注塑机专用电机选型手册V
注塑机的选择

注塑机的选择注塑机的选择注射模是安装在注射机上使用的工艺装备,因此设计注射模时应该详细了解注射机的技术规范,才能设计出符合规范的模具。
注射机规格的确定主要是根据塑件的大小及型腔的数目和排列方式。
在确定模具结构形式及初步估算外型尺寸的前提下,设计人员应对模具所需的注射量、注射力锁模力、注射压力、拉杆间距、最大和最小模具厚度、推出形式、推出位置、推出行程、开模距离等进行计算。
4.1 注射机的技术规范从模具设计角度考虑,需要了解注射机的主要技术规范有:额定注射量、额定注射压、额定锁模力、模具安装尺寸以及开模行程等。
公称注射量有注射容量和注射质量两种表示法。
4.1.1 公称注射量公称注射容量:是指注射机对空注射时,螺杆一次最大行程所射出的塑料体积,以立方厘米(㎝3)表示。
V 公=(π/4)×D 2·S式中:D —螺杆直径(㎝);S —螺杆的最大注射行程(㎝)在注射过程中,随温度和压力的变化,塑料的密度也发生变化,加上成型物料的漏损等因素,故注射机的公称容量一般为:V 公=a·(π/4)×D 2·S式中:a —注射系数,一般为0.7~0.9。
4.1.2 公称注射质量公称注射质量:注射机对空注射时,螺杆作一次最大注射行程所能射出的聚苯乙烯塑料质量。
由于各种塑料的密度及压缩比不同,在使用其他塑料时,实际最大注射量与聚苯乙烯的公称量可进行如下换算:max G =G 公 1221f f ρρ 式中:max G —实际用塑料时的最大注射量(g );G 公—以聚苯乙烯为标准的注射机的公称注射量(g );ρ—实际用塑料在常温下的密度(g/㎝3);1ρ—ABS在常温下的密度(g/㎝3)(通常为1.05 g/㎝3);2f—实际用塑料的体积压缩比,由实验测定;1f—ABS的压缩比,2.5—3.0,在此设计中取3。
24.2 注塑过程注射量的计算4.2.1塑件质量、体积的计算通过观察分析只该护罩形状不规范,用一般的方法很难计算出其体积和质量。
注塑机参数选型对照表.doc
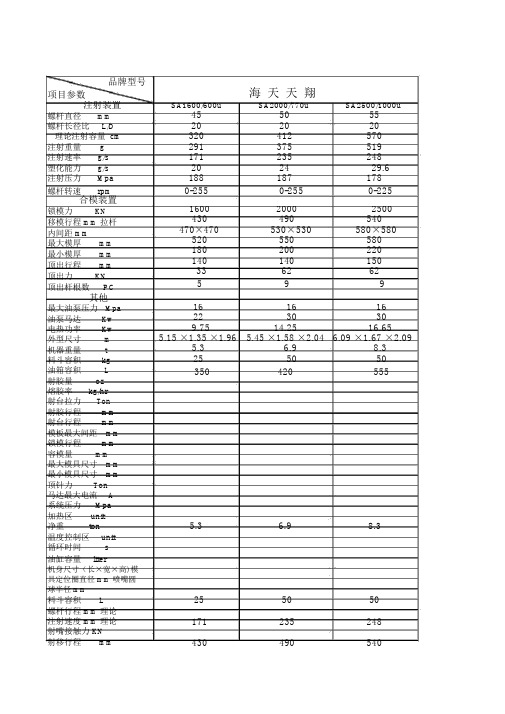
品牌型号海天天翔项目参数注射装置SA1600/600u SA2000/770u SA2500/1000u 螺杆直径mm 45 50 55螺杆长径比L/D 20 20 20理论注射容量 cm 320 412 570注射重量g 291 375 519注射速率g/s 171 235 248塑化能力g/s 20 24 29.6注射压力Mpa 188 187 178螺杆转速rpm 0-255 0-255 0-225合模装置锁模力KN 移模行程 mm 拉杆内间距 mm最大模厚mm 最小模厚mm 顶出行程mm 顶出力KN 顶出杆根数PC其他1600 2000 2500 430 490 540 470×470 530×530 580×580 520 550 580180 200 220140 140 15033 62 625 9 9最大油泵压力Mpa油泵马达Kw电热功率Kw外型尺寸m机器重量t料斗容积kg油箱容积L射胶量oz熔胶率kg/hr射台拉力Ton射胶行程mm射台行程mm模板最大间距mm锁模行程mm容模量mm最大模具尺寸mm最小模具尺寸mm顶针力Ton马达最大电流 A系统压力Mpa加热区unit净重ton温度控制区unit循环时间s油缸容量liter机身尺寸(长×宽×高)模具定位圈直径 mm 喷嘴圆球半径 mm料斗容积L螺杆行程 mm 理论注射速度 mm 理论射嘴接触力 KN射移行程mm16 16 1622 30 309.75 14.25 16.655.15 ×1.35 ×1.96 5.45 ×1.58 ×2.046.09 ×1.67 ×2.095.36.9 8.325 50 50350 420 5555.36.98.325 50 50171 235 248430 490 540品牌型号项目参数注射装置螺杆直径mm 螺杆长径比 L/D 理论注射容量 cm注射重量注射速率塑化能力注射压力 螺杆转速锁模力 KN 移模行程 mm 拉杆内间距 mm 最大模厚 mm 最小模厚 mm 顶出行程 mm 顶出力 KN 顶出杆根数 PC其他最大油泵压力 Mpa 油泵马达 Kw 电热功率 Kw 外型尺寸 m 机器重量 t 料斗容积 kg 油箱容积 L 射胶量 oz 熔胶率 kg/hr 射台拉力 Ton 射胶行程 mm 射台行程 mm 模板最大间距 mm 锁模行程 mm 容模量 mm 最大模具尺寸 mm 最小模具尺寸 mm 顶针力 Ton 马达最大电流 A 系统压力 Mpa 加热区 unit 净重 ton 温度控制区 unit 循环时间 s 油缸容量 liter机身尺寸(长×宽×高)模具定位圈直径 mm 喷嘴圆球半径 mm料斗容积L 螺杆行程 mm 理论注射速度 mm 理论射嘴接触力 KN 射移行程 mm东 华 机 械TTI —160SeTTI —190SeTTI —260Se45 50 55 20 20.2 20 329 452 601 296 406 541 148 175 255 181 181 180 220 145 190 160 190 260 446 490 525 460×460 510×510 580×580130 140 160 5 5 9 17 17 17 10.72 13.22 15.42 4.6 6 8.2 220 250 280 10.5 14.4 19.1 91.2 82.3 134.5 5.3 5.3 8.3 207 230 253 320 360 400 906 1000 1105 175-510 175-510 200-580 320×320 350×350 400×4003.74.5 6.1 58 63 724+1 4+1 5+1 