400A型砂轮切割机
第三章-阀门安装-定额

3.1 低压阀门3.1.1 螺纹阀门计量单位: 个工作内容:阀门壳体压力试验, 阀门解体检查及研磨, 管子切口, 套丝, 上阀门。
工作内容: 同前。
计量单位: 个3.1.2 焊接阀门计量单位: 个工作内容:阀门壳体压力试验, 阀门解体检查及研磨, 管子切口, 管口组对、焊接。
工作内容: 同前。
3.1.3 法兰阀门计量单位: 个工作内容:阀门壳体压力试验, 阀门解体检查及研磨, 阀门安装, 垂直运输。
工作内容: 同前。
计量单位: 个工作内容: 同前。
计量单位: 个工作内容: 同前。
3.1.4 齿轮、液压传动、电动阀门工作内容:阀门壳体压力试验, 阀门解体检查及研磨, 阀门调试, 阀门安装, 垂直运输。
计量单位: 个计量单位: 个工作内容: 同前。
计量单位: 个工作内容: 同前。
3.1.5 调节阀门计量单位: 个工作内容:阀门安装, 垂直运输。
工作内容: 同前。
计量单位: 个工作内容: 同前。
3.1.6 安全阀门计量单位: 个工作内容:阀门壳体压力试验, 阀门调试, 阀门安装, 垂直运输。
工作内容: 同前。
计量单位: 个3.1.7 塑料阀门计量单位: 个工作内容:阀门壳体压力试验, 管子切口, 管口组对, 法兰焊接, 阀门安装, 垂直运输。
工作内容: 同前。
3.1.8 玻璃阀门工作内容:阀门壳体压力试验, 阀门安装。
计量单位: 个3.2 中压阀门3.2.1 螺纹阀门工作内容:阀门壳体压力试验, 阀门解体检查及研磨, 管子切口, 套丝, 上阀门。
计量单位: 个3.2.2 焊接阀门计量单位: 个工作内容:阀门壳体压力试验, 阀门解体检查及研磨, 管子切口, 管口组对、焊接。
3.2.3 法兰阀门工作内容:阀门壳体压力试验, 阀门解体检查及研磨, 阀门安装, 垂直运输。
计量单位: 个计量单位: 个工作内容: 同前。
计量单位: 个工作内容: 同前。
3.2.4 齿轮、液压传动、电动阀门计量单位: 个工作内容:阀门壳体压力试验, 阀门解体检查及研磨, 阀门调试, 阀门安装, 垂直运输。
20kV及以下配电网工程概算定额-第二册电气设备安装工程(2022版)【复制检索】

20kV及以下配电网工程 概算定额
第二册 电气设备安装工程
国家能源局 发布
中用电力出版社
dou uenuc rwa ni
目录
前言 总说明
第1章 变 压 器 说明 ………………………………………………2
1.1 10kV油浸式变压器安装 …………………3 1.2 10kV干式变压器安装……………6
(4)成套箱式变电站安装以“座”为计量单位。
(5)10kV高压成套配电柜安装以“台”为计量单位,一个柜体为“一台”。
(6)1kV以下配电柜安装以“台”为计量单位,一个柜体为“一台”。 (7)配电箱安装以“台”为计量单位。 (8)封闭母线安装以“m”为计量单位。
kg 1.3050 kg 1.2455
k根 0.3000 1.5000
片 0.2000
元 2.8500
台班 0.1680 台班 0.0210
台班
台班 0.0550
PGDI-2 PGD1-3 PGD1-4
容量(LVA以下)
500
1000
2000
0.1825 0.1825 0.1825
0.5500 0.6940 0.9640
500
1000 2000
0.2050 0.2050 0.2050
0.7660 1.2700 1.7200
1.2780 1.9350 1.9350
1.3897 1.7000 1.7000
0.2400 0.3000 0.3000
1.2000 1.5000 1.5000
0.2000 0.2000 0.2000 3.0900 3.7500 3.9100
机动液压压接机2001以内
