连续式气体渗碳炉自动生产线技术的发展_石康才
齿轮连续式渗碳炉稀土快速渗碳工艺
1 .设备 改造及效果
在常规 渗碳 过程 中 ,一 般采 用扩散 的方式 来 降低
Re
—
sc Alil壅 壁 eh pcn 皇 里 a & pa r io t
齿轮连续式渗碳炉稀土快速渗碳工艺
哈尔滨 汇隆汽车箱桥有限公 司 ( 黑龙江 10 8 ) 金荣植 5 0 8
“ 解放 ” 牌7载 重 汽车 后桥 主 动 、从 动 圆锥 齿轮 t 均采 用2 C Mn i 0 r T H钢制造 ,材 料化学成分要 求执 行GB /
上做过多次研究 与实际生产应用 ,但 由于使用简单的稀 土材料 作为稀 土渗 剂 ,在 炉内 介质 滴注 管 内常 发生 结 焦与堵 塞 情况 ,影 响 了稀土 在 炉内 的有 效发挥 ,使 工
艺不 能得 到稳 定执 行 。 因此 ,严重 影响 了稀土 渗碳 技 术在连 续 式渗 碳炉 上 的生产 应用 ,使稀土 渗碳 产业 化 难以 实现 。 为使工 艺装 备更 好地 适应 稀 土渗碳 技术 要 求 ,此 次 采用 了 多项专 利技 术对 相关 工 艺装备 进行 改 造。其专利技术 为 :连续式可控气氛渗碳 炉稀土催渗剂
—
19 汽车渗碳齿轮 金相检验》标准规 定执 行 。 99 齿轮 渗 碳淬 火和 回火 设 备采 用双 排 连续 式 气体渗
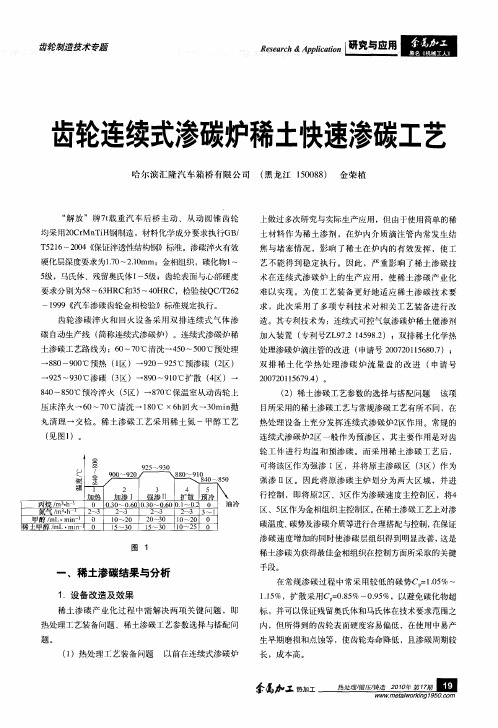
碳 自动生 产线 ( 简称连 续式渗碳炉 )。连 续式渗碳炉稀
土渗 碳工艺路线为 :6 ~7  ̄ 0 0C清洗 一4 0 0 ℃预处理 5 ~5 0
井式气体渗碳炉
井式气体渗碳炉简介井式气体渗碳炉是一种常用于热处理工艺中的设备,主要用于对金属制品进行气体渗碳处理。
气体渗碳是一种将碳原子引入金属材料表面以提高其硬度和耐磨性的方法。
井式气体渗碳炉以其高效、可靠的性能和方便的操作而广泛应用于金属加工和制造行业。
本文将介绍井式气体渗碳炉的工作原理、主要组成部分以及操作注意事项。
工作原理井式气体渗碳炉的工作原理基于批量式处理的模式。
金属制品被放置在专门设计的托盘上,然后被送入炉腔进行处理。
在处理过程中,炉腔被填充有合适的气体和渗碳剂。
加热炉腔将金属制品加热到一定温度,并保持一定的处理时间。
在这个过程中,渗碳剂中的碳原子会通过扩散机制从气体中沉积在金属制品的表面上,形成高碳层。
井式气体渗碳炉通常采用闭门设计,以最大程度地减少气体泄漏,并提高处理效果。
炉腔经过严格密封,以确保气体和渗碳剂在炉腔内的均匀分布。
加热系统采用高温电阻丝或燃气燃烧器,通过对炉腔施加恒定的加热功率,以保持炉腔内的温度稳定。
温控系统会监测和调节炉腔温度,确保金属制品在正确的温度下进行渗碳处理。
组成部分炉腔井式气体渗碳炉的炉腔是用于放置金属制品的大型容器。
它通常由耐高温的材料制成,如不锈钢或耐火砖。
炉腔具有良好的密封性能,以防止气体泄漏和能量流失。
炉腔内部的设计可以根据所处理的金属制品的形状和数量进行优化。
加热系统井式气体渗碳炉的加热系统主要用于提供恒定的加热功率,以保持炉腔内的温度。
常见的加热方式包括高温电阻丝和燃气燃烧器。
高温电阻丝是一种通过通过电阻丝通电产生热量的加热方式。
