[EG-QC-ZY07]蜂鸣器作业指导书(DOC)
机动车检测站仪器设备日常维护和保养作业指导书

技术文件仪器设备日常维护和保养作业指导书版次:受控印章:2022年6月19 口实施XXX 机动车检测有限责任公司修订:审核: 批准: 郭晨日期: 2022. 6. 18 XXX XXX日期: 2022. 6. 18 日期: 2022. 6. 18管理部门: 综合办公室2022年6月18 口发布修订页一、底盘测功机L 使用注意事项(1)使用前的准备工作。
①车辆外部清洗干净。
②轮胎花纹中不得夹有石粒。
③轮胎气压符合标准。
④发动机机油油面应在规定范围内。
⑤发动机机油压力应在规定范围内。
⑥自动变速器(液力变扭器)的液面应在规定范围内O (2)汽车底盘测功机的使用①开机前应按使用说明书的要求,做好安全防护等准备工作,并暖机,对旋转部件充 分预热。
②按规定程序操作。
③测试过程中,严禁制动。
突然停电时,引车驾驶员应立即松油门并挂空挡。
④引车驾驶员必须严格按引导系统提示操作。
2.定期维护和保养 (1)定期检查 ①日常检查项目。
a )检查滚筒启动力矩,判断测功机台架内部阻力有无明显增大现象。
b )检查滚筒轴承、飞轮轴承是否有发热、损坏现象。
②每3个月检查项目。
a )各部螺栓紧固情况; b )同步带磨损情况;c )台架有无明显振动。
⑵定期润滑。
系统各润滑点,如本部轴承等,按使用说明书的要求进行润滑。
⑶定期检定和校准。
为了保证测量准确,依据《汽车排气污染物监测用底盘测功机校准规范》(JJF 1221-2009 )应定期对底盘测功机进行校准,校准:1次/年;自校准:1次/半年。
底盘测功机文件版本:A/1文件页码:第1页共1页 执行日期:2022年6月19日二、透射式烟度计1.操作使用。
透射式烟度计可单机独立操作使用,也可以联网控制使用。
电脑联网控制也要遵循仪器的操作步骤进行。
①将仪器接通电源进行充分预热,预热时间取决于测量气室从室温加热至75C的时间,天冷时预热时间会稍长些,一般不超过30min。
②完成预热后,仪器自动进入线性校正,一般提示将探头移开远离有烟气的地方。
可燃气体报警器作业指导书

SNE4100B点燃型可燃气体检测报警器作业指导书1 目的1.1 为规范SNE4100B 点燃型可燃气体检测报警器检维修作业行为,提高检维修工作效率,确保检维修工作质量,避免检维修作业中的错误与失误,强化维修人员的故障处理能力,特制订此作业指导书。
1.2 本作业指导书为所有参加本作业人员所共同遵守的质量保证程序。
2 适用范围本作业指导书适用于SNE4100B 点燃型可燃气体检测报警器日常维护、故障处理、检修等作业。
3 人员要求及职责分工(注:作业人员资格要求、数量;每类人员的职责分工)3.1 作业人员要求3.1 作业人员要求要求作业人员经过生产厂家的维护、检修、及校验培训、具有该仪表的校验资质,并拥有从事SNE4100B 点燃型可燃气体检测报警器维护及维修一年以上的工作经验,每次进行仪表作业不得少于2人。
3.2 相关人员职责3.2.1作业人员职责●作业人员需严格按照此操作规程进行操作。
●作业人员必须佩带便携式可燃气体报警器。
●作业人员在仪表作业前必须先开具作业票;配合监护人到现场进行作业风险识别,并确认监护人员在现场方可进行仪表作业,作业完成后需结束作业票。
●作业人员在接到仪表故障通知后,需在15分钟内赶往现场,并在最短时间内确认仪表故障,采取相应措施处理仪表故障;不能处理的及时上报。
