产品工序流转卡工作表
生产工序流转卡

注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制:审核:。
产品工序流转卡

产品工序流转统计卡
产品工序流转统计卡
注:1、此表有利于加强车间管理的控制能力,有利于各工序间不合格产品的及时返修;
2、生产计划科在下单时,必须填写此表单,产品流转各工序时必须附带此单一起流转。
3、此卡在流转时如有遗失,将考核相关责任人200~500元/次,此卡需由各部门领导签字确认才能进行补办。
4、此卡流转时,必须由检验员、统计、车间主管签字,方可流至后续工序,否则将考核相关责任人100~500元/此
5、当产品流至半成品仓库时,此流转卡暂时由半成品仓库保管,待领料出库时,随产品一起流出
6、当产品最后流至成品仓库入库时,由成品仓库管理员对产品进行最终统计、审核,确认数量。
生产工序)生产工序流转卡
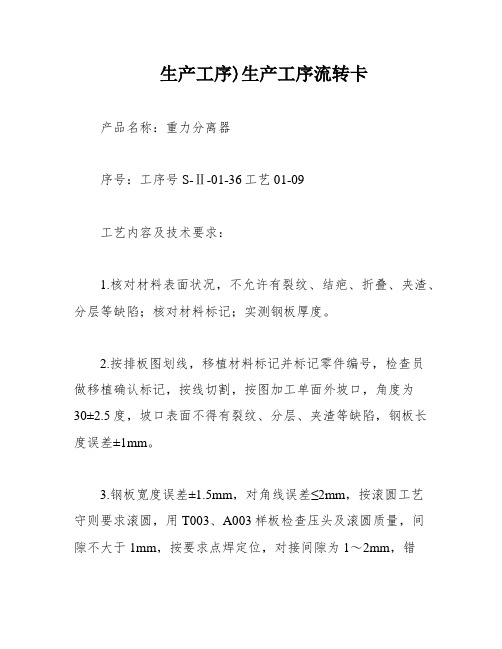
生产工序)生产工序流转卡产品名称:重力分离器序号:工序号S-Ⅱ-01-36工艺01-09工艺内容及技术要求:1.核对材料表面状况,不允许有裂纹、结疤、折叠、夹渣、分层等缺陷;核对材料标记;实测钢板厚度。
2.按排板图划线,移植材料标记并标记零件编号,检查员做移植确认标记,按线切割,按图加工单面外坡口,角度为30±2.5度,坡口表面不得有裂纹、分层、夹渣等缺陷,钢板长度误差±1mm。
3.钢板宽度误差±1.5mm,对角线误差≤2mm,按滚圆工艺守则要求滚圆,用T003、A003样板检查压头及滚圆质量,间隙不大于1mm,按要求点焊定位,对接间隙为1~2mm,错边量≤2.0mm,清理坡口两侧小于20mm范围内的污物,定位焊长度50mm,间距200mm,两端点固引熄弧板。
4.按焊接工艺卡施焊并填写焊接过程记录(焊缝编号:A),焊缝宽度11±2mm,咬边深度≤0.5mm,连续长度≤100mm,总长不大于焊缝长度的10%,焊缝表面不得有裂纹、未焊透、未熔合、表面气孔、弧坑、未填满和肉眼可见的夹渣。
5.清除焊接熔渣飞溅物,打焊工钢印,按要求检查A焊缝外观质量。
6.按滚圆工艺守则校圆,棱角度E≤2.8mm,最大最小直径差E≤6mm。
7.采用射线探伤,探伤比例20%,符合JB4730-94标准Ⅲ级合格。
注:检测结果一栏由操作者填写。
编制:审核。
加工坡口:按图加工单面外坡口,角度为30±2.5度。
渣等缺陷为钝边2mm。
坡口表面不得有裂纹、分层、夹焊接。
按要求拼接,拼接间隙为1-2mm,错边量不超过1.5mm。
清理坡口两侧小于20mm范围内的污物。
定位焊长度为50mm,间距为200mm。
点固引熄弧板。
按焊接工艺卡施焊并填写焊接过程记录。
清除焊接熔渣飞溅物,打焊工钢印。
对接:按要求检查焊缝外观质量,焊缝宽度为±0.5mm。
咬边深度不超过0.5mm,连续长度不超过100mm,总长不大于焊缝长度的10%。
生产工序流转卡