电阻丝通常被布置在炉腔的周围或底部,以提供均匀的加热效果。
电阻丝的功率和温度控制系统相结合,可以实现对炉腔温度的精确控制。
燃气燃烧器使用燃烧燃气产生高温火焰,将炉腔加热到所需温度。
燃气燃烧器通常配备有风扇,以确保燃气和空气的混合均匀,并提供足够的氧气以供燃烧反应。
温控系统温控系统是井式气体渗碳炉至关重要的组成部分。
它用于监测和调节炉腔温度,以确保金属制品在正确的温度下进行渗碳处理。
LSX22辐射管式连续式渗碳炉自动生产线

LSX22辐射管式连续式渗碳炉自动生产线测量控制系统的改进XX桦炜齿轮XX公司X桂燕高泊依一.生产线简介1.自动生产线的用途本自动生产线适用于汽车、拖拉机及其他机械零件的渗碳。
零件在自动线上可以完成下列热处理工序:(1)前清洗(2)预处理(3)渗碳(4)淬火(5)后清洗(6)低温回火2.自动生产线的组成该自动生产线由:2.1、LSX辐射管加热连续式渗碳自动线由(1)予处理炉;;(2)渗碳炉;(3)滴注系统;(4)淬火机构;(5)后清洗机(6)低温回火炉(7)料盘输送系统(8)前清洗机(9)程序控制屏幕(10)电气控制系统(11)淬火油冷却系统(12)液压系统等部分组成。
3、主要技术规X及技术参数(1)外型尺寸:16752(长)×8855(宽)×4815(高)(2)占地面积:≌261.62㎡(3)渗碳炉内料盘数22盘,自动线使用料盘数45盘,料盘尺寸:780×440×50。
(4)自动线允许通过工件高度,直接淬火600㎜;(5)自动线总功率≈761.8KW;(6)生产能力:280~300㎏/h(按层深0.9-1.3㎜算)(7)零件表面渗碳层深度偏差:±0.1㎜(同盘试样)(8)炉气碳势控制精度±0.05%;零件表面含碳量偏差≤±0.05%。
(9)炉温均匀性:渗碳炉±0.8℃;回火炉±3℃。
(10)渗碳齿轮金相组织,符合ZBT04001-88标准。
(11)表面硬度控制精度HRC±1.5℃(同一盘);单件为HRC±1。
(12)表面非马氏体组织层深≤0.015mm。
(13)主要消耗:甲醇:12.61/h 丙酮:2.31/h冷却水耗量:8.5t/h压缩空气:0.6M3/h4.渗碳结构见图主体渗碳炉,炉内分五个区段,一区、二区为加热区,三区为快速渗碳区,四区为扩散区,五区为保温淬火区。
各区之间以双拱墙隔开,以便于碳势分区控制,炉墙内层由轻质抗渗碳砖构成,中间一层由高强度轻质保温砖构成,外层由硅藻土砖、岩棉板、石棉板和耐火纤维组成。
连续气体渗碳自动线的合理使用

连续气体渗碳自动线的合理使用
刘云平
【期刊名称】《金属热处理》
【年(卷),期】1993()4
【摘要】1988年,我厂从第一汽车厂炉子制造厂购进一条滴注式可控气氛连续无罐气体渗碳自动线(以下简称为连续炉),正式投产4年来使用情况良好,每年经连续炉处理的齿轮超过75万件,齿轮质量稳定可靠,缓解了我厂热处理生产能力不足的矛盾.这条生产线由脱脂炉、渗碳炉、淬火油槽、清洗机、低温回火炉、缓冷室、料盘输送系统、液压系统、电气控制系统、滴注流量系统和淬火冷却系统等11个部分组成、全线使用49块料盘,总功率为805.85kW,渗碳层深为0.9~1.3mm的直接淬火件每小时可生产280~300kg.
