828D调试步骤(精)
828D调试步骤(精)

一系统参数后台:Alt+N或者shift+报警键1、通用数据10000【0】X(定义机床坐标轴的名称10000【1】Z(同上10000【2】SP(同上10000【3-5】自由轴的名称(无定义轴的名称X1、Y1、A1、B1、SP等等11310 手轮反向11346 手轮脉冲移动实际距离2、通道机床参数20050【0-3】0(定义通道内的几何轴20060【0-3】0(同上20070【0】1(通道内有效的机床轴号20070【1】2(同上20070【2】3(同上20070【3-4】0(同上20080【0】X(通道内有效的机床轴名20080【1】Z(同上20080【2】SP(同上20080【3-4】0(同上20700 0(未回参考点NC启动停止为13、轴参数通过“轴+”“轴-”更换轴,使用的同性质轴同时更改30100【5】1(模拟给定输出到轴控接口30110【1】1-驱动器号对于X轴(定义速度给定端口30110【2】2-驱动器号对于Z轴(同上30130【0】1(给定值输出类型,同时更改30220 同30110,实际值:驱动器号(定义位置反馈接口30240 1-实际值(编码器反馈类型,同时更改,1-相对编码器/2-仿真轴/4-绝对编码器30300 1(定义“回转轴”对于SP30310 1(回转轴取模转换,对于SP30320 1(取模360度位置显示,1为有效,对于SP31020 2048(每转的编码器线数,对于SP31030 10(丝杠螺距31040 1-直接测量系统32110 1-实际值(反馈记性:1/-131050【0-5】1(减速箱丝杠端齿轮齿数31060【0-5】5(减速箱电机端齿轮齿数32000 3000(最大轴速度,同时更改32010 2500(点动方式快速速度32100 电机转向(1/-132110 反馈极性(1/-132450 反向间隙补偿,回参考点后补偿生效(单位mm 36100 负方向软限位(单位mm,一般为负值36110 正方向软限位(单位mm,一般为正值设定主轴步骤如下:30300 1-定义为主轴(0-坐标轴/1-主轴30310 1-回转轴取模转换30320 1-取模360度位置显示(1-有效/0-无效35000 1-定义机床轴为主轴35100 实际值(最高主轴转速35110【0-5】主轴各档最高转速35120【0-5】主轴各档最低转速35130【0-5】主轴各档最高转速限制35140【0-5】主轴各档最低转速限制36200【0-5】各档速度监控的门限值带直接编码器的模拟量主轴30110 1-给定值模块号30220 1-编码器模块号30230 2-编码器信号端口号31000 实际值(0-编码器/1-光栅尺31010 实际值(光栅尺节点距离31020 实际值(编码器没转脉冲数NCK复位上电二驱动调试见手册14510【16】1H(用户数据车床14512【18】8H(用户数据K1使能。
828四轴系统调试步骤
828系统调试步骤一、上电前检查1. 查线:包括反馈、动力、24V电源,地线。
2. 查拨码开关,MCP(7,9,10)和PP72/48(1,4,9,10)。
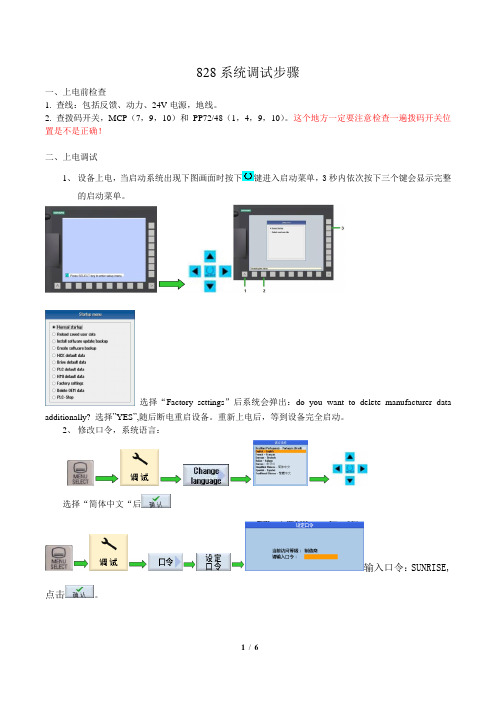
这个地方一定要注意检查一遍拨码开关位置是不是正确!二、上电调试1、设备上电,当启动系统出现下图画面时按下键进入启动菜单,3秒内依次按下三个键会显示完整的启动菜单。
选择“Factory settings”后系统会弹出:do you want to delete manufacturer data additionally? 选择”YES”,随后断电重启设备。
重新上电后,等到设备完全启动。
2、修改口令,系统语言:选择“简体中文“后输入口令:SUNRISE,点击。