注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:。
通用工序流转卡(拼点-出货)
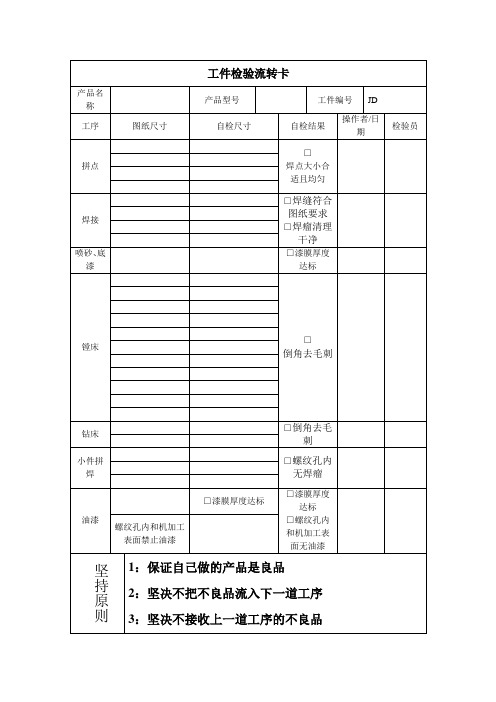
1:保证自己做的产品是良品
2:坚决不把不良品流入下一道工序
3:坚决不接收上一道工序的不良品
工件检验流转卡
产品名称
产品型号
工件编号
JD
工序
图纸尺寸
自检尺寸
自检结果
操作者/日期
检验员
拼点
□
焊点大小合适且均匀
焊接
□焊缝符合图纸要求
□焊瘤清理干净
喷砂、底漆Biblioteka □漆膜厚度达标镗床□
倒角去毛刺
钻床
□倒角去毛刺
小件拼焊
□螺纹孔内无焊瘤
油漆
□漆膜厚度达标
□漆膜厚度达标
□螺纹孔内和机加工表面无油漆
螺纹孔内和机加工表面禁止油漆
车间生产工序流转卡
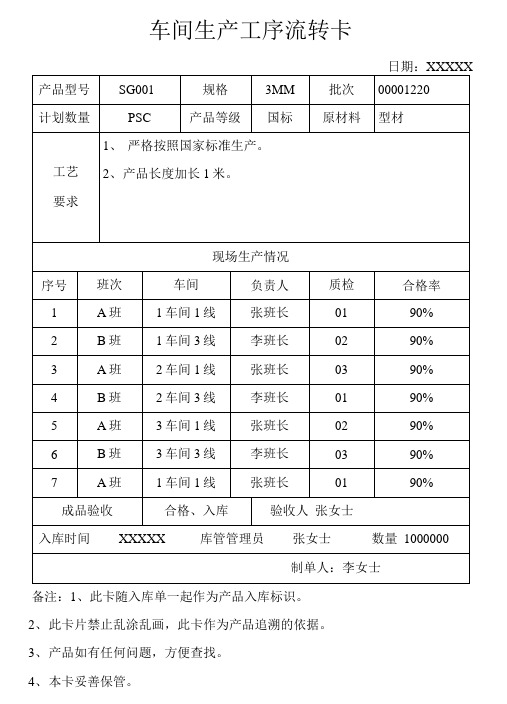
车间生产工序流转卡
日期:XXXXX
备注:1、此卡随入库单一起作为产品入库标识。
2、此卡片禁止乱涂乱画,此卡作为产品追溯的依据。
3、产品如有任何问题,方便查找。
4、本卡妥善保管。
I稻壳儿文字模板使用说明
(本页为说明页,用户使用模板时可删除本页内容)
01字体说明
中文I字体名称
汉仪中黑简
中文I字体名称
汉仪中黑简
中文I字体名称
无
英文I字体名称
无
英文I字体名称
无
【说明】
模板中使用的字体仅限于个人学习、研究或欣赏目的使用,如
需商用请您自行向版权方购买、获取商用版权。
生产工序流转卡模板