台班 0.3000
砂轮切割机
砂轮切割机安全操作规程一.用途砂轮切割机适用于建筑、五金、石油化工、机械冶金及水电安装等部门。
砂轮切割机可对金属方扁管、方扁钢、工字钢,槽型钢,碳元钢、元管等材料进行切割,严禁使用砂轮切割机切割木材。
二.结构说明:1.主要参数:砂轮切割机型号:J3GY-LD-400A砂轮切割机主要技术参数:额定电压:380V电机功率:2.2KW频率:50HZ主轴转速:2800r.p.m割片规格:400x3.2x32夹钳调整范围:0o- ±45o最大切割能力:角钢:100x100x10圆钢:≤ф50槽钢:120x53钢管:ф135*6外形尺寸:730(长)x400(宽)x580(高)三.使用与保养:1.正确的使用方法:(1)使用前必须认真检查设备的性能,确保各部件的完好性。
对电源开关、切割片的松紧度、防护罩或安全挡板进行详细检查,操作台必须稳固。
(2)夜间作业时应有足够的照明亮度。
(3)使用之前,先打开总开关,空载试转几圈,待确认安全无误后才允许启动。
(4)操作前必须查看电源是否与设备额定电压相符,以免错接电源,不得使用额定转速低于4800转/分的锯片。
(5)必须稳握切割机手把均匀用力垂直下切,而且固定端要牢固可靠。
(6)不得试图切锯未夹紧的小工件或带棱边严重的型材.(如外径小于15厘米时)。
(7)为了提高工作效率。
对单支或多支一起锯切之前,一定要做好好辅助性装夹定位工作。
(8)不得进行强力切锯操作,在切割前要待电机转速达到全速方可进行切割作业。
(9)切割时不允许任何人站在切割机的前面及侧面,停电、休息或离开工作地时,应立即切断电源。
(10)切割机停转前,不得将手从操作手柄上松离。
(11)防护罩未到位时不得操作,不得将手放在距锯片15厘米以内。
不得探身越过或绕过锯机,操作时身体斜侧45度为宜。
(12)出现有不正常声音,应立刻停止操作,进行检查;维修或更换配件前必须先切断电源,并等锯片完全停止。
(13)使用切割机在潮湿地方工作时,必须站在绝缘垫或干燥的木板上进行。
砂轮切割机操作规程(13篇范文)
砂轮切割机操作规程(13篇范文)第1篇砂轮切割机操作规程1、凡砂轮切割机要有防护罩,其覆盖度不得小于180 度。
2、使用前,应先检查其主轴端的紧固螺母是否松动,砂轮是否有裂纹或不良情况,发现的问题未排除以前禁止使用。
3、用砂轮机切割工件时作业人员禁止戴手套,工件要固定牢靠,不准撞击,以防砂轮破裂伤人。
4、禁止在砂轮机上切割较大的工件及铅、锡、铝、木材等物件。
5、使用砂轮切割机时,操作者应站在砂轮回转线外侧。
6、砂轮与砂轮架的间隙应适宜,砂轮磨损后,砂轮架应随时调整。
7、用砂轮切割机工作时,应戴防护眼镜、口罩。
8、砂轮与夹板间应嵌有厚度均匀的弹性纸垫圈。
9、砂轮磨至与夹板边缘相遇时,应立即更换,以保证安全。
10、设备在使用时,无论发生何种不正常现象,应立即停止使用,迅速切断电源,并通知有关负责人进行检查修理。
11、设备使用完毕,需将电源切断。
第2篇砂轮切割机无齿锯安全技术操作规程1目的和范围本规程规定了砂轮切割机(无齿锯)安全技术操作要求。
本规程适用于砂轮切割机(无齿锯)安全技术操作。
2安全技术操作要求2.1作业前2.1.1应检查设备的防护罩必须安全可靠,吸尘装置必须完好有效。
2.1.2设备的金属外壳必须有可靠的接零(地)保护。
2.1.3按规定穿戴和使用好保护用品。
2.2作业中2.2.1砂轮切割机附近不得有易燃易爆物品。
2.2.2开车前应检查砂轮片是否安装牢固,砂轮片是否有缺口和裂纹,发现缺陷必须更换。
2.2.3切割时,砂轮片与工件接触要慢,砂轮与工件接触正常后,再均匀用力切割工件。
2.2.4砂轮切割机,严禁在砂轮片侧面打磨任何物件。
2.2.5在砂轮割料机上,严禁切割镁合金。