4.668.2合模装置 Mpa rpmg g/sg/s品牌型号项目参数注射装置螺杆直径mm 螺杆长径比 L/D 理论注射容量 cm注射重量注射速率塑化能力注射压力 螺杆转速锁模力 移模行程拉杆内间距mm 最大模厚 mm 最小模厚 mm顶出行程mm 顶出力 KN 顶出杆根数 PC震 雄 集 团EM150-SVPEM220-SVPEM260-SVP46 52 60 20 20 35 332 499 777 305 4597151622 1827 1724 230 191 205 150 220 260 410 490 530 455×425 560×560 580×580100130180其他178178 178 最大油泵压力 Mpa 油泵马达 Kw 20 20 35 电热功率 Kw 9.7 13.9 18.3 外型尺寸 m 4.15.77.6 机器重量 t 料斗容积 kg油箱容积 L 10.816.2 25.2射胶量 oz 熔胶率 kg/hr射台拉力 Ton 200 235 275 射胶行程 mm 射台行程 mm 860 1090 1130 模板最大间距 mm 锁模行程 mm 160-450195-600195-600 容模量 mm 最大模具尺寸 mm最小模具尺寸 mm 4.27.77.7顶针力 Ton 马达最大电流 A 系统压力 Mpa加热区 unit 4.1 5.7 7.6净重 ton 温度控制区 unit 3+Nozzle4+Nozzle5+Nozzle循环时间 s 2.4 2.6 2.8 油缸容量 liter275360430机身尺寸(长×宽×高) 4.7 ×1.2 ×1.95.3 ×1.5 ×2.16.3 ×1.5 ×2.2模具定位圈直径 mm 喷嘴圆球半径 mm 料斗容积 L 螺杆行程 mm 理论注射速度 mm 理论射嘴接触力 KN 射移行程 mmKNmm 合模装置 Mpa rpm g g/sg/s品牌型号项目参数注射装置螺杆直径mm 螺杆长径比 L/D 理论注射容量 cm注射重量注射速率塑化能力注射压力 螺杆转速锁模力KN 移模行程 mm拉杆内间距mm 最大模厚 mm 最小模厚 mm顶出行程mm 顶出力 KN 顶出杆根数 PC其他最大油泵压力 Mpa 油泵马达 Kw 电热功率 Kw 外型尺寸 m 机器重量 t 料斗容积 kg 油箱容积 L 射胶量 oz 熔胶率 kg/hr 射台拉力 Ton 射胶行程 mm 射台行程 mm 模板最大间距 mm 锁模行程 mm 容模量 mm 最大模具尺寸 mm 最小模具尺寸 mm 顶针力 Ton 马达最大电流 A 系统压力 Mpa 加热区 unit 净重 ton 温度控制区 unit 循环时间 s 油缸容量 liter机身尺寸(长×宽×高)模具定位圈直径 mm 喷嘴圆球半径 mm料斗容积L 螺杆行程 mm 理论注射速度 mm 理论射嘴接触力 KN 射移行程mm中 国 海 达HD160HD188HD28045 48 65 20 20.4 18.5 310 434 780 282400720160 140 1521600 1880 2800 400 450 550 450×410 490×460 580×55010013013016 16 16 10 10 20.3 1518.5 22 4.85.88180-450 200-480 220-5504.85.8 84.4 ×1.3 ×1.95.1 ×1.4 ×2.05.5 ×1.7 ×2.3SR15160 160 SR15 SR15合模装置 Mpa rpmg g/sg/s品牌型号项目参数注射装置螺杆直径mm 螺杆长径比 L/D 理论注射容量 cm注射重量注射速率塑化能力注射压力 螺杆转速锁模力 移模行程拉杆内间距mm 最大模厚 mm 最小模厚 mm顶出行程mm 顶出力 KN 顶出杆根数 PC力 劲 集 团PT160PT200PT25045 50 55 20 20 20 319 432 630 290 393 572 160.6 194 266.2 182 186 184 2482062061600 2000 2500 400 460 510 459×459745×744860×860100 120 120 496477其他17.5 17.5 17.5 最大油泵压力 Mpa 油泵马达 Kw 14 22 29 电热功率 Kw 8.2 13.5 13.7 外型尺寸 m 4.7 6 7.3 机器重量 t 料斗容积 kg 320 420 420 油箱容积 L 射胶量 oz 10.2 13.9 20.2 熔胶率 kg/hr 96 129.6 170 射台拉力 Ton 300 350 360 射胶行程 mm 射台行程 mm 850 960 1060 模板最大间距 mm 锁模行程 mm 200-450 200-500 200-500 容模量 mm最大模具尺寸 mm 550×550510×510570×570最小模具尺寸 mm 顶针力 Ton 马达最大电流 A 系统压力 Mpa加热区 unit 4.7 6 7.3 净重 ton 温度控制区 unit 3+N 3+N 4+N 循环时间 s 2.12.12.7油缸容量 liter机身尺寸(长×宽×高)模具定位圈直径 mm 喷嘴圆球半径 mm料斗容积L 螺杆行程 mm 理论注射速度 mm 理论射嘴接触力 KN 射移行程mm4830×1174×1857 5131×1300×1980 5551×1398×20705060 60 200 220 265KNmm 合模装置 Mpa rpm g g/sg/s品牌型号项目参数注射装置螺杆直径mm 螺杆长径比 L/D 理论注射容量 cm注射重量注射速率塑化能力注射压力 螺杆转速锁模力 移模行程拉杆内间距mm 最大模厚 mm 最小模厚 mm顶出行程mm 顶出力 KN 顶出杆根数 