●作业完成后,需对仪表及其周围卫生进行打扫,确认仪表箱内外干净整洁。
3.2.2 监护人员职责●监护人员应在检维修作业前对作业风险进行识别。
●监护人员应全程监护,不得中途离开。
●仪表作业完成后,监护人员应对作业现场进行勘察,避免留下安全隐患。
3.2.3 作业质量验收人职责●确认仪表作业完成后,仪表工作正常。
●确认作业人员严格按照本作业指导书进行操作,操作过程未遗留安全隐患及仪表故障隐患。
●确认仪表作业完成,并结束作业票。
4 工器具及备件材料准备及要求5 技术要求及质量标准1)检测气体:可燃气体2)检测范围:0~100%3)分辨率:1% LEL。
火花机安全操作作业指导书
漆见本色,无积灰
(6)检查各部位照明状况
亮度符合要求
(7)检查各级保险器件
容量符合要求
(8)检查机床接地状况
牢固,符合要求
(9)检查动力电源
符合规定
2
数控系统
(1)清理数控箱内各元器件
清洁无污
(2)清扫各元器件
清洁无污
(3)擦拭操作面板、显示器、按钮、指示灯、指示仪表等
3.3.3. 校工件时,先校长的一边用铜棒敲击工件的后边,以免敲到校表头,校表进数应控制在0.2-0.3之间,由工件一端移到另一端:重复检查两端敲到数值一样即可上好磁再检查另几面是否直角;
3.4. 电极装夹:
3.4.1. 装夹电极前应在检测台上先检测,如有误差应选择可调机头装夹,装夹时应选择合适的夹具,有攻牙或深孔的铜公要用风枪吹净铜屑,薄骨片铜公应拿师付位,不可直接拿骨片或用手托下面,以免铜公变形;
清洁无污,功能可靠
(4)清理风冷、过滤装置的积灰和杂物
清洁、畅通
(5)清扫各安全装置、检测装置的积灰
可靠、动作灵活
电气部分二级保养:
序号
时间
内容
要求
1
强电控制系统
(1)检修各接触器(继电器)
接触良好、动作可靠
(2)检查各保护继电器
参数设置正确
(3)检修各电磁阀、压力开关等装置
清洁、动作可靠
(4)检修各限位开关
加工类
工艺标准
分型面
3A或127 VDI28
≥50X50型腔
3A或127 VDI24
<50X50型腔
3A或127 VDI24
枕位
3A或127
后模
3A或127
蜂鸣器组装人员操作要求
蜂鸣器自动组装机人员操作要求一.开机前期工作1.操作人员在开机前,检查机台表面是否干净,机台有没有异常,料盘里面的料跟需要生产产品的料是否一样。
2.把合格的料倒入相应的振动盘中,把电源插好,气源接好,打开电源启动组装机开始组装产品。
二.生产中注意事项1.机台在运行过程中操作人员经常观察蜂鸣器针脚有没有插好,有没有出现变形现象。
2.蜂鸣片在组装过程有没有出现变形,放反情况。
3.蜂鸣器找位机构经常观察异常情况,如果有异常要及时发现及时处理,组装过程中塑料壳有没有出现破裂情况如有破裂及时上报或查明原因。
4.机台没什么故障时,看机台人员每天要完成产量95﹪,每天必须填写工作日报表。
5.每天生产造成报废产品不能超过1﹪,必须填写不良报告。
好的成品和不良品要分开写上标签或注明。
6.操作人员每天要保持机台的干净,下班要把机台周边卫生打扫干净,保持岗位的清洁干净,物品要按规定位置放置整齐,不得到处乱放。
7.蜂鸣器配件要分清楚,不能搞混在一起,不同产品要分开。
如有把不同产混合在一起处罚50元一次,并要求把产品分开,分产品时间不计算工资。
造成严重损失的又无法把产品分开,公司将要求按原价赔偿。
