换为伺服系统,如在液压驱动系统中加装伺服电机,在注塑机控制系统中加装伺服控制器和伺服阀等,实现对注塑机的精确控制。
2.优化控制系统:升级改造注塑机的控制系统,采用更先进的控制算法和控制器,提高注塑机响应速度和生产精度。
3.完善温度控制:改善注塑机的温度控制系统,增加温度传感器和温度控制模块,提高注塑过程的稳定性和一致性。
4.精确测量与检测:加装流量计、压力传感器和位移传感器等测量传感器,实时监测注塑过程的参数,并通过反馈控制实现对注塑机的精确控制。
5.节能降耗设计:通过改造降低注塑机的能耗,如增加节流器、减小液压缸和泵的尺寸,以减少能量损失;增加注塑机的再生系统,将液压系统的回油回收利用;采用高效能的伺服电机和伺服阀,提高能源利用效率等。
6.数据化管理:建立注塑机的数据采集与管理系统,实时监测和分析注塑机的工作状态和参数,实现远程控制和故障预警,提高注塑机的生产管理和效率。
三、注塑机伺服改造方案的优势1.提高生产效率:伺服系统具有快速响应和高精度控制的特点,可实现快速、准确的注塑过程,提高注塑机的生产效率。
2.节能降耗:伺服系统采用变频控制,只在需要时才提供所需的动力,减少能耗;同时,通过对液压系统进行优化设计和改造,进一步降低能耗,达到节能的效果。
3.提高产品质量:伺服系统的高精度控制和稳定性能,可提高注塑产品的一致性和成型质量,减少废品率。
4.降低维护成本:伺服系统的结构简单,故障率低,减少了维护和修理的成本。
5.数据化管理:通过建立数据采集与管理系统,实现对注塑机的实时监测和分析,提高生产管理效率,减少生产故障和停机时间。
四、注塑机伺服改造方案的应用范围结语:通过注塑机伺服改造方案的实施,可以提高注塑机的生产效率、降低能耗和减少废品率,使得企业在激烈的市场竞争中能够获得更大的竞争优势。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第一章综述1.1技术特点伟创SF81注塑机异步伺服驱动器相比同步伺服来说,不需安装压力传感器、编码器,不需更换油泵、电机。
安装调试便捷、维护简单、性价比高。
其主要优势是:1) 响应速度快使用SF81伺服系统控制油泵后,响应时间能够达到0.3s(0~压力最大输出量)。
0.3s(0~流量最大输出量)相比传统油压动力控制系统响应速度明显加快,有效缩短工作周期,提高生产效率。
2) 精度高使用SF81伺服系统控制油泵后的重复精度能够达到3%。
相比传统油压动力控制系统重复精度更高,有效保证产品的稳定性,减少次品率。
3) 节能节电率在25%~70%之间,节电率主要取决于模具工艺参数。
模具工艺参数的速度值(0~99%)和节能关系最大,速度值越小节电率越高。
如果模具的速度值在0~30%之间,节电率就能够达到70%左右;如果模具的射胶和熔胶速度值在90%以上,又没有净冷却时间(熔胶完成就开模),节电率也能够达到25%左右。
4) 运行噪音小运行噪音大幅减小,低速运行更宁静。
理想状态下低于70分贝。
5) 设备运行温度低电机比例输出液压油,避免了多余热量产生。
液压油温升低,甚至不需冷却,可大量节约冷却水。
6) 维护方便当SF81异步伺服驱动器需要维护时,将节电/市电旋钮打到市电状态,不影响注塑机的正常生产。
1.2节电原理注塑机液压油泵大多采用叶片泵、齿轮泵,是典型的容积式油泵。
供油量与油泵转速成正比。
在市电50Hz恒速运转下,油泵的供油量是恒定的。
而实际注塑机的工作压力和流量是变化的。
在实际流量较小时,油泵的供油量远远大于负载实际消耗量,(供大于求)处于高压状态下的富余液压油全部经过溢流阀溢流。
高压状态下的液压油经溢流后放出大量热能,这部分耗散的能量实际上是油泵电机从电网吸收电能的一部分。
小流量的维持时间较长,所耗散的电能较大。
因此,注塑机液压系统存在严重的能源浪费问题。
伟创异步伺服驱动器具有注塑机专用智能控制系统。
注塑循环过程中,自动检测来自于注塑机控制系统的工作状态信号,并对这些信息进行分析和计算。
根据注塑机当前的工作状态、(开模、合模、射胶、回料、顶针等)工作压力及工作速度要求,自动控制异步伺服输出频率。
从而调节油泵的转速,实际供油量与注塑机的流量需求相一致。
把定量泵改变成变量泵,消除溢流现象,节省电能消耗。