PC恩 格 品 牌Z170Z230Z27045 50 55 357 490 641 325 446 583 160 154 227 177 168 169 180 155 180 **** **** 2700 435 475 540 470×470 520×520570×570520 530 550 180 200 200 140 140 150 507070其他最大油泵压力 Mpa 16 16 16 油泵马达 Kw 18.5 18.5 22 电热功率 Kw 12.3 14.8 16.8 外型尺寸 m 6 7 8 机器重量 t 料斗容积 kg 300300380油箱容积 L 射胶量 oz 熔胶率 kg/hr 射台拉力 Ton 射胶行程 mm 射台行程 mm 模板最大间距 mm 锁模行程 mm 容模量 mm 最大模具尺寸 mm 最小模具尺寸 mm 顶针力 Ton A 马达最大电流 系统压力 Mpa加热区 unit 678净重 ton 温度控制区 unit 循环时间 s油缸容量 liter5.04 ×1.43 ×2.125.68 ×1.50 ×2.14 5.90 ×1.60 ×2.25机身尺寸(长×宽×高) 模具定位圈直径 mm 喷嘴圆球半径 mm 料斗容积 L 螺杆行程 mm 理论注射速度 mm 理论射嘴接触力 KN 射移行程 mmKNmm 合模装置 Mpa rpm g g/sg/s品牌型号双马塑机项目参数注射装置BL160eM BL200eM BL250eM 螺杆直径mm 45 50 55螺杆长径比L/D 20 20 20理论注射容量 cm 340 440 605注射重量g 316 409 562注射速率g/s 159 203 284塑化能力g/s188 184 169注射压力Mpa螺杆转速rpm 224 233 225 合模装置1600 2000 2500 锁模力KN移模行程mm 440 500 550拉杆内间距mm 465×415 515×465 565×515 最大模厚mm 528 548 590最小模厚mm 175 190 210顶出行程mm 140 140 160顶出力KN 45 45 65顶出杆根数PC 5 5 5其他最大油泵压力Mpa油泵马达Kw电热功率Kw外型尺寸m机器重量t料斗容积kg油箱容积L射胶量oz熔胶率kg/hr射台拉力Ton射胶行程mm射台行程mm模板最大间距mm锁模行程mm容模量mm最大模具尺寸mm最小模具尺寸mm顶针力Ton马达最大电流 A系统压力Mpa加热区unit净重ton温度控制区unit循环时间s油缸容量liter机身尺寸(长×宽×高)模具定位圈直径 mm 喷嘴圆球半径 mm料斗容积L螺杆行程 mm 理论注射速度 mm 理论射嘴接触力 KN射移行程mm16 16 1615 18.5 2211 13 155.2 7.5 9.5220 280 32011 14.3 19.7450×450 500×500 550×550 350×350 350×350 400×4005.2 7.5 9.53+1 3+1 3+15×1.2 ×2 5.4 ×1.3 ×2 5.6 ×1.6 ×2.2 100103119品牌型号项目参数注射装置螺杆直径mm 螺杆长径比 L/D 理论注射容量 cm注射重量注射速率塑化能力注射压力 螺杆转速锁模力 移模行程拉杆内间距mm 最大模厚 mm 最小模厚 mm顶出行程mm 顶出力 KN 顶出杆根数 PC其他博创 - 捷 龙BS150-lllBS200-lllBS260-lll45 506020.5 481 848 341 321 452 800185 176 161 206149 166 **** **** 2600 410 465 520 460×460 510×510 580×580130 150 180 41.6 49.5 77.3 4+14+112+1 最大油泵压力 Mpa 油泵马达 Kw 电热功率 Kw 外型尺寸 m 机器重量 t 料斗容积 kg 油箱容积 L 射胶量 oz 熔胶率 kg/hr 射台拉力 Ton 射胶行程 mm 射台行程 mm 模板最大间距 mm 锁模行程 mm 容模量 mm 最大模具尺寸 mm 最小模具尺寸 mm 顶针力 Ton 马达最大电流 A 系统压力 Mpa 加热区 unit 净重 ton 温度控制区 unit 循环时间 s 油缸容量 liter机身尺寸(长×宽×高)模具定位圈直径 mm 喷嘴圆球半径 mm料斗容积L 螺杆行程 mm 理论注射速度 mm 理论射嘴接触力 KN 射移行程mm17.517.5 17.5 15 17.5 22 9.49.8616.14.85 ×1.42 ×1.945.43 ×1.63 ×1.996.3 ×1.73 ×2.0568.5230 300 550 11.3 16 28.3215 245 300 9101015 1120 160-500 180-550 195-600 4+14+14+15 6 8.5 5 5 6670×670750×750835×835230 300 550 215 245 300 30 30 40 250280350KNmm 合模装置 Mpa rpm g g/sg/s。
海天注塑机器操作说明书
电脑全自动塑料注射成型机操作说明书型号:TT-160B(配弘讯A62l5Color电脑)中国北方工业集团总公司北京泰坦塑料机械有限公司香港泰坦塑料机械有限公司地址:北京市通县半壁店街北口地址:香港荃湾白田霸街5-21号,嘉力一号工业中心,A座16楼24室感谢阁下使用泰坦注塑机!泰坦系列电脑全自动塑料注射成型机,用于热塑性塑料的成型加工,其工艺过程是用一整套专用的塑料成型模具安装在注塑机锁模部分的定模板与动模板之间,经过高压锁模后,由射台部分注入高压的经加热、塑化过的塑料,经过快速冷却后形成塑料制品。