8.操作人员在操作过程中,不得随意损坏物料,工具设备等违者按原价赔偿东莞声奥电子有限公司蜂鸣器产品组装部2014-04-26检验项目及检验方法①外观,外包装箱应规范、整洁,并具有产品标识,应无破损、污物等不良现象。
产品标签清晰,内容应注明物料名称、规格型号、数量、生产日期、产品厂家等标识。
②蜂鸣器表面清洁,无破损、污脏、变形及其它机械损坏,颜色一致,并具有规格型号、极性标识。
规格型号、极性标识等标识应清晰,字符标识残缺不低于整个字符四分之三,无未标示、标示不清等不良现象。
③引脚镀层均匀、光泽,无氧化、发黑、破损等不良现象。
④尺寸,尺寸用卡尺检测。
用卡尺测量蜂鸣器本体尺寸、引脚间距、引脚尺寸。
⑤试配。
与其对应的PCB板进行试配。
⑥特性.声响:用CL6013加工作电压(分别加最小工作电压、额定电压、最大工作电压)并测试回路电流,再在回路中串电位器用于调节回路电流,调节电位器,使回路电流缓慢上升,当回路电流达到蜂鸣器规定的最小工作电流时,此时蜂鸣器应发出不低于最小规定的声响,循环测试3次,蜂鸣器无不响、声响不符要求等不良现象。
QAE作业指导书
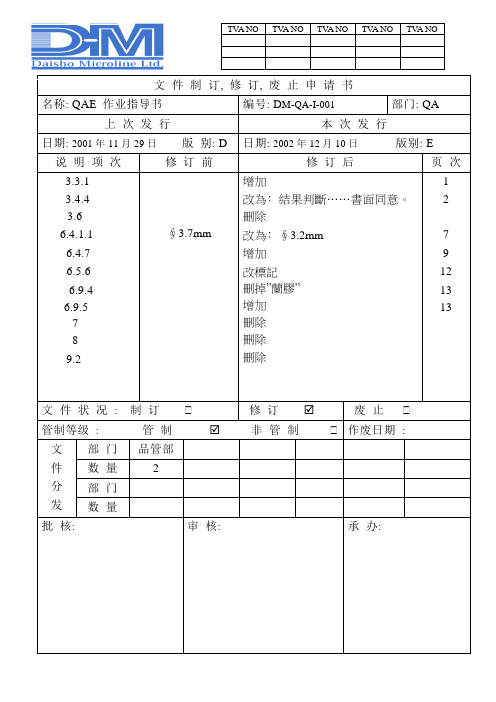
1. 目的 : 确保用于生产的资料, 菲林及模具的正确性,以及產品品質符合客戶要求. 2. 范围 : 2.1 工模检测 (适用于供应商或客户提供的模具). 2.2原装菲林检查 (适用于客户提供的软件生成的菲林). 2.3生产菲林检查 (适用于生产使用的所有黑菲林). 2.4 F.Audit检查(适用所有的成品尺寸﹑可靠性測試及外觀方面﹐包裝出貨方面的抽測)參看 F.Audit檢驗指導書。 3. 工模检测 : 3.1 查看模图 3.1.1 首先检查手上的模图必须已经QAE确认; 3.1.2 检查模图与啤板相符; 3.1.3 看模图上技术要求, 及单位, 公差, 将不同形式的单位进行统一, 特别留意孔公差与 外型尺寸公差的不同; 3.1.4 检查模图上导柱方向及啤板的放置方向要一致; 3.2 尺寸编号 3.2.1 编号原则 3.2.1.1 编号的是啤出部分尺寸, 注意其它干饶性尺寸, 即非啤性尺寸不用编号; 3.2.1.2 编号要完整, 所有一次性啤出的尺寸都须编号, 尺寸包括位置尺寸与形状尺寸; 3.2.1.3 如果是array出货, unit共享一个模的, 须自选一个典型的尺寸 (典型尺寸指方便 看, 测, 又有代表性), X与Y方向各一个, 要计算的, 自行计算出, 用来检测几个 unit的啤孔位置是否正确; 3.2.1.4 自选一个孔 (一般为零点的钻孔) 或四个孔 (板的四角各一个) 为零点, 测板最 大的四条边的位置尺寸, 用来检查模具的扭转及偏移程度; 3.2.2 编号规律 从外到内, 先整体后局部, 逆时针上、左、下、右顺序. 3.3 检查模板 3.3.1 如果客戶沒有特別要求﹐對於QS9000客戶的新模﹐我們實行對與模具有關的尺寸進行 全尺寸檢查。 3.3.2目测板面: 主要检查爆孔, 露铜, 毛刺, 板边翘金属, 板面弯曲历害及明显的外形尺寸 错误等. 啤机部提供的板, 一定是蚀刻的钻孔板 , 且要啤出来完好的, 如果有不属于 啤模错误造成的不良现象, QAE 拒收啤板; 3.3.3 用编程机测量尺寸 3.3.3.1 把啤板放在工作台上, 用胶纸粘牢, 要求板的放置与机械图的方向保持一致.