2.2.6砂轮的更换应按gb 4674--84《磨削机械安全规程》中的有关规定进行。
2.2.7随工作工位移动的砂轮切割机必须经常进行维修和保养,每次使用前应认真进行检查,确认安全后再使用。
2.3作业后2.3.1切断电源,清扫设备。
棒料切割机的设计_毕业设计论文 精品
目录摘要 (1)关键词 (1)Abstract: (1)Key words: (1)引言 (2)1概述 (2)1.1 选题背景 (2)1.2 研究意义 (2)2 切割部分设计 (3)2.1 切割部分设计要求 (3)2.2 切割部分设计方案 (3)2.3 切割部分工作原理 (4)2.4 切割部分结构设计 (5)2.4.3 带传动设计 (5)2.4.4 升降液压缸的设计 (8)2.4.5 滚动轴承的选取及校核 (12)3 夹紧部分设计 (14)3.1 夹紧机构设计要求 (14)3.2 夹紧部分方案设计 (14)4 纵横行走部分的设计 (15)4.1 纵横行走装置设计要求 (15)4.2 纵横行走部分方案设计 (15)4.3 直线导轨的选择计算 (15)4.3.1 选定条件 (15)4.3.2 选择方式 (15)5 液压传动系统设计 (17)5.1液压传动机构 (17)5.2 液压传动原理图 (17)6 电气控制的设计 (18)6.1 电气控制设计要求 (18)6.2 电气控制设计方案 (18)6.3 可编程控制器PLC控制流程 (19)7 结论 (19)附录A—PLC I/O端口分配图 (21)附录B—棒料切割机装配图 (21)致谢 (23)棒料切割机的设计棒料切割机的设计机械电子专业学生韦忠爽指导教师闫冰洁摘要:通过对切割过程的观察和研究,本课题采用了机电一体化系统设计思想,对其整体造型、机械结构和控制系统进行设计,此棒料切割机电一体化系统主要由四个部分组成:机械本体、电子控制单元、执行器和动力源。
工作原理是电动机通过带传动带动切割片做高速旋转运动,电机与工作台之间采用铰支撑方式,升降液压缸可推动切割片进行上下移动带动刀片完成顺序切割动作。
切割机采用PLC控制各个液压换向阀的电磁铁,实现棒料的自动下料和切割以及检测工作。
随动工作台前进速度也可以通过夹紧机械手夹紧棒料使之与棒料速度同步。
横向切割时的切割速度可以通过液压缸来调节。
砂轮切割机操作规程

砂轮切割机操作规程引言概述:砂轮切割机是一种常用的金属加工设备,广泛应用于机械制造、建筑、汽车维修等行业。
正确操作砂轮切割机可以提高工作效率,保障操作人员的安全。
下面将详细介绍砂轮切割机的操作规程。
一、安全操作1.1 穿戴必要的个人防护装备,如安全帽、护目镜、防护手套等。
1.2 在操作前检查砂轮切割机的电源线是否接地良好,设备是否有损坏。
1.3 确保工作区域通风良好,远离易燃物品,避免发生火灾。
二、准备工作2.1 将砂轮切割机固定在工作台上,确保设备稳固。
2.2 检查砂轮是否有损坏或磨损,如有损坏及时更换。
2.3 调整砂轮切割机的切割深度和速度,根据具体工件材料进行调整。
三、操作步骤3.1 启动砂轮切割机前,先将工件固定在工作台上,避免在切割过程中移动。
3.2 操作时,保持双手握住砂轮切割机的手柄,确保稳定操作。
3.3 切割时,要保持砂轮切割机平稳推进,避免突然停止或转向。
四、注意事项4.1 切割过程中,注意观察砂轮切割机的工作状态,如有异常立即停机检查。
4.2 避免在潮湿环境下操作砂轮切割机,以免发生触电事故。
4.3 切割完成后,及时关闭砂轮切割机的电源并清理工作区域,防止意外发生。
五、维护保养5.1 定期清洁砂轮切割机的外表面和内部零部件,保持设备干净。
5.2 定期检查砂轮切割机的电源线和开关是否正常,如有问题及时更换。
5.3 定期润滑砂轮切割机的传动部件,确保设备运转顺畅。