泰坦注塑机外形美观、操作方便、维修简单、生产效率高能很好地满足贵公司的生产要求。
为协助贵公司能更快、更好地使用我们产品的先进功能,本说明书将向您提供非常详细的技术资料。
贵公司如对我们的产品有任何不解之处,我们非常愿意为阁下一一解答。
祝阁下生意兴隆!出厂编号出厂日期:2007年5月目录1 安全性说明 (1)1.1不安全的因素 ............................................1 2 安全规 (1)' 则 ................................................1.3 本■机所具备的•安全设.1施 ............................................1.4 警告标志说2明 ............................................ (2)技术参数 ........................................................2.1 代号说明 ............................................2.2动.力及其它首丹 ....3分 .................2.3锁模部 ......3分 .................2.4射台部 .............3分 .................33 机器的安装 ...........机器的起 吊 ...机器的安装地基.… 图 ...校水平及机身清3.13.23.3理...............34 电源接线............................................3.5冷却 (5)水............................................3.6注■油及润 (5)滑............................................3.7机器的操作空...• (6)间............................................3.8机器运行的自然环境和条7' 件..............................................74 操作机器的一般常识 (8)4.1机器的启动和停止.........................................4.1:1......启动前的工作8. (8)4.1.2机器的启动 (8)4.1.3机器的停止 (8)4.2动作循环顺序表............................................4.3机器自动模式的操作说8明.........................................4.4可预见性误用......................................... (10)电脑控制系统的调试 (11)55.1操作画面的说明 ..................................................5.2画面的选12择 ..................................................5.3主机画面的设13疋 ..................................................5.3.1.... 如何设定开关模. (14) (14)5.3.2女M可设定托模 (15)5.3.3女M可设定射出 (16)5.3.4如何设定射出储料功能 (17)5.3.5女M可设定中子 (18)5.3.6如何设定温度 (20)5.3.7女M可进行其它设定 (21)5.3.8如何使用监测 (22)5.3.9如何显示纪录 (24) (26)如何设定参数............... (34)如何设定模具资料 ............ (37)版本信息 ................... .. (40)5.4 参数表 ..........................43 .... .435.4:1 参^数.. ::・・・・・・5.4.2 参数二.............. .... .465.4.3 参数三................ .... .485.5 警报说明及故障排除 ...............................506 机器的保养..................... ...536.1 机器的例行检查............................................6.2 压力.......油................536.3 机器的保.......... 养................53 (53)7 液压系统的维修.......................................7.1……液压系统的概况............................................547.2液压系统的工作循环表............................................7 3 液压系统原理' 图............................................7.4液压阀块介. 55绍............................................ (56)8电器系统的维修 (57)8.1电器控制系统的一般说明............................................8.2行程开关位置及作' 用............................................588.3AC控制原理图 (59)9液压系统零件清单 (60)1安全性说明1.1不安全的因素1.动模板与定模板之间,是最大的风险区,由于动模板的移动速度快;互相间夹持的力量大,操作者经常进入此风险区拿取制品,所以很容易造成剪切,挤压等危险。