电动起子作业指导书
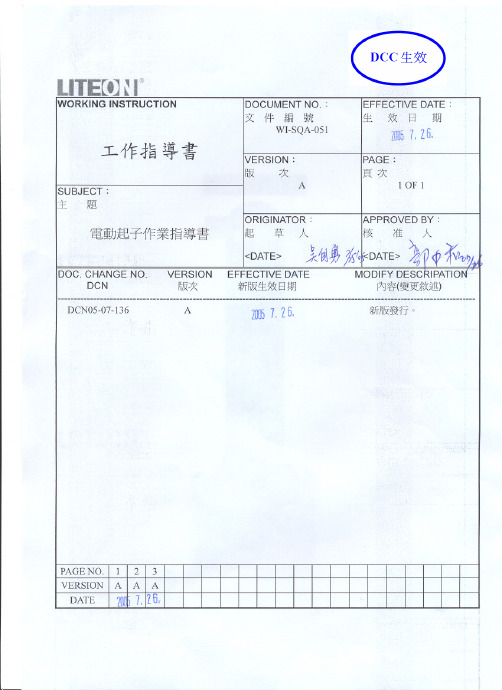
PAGE NO. Page1of 3電動起子作業指導書VERSION ADATE 2005/07/261.0目的:測試電動起子之扭力, 使經調試之電動啟子的扭力符合期望值。
2.0適用範圍2.1 本公司所屬之電動起子。
:2.2 標准器:數字扭力測試儀(型號規格SLD HP-100)。
3.0責任3.1 使用單位負責儀器的維護及定期保養。
4.0定義略5.0程序5.1 根據使用環境的需求﹐合理地選擇所用電動起子的冶具頭(目前可供選擇的有一字型﹐十字型﹐六字型……)5.2 每日定時利用標准器(數字扭力測試儀)對電動起子的扭力進行校准。
5.2.1 工作之前﹐將電動起子的電源供應器AC端連入220V工作電壓﹐電動起子的連接線插入電源供應器DC端。
5.2.2 調試電動起子螺旋扭的刻度可預估扭力﹐打開電動起子電源﹐將電動起子放置于標准器上進行校准﹐通過調整電動起子之螺旋扭調節實際之扭力(詳見WI或檢驗SIP)﹐使其符合既定之要求。
5.2.3 用標准器進行校准時﹐每次應記錄量測的結果﹐一般一連應校准三次﹐其實際量測值必須滿足既定之要求5.3 校准完畢﹐必須用美紋膠帶將電動起子螺旋處固定﹐且需標示電動起子實際的扭力﹐以防止人為作業不當﹐造成電動起子螺旋扭變動﹐影響其實際的扭力。
5.4 儀器保管或使用人員每日早上需對電動起子進行校准一次﹐并及時作好點檢及保養記錄5.5 如中途有作換機種或換拉時﹐必須重新對電動起子進行校准。
6.0相關文件6.1《儀校管制程序, SOP-SQA-004》7.0附件7.1 電動起子保養/點檢記錄表WI-SQA-051-FORM01-A7.2 電動起子測試記錄表WI-SQA-051-FORM02-ADATE 2005/07/26電動起子保養/點檢記錄表 部門﹕ 設備名稱﹕ 設備編號﹕ 儀教編號﹕ 年月序號檢查內容1 2 3 4 5678910111213141516 171819202122232425262728 29 30 31 1檢查電源電壓,電源控制器所需電壓是否110V 或220V 2電源供應是否有問題,橙查正反轉開關是否切為到位 3電批調整鈕是否在校驗調整的刻度位置并且用美紋膠貼附住 4電批頭固定環是否有壞 5正反轉開關是否正常 6校正有效期是否過期 7電動起子的批頭是否有生鏽 8 批頭是否破損或磨損影響正常裝配備注﹕儀器使用保管人每天點檢及保養; 單位監管人不定期抽檢﹔保養記錄:"V"表示已執行保養項目﹔儀器設備使用正常﹔"X"表示儀器設備不正常(不正常反映現場主管)﹔"*"表示儀器送校﹔"….."表示未使用或休假日 每日早上 07 :30---07:40為儀器保養時間單位主管: 核查人﹕: 保養人:WI-SQA-051-FORM01-A電動起子測試記錄表WI-SQA-051-FORM02-A。
蜂鸣器电路及实验
手把手教你学习单片机(2.2)——蜂鸣器电路及实验[原创]转贴请标明出处!前段时间写了手把手教你学习单片机的第一章和第二章的第一节。