【总页数】3页(P29-31)
【关键词】滴注式;气体渗碳;自动线
【作者】刘云平
【作者单位】南昌齿轮厂
【正文语种】中文
【中图分类】TG155
【相关文献】
1.德国连续式双排气体渗碳自动线工艺调试 [J], 姜太平
2.unicase滴注式气体渗碳氮化炉自动线性能介绍 [J], 孙伟
3.双排连续式气体渗碳自动线的设计要素 [J], 吴宪华;林松定
4.unic气体渗碳氮化自动线常见故障排除 [J], 屈金山
5.气体渗碳淬火自动线的PLC控制研究 [J], 赵燕;王虹
因版权原因,仅展示原文概要,查看原文内容请购买。
渗碳炉专题介绍
渗碳炉专题介绍(全面系统的了解渗碳炉)一.渗碳炉炉型简介:渗碳炉是节能型周期作业式工业炉,由炉壳、炉衬、炉盖升降机构、真空密封风机、马弗罐及加热元件等组成。
炉壳由钢板及型钢焊接制成圆形,炉衬是由高强度超轻质微珠真空球节能耐火砖、硅酸铝超长纤维、膨胀保温粒料等砌筑而成的节能型炉衬结构。
真空密封风机高压循环搅拌使马弗罐中的气氛均匀,在炉盖上装备有三头不锈钢滴注器,向炉内滴注甲醉、煤油或其它有机液体,各种液体均可调节。
另也可配套碳控仪及自动控制系统,实现渗碳炉温度、时间、碳势气氛的实时自动控制。
二.渗碳炉的用途:渗碳炉主要供各种钢制机械零件、曲釉、齿轮、模具等金属零件进行气体渗碳热处理之用。
三.渗碳炉的工作方式:渗碳炉为井式炉外形,一般安装在基础坑内,使用行车吊装卸工件。
渗碳炉的炉盖关闭后,另有压紧螺栓保证渗碳炉真空密封性。
先抽真空后加热至渗碳工艺温度,使用三头不锈钢滴注器或可自动控制的碳控仪进行渗碳热处理。
四.渗碳炉的分类方式:渗碳炉由不同的工艺要求,相应结构也有一定差异,可以分为气体渗碳炉、碳氮共渗炉。
五.各系列渗碳炉简介离子渗碳炉:离子渗碳炉是在真空容器中,利用辉光放电使渗碳气体电离,所产生的碳离子在电场作用下轰击炉料表面进行渗碳的热处理炉。
汉口电炉公司研制的离子渗碳炉技术先进,获得用户广泛应用和好评。
井式气体渗碳炉:RQ3系列井式气体渗碳炉是高精度超节能型渗碳炉,主要供钢制零件气体渗碳,采用超节能炉衬和国际先进的真空密封风机,使炉压提高,无任何漏气,炉温均匀、升温快、保温好,碳势气氛均匀,工件渗碳速度加快,渗层均匀,本系列井式气体渗碳炉大大提高了生产效率和渗碳质量。
井式气体碳氮共渗炉:井式气体碳氮共渗炉由炉壳、炉衬、炉盖升降机构、真空密封风机、马弗罐及加热元件等组成。
配置专用不锈钢滴注器作为碳氮共渗用接口。
大型真空渗碳炉:大型真空渗碳炉是高精度超节能型渗碳炉,主要为大型工件、大批量机械零件真空渗碳,采用超节能炉衬和国际先进的真空密封风机,炉压高,无漏气,高度节能节电,渗碳气氛均匀,渗碳速度快,渗层均匀,本系列大型真空渗碳炉为大批量生产提高了效率和质量。
简述气体的渗碳工艺
简述气体的渗碳工艺气体的渗碳工艺是一种将含有碳化物气体(如甲烷、乙烯等)引入金属材料表面,以增加表面碳含量和提高材料硬度的技术。
渗碳工艺广泛应用于机械工程、汽车工业、航空航天等领域,以提高材料的耐磨性、抗蚀性和疲劳寿命。
下面将详细介绍渗碳工艺的原理、过程和应用。
一、渗碳工艺的原理渗碳工艺的原理是通过表面碳渗透到金属材料的过程中,碳原子与材料中的铁原子形成固溶体,从而提高材料的硬度。
碳渗透的主要过程有扩散、吸附、脱碳和析出等。
渗碳过程主要分为四个阶段:表面吸附、离子扩散、脱碳和共稳定固溶体。
1. 表面吸附:气体中的碳化物通过吸附在金属表面,形成碳化膜。
碳化膜的形成是渗碳工艺的第一步,对后续的碳渗透起到了重要的作用。
2. 离子扩散:渗碳过程中,表面的碳化膜中的碳原子开始沿着金属晶界和缺陷扩散,向材料内部渗透。
离子扩散是渗碳过程的关键步骤,它决定了碳原子的扩散速率和扩散深度。