注塑机机型和分类注塑机地选择
注塑机机型和分类一、注塑机型号及表示(1)我国轻工部标准(SG 318-83、SZ )——理论注射容积/合模力 (2)东德标准(TGL 23915)KUASY ——额定行程容积/合模力 (3)欧洲建议标准(1983)合模力——当量注射容积 (4)国外多数厂家样本 厂家专用代号——合模力 (5)机械部标准(1986) SZ 合模力——当量注射容积附:其中当量注射容积 = 理论注射容积(Cm 3)* 额定注射压力(Mpa )/ 100Mpa. 力劲机械厂生产的注塑机型号采用的是国外多数厂家样本,例如:PT 重大改进设计序号合模力二、通用注塑机的型式及分类通用注塑机是指目前应用最广泛的加工热塑性塑料的单工位注塑机,通用注塑机可以是螺杆式,也可以是柱塞式,但以螺杆为主,可以是卧式、立式,也可以是角式,但是以卧式为主。
通用注塑机可按加工能力、注射与合模部件的结构、液压和电气控制的特点进行详细分类。
1、按成型能力分类,如下:类型 锁模力(KN ) 理论注射容积(CM 3) 超小型 < 160 < 16 小型 160~2000 16~630 中型 2500~4000 800~3150 大型 5000~12500 4000~10000超大型>16000 >16000力劲机械厂生产的注塑机锁模力从30TON-1300TON,从小型、中型到大型已成系列。
2、按合模结构特征分类1)全机械式如:全电机注塑机2)液压式注塑机分两种:a:直压式一—移模动作与合模力的产生与保持是在液压力连续作用下完成的;b:程序式——则是分段完成,移模到位后才起高压。
3)液压—机械式力劲机械厂注塑机PT30 ~PT450全部是液压——机械式。
PT650H、PT1300H则是程序式液压式,而130TON的全电机亦将面世。
3、按注塑部件结构特点分类1)注射缸为单缸2)注射缸为双缸3)螺杆驱动装置为电机4)螺杆驱动装置为液压马达力劲机械厂注射机注射缸为双缸,除130TON的全电机注塑机螺杆驱动装置为电机,其它机型螺杆驱动装置为液压马达。
第四章 注射机选型

第四章注射机的选型4.1 注塑机的简介注射机(又名注塑机)是将热塑性塑料或热固性塑料在加热机筒中经过加热、剪切、压缩、混合和运输作用,熔融塑化并使之均匀化;然后借助于螺杆向塑化好的物料施加压力,迫使高温熔体充入到闭合模具的模腔中,然后经过冷却和固化利用塑料成型模具制成各种形状和尺寸精度的塑料制品的主要成型设备。
注射成型是通过注塑机和模具来实现的。
注射成型机类型和规格很多,分类方法各异,按驱动方式可分为液压和机械驱动两大类;按工作方式分为全自动,半自动和手动;按螺杆类型划分有柱塞式注射机、螺杆式注射机和排气式注射机等;按结构型式可分为立式,卧式和角式类:4.1.1 立式注射机成型机立式注射机的优点是占地面积小,安装或拆卸小型模具很方便,在动模(下模)上安装嵌件时,嵌件不易倾斜或坠落;缺点是制品自模具中推出后不能靠重力下落,需人工取出,这就有碍于全自动操作。
4.1.2 卧式注射机成型机卧式注射机的优点是机体较低,容易操纵和加料,制件顶出后可自动坠落,机床重心较低安装稳定,一般大中型注射机采用这种形式;其缺点是模具安装比较麻烦,嵌件放入模具有倾斜或下落可能,机床占地面积较大。
4.1.3直角式注射成型机角式注射机优点是结构简单,便于自制,适于单件生产中心部位不允许留有浇口痕迹的平面制件;缺点是机械传动无准确可靠的注射和保压压力及锁模力,模具受冲击振动较大。
但是无论那种注塑机,其基本功能有两个:1)加热塑料,使其达到熔化状态;2)对熔融塑料施加高压,使其射出而充满模具型腔。
4.2注塑机的结构组成及作用注塑机通常由注射系统、合模系统、液压传达动系统、电气控制系统、润滑系统、加热及冷却系统、安全监测系统等组成。
图4-1 注射机的组成4.2.1 注塑系统注射系统的作用:组成注塑机最主要的部分之一是注射系统,一般有3种主要形式即柱塞式、螺杆式、螺杆预塑柱塞注射式。
目前螺杆式是应用最广泛的。
其作用是,在注塑机的一个循环中,将一定数量的塑料在规定的时间内加热塑化和均化,在一定的压力和速度下,将熔融塑料通过螺杆注入模具型腔中。
注塑机伺服电机如何选型
料施加高压,使其射出而充满模具型腔。伺服电 机选型:1、转速和编码器分辨率的确认。2、再 生电阻的计算和选择,对于伺服,一般2kw以上, 要外配置。3、电机轴上负载力
矩的折算和加减速力矩的计算。4、计算负载惯 量,惯量的匹配,安川伺服电机为例,部分产品 惯量匹配可达50倍,但实际越小越好,这样对精 度和响应速度好。5、电缆选择,编
ห้องสมุดไป่ตู้
码器电缆双绞屏蔽的,对于安川伺服等日系产品 绝对值编码器是6芯,增量式是4芯。
3000变频说明书
前言
尊敬的用户:
前言
非常感谢您选用西驰 CFC 系列高性能高集成通用型变频器。 我们相信做出明智选择的您将与信赖西安西驰的所有用户一起见证精彩的改变,享 受西安西驰带给您的优质产品和服务。 CFC 系列变频器是高性能、多功能、高集成的通用型变频器,它采用模块化的功能设 计理念,可专为行业需求提供解决方案,并根据客户的要求进行二次开发。
最佳的冷却效果。卧式安装时,可能需要加额外的通风 装置。 ◆ 环境温度要求在-10~40°C 的范围内,如温度超过 40°C, 请取下上面面盖,如超过 50°C 需外部强迫散热或者降额 使用。建议用户不要在如此高温的环境中使用本产品, 因为这样将会极大降低产品的使用寿命。 ◆ 环境湿度要求低于 90%,无水珠凝结。 ◆ 安装在振动小于 0.5G 的场所,以防坠落损坏。不允许产 品遭受突然的撞击。