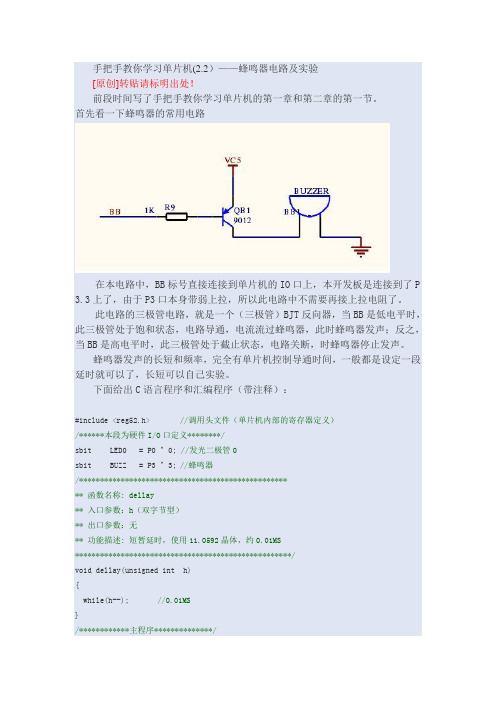
首先看一下蜂鸣器的常用电路在本电路中,BB标号直接连接到单片机的IO口上,本开发板是连接到了P 3.3上了,由于P3口本身带弱上拉,所以此电路中不需要再接上拉电阻了。
此电路的三极管电路,就是一个(三极管)BJT反向器,当BB是低电平时,此三极管处于饱和状态,电路导通,电流流过蜂鸣器,此时蜂鸣器发声;反之,当BB是高电平时,此三极管处于截止状态,电路关断,时蜂鸣器停止发声。
蜂鸣器发声的长短和频率,完全有单片机控制导通时间,一般都是设定一段延时就可以了,长短可以自己实验。
下面给出C语言程序和汇编程序(带注释):#include <reg52.h> //调用头文件(单片机内部的寄存器定义)/******本段为硬件I/O口定义********/sbit LED0 = P0 ^ 0; //发光二极管0sbit BUZZ = P3 ^ 3; //蜂鸣器/**************************************************** 函数名称: dellay** 入口参数:h(双字节型)** 出口参数:无** 功能描述: 短暂延时,使用11.0592晶体,约0.01MS****************************************************/void dellay(unsigned int h){while(h--); //0.01MS}/************主程序**************/main(){while(1) //单片机在此反复循环{LED0=0; //发光管0亮BUZZ=0; //蜂鸣器叫dellay(40000);LED0=1; //发光管0灭BUZZ=1; //蜂鸣器停dellay(60000);}};***********本段为硬件I/O口定义************LED0 EQU P0.0BUZZ EQU P3.3ORG 0000H ;上电后程序从这里运行 AJMP MAINORG 0100HMAIN:ORL P0,#01HCLR LED0 ;LED0发光二极管亮CLR BUZZ ;蜂鸣器叫LCALL DELAY400MSSETB LED0 ;LED0发光二极管灭 SETB BUZZ ;蜂鸣器停LCALL DELAY600MSLJMP MAINDELAY400MS: MOV R5,#40 ;延时子程序,延时约0.4秒D10: MOV R6,#20D20: MOV R7,#248DJNZ R7,$DJNZ R6,D20DJNZ R5,D10RETDELAY600MS: MOV R5,#60 ;延时子程序,延时约0.6秒D11: MOV R6,#20D21: MOV R7,#248DJNZ R7,$DJNZ R6,D21DJNZ R5,D11RETEND以前写的,请在这里打开链接:手把手教你学习单片机(2.1)——单片机控制发光二极管实验手把手教你学习单片机(第一章)——认识单片机及其如何工作我的新QQ:464976346/ahai0306/(我的博客首页)拍拍网店铺:/464976346淘宝网店:/百度网店:/shop/83eabd89bd63f95984248678 AD电子论坛的本51开发板的版块:/forum-39-1.html。