并将驱动器的动态响应及瞬间过流能力强等优点与注塑机完美结合,从而达到油泵马达节电25%~70%的效果。
1.3 注塑机改造技术原理图动作执行油缸各动作换向阀油擎板比例压力PR 比例流量PF溢流阀PUMPMOTORKM1KM2QF油 箱注塑机驱动器注塑机配电柜操作台同步信号转处理注塑机数控系统动作位置检测节能配套/改造技术原理图1.4比例流量电顶阀接线图KA2KA5KA1A1GNDKA3KA4比例阀功率电阻+36VGNDF+F-注:1. 适用于流量比例阀为0~1A 普通比例流量阀的注塑机。
2. 功率电阻可以用旧的比例流量阀线圈代替或用功率电阻36欧100瓦代替。
第二章 安装与接线2.1外形尺寸图机器型号 W H H1 D SF81-T3-7R5ZK 230 695 635 220 SF81-T3-011ZK SF81-T3-015ZK 256 810 750 285 SF81-T3-018ZK SF81-T3-022ZK 3 SF81-T3-030ZK SF81-T3-037ZK 4 SF81-T3-045ZK SF81-T3-055ZK 440980920390SF81-T3-075ZK2.2标准连接图DWH 1H符号注2注:括号内的功能说明为伺服器出厂值。
注1TA TB TC+24V Y1双绞屏蔽电缆(近伺服器端接地)_0_GNDA01V WU M ~屏蔽电缆或铠装电缆(近伺服器端接地)E(接地电阻小于10欧姆)WV U 输出电抗器(90kW 以上机器标准内置直流电抗器)外接直流电抗器外接制动电阻短接片P1+( )R外接制动单元VRVR 最小2k 欧姆电压型模拟量输入电流型模拟量输入+10V 频率控制输入R T S 交流电源输入VS2GNDASVS1双绞屏蔽电缆(近伺服器端接地)脉冲输入PUL多功能接点输入(反转点动)(正转点动)(反转运行)(正转运行)(自由停车)(故障复位)(转矩控制/速度控制切换)(外部故障输入)COMX7X8X3X4X6X5X1X2PLC +24V PB ( )+(-)伺服器S TR GNDA02Y2COM AC220VAC0V线圈双绞屏蔽电缆(近伺服器端接地)J1J2J3拨动开关接点最大输出:3A/240VAC 5A/30VDC1+24V 端口最大输出:DC24V/100mA A01/A02端口作为频率、电压类型信号输出时,最大输出:2mA 2VS1/VS2端口内阻:89K 欧姆1+10V 端口最大输出:50mA注:2Y1/Y2端口最大输出:DC24V/50mA注意:2代表控制电路端子。
代表主电路端子;图例:符号1双绞屏蔽电缆(近伺服器端接地)输入电抗器接触器断路器(出厂时短接)(0~5V )/(0~10V )(0~20mA )/(4~20mA )3AS 端口内阻:250欧姆注:+( )注4集电极开路状态输出模拟量监控信号输出无源接点输出注:1、安装DC 电抗器时,请务必拆下P1、(+)端子间的短接片;2、多功能输入端子(X1~X8)可选择NPN 或PNP 晶体管信号作为输入,偏置电压可选择伺服器内部电源(+24V 端子),也可以选择外部电源(PLC 端子),出厂值‘+24V ’与‘PLC ’短接。
3、模拟量监视输出为频率表、电流表、电压表等指示表专用的输出,不能用于反馈控制等控制类操作。
● 辅助端子输出能力端子功能定义最大输出+10V 10V辅助电源输出,与GND构成回路。
50mAA01/A02 模拟量监控输出,与GND构成回路。
作为频率、电压类型信号时最大输出2mA+24V 24V辅助电源输出,与COM构成回路。
100mAY1/Y2 集电极开路输出,可程序设定动作对象。
DC24V/50mATA/TB/TC 无源接点输出,可程序设定动作对象。
3A/240VAC 5A/30VDC表2-1:驱动器辅助端子输出能力●转换端子连接功能说明转换端子选择位置图例功能说明J10.0~50kHz频率输出J20~20mA电流输出4~20mA电流输出J3 0~10V电压输出J4 J6J4连接J6连接外部追踪选择J4 J6(带PG卡模式)内部追踪选择J5 J7(不带PG卡模式)J5 J7J7连接J5连接表2-2:驱动器转换端子连接功能说明2.3主回路端子●主回路端子排列及定义18.5kW 以下功率主电路端子排列顺序:22~110kW 功率主电路端子排列顺序:132~560kW 功率主电路端子排列顺序:端子符号 端子名称 端子功能定义(-) 直流电源端子 直流电源输出,(-)为直流母线负极,(+)为直流母线正极,用于外接制动单元。