3. 脱碳:脱碳是指在碳渗透过程中,金属材料表面因为碳原子的扩散而变薄。
脱碳会导致表面硬度下降和碳含量变化,因此需要控制脱碳的程度。
4. 共稳定固溶体:当碳原子扩散到一定的深度后,就会与金属原子发生反应形成共稳定的固溶体。
共稳定固溶体的形成,使得材料的硬度得到提高,从而改善了材料的性能。
二、渗碳工艺的过程渗碳工艺的过程主要包括前处理、渗碳和后处理三个步骤。
1. 前处理:前处理主要是为了去除材料表面的氧化层和污染物,并提高材料的渗碳效果。
常见的前处理方法包括酸洗、脱脂和去氧化等。
2. 渗碳:渗碳是将含有碳化物气体的气氛引入渗碳炉中,使其与金属材料表面发生反应。
渗碳炉的温度通常在820~950之间,渗碳时间根据材料和要求而定,一般为几小时至几十小时。
渗碳炉内的气氛主要有氮气、甲烷和一氧化碳等。
3. 后处理:渗碳后,需要对材料进行处理,以去除气氛中的残余碳化物和碳化膜。
常见的后处理方法包括氢气热处理和酸洗等。
三、渗碳工艺的应用渗碳工艺广泛应用于机械工程、汽车工业、航空航天等领域,以提高材料的硬度、耐磨性和抗蚀性。
连续炭化炉的工作原理和工艺_概述说明以及解释
连续炭化炉的工作原理和工艺概述说明以及解释1. 引言1.1 概述连续炭化炉是一种高效、持续生产的设备,用于将原材料在高温条件下进行炭化处理。
作为一种重要的工业设备,连续炭化炉在多个领域发挥着关键作用,如钢铁制造、化学工业和能源生产等。
本文将详细介绍连续炭化炉的工作原理和工艺,并探讨其应用领域和优势。
1.2 文章结构本文将按以下内容组织:第二部分介绍连续炭化炉的工作原理和工艺。
首先概述连续炭化炉的基本原理,然后详细介绍其组成部分以及整个工艺流程。
第三部分讨论影响炭化过程的三个主要控制因素:温度、时间和环境。
我们将解释如何通过调节这些因素来实现对炭化过程的控制。
第四部分探讨连续炭化炉在各个应用领域的具体应用情况,并比较其与传统方法相比的优势。
此外,我们还将展望连续炭化炉在未来可能的发展前景。
最后,在结论部分,我们将总结连续炭化炉的工作原理和工艺,并评价其应用前景。
1.3 目的本文的目的是通过对连续炭化炉的工作原理和工艺进行全面的介绍,让读者了解该设备在各个领域中的重要性。
我们希望通过阐述其优势和应用领域,促进对连续炭化炉技术的认识和理解。
进一步地,我们希望启发更多创新思考,并为未来该技术在其他行业中的推广打下基础。
2. 连续炭化炉的工作原理和工艺2.1 工作原理概述连续炭化炉是一种用于将生物质、木材或其他有机物转化为炭的设备。
它通过控制温度、时间和环境来使原料在缺氧条件下发生热解反应,从而实现炭化过程。
其主要工作原理包括两个关键步骤:干馏和碳化。
在干馏阶段,原料被高温加热,使之内部的水分蒸发并释放出来,同时挥发性有机物也会被释放出来。
这些挥发性有机物可以在适当条件下进一步回收利用。
干馏过程中需要控制合适的温度和时间,以确保挥发性成分完全排除。
随后是碳化阶段,在这个阶段,残留的固体物质会进一步受到持续加热,并在缺氧环境下逐渐转变为固体碳结构。
这个过程中需要严格控制温度和时间,以避免产生无用的副产物或降低碳化效率。
稀土渗碳技术在连续式渗碳炉上的应用

扩 散
O 1  ̄ .0 .0 02 23 ~ 1- 0 0 2
预冷
0 34  ̄ O
车渗碳 齿 轮金相 检验 》标 准 规
定 执行 。
稀土 甲醇 / mL・ i a rn
O
1~ O 5 3
1 ̄0 5 3
1 ̄ 5 0 2
0
图1 连续 炉稀 土渗碳 工艺 曲线
以前 在 连续 式渗 碳 炉上做 过 多 次研 究 与 实际 生产