产品流转完成后由最后工序检验员处保存作为质量记录以备考察。
产品流转完成后由最后 备注由品质部做标记根据生产情况有产品上做标记,发生质量问题时明确责任。
备注由品质部做标记根 产品流转完成后由最后工序检验员处保存作为质量记录以备考察。
产品流转完成后由最后 备注由品质部做标记根据生产情况有产品上做标记,发生质量问题时明确责任。
备注由品质部做标记根
由最后工序检验员处保存作为质量记录以备考察。
标记根据生产情况有产品上做标记,发生质量问题时明确责任。
由最后工序检验员处保存作为质量记录以备考察。
标记根据生产情况有产品上做标记,发生质量问题时明确责任。
工艺流转卡

工 序 质 量 控 制 一 级 分 流 卡
产品名称 PO订单号 工序号 工序名称 工段号 接图日期 计划数量 图纸编号 分流卡号 完成数量 合格 返工 剩余 废品 完工日期 分流卡号 操作者 检验者
注:1、该卡必须认真填写,不得私自乱写乱改; 该卡必须认真填写,不得私自乱写乱改;
ቤተ መጻሕፍቲ ባይዱ
2、每道工序必须以检验者签字确认后才能流转下一工序; 每道工序必须以检验者签字确认后才能流转下一工序;
3、产品成品必须附上本卡才能交付品管部门; 3、产品成品必须附上本卡才能交付品管部门;4、出货后该卡回收至工场档案部归档,以便日后追溯。 出货后该卡回收至工场档案部归档,以便日后追溯。
注:1、该卡必须认真填写,不得私自乱写乱改; 该卡必须认真填写,不得私自乱写乱改;
2、每道工序必须以检验者签字确认后才能流转下一工序; 每道工序必须以检验者签字确认后才能流转下一工序;
3、产品成品必须附上本卡才能交付品管部门; 3、产品成品必须附上本卡才能交付品管部门;4、出货后该卡回收至工场档案部归档,以便日后追溯。 出货后该卡回收至工场档案部归档,以便日后追溯。
工序质量控制流转卡产品名称po订单号工序名称工段号接图日期计划数量工序号完工日期po订单号分流卡号工序质量控制一级分流卡产品名称图纸编号完成数量分流卡号操作者工序号工序名称工段号接图日期检验者计划数量注
工 序 质 量 控 制 流 转 卡
产品名称 PO订单号 工序号 工序名称 工段号 接图日期 计划数量 图纸编号 流转卡编号 完成数量 合格 返工 剩余 废品 完工日期 分流卡号 操作者 检验者
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
客户代码批 号客户代码批 号图 号规 格图 号规 格材 质炉 号材 质炉 号订单数量交货期订单数量交货期序号工序名称操作者数量
检验员日期备注
序号工序名称操作者数量
检验员日期备注
1卷簧1卷簧2回火/时效2回火/时效3立定处理13立定处理14磨簧4磨簧5去毛刺5去毛刺6淬火6淬火7二次回火7二次回火8修正8修正9喷丸/抛光9喷丸/抛光10立定处理210立定处理211整修/排修11整修/排修12回火定型12回火定型13表面处理13表面处理14
检验包装
14
检验包装
客户代码批 号客户代码批 号图 号规 格图 号规 格材 质炉 号材 质炉 号订单数量交货期订单数量交货期序号工序名称操作者数量
检验员日期备注
序号工序名称操作者数量
检验员日期备注
1卷簧1卷簧2回火/时效2回火/时效3立定处理13立定处理14磨簧4磨簧5去毛刺5去毛刺6淬火6淬火7二次回火7二次回火8修正8修正9喷丸/抛光9喷丸/抛光10立定处理210立定处理211整修/排修11整修/排修12回火定型12回火定型13
表面处理
13
表面处理
产品工序流转卡
LS/BD-022
产品工序流转卡
LS/BD-022
诸暨力晟弹簧有限公司
表单号:诸暨力晟弹簧有限公司
表单号:产品工序流转卡
LS/BD-022
产品工序流转卡
LS/BD-022
诸暨力晟弹簧有限公司
表单号:诸暨力晟弹簧有限公司
表单号:。