图 1-1 产品型号说明 1.3 设备铭牌说明
在产品箱体的右侧板下方,贴有标示产品型号及额定值的铭牌,铭牌内 容如图 1-2 所示
图 1-2 产品铭牌 1
产品使用手册
1.4 产品各部位名称说明
面盖固定插入孔 功率板连接端口 主控板 注塑机专用 信号接口板 面盖固定孔
输入铜排 主回路入口
下面盖安装孔
第四章 参数功能介绍 4.1 监控参数……………………………………………………… 30
I
产品使用手册
目录
4.2 系统参数 ……………………………………………………… 30 4.3 参数功能详细说明 ……………………………………………… 40 第五章 故障处理和维护 5.1 故障代码及对策………………………………………………… 66 5.2 异常现象及对策 ……………………………………………… 67 5.3 检查与维护注意事项…………………………………………… 68 5.3.1 检查与维护 …………………………………………………… 68 5.3.2 日常检查项目 ………………………………………………… 69 5.3.3 定期检查项目 ………………………………………………… 69 5.3.4 产品易损件的更换 ………………………………………… 70 5.3.5 产品的存贮 ‥……………………………………………… 71 5.3.6 产品的保修 ………………………………………………… 72 第六章 选配件 6.1 制动组件 ………………………………………………………… 73 6.2 远程操作适配器及延长电缆 ‥………………………………… 73 6.3 RS485 接口通讯与通讯协议 ………………………………………… 74 附录 1 RS485 通讯协议 ‥…………………………………………… 75 附录 2 供水附件的应用 ……………………………………………… 82 附录 3 产品保修卡 …………………………………………………… 86
全电动式注塑机计量位置控制电机的选择
高性 能 的交 流伺服 系统 的交流 电机主Fra bibliotek 有异步 电
是转 矩 系数 , 是 电动 势 系数 , 是转 动惯 量 , 是 电 - , 机 负载 阻转矩 。其 中取 R=5 K =3 K 3 J . 3 , ,e= , =0 0 。
得 到 的系统 图如 图 5所示 。 、
存的熔料量 , 当螺杆 退 回到计 量值时 , 塑化结束。此 时 , 台移动 电机 7反 转 , 喷 嘴 与 浇 口分 离 , 射 使 当整 个
射 台 回到 初始 位置 , 台移 动 电机 停止 , 射 等待 下 1 周 个
作者简 介: 颜晓河 ( 9 7 , , 江瑞 安人 , 士 , 17 ) 女 浙 硕 讲师 , 主要研究 方 向为 智能 预测 控制 理论及 应 用。E m i xahw l m @ - a :i e e o e l o c
Fiu e 5 Mo o y tm o iin lo r n fr g r trs se p sto o p ta se
全电动式注塑机在结构设计和驱动装置上与传统 的液 压型 注塑机存 在很 大 的差别 , 因此 , 电动式 注塑 全
机控制 系统 的结构也 发生 了很大 的改变 。 以永磁 同步 电机作 为驱动计 量位 置控制 系统 的硬件 结构如 图 2所
机采用 正弦波进行 驱动。得到仿真结果如 图 6所示 。
等 4部分构 成 。
1面. 1伺 人 } 运_量 H计 机 .动 计服 ・ !_控 界 .
鎏垂} 羹羲_ 制 . 由 一
心
f
图 2 全 电动 注塑机 的计量位 置控 制硬件 结构框 图
Fiu e2 M e s r me tp st n c n r lhad r g r a u e n o i o o to r wae i
注塑机选购指南
注塑机选购指南注塑机选购指南1. 塑机概述与加工材料的选择注塑机(注射成型机)是将热塑性塑料或热固性增料制成各种塑料制件的主要成型设备。
注射成型具有一次能成型出形状复杂、尺寸精度高和带有金属嵌件等塑料产品的特点。
用注射方法生产的塑料品种十分广泛,除了大多数的热塑性树脂,如聚乙烯(PE)、聚丙烯(PP)、聚氯乙烯(PVC)、聚苯乙烯与其共聚树脂(PS、AB、ABS等)、聚酰胺(PA)、聚甲醛(POM)、聚碳酸(PC)、聚砜(PSF)、聚苯醚(PPO)、聚甲丙烯酸甲(PMMA)等通用塑料和工程塑料外,还有其他的共聚、共混、增强、填充材料等。
根据使用要求,采用注射方法生产出具体有不同物理、力学、介电、热性能的各种产品,用途技术要求材料选择1 一般结构零件,使用温度在60-80度强度和耐热无特殊要求,一般用来代替钢材、木材、生产量大效率高,成本低、外观美丽PE PP AS ABSPVC等有一定强度要求时具有良好透明性2 耐磨受力传动零件,使用温度80-120度要求有较高的强度刚性韧性耐磨性耐疲劳性热变性温度与尺寸稳定性PA HC POM PCPBT 氯化聚醚等以与玻璃纤维增强材料2. 目前,生产注塑机的厂商很多,提供的注塑机的规格、型号、品质档次也各有不同。
用户在选购时应根据所要注塑的产品,结合当前和长远利益来选择注塑机的规格和品质档次。
选购时,用户首先要明确所要生产的制品的材料、性能、大小、重量、预计产量等多方面的因素;例如:生产塑料桶的厂家与生产精密仪器的塑料厂家,选购塑机的思路应当不同。
具体可根据注塑机以下几个重要技术参数和重要组成部分来具体选择所需塑机的规格型号。
◆注塑量:其定义是对空注射PS树脂(聚苯乙烯)的最大重量。
注射量是指机器在对空注射条件下,注射螺杆作一次最大注射行程时,注射装置所能到达的最大注射量。