3、 激活MCP 及PP72/48D搜索参数12986[0]=-1,12986[6]= -1。
4、 使用“PLC Programming Tool “软件连接828PLC 系统,下载PLC 控制程序。
4.1如上图所示:A :双击“通讯”在弹出的通讯设定对话框B:通讯参数:828系统PLC 地址:192、168、215、1。
电脑上的IP 地址选择自动获取。
C :更改TCP/IP 网卡,双击此处在弹出的对话框中,选择当前电脑启用的网卡。
D:以上三步设置结束后,双击刷新,此处会显示绿色的字体“828D ”,此时表明已经和828的PLC 建立了通讯,可以进行下载和上传程序了。
4.2 下载PLC 程序,下载程序时会出现如下对话框。
默认只下载PLC 程序和数据块的初始值。
如果要下载数据块的实际值,请勾选“数据模块”复选框。
ABCD如果只是对程序做了简单的修改,可以选择在RUN模式下下载;如果程序做了较大的改动或者新建了数据块,则必须在STOP模式下下载。
第一次下载时选择STOP模式。
4.3 程序下载成功后,点击启动PLC运行状态。
等待PLC重新启动运行后,观察MCP各按键指示灯状态。
若指示灯全部闪烁,则说明MCP板与PLC的通讯没有建立,请检查MCP背板的拨码开关位置和参数12986[6]设置是否正确。
828D新机开机调试

目录一、安全检查 (2)二、出厂设置 (2)三、设定语言、日期 (3)四、开启外部设备 (3)五、自动升级驱动 (4)六、轴分配 (5)七、传输PLC (7)八、传输报警文本和制造商循环 (9)九、系统数据设定 (9)十、绝对值回零设定 (9)十一、伺服自动优化 (9)十二、镭射补偿 (9)一、安全检查●目测设备的下列项目:–机械结构是否正确,电气连接是否安全–电源是否接好,输入电压是否正确稳定–屏蔽层和接地是否接好●接通控制系统,在“Nor mal startup”的模式中启动系统:HMI 上出现初始画面后,表明控制系统已启动。
二、出厂设置启动控制系统操作步骤:1. 控制系统接通后,启动时会出现以下提示:2. 在 3 秒钟内,按下<SELECT>键。
3. 然后依次按下:菜单扩展键、HSK2(水平软键 SK2)、 VSK2(垂直软键 SK2)4. “Setup men u”显示在屏幕上,“Normal startup”被选为缺省设置。
选择功能Normal startup系统正常启动。
Reload saved user data系统从系统 CF 卡上载入其中保存的用户数据,软键“数据存储”。
Install从用户 CF 卡或 U 盘上安装系统 CF 卡的升级程序。
softwareupdate/backup三、设定语言、日期设置语言操作步骤:1. 选择操作区域“启动”。
2. 按下右侧“CHANGE LANGUAGE”软键。
3. 选择simplified chinese 简体中文。
4. 按下软键“确认”结束输入,立即转化成为中文界面。
设置日期和时间操作步骤:1. 选择操作区域“启动”。
2. 按下“HMI”软键。
3. 按下“日期时间”软键。
打开窗口“日期/时间”。
4. 在“格式”栏中选择需要的日期和时间的显示格式。
5. 按下软键“确认”结束输入。
新的日期或时间被接收并在“当前”栏的第一行中显示。
828D开机调试流程