技 术 要 求范 围之 内 ,但 渗碳 周期 比较 长 ,耗 能较 高 , 尤其 是对 大模 数齿 轮 ( 模 数在 1 ~ 如 1 mm、 渗碳 淬 O 3 火有效 应 化层 深度 17 ~ .0mm )的渗碳 过程 。 .0 21 在 常规 渗 碳 过 程 中 ,一 般 采 用 扩 散 的 方式 来 降 低 奥 氏体 碳 浓度 ,而 稀 土渗 碳与 常 规渗 碳不 同 ,渗碳 过 程 一般 采 用较 高 的碳 势 ( =12 C . %~14 %C ), .0
5 ~ 3 H  ̄;5 4 8 6 RC [ ~ 0 HRC: 3
9 5~ 3 2 90
\
/
90 9
\
4
8 0 8 0 / 4~8
加热
丙烷 / ・ m0 h O 23 ~ 0 氨气/ ・ m。 h 甲醇 / mL・ i a rn
J9 6~ =3 42 HRC。
冷淬 火 ( 区 ) 8 O ℃保 温 室从 动齿 轮上 压床 淬 火 5 一 7 一 6 ~ 0。 清洗一 1 0 o X 回火一 3 n 07 C h 8 C 6 0mi 抛丸 清
理一 交检 。稀土 渗碳 工艺 采用稀 土氨 ( ) 甲醇 工 气 一
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
作者简介: 石康才(1939.10-),男,陕西西安人,教授级高级工程师,享受国务院津贴专家,中国热处理
学会荣誉理事,曾参与《热处理手册》、《金属热处理缺陷分析案例》、《材料热处理工程师资
格考试指导书》等著作的编写工作,发表论文 2 0 余篇,担任《金属热处理》、《材料热处理
学报》等刊物的高级顾问、编委等职务。联系电话:010-60774342
图1为爱协林双推盘式气体渗碳炉生产线方案 图 ,这 条 生 产 线 有 以 下 特 点 。
(1)采用预氧化工艺 为了减小零件的畸变,工件须在预氧化炉中预 加热;同时预氧化还可活化工件表面,改善渗层的 均 匀 性 ,提 高 渗 速 。 (2)采用先进的底上料装置
收稿日期: 2005-10-20
关键词: 连续式渗碳炉;推盘式气体渗碳炉;全自动渗碳压淬生产线;环形气体渗碳炉 中图分类号: TG155.7 文献标识码:A 文章编号:1008-1690(2006)02-0039-005
Development of Continuous Automatic Production Line Technology for Gas Carburizing
图2 底部装料装置原理图 Fig.2 Principle diagram of device for charging at the bottom
of furnace
(3)采用潜泳底出料式淬火油槽 该淬火油槽是全密封的,工件完全在保护气氛 下进入油槽。油槽既可以减少工艺气体的消耗,又 可以减少零件的畸变。淬火油槽设有一个淬火升降 台和一个出料升降台,在油搅拌器和料盘之间安装
and side discharging device
渗碳工序完成后工件被输送到压淬保温室的升 降料台上,接着工件上移到适当位置,出料小门打 开,机械手进入保温室取出第一个工件,关闭小门 后工件进行模压淬火,接着工件上移取出第二工件 淬火直至完成该料盘上的全部工件。该装置的出料 门小,而且门框不作任何移动。使用中,炉气外泄 少,运行可靠,该技术已取得国家专利的申请(专利 申请号:200420058490.2)。
(5)压淬保温室为新型结构,密封性好,可靠性 高,从出料到压床转移时间短,可实现多个工位的 压床淬火,工件转移全部实现自动化。
(6)料盘的转移和压淬后的工件清洗回火等工 序 ,全 部 实 现 自 动 化 。
 ̄ 设备  ̄
连续式气体渗碳炉自动生产线技术的发展
石康才,孙一凡
(爱协林工业炉工程(北京)有限公司 北京 100086)