噪声仪作业指导书

医疗设备股份有限公司编号:GRYL·ZL·QP·JCSB·M03-A/00○密噪声仪作业指导书(编制时间:)编制:审核:批准:受控状态:____-____-____发布 ____-____-____实施各版本建立及修订履历目录1 目的 (1)2 适用范围 (1)3 术语与定义 (1)4 职责和权限 (1)5 程序 (1)5.1注意事项 (1)5.1.1 人身安全及防护 (1)5.1.2注意事项 (1)5.1.3 应用失准验证 (1)5.2使用方法 (1)5.2.1 功能说明 (1)5.2.2 操作说明 (3)5.3维护与保养 (3)6.相关文件 (3)7.记录表样 (3)1 目的让操作人员在使用噪声仪时能规范操作步骤,以避免由于操作不当引起的品质事故或仪器损坏。
2 适用范围适用于产品噪声的测量。
3 术语与定义无。
4 职责和权限4.1质量部负责噪声仪发放、校验、测试、问题处理。
4.2借用人员负责噪声仪日常维护,保养,使用。
5 程序5.1 注意事项5.1.1 人身安全及防护无。
5.1.2注意事项噪声仪在使用过程中,应注意以下事项:1)请勿长期存放于高温、高湿的地方。
2)麦克风头请勿敲击并保持干燥。
3)长时间不适用,请取出电池。
4)除被检测物体的声源外,使用环境应保持安静。
5)在室外测量噪音的场合,可在麦克风头装上防风罩,避免麦克风直接被风吹到而测量到无关系的杂音。
5.1.3 应用失准验证5.1.3.1使用之前确认电池电量充足,如出现失准或显示屏闪烁情况,应进行更换电池。
5.1.3.2确认测试结果数据是否与以往数据偏差不大,如偏差较大应进行仪器准确性验证。
5.2 使用方法5.2.1 功能说明光照度仪的按键及相应的功能如下:图5-11)微音器:1/2英寸极化电容式麦克风。
2)显示器:4位数LCD显示音量位准dB(分贝),超范围指示“OVER”,低电池电力“BT”符号表示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
蜂鸣器
工序名称
装网罩
作业编号
EG/QC/ZY0705
操作步骤:
1、右手拿喷好漆的网罩,左手拿蜂鸣器胶壳,将网罩的四个角对准胶壳的四个孔位,用拇指将网罩压下至与胶壳平形。
注意事项:
1、首先检查网罩是否有脱漆、缺角、生锈等现象;
2、网罩是否有压变形现象。
所需物料、工具:
序号
物料
数量
1
胶壳
1PCS
2
网罩
作业编号
EG/QC/ZY0702
操作步骤:
1、分别将电感插入R3位元件,C945插入Q1,开关插入SX9000位,如图:
2、弯曲电感、三极管(C945)脚,使其紧贴板面。
注意事项:
1、三极管不可反向,外形与面丝印方向一致;
2、开关的推制朝板边;