该参数在一定程度上反映了注塑机的加工能力。
是注塑机的最重要参数之一。
方法一:从我公司规格参数表换算到实际加工材料的重量方法:当塑料制品的材料不是PS树脂时,本公司规格参数的注塑重量可经过以下换算:W=Wps*ρ/1.05其中ρ为该制品塑料的密度,Wps为以PS树脂表示的机器注塑量(即规格参数表中的重量)。
ISMG1-R1A1FA系列风冷伺服电动机-标准型 V20170324
Symbol nN fN UN PN TN IN η
Tmax Imax apk nmax Tn=0 In=0 Idm
2p Ld Lq Rphi
E0
Ke KT dKe/dT Jm S Vr Va Rins G.W N.W
风扇类型
Fans type
风扇功率 风扇电压 额定功率下电机损耗 热阻抗(电机-空气) 热容量 空气中的热时间常数 内置PTC限值 10~30℃时PTC电阻 使用环境温度 使用环境湿度 存储温度 存储湿度
BACK E.M.F.
BACK E.M.F. constant, 20℃ Torque constant, 20℃ Temperature of BACK E.M.F. Inertia of rotor Insulation class Cooling Protection Mounting Max.shockonmotor Max.vibration, radial Max.vibration, axial Resistance at DC500V Tolerant voltage , 1 min Net weight Gross weight
Data
Rated speed Rated frequency Voltage grade Rated power Rated torque Rated current Effiency Peak torque Peak current Acceleration at peak torque Max speed Torque at low speed Current at low speed Min.demag.current Num. of poles Connection D-axis inductance Q-axis inductance Phase resistance, 20℃
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图 1旋转编码器
二 产品系列及型号说明
UL
图 2数字增量式编码器
电机基座识 别:3,5,7,10, 13,16分别代表 我公司 U3,U5,U7,U10, U13,U16电机 法兰面尺寸: U3(□75mm) U5(□100mm) U7(□145mm) U10(□200mm) U13(□266mm) U16(□365mm)
6.可匹配多种编码器(旋转编码器、增量式编码器、正余弦编码器、绝对值编码器)。 备注:本公司交流永磁伺服电机的设计、制造、检测符合 72/73/CEE 低压规范,适用标准:
IEC72/1,IEC34/1,IEC34/55,IEC34/11;EN60034-1+VAR A1+VAR A2;EN60529;EN50262;CEE 73/23。
5.2 标准方案举例
单泵方案举例
标准 140KG规范
适用机型
72T 98T 128T 158T 158T 168T 200T 250T 280T 420T
321
6
U1005F.15.3 55
60.7 1500 16.6 20.2 8.6
3.31
200.1
100
0.97 14.6
300
6.1
U1005F.17.3 57
59.5 1700 20.4 23.3 10
2.81
169.9
113.4 0.72 10.6
336
6.1
U1005F.20.3 58
60.7 2000 24.3 25.7 12
例如:U1007F20.3R4HKYb-T15 说明:该代码表明所选电机型号为 U1007F20(70NM,2000RPM,带风扇),电机额定电压 380Vac,旋转变 压器,接线方式采用的是接线盒和信号插座方式,转轴采用 T15 齿的花键轴,加装底板。
2
注塑机专用电机选型手册
三 注塑机专用电机的参数及其安装尺寸
数字增量式
编码器
+Vcc 0V VV+ U+ UA+ AZZ+ W+ WBB+ PTC+ PTC-/KTYKTY+
说明:客户可选配航空插座接线,但要购买相应
的航空插头,针脚要采用专用压线钳压制。
2
注塑机专用电机选型手册
五 注塑机电机的选型方法和标准方案
5.1 电机的选型配置方法
在已知注塑机最大需求流量、最高系统压力时,可用下面的方法在油泵、电机、驱动器系列中配型。 第一步:根据需求的最大流量,计算油泵理论需求排量。
6
3.32
200.7
100
1.67 16.33 350
6
U1004F.17.3 38.9 40.4 1700 15.2 15.8 7.6
2.81
169.9
113.4 1.19 16
381
6
U1004F.20.3 42
44
2000 18.8 19.6 8.7
2.37
143.3
133.4 0.85 8.33
PCB板
针脚号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
旋转变压器
数字增量式 编码器
Resex+ ResexSin+
SinCos+ Cos-
---------
+Vcc 0V VV+ U+ UA+ AZZ+ W+ WBB+
PTC+(输出) PTC+(输出)
2.98
180.2
113.4 0.417 7.04
370
9.8
U1008F.20.3 95.6 99.6 2000 40.1 42.5 20.4