828D开机调试流程做完后请在“□”处打勾一、上电前检查条目详细内容备注1 查线□动力线、反馈线接牢,顺序无误□驱动模块间的直流母线、24V母线□24V电源线□所有设备独立接地2 拨码开关二、上电调试 条目详细内容备注1初始设定□ 设置系统语言为中文Chinese请参见简明调试手册3.4章节□ 输入制造商□令:SUNRISE请参见简明调试手册3.2章节□ 设置系统时间请参见简明调试手册3.3章节□ 进入选项界面,检查激活的选项请参见简明调试手册3.6章节□ 激活PP72/48,设置MD12986[0]=-1 有第二块I/O 板时需设置MD12986[1]=-1;请参见简明调试手册3.5章节 □ 激活MCP ,设置MD12986[6]=-1 使用自制机床操作面板时保持MD12986[6]=112 □ 设置RCS 远程诊断访问权限2检查系统软件版本□ V. + SP + HF3监控PLC I/O 点状态□ 监控IB115的状态,如果为0则代表MCP 不正常。
因为IB115的低5位是西门子MCP 进给倍率开关的地址,格雷码开关是不会出现全0状态的。
□ 输入点:急停开关、硬限位开关、报警信号点… □ 输出点:EP 、OFF1、OFF3使能…□ 手轮接线状态:摇手轮时监控DB2700.DBB12(手轮1脉冲计数),如果数值有变化说明手轮接线无误。
4下载PLC 程序□STOP 模式下载,下载后重启系统5PLC 基本功能调试□ MCP 功能是否正常 □ 急停、硬限位功能是否正常 □ 加EP ,OFF1,OFF3使能是否正常 □ 手轮轴选,增量是否正常6 驱动调试□ 拓扑识别请参见简明调试手册5.2章节□修改拓扑比较等级为中级:控制单元数据p9906=1如不修改会影响批量调试;请参见简明调试手册5.2章节□ 配置供电数据,输入电压380V请参见简明调试手册5.3章节□ 电网识别,设置供电数据p3410=5请参见简明调试手册5.3章节□ 分配轴:设置MD30110为电机动力线所在的驱动编号 设置MD30220为电机反馈线所在的驱动编号 设置MD30130=1,激活电机的给定信号设置MD30240=1或4,激活电机的反馈信号。
828D调试步骤
一系统参数后台:Alt+N或shift+报警键1、通用数据10000【0】X(概念机床坐标轴的名称)10000【1】Z(同上)10000【2】SP(同上)10000【3-5】自由轴的名称(无概念轴的名称X一、Y一、A一、B一、SP等等)11310 手轮反向11346 手轮脉冲移动实际距离二、通道机床参数20050【0-3】0(概念通道内的几何轴)20060【0-3】0(同上)20070【0】1(通道内有效的机床轴号)20070【1】2(同上)20070【2】3(同上)20070【3-4】0(同上)20080【0】X(通道内有效的机床轴名)20080【1】Z(同上)20080【2】SP(同上)20080【3-4】0(同上)20700 0(未回参考点NC启动停止为1)3、轴参数通过“轴+”“轴-”改换轴,利用的同性质轴同时更改30100【5】1(模拟给定输出到轴控接口)30110【1】1-驱动器号关于X轴(概念速度给定端口)30110【2】2-驱动器号关于Z轴(同上)30130【0】1(给定值输出类型,同时更改)30220 同30110,实际值:驱动器号(概念位置反馈接口)30240 1-实际值(编码器反馈类型,同时更改,1-相对编码器/2-仿真轴/4-绝对编码器)30300 1(概念“回转轴”关于SP)30310 1(回转轴取模转换,关于SP)30320 1(取模360度位置显示,1为有效,关于SP)31020 2048(每转的编码器线数,关于SP)31030 10(丝杠螺距)31040 1-直接测量系统32110 1-实际值(反馈记性:1/-1)31050【0-5】1(减速箱丝杠端齿轮齿数)31060【0-5】5(减速箱电机端齿轮齿数)32000 3000(最大轴速度,同时更改)32010 2500(点动方式快速速度)32100 电机转向(1/-1)32110 反馈极性(1/-1)32450 反向间隙补偿,回参考点后补偿生效(单位mm)36100 负方向软限位(单位mm,一样为负值)36110 正方向软限位(单位mm,一样为正值)设定主轴步骤如下:30300 