3、电感必须平躺于板面,两脚不得短路。
所需物料、工具:
序号
版本/版次/页数
A0
共15页之8
蜂鸣器作业指导书
型号
蜂鸣器
工序名称
固定蜂鸣片
作业编号
EG/QC/ZY0707
操作步骤:
1、用704微干胶在胶壳内底的内圆顶上挤上一圈均匀的硅胶;
2、将蜂鸣片的金属面向下放入刚挤上硅胶的圆柱上;
3、轻微调动和压蜂鸣片,使其置于正中央;
4、将固定好的蜂鸣片的胶壳置放于通风处,让其自然固化3至4小时。
EG/QC/ZY07
标 题
蜂鸣器作业指导书
版本/版次/页数
A0
共15页之9
蜂鸣器作业指导书
型号
蜂鸣器
工序名称
焊接蜂鸣片
作业编号
EG/QC/ZY0708
操作步骤:
1、分别将蜂鸣片的三根电线焊接于有元件的PCB板SX9000下方的三个焊盘,电线由元件面穿入,注意电线的位置不可焊错位。焊接位置如图示:
注意事项:
A0
共15页之2
蜂鸣器作业指导书
型号
蜂鸣器
工序名称
插件1
作业编号
EG/QC/ZY0701
操作步骤:
1、先将电阻用手加工成如图形状(见图1);
2、分别将1KΩ、4.7KΩ、100KΩ电阻插入D1、R2、R1位,元件紧贴PCB板面,如图(2):
3、在焊锡面将元件脚弯曲,使其固定元件。
4、
注意事项:
1、元件不能插错位;
物料
数量
1
58mH电感
1PCS
2
三极管(C945)
1PCS
3
拨动开关
1PCS
4
PCB板
1PCS
序号
工具
数量
1
2
3
广州市奥心通电子有限公司
名 称
作业指导书
文件编号
E导书
版本/版次/页数
A0
共15页之4
蜂鸣器作业指导书
型号
蜂鸣器
工序名称
焊接元件
作业编号
EG/QC/ZY0703
注意事项:
1、圆柱顶上的胶适量,必须走均匀的一圈;
2、蜂鸣片极性不可放反,三个电极朝上胶壳的较大开口处;
3、调整蜂鸣片位时,不可大面积调整;
4、置于通风处30分钟。
所需物料、工具:
序号
物料
数量
1
704胶
适量
2
胶壳
1PCS
3
蜂鸣片
1PCS
序号
工具
数量
1
2
3
4
广州市奥心通电子有限公司
名 称
作业指导书
文件编号
A0
共15页之10
制定者:
审查者:
核准者:
制定日期:
审查日期:
核准日期:
广州市奥心通电子有限公司
名 称
作业指导书
文件编号
EG/QC/ZY07
标 题
蜂鸣器作业指导书
版本/版次/页数
A0
共15页之1
蜂鸣器作业工艺流程图
广州市奥心通电子有限公司
名 称
作业指导书
文件编号
EG/QC/ZY07
标 题
蜂鸣器作业指导书
版本/版次/页数
注意事项:
1、剪掉元件脚后,焊点必须符合要求;
2、不得刮伤PCB板、元件和焊点。
所需物料、工具:
序号
物料
数量
1
焊好元件的PCB板
1PCS
2
3
序号
工具
数量
1
斜口钳
1把
2
3
4
广州市奥心通电子有限公司
名 称
作业指导书
文件编号
EG/QC/ZY07
标 题
蜂鸣器作业指导书
版本/版次/页数
A0
共15页之6
蜂鸣器作业指导书
1PCS
3
序号
工具
数量
1
2
3
4