结语:正确的操作规程可以保障砂轮切割机的安全运行,延长设备的使用寿命。
操作人员在使用砂轮切割机时务必严格遵守操作规程,确保工作安全和效率。
建筑施工中、小型施工机具验收记录表

直螺纹套丝机
4套
合格
2014年3月
建筑施工中、小型施工机具登记表
13
卷扬机
3t
2台
合格
2014年3月
14
电渣压力焊机
20H-36
6套
合格
2014年3月
15
交流电焊机
BX1-300
4台
合格
2014年3月
16
交流电焊机
BX1-500
4台
合格
2014年3月
17
砂轮切割机
R6-400A-Ⅱ
10台
合格
2014年3月
可靠有效、不进水、不漏电
3
润滑
蜗轮、曳轮、齿轮、轴承、钢丝绳等润滑良好
4
电动机
转动正常。罩壳无变形破损。风叶无松动。螺丝齐全、紧固,无松动断裂现象
5
传动
齿轮传动无异声,绳筒保险无变形脱焊,钢丝绳排列整齐,无压扁、松散、断股、灼伤、严重断丝等缺陷。传动皮带和防护罩齐全、完好。搅拌机操纵杆料斗提升有保险装置
年月日
验
收
意
见
机械管理员(签字):
专职安全员(签字):
年月日
表8.4.3建筑施工机具(气瓶)验收记录表
工程名称
无锡海岸新城(XDG-2007-66号地块)
气瓶类型/数量
序号
验收项目
技术要求
验收结果
1
气瓶标识
气瓶外观的颜色应符合标准规定:氧气瓶应为天蓝色、黑字;乙炔瓶应为白色、红字;氢气瓶应为绿色、红字;液化石油气瓶应为银灰色、红字
表8.4.1建筑施工中、小型施工机具登记表
序号
设备名称
规格型号
数量
幕墙加工条件及主要加工制作方法
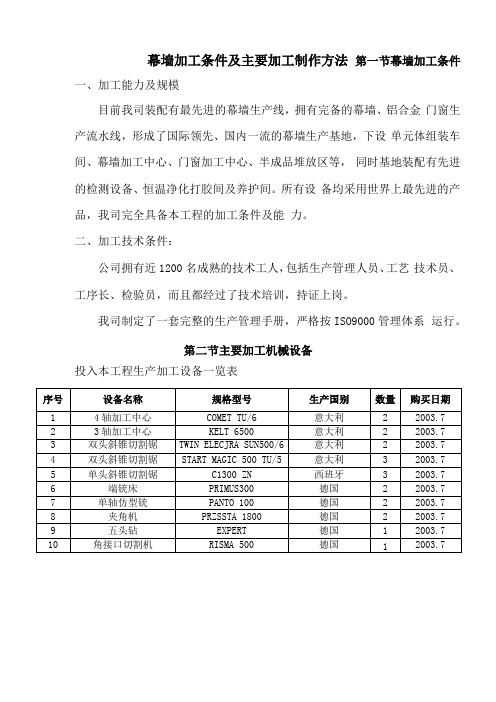
幕墙加工条件及主要加工制作方法第一节幕墙加工条件一、加工能力及规模目前我司装配有最先进的幕墙生产线,拥有完备的幕墙、铝合金门窗生产流水线,形成了国际领先、国内一流的幕墙生产基地,下设单元体组装车间、幕墙加工中心、门窗加工中心、半成品堆放区等,同时基地装配有先进的检测设备、恒温净化打胶间及养护间。
所有设备均采用世界上最先进的产品,我司完全具备本工程的加工条件及能力。
二、加工技术条件:公司拥有近1200名成熟的技术工人,包括生产管理人员、工艺技术员、工序长、检验员,而且都经过了技术培训,持证上岗。
我司制定了一套完整的生产管理手册,严格按ISO9000管理体系运行。
第二节主要加工机械设备投入本工程生产加工设备一览表第三节主要构件及幕墙加工制作方法一、生产加工工艺本工程材料除特殊需要现场加工外其余的均在公司生产车间内加工制作完成后采用汽车运抵现场,加工顺序应满足现场项目部提交的工程安装计划表及安装材料进场计划表的要求,加工任务由项目管理中心下达,由生产部按期、按质、按量完成,生产加工全过程由公司质检员跟踪检验,并制定产品制作的质量检验计划。
(一)、工厂内生产加工的操作程序加工由生产部组织进行。
操作程序是指生产部从接受任务到成品至现场全过程的生产活动和控制手段。
可分为以下几个阶段:1.接受任务和下达任务根据项目管理中心下达的生产任务,制定生产加工计划,并将相关任务计划下达到各加工车间。
2.工艺编制和工时定额工艺员根据加工图纸,编制各种加工零件的工艺卡片,同时,定额员根据工艺卡制定工时定额。
3.车间加工车间技术工人按工艺卡、图纸技术要求、质量等级进行机械加工。
4.质量检验在生产的全过程中始终贯穿着质量检验,包括自检、抽检的执行。
5.包装、运输至现场完成现场所需要的合格半成品和成品后,即可按照不同的包装要求对不同产品进行包装,并按一定的方法装车运至现场。
以上过程将在生产加工操作程序严格控制下进行。
(二)、工厂内生产加工的工艺流程在生产加工操作程序中,最重要的阶段是车间加工,其主要内容是对各种材料进行机械加工,以及组件的装配等。