1-概念为主轴(0-坐标轴/1-主轴)30310 1-回转轴取模转换30320 1-取模360度位置显示(1-有效/0-无效)35000 1-概念机床轴为主轴35100 实际值(最高主轴转速)35110【0-5】主轴各档最高转速35120【0-5】主轴各档最低转速35130【0-5】主轴各档最高转速限制35140【0-5】主轴各档最低转速限制36200【0-5】各档速度监控的门限值带直接编码器的模拟量主轴30110 1-给定值模块号30220 1-编码器模块号30230 2-编码器信号端口号31000 实际值(0-编码器/1-光栅尺)31010 实际值(光栅尺节点距离)31020 实际值(编码器没转脉冲数)NCK复位上电二驱动调试见手册14510【16】1H(用户数据)车床14512【18】8H(用户数据)K1使能。
828d主轴定位,回零,NC调试

主轴定位1.更换完主轴后,主轴需要重新定位2.首先在TMS下旋转主轴,然后执行M19定位主轴,此时主轴的位置可能是偏离换刀位置的,需要将主轴调整到换刀的位置(用千分表定位)3.查看系统显示的主轴的角度位置,并将此位置输入到MD34090中,重启系统。
4.通过M19对主轴进行定位,查看主轴是否在换刀位置。
35500=0时,主轴不选择也可以使用G01指令主轴换挡激活信号:一档DB380*.DBX2000.二档DB380*.DBX2000.1电机回零1绝对值编码器电机回零2将对应轴移动到零点位置3将对应轴的机床数据MD34210[0]更改为14选择回零状态,选择对应的轴,按“+”即可回零,回零后机床坐标会变为0.0mm5同时MD34210[0]会变为2.6增量编码器电机回零7通常增量编码器电机回零是,按“+”键后,对应的轴会向正方向移动,当挡块压到回零开关后,会反向移动,当挡块离开回零开关后,编码器找到零位。
8常见问题1:按“+”键后,该轴向负向移动,然后报警找不到零位。
原因:回零开关被压死。
9常见问题2:加工的工件尺寸,或大一个螺距的尺寸,或小一个螺距的尺寸。
处理:将回零挡块换个位置,或者将回零开关换个位置(向前或者后移动一点点)。
顺序回参考点1.除了按轴+/-向移动键让各轴回参考点外,还可以激活通道中的回参考点信号(DB3200.DBX1.0)让各轴按顺序回参考点。
2.各轴回参考点的顺序在轴机床数据MD34110 中设定。
建议铣床MD34110[Z]=1,MD34110[X]=2,MD34110[Y]=2,既Z 轴先回参考点,然后X 轴和Y 轴同时回参考点;车床MD34110[X]=1,MD34110[Z]=2,既X 轴先回参考点,然后Z 轴回参考点。
3.注:应在机床说明中注明操作安全提示,确保回零过程中无干涉,不碰撞。
NC调试MD30130 给定值输出类型0模拟轴;1实际轴MD30240编码器类型0 没有编码器;1增量编码器; 4绝对值编码器传动系统参数设置:MD31030 LEADSCREW_PITCH mm * 丝杠螺距MD31050 DRIVE_AX_RATIO_DENUM[0...5] * 电机端齿轮齿数(减速比分母)MD31060 DRIVE_AX_RATIO_NOMERA[0...5] * 丝杠端齿轮齿数(减速比分子)注意:对于主轴,索引号为[0]的减速比分子和分母均无效。
828D调试步骤(精)