广州市奥心通电子有限公司
名 称
作业指导书
文件编号
EG/QC/ZY07
标 题
蜂鸣器作业指导书
版本/版次/页数
A0
共15页之7
蜂鸣器作业指导书
型号
蜂鸣器
工序名称
焊电线-蜂鸣片
作业编号
EG/QC/ZY0706
操作步骤:
1、先在蜂鸣片的三个电极加锡焊点,如图示:
2、分别将三根电线焊接于蜂鸣片的三个电极的焊点上。
注意事项:
1、焊接时间不可超过2秒;
2、焊点应该光亮、饱满,不得虚焊、漏焊等现象;
3、不可烫伤蜂鸣片和电线绝缘层。
所需物料、工具:
序号
物料
数量
1
电线
3条
2
蜂鸣片
1PCS
3
Φ0.8锡丝
适量
序号
工具
数量
1
电烙铁
1把
2
3
4
广州市奥心通电子有限公司
名 称
作业指导书
文件编号
EG/QC/ZY07
标 题
蜂鸣器作业指导书
操作步骤:
1、将插好元件的PCB板焊锡面向放于工作台上;
2、右手拿烙铁成45°角放于焊盘上,左手用Φ0.8锡丝焊锡,每个元件焊接时间不可超过3秒;
3、焊接好元件的焊盘。
注意事项:
1、焊接时间不可超过3秒;
2、焊点应该光亮、饱满,不得有虚焊、漏焊等现象。
所需物料、工具:
序号
物料
数量
1
插好件的PCB板
1PCS
2
Φ0.8锡丝
适量
3
序号
工具
数量
1
电烙铁
1把
2
3
4
广州市奥心通电子有限公司
名 称
作业指导书
文件编号
EG/QC/ZY07
标 题
蜂鸣器作业指导书
版本/版次/页数
A0
共15页之5
蜂鸣器作业指导书
型号
蜂鸣器
工序名称
剪元件脚
作业编号
EG/QC/ZY0704
操作步骤:
1、用斜口钳将多余的元件脚剪掉,使焊点高度在1.0~1.4mm范围内。
1、焊点应该光亮、饱满,不得有虚焊、漏焊现象;
2、不可焊错位置;
3、不可烫伤胶壳。
所需物料、工具:
序号
物料
数量
1
电线
3根
2
PCB板
1PCS
3
蜂鸣片
1PCS
4
Φ0.8锡丝
适量
序号
工具
数量
1
电烙铁
1把
2
3
广州市奥心通电子有限公司
名 称
作业指导书
文件编号
EG/QC/ZY07
标 题
蜂鸣器作业指导书
版本/版次/页数
广州市奥心通电子有限公司
蜂鸣器作业指导书封面
文件版本:A
生效日期:
页码
版本及修改次数
页码
版本及修改次数
页码
版本及修改次数
页码
版本及修改次数
1
A0
2
A0
3
A0
4
A0
5
A0
6
A0
7
A0
8
A0
9
A0
10
A0
11
A0
12
A0
13
A0
14
A1
15
A0
分发单位:
○品管●生产 ● 工程 ○ 采购 ○ 营业
○厂务 ○ 生管○ 总务 ○ 仓库○文控
2、元件必须紧贴板面。
所需物料、工具:
序号
物料
数量
1
1KΩ
1PCS
2
4.7KΩ
1PCS
3
100KΩ
1PCS
4
PCB
1PCS
序号
工具
数量
1
2
3
4
广州市奥心通电子有限公司
名 称
作业指导书
文件编号
EG/QC/ZY07
标 题
蜂鸣器作业指导书
版本/版次/页数
A0
共15页之3
蜂鸣器作业指导书
型号
蜂鸣器
工序名称
插件2