(+) (+) 制动电阻端子 用于外接制动电阻,实现快速停机。
PB P1 直流电抗器端子用于外接直流电抗器。
(+) R 驱动器输入端子 用于连接三相交流电源。
S T U 驱动器输出端子 用于连接电动机。
V W 接地 接地端子,接地电阻<10欧姆。
E表2-3:驱动器主回路端子排列及定义2.4 控制回路端子● 控制回路端子排列(-)T S R PB U W V (+)ET S R P1U WV (-)(+)MOTOR OUTPUT种类端子符号端子名称端子功能定义无源接点输出TA 常开接点可程序设定动作对象,接点容量最大:3A/240VAC5A/30VDCTB 常闭接点TC 公共接点状态输出Y1 集电极开路输出1可程序设定动作对象,输出容量最大:DC30V/50mAY2 集电极开路输出2辅助电源+24V 辅助电源输出正最大输出24VDC/100mA。
COM 辅助电源输出负多功能接点输入X1 多功能接点输入1内部为光电转换器,可程序设定动作对象,输入条件:最大DC30V/8mA。
注:出厂设置为共集电极特性输入,如须使用共发射极特性输入,请将端子“+24V”与“PLC”的短接片移除,并用该短接片将端子“PLC”与“COM ”短接。
X2 多功能接点输入2X3多功能接点输入3X4 多功能接点输入4X5 多功能接点输入5X6 多功能接点输入6X7 多功能接点输入7X8 多功能接点输入8PLC多功能接点输入公共端脉冲输入PUL 脉冲输入脉冲范围0.0~50.00kHz模拟输出A01 模拟量输出1可程序设定动作对象,输出信号物理类型:0~10VDC。
A02 模拟量输出2可程序设定动作对象,输出信号物理类型:0~10V、 0~20mA 、 4~20mA 、频率脉冲输出,可通过参数[F3.26]及转换开关J1J2 J3选择(详见表2-2)模拟输入AS 电流型模拟量输入作为频率控制信号或者反馈信号,可通过程序设定动作范围及响应速度。
VS1/VS2端子内阻:89K欧姆;AS端口内阻:250欧姆。
VS1 电压型模拟量输入1VS2 电压型模拟量输入2信号辅助电源+10V 信号辅助电源端最大输出10VDC/50mAGND 信号辅助电源端模拟输出、模拟输入信号辅助电源的公共点。
通讯端子A+ 通讯端子A+RS485通讯接口。
B- 通讯端子B-表2-4:驱动器控制回路端子排列及定义●控制回路端子接线规格端子名称螺钉规格(mm)固定力矩(N·m)电缆规格(mm2)电缆类型A+ B- M2.5 0.4~0.6 0.75 双绞屏蔽电缆+10V GND A01 A02 VS1 VS2 AS M2.5 0.4~0.6 0.75 双绞屏蔽电缆+24V COM Y1 Y2 TA TB TC PLCPUL X1 X2 X3 X4 X5 X6 X7 X8M2.5 0.4~0.6 0.75 屏蔽电缆表2-5:控制回路端子接线规格2.5 连接方式2.5.1多功能接点输入的连接● NPN特性晶体管的连接方式使用内部24V 电源+24V PLC X1X2X4X3X7X8X6X5COM 屏蔽线E(出产时短接)ECOMX5X6X8X7X3X4X2X1PLC +24V使用外部24V 电源外部控制信号外部控制信号屏蔽线注:外部24V 电源供电时拆除'+24V'与'PLC'端子的短接片。
外部24V 电源伺服器伺服器● PNP 特性晶体管的连接方式外部24V 电源外部控制信号E屏蔽线X5X6X8X7X3X4X2X1PLC +24V使用外部24V 电源COM COM 使用内部24V 电源+24V PLC X1X2X4X3X7X8X6X5屏蔽线E 外部控制信号伺服器伺服器2.5.2数字输出信号的连接双绞屏蔽电缆COM使用控制器内部24V 电源实现对外部继电器的控制线圈EY1+24VCOM外部24V 电源-+COM+24VY1E线圈使用控制器外部24V 电源实现对外部继电器的控制COM 双绞屏蔽电缆伺服器伺服器第三章 键盘与操作3.1 伺服器键盘布局及功能说明●键盘操作器外观●按键功能按键符号按键说明功能描述菜单键待机或运行时进入功能菜单界面;在参数修改状时,按下该键退出修改;待机或运行时长按该键(1秒),直接进入状态监控界面。