摘 要: 以三种连续式气体渗碳炉自动生产线为典型,分别介绍了底部装料、底部出料技术及其在推盘炉生 产线上的应用,具有料盘升降及侧出料装置的保温室及其在全自动压淬生产线上的应用,环形气体 渗碳炉及特点。这些技术的应用使得连续式气体渗碳炉的能耗降低,产品质量提高,操作环境得到改 善。
图4是全自动推盘式渗碳炉压淬生产线的方案 图。该 生 产 线 的 特 点 :
(1)在备料台上新增加装料定位装置,保证工件 在料盘的X -Y方向位置的准确性,为随后淬火自动 取料作准备。
(2)采用底装料技术,节约工艺气体用量,减少 内氧化。
(3)渗碳直接淬火为潜泳式底出料装置,减少气 耗。
(4)压淬保温室和直接淬火分开各走各的道,互 不干涉。
国内有些厂家也曾作过类似滑动门式的结构,后因 使用中炉门变形磨损,密封不好而未能实现。这一 问题已成为业界需要解决的难题。
爱协林公司开发一种具有料盘升降及侧出料装 置的保温室,其结构原理图如图3 所示。
图3 料盘升降及侧出料装置的保温室 Fig.3 Temperature-maintaining chamber with elevator bucket
(4)保温室与渗碳室分离布置,工件表面碳浓度 控制更加精确
为了提高各区碳势的可控性, 防止各区之间碳 势的相互干涉,爱协林公司采用高温推链技术将直 线贯通式改为分区独立控制碳势、温度的多室炉, 根据用户需要可以设计成独立的二室、三室等。这 样很好地解决了分区碳势的独立控制,提高了产品 质量。
(5)高温风扇的油自冷装置 高温风扇是提高气氛均匀度和温度均匀性的重 要部件,其中轴承及密封部分常用自来水冷却,不 仅常年消耗水,而且水垢还会造成冷却能力失效, 导致密封损坏。爱协林公司开发的专利技术— 工业 炉用循环风扇的冷却装置( 中国专利号: ZL01201769.3)较好地解决了该问题。该技术利用冷 油密度大,热油密度小,因而产生一个动力,冷油 自动下流,在风扇轴承外因吸收热量使轴承降温, 油自身温度又升高,密度减小,自动上升,进入上 部的油箱中。油箱又向外部环境散热,油的温度降 低,密度增加,从而又向下流,实现油的自动循环 和热量的交换。该技术的使用不仅节约了水资源,
• 40 •
《热处理》 2006 年第 21 卷第 2 期
而且操作者省掉许多烦心的事,工作环境也得到了
改善。
改进后的推盘炉气体渗碳生产线在工业生产中
获得很大成功,现在国内已销售2 0 台套,获得了好
的处理结果,得到用户的好评。表1是一套带有底装
料和底出料三排推盘炉的质量和运行数据,与一般
的气体渗碳相比,工艺气体耗量节约4 0 % ,能耗节
连续式气体渗碳炉生产线在现代制造业中得到 广泛的应用。十几年来该技术以提高经济效益、节 约 能 源 、提 高 产 品 质 量 、改 善 环 境 为 中 心 ,在 设 计、制造、应用等方面进行了大量工作,已取得长 足的发展。本文以三种炉型为代表,介绍该领域技 术发展的最新成就。 1 带底部装料装置的气体渗碳生产线
0.32 0.71 1 2 µm
0.022 0.021 5.5
心部硬度差
±20HV30
364HV 11
渗碳气体消耗
减少4 0 %
40%
能耗
减少5 0 %
50%
Байду номын сангаас2 全自动推盘式渗碳炉压淬生产线 汽车后桥螺伞从动齿轮(简称盆齿)的传统工艺
为渗碳缓冷二次加热模压淬火,这种工艺的主要缺 点是能耗高,生产效率低,劳动强度大。对重型卡 车 而 言 ,单 只 盆 齿 的 重 量 达5 0 k g 以 上 ,外 径 4 9 5 m m ,从淬火加热炉将工件用人工方式转移到压 床上确是一件繁重的体力劳动。由于人工操作时间 的不确定性,也导致转移时间的波动性,从而影响 产品质量的稳定性。