一系统参数后台:Alt+N或者shift+报警键1、通用数据10000【0】X(定义机床坐标轴的名称10000【1】Z(同上10000【2】SP(同上10000【3-5】自由轴的名称(无定义轴的名称X1、Y1、A1、B1、SP等等11310 手轮反向11346 手轮脉冲移动实际距离2、通道机床参数20050【0-3】0(定义通道内的几何轴20060【0-3】0(同上20070【0】1(通道内有效的机床轴号20070【1】2(同上20070【2】3(同上20070【3-4】0(同上20080【0】X(通道内有效的机床轴名20080【1】Z(同上20080【2】SP(同上20080【3-4】0(同上20700 0(未回参考点NC启动停止为13、轴参数通过“轴+”“轴-”更换轴,使用的同性质轴同时更改30100【5】1(模拟给定输出到轴控接口30110【1】1-驱动器号对于X轴(定义速度给定端口30110【2】2-驱动器号对于Z轴(同上30130【0】1(给定值输出类型,同时更改30220 同30110,实际值:驱动器号(定义位置反馈接口30240 1-实际值(编码器反馈类型,同时更改,1-相对编码器/2-仿真轴/4-绝对编码器30300 1(定义“回转轴”对于SP30310 1(回转轴取模转换,对于SP30320 1(取模360度位置显示,1为有效,对于SP31020 2048(每转的编码器线数,对于SP31030 10(丝杠螺距31040 1-直接测量系统32110 1-实际值(反馈记性:1/-131050【0-5】1(减速箱丝杠端齿轮齿数31060【0-5】5(减速箱电机端齿轮齿数32000 3000(最大轴速度,同时更改32010 2500(点动方式快速速度32100 电机转向(1/-132110 反馈极性(1/-132450 反向间隙补偿,回参考点后补偿生效(单位mm 36100 负方向软限位(单位mm,一般为负值36110 正方向软限位(单位mm,一般为正值设定主轴步骤如下:30300 1-定义为主轴(0-坐标轴/1-主轴30310 1-回转轴取模转换30320 1-取模360度位置显示(1-有效/0-无效35000 1-定义机床轴为主轴35100 实际值(最高主轴转速35110【0-5】主轴各档最高转速35120【0-5】主轴各档最低转速35130【0-5】主轴各档最高转速限制35140【0-5】主轴各档最低转速限制36200【0-5】各档速度监控的门限值带直接编码器的模拟量主轴30110 1-给定值模块号30220 1-编码器模块号30230 2-编码器信号端口号31000 实际值(0-编码器/1-光栅尺31010 实际值(光栅尺节点距离31020 实际值(编码器没转脉冲数NCK复位上电二驱动调试见手册14510【16】1H(用户数据车床14512【18】8H(用户数据K1使能。
828D数控系统调试步骤

创作编号:GB8878185555334563BT9125XW创作者:凤呜大王*1.检查接线,PP72/48的地址拨码,MCP地址拨码开关PP72/48 PN S1: ON:1,4,9,10MCP:S2: ON:7,9,102.上电总清3.设置口令,时间,选择选项功能4.设置基本的机床参数N10000 $MN_AXCONF_MACHAX_NAME_TAB[0]="MX" N10000 $MN_AXCONF_MACHAX_NAME_TAB[1]="MZ" N10000 $MN_AXCONF_MACHAX_NAME_TAB[2]="MC" N10000 $MN_AXCONF_MACHAX_NAME_TAB[3]="MB" N10000 $MN_AXCONF_MACHAX_NAME_TAB[4]="MSP" N20050 $MC_AXCONF_GEOAX_ASSIGN_TAB[1]=0N20050 $MC_AXCONF_GEOAX_ASSIGN_TAB[2]=2N20070 $MC_AXCONF_MACHAX_USED[4]=5N20080 $MC_AXCONF_CHANAX_NAME_TAB[0]="X"N20080 $MC_AXCONF_CHANAX_NAME_TAB[1]="Z"N20080 $MC_AXCONF_CHANAX_NAME_TAB[2]="C"N20080 $MC_AXCONF_CHANAX_NAME_TAB[3]="B"N20080 $MC_AXCONF_CHANAX_NAME_TAB[4]="SP"N28050=300 number of R parameters设置Profinet上有效的模块MD12986[0]=-1 PP72/48 PNMD12986[6]=-1 MCPMD20310 bit9=1 将刀库设为模拟刀库MD20700=05.