2.58
156
133.4 0.314 5.29
370
9.8
U1010F.15.3 128 130.2 1500 41 42.9 20
3.3
199.5
100 0.338 7.38
4.2 信号接线说明
注塑机专用伺服电机上的编码器主要采用旋转变压器,常用的旋转变压器的型号为 TS2640N321E64;也有少数厂家使用安装增量编码器的伺服电机。以下主要内容为 PCB 板、航空插座 接线及编码器的信号定义及说明。
2
(1)PCB 板信号接线说明
注塑机专用电机选型手册
(2)航空插座信号接线说明
2
注塑机专用电机选型手册
3.2.1 标准轴电机外型图及安装尺寸 (1)U10F 系列标准轴电机尺寸图
注:配件选项 ○1 信号航空插座 ○2 标准底板
(2)U13F 系列标准轴电机尺寸图
注:配件选项 ○1 信号航空插座 ○2 标准底板
2
注塑机专用电机选型手册
3.2.2 内花键轴电机外型图及安装尺寸 (1)U10F 系列内花键轴电机尺寸图
PTC-(输出) PTC-(输出)
PTC+(输入) PTC+(输入)
PTC-(输入) PTC-(输入)
说明:电机主要采用 PCB 板接线,接线方便。
航空插座
针脚号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
旋转变压器
---SinCos+ CosResex+ KTY+ KTYResex---Sin+ -PTC+ PTC-
2.71
163.8
113.4 0.035 1.864 379
63
注:(1)最大转速:若不使用驱动器的弱磁控制功能,最大转速一般比额定转速高 500rpm;若使用驱 动器的弱磁控制功能,最大转速由驱动器来决定。
(2)电机的极数:以上电机的极数均为 8 极,即 4 对极。
3.2 电机的安装尺寸
电机的转轴主要采用标准轴(光轴或带单键轴)、内花键轴、外花键轴或中空轴;电机接线盒内编 码器的信号接线主要采用 PCB 板,也可选择航空插座;电机的安装可选择法兰安装或底板安装。
159.6
120 0.085 3.647 379
36
U1320F.20.3 269
286 2000 120.7 127.8 56.3
2.37
143.3
133.4 0.068 2.13
347
36
U1330F.15.3 380
416 1500 106 117 60
3.56
215.2
100 0.082 3.19
2.53
153
133.4 0.144 2.37
340
15
U1015F.15.3 220
225 1500 72.73 80.93 37
3.096
187.2
100 0.180 4.029 370
19
U1015F.20.3 215
223 2000 96 106.8 49
2.322
140.4
133.4 0.103 2.266 371
注:配件选项 ○1 信号航空插座 ○2 标准底板
(2)U13F 系列内花键轴电机尺寸图
注:配件选项 ○1 信号航空插座 ○2 标准底板
2
注塑机专用电机选型手册
四 注塑机专用电机的接线说明
4.1 电源接线说明
说明: (1)伺服驱动器输出的 U 相、V 相、W 相和地线分别接到电机输入的 U 相、V 相、W 相和地线; (2)U10F 风冷电机:风扇功率 51W/53W,电流 0.29/0.33A,电压 220Vac; (3)U13F 风冷电机:风扇功率 135W/200W,电流 0.6/0.88A,电压 220Vac; (4)当使用 85℃温控开关时,电机漆包线绕组内部达到 85 5℃时,温控开关闭合,风扇开始工作; (5)当不使用温控开关时,一上电风扇就开始工作。 注:动力及风扇接线端子排以实物为准,此图片仅供参考。
360
12
U1010F.18.3 122 126.6 1800 44 48.7 23
2.87
173.5
120 0.273 5.42
312
12
U1010F.20.3 135
139 2000 60.5 61.8 28.3
2.37
143.3
133.4 0.181 2.78
321
12
U1013F.15.3 186
380
49
U1330F.17.3 349
363 1700 145 153.4 62
2.89
174.7
113.4 0.06 2.9
368
49
U1340F.15.3 450.0 530.0 1500 130.0 158.0 70.0
3.56
215.2
100 0.058 2.40
347
63
U1340F.18.3 481.0 499.0 1800 196.0 203.3 91.0
3.1 电机的参数
电机规格
额定
转矩 Nm
堵转
转矩 Nm
额定
转速 Rpm
额定 堵转
电流 电流 Arms Arms
额定
功率 KW
转矩
常数 Nm/Arms
反电动势
常数 V/KRPM
额定
频率 Hz
线
电阻 Ohm
线
电感 mH
额定
电压 V
转动
惯量 Kgm210-3
U1004F.15.3 38
39
1500 11.6 12
理论需求排量 = 最大流量 * 1000 / 最高转速 排量单位:毫升/转;流量单位:升/分;转速单位:转/分。 最高转速取电机和油泵的最高转速中的较小值。 在油泵系列中选择排量大于并最接近理论需求排量的油泵。 第二:由油泵排量和系统最大工作压力,计算电机理论需求力矩,选择电机。 理论需求力矩 =压力 * 排量 /2π /0.85 力矩单位:牛米;压力单位:兆帕 。 选择电机中额定力矩过载 1.5倍后与理论需求力矩相近的电机。 第三:由最大电流选择伺服控制器。 最大电流 =额定电流 * 最大压力 /持续工作压力 电流单位:安培。 选择伺服控制器中峰值电流大于并最接近需求最大电流的控制器。