为了克服以上缺点,欧洲一些公司推出了全自 动渗碳压淬生产线。该生产线的关键部件是采用滑 动式大炉门和固定小炉门组成的保温室。为提高生 产效率,工件在炉内为层垛式摆放,逐个从保温室 取出。多层摆放的工件在保温室不动,取料机械手 和小炉门二者的中心随工件的取出而移动,先是大 炉门上滑动,使其上的小炉门对准上层待取的工件 中心,然后打开小炉门通过机械手取出工件,接着 依次取出至最底层的工件后一个周期完成。为了保 证炉子的密封性,大炉门及其滑动副需要磨加工, 加工难度大,成本高,同时在长期运行过程中,大 炉门受热膨胀变形,间隙增大造成炉气外泄,密封 效果差,碳势变化大,直接影响工件的淬火质量。
SHI Kang-cai, SUN Yi-fan (Aichelin Industrial Furnace Engineering (Beijing) Co.,Ltd., Beijing 100086) Abstract: In regard to three kinds of typical continuous automatic gas carburizing production lines, technology of charging and discharging at the bottom of furnace and its application to push-tray furnace production line, temperaturemaintaining chamber with elevator bucket and side discharging device and its application to full-automatic press hardening production line and ring hearth gas carburizing furnace and its specialities, were respectively introduced. Application of above mentioned technologies will result in decrease in energy consumption and increase in product quality as well as an improvement on opereting environment in respect to the continuous gas carburizing furnace. Key Words: continuous gas carburizing furnace; push-tray gas carburizing furnace; full-automatic carburizing-press hardening production line; ring hearth gas carburizing furnace
《热处理》 2006 年第 21 卷第 2 期
• 39 •
图1 双推盘气体渗碳炉生产线 Fig.1 Double-push-tray gas carburizing furnace production line
热处理炉的底部装料装置是爱协林公司的一项 专利技术(中国专利号:ZL01204256.0),其原理图 如图2所示。根据热气体上升的原理,为减少炉气的 外溢,将进料口设置在加热室一端的下部。装有工 件的料盘侧面被推到上料台上,上料台上设置了柔 性加压密封门,当工件上移到适当位置后底部密封 门加压,上料工步完成。该装置密封性好,炉内气 氛外溢量少,对炉内碳势影响小,无需大量补碳, 炉内不易形成碳黑,只需把少量外溢的炉气点燃即 可,无需用火帘进行保护,减少了能源的消耗及对 操作环境的污染。