只下载MCP面板控制程序,其他程序不下载。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
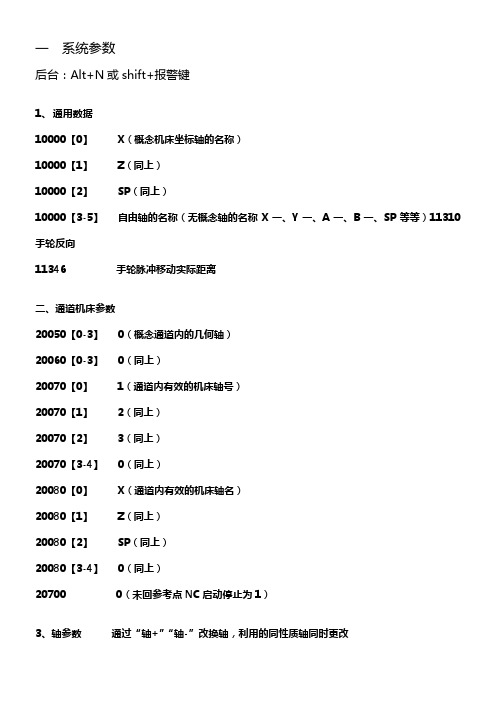
一系统参数
后台:Alt+N或者shift+报警键
1、通用数据
10000【0】X(定义机床坐标轴的名称
10000【1】Z(同上
10000【2】SP(同上
10000【3-5】自由轴的名称(无定义轴的名称X1、Y1、A1、B1、SP等等11310 手轮反向
11346 手轮脉冲移动实际距离
2、通道机床参数
20050【0-3】0(定义通道内的几何轴
20060【0-3】0(同上
20070【0】1(通道内有效的机床轴号
20070【1】2(同上
20070【2】3(同上
20070【3-4】0(同上
20080【0】X(通道内有效的机床轴名
20080【1】Z(同上
20080【2】SP(同上
20080【3-4】0(同上
20700 0(未回参考点NC启动停止为1
3、轴参数通过“轴+”“轴-”更换轴,使用的同性质轴同时更改
30100【5】1(模拟给定输出到轴控接口
30110【1】1-驱动器号对于X轴(定义速度给定端口
30110【2】2-驱动器号对于Z轴(同上
30130【0】1(给定值输出类型,同时更改
30220 同30110,实际值:驱动器号(定义位置反馈接口
30240 1-实际值(编码器反馈类型,同时更改,1-相对编码器/2-仿真轴/4-绝对编码器
30300 1(定义“回转轴”对于SP
30310 1(回转轴取模转换,对于SP
30320 1(取模360度位置显示,1为有效,对于SP
31020 2048(每转的编码器线数,对于SP
31030 10(丝杠螺距
31040 1-直接测量系统
32110 1-实际值(反馈记性:1/-1
31050【0-5】1(减速箱丝杠端齿轮齿数
31060【0-5】5(减速箱电机端齿轮齿数
32000 3000(最大轴速度,同时更改
32010 2500(点动方式快速速度
32100 电机转向(1/-1
32110 反馈极性(1/-1
32450 反向间隙补偿,回参考点后补偿生效(单位mm 36100 负方向软限位(单位mm,一般为负值
36110 正方向软限位(单位mm,一般为正值
设定主轴步骤如下:
30300 1-定义为主轴(0-坐标轴/1-主轴
30310 1-回转轴取模转换
30320 1-取模360度位置显示(1-有效/0-无效
35000 1-定义机床轴为主轴
35100 实际值(最高主轴转速
35110【0-5】主轴各档最高转速
35120【0-5】主轴各档最低转速
35130【0-5】主轴各档最高转速限制
35140【0-5】主轴各档最低转速限制
36200【0-5】各档速度监控的门限值
带直接编码器的模拟量主轴
30110 1-给定值模块号
30220 1-编码器模块号
30230 2-编码器信号端口号31000 实际值(0-编码器/1-光栅尺31010 实际值(光栅尺节点距离31020 实际值(编码器没转脉冲数NCK复位上电
二驱动调试
见手册
14510【16】1H(用户数据车床14512【18】8H(用户数据K1使能。