复合材料铺层
复合材料铺层设计方法
复合材料铺层设计方法
复合材料铺层设计是复合材料结构设计的重要组成部分,其主要目标是优化材料的力学性能、物理性能和化学性能。
以下是复合材料铺层设计的主要步骤:1. 确定设计目标:首先需要明确复合材料需要满足的性能要求,如强度、刚度、耐久性等。
2. 选择合适的材料:根据设计目标和实际应用需求,选择合适的基体材料和增强材料。
3. 确定铺层方案:根据不同的设计需求和材料的特性,确定合适的铺层方案。
铺层方案应考虑层数、角度、顺序等因素,以优化材料性能。
4. 建立模型并分析:使用数值分析方法,如有限元分析,建立复合材料模型,并分析其在各种载荷下的响应。
这一步可以辅助设计优化和验证设计方案。
5. 优化设计:根据分析结果,优化铺层设计。
这可能包括改变铺层角度、增加或减少铺层数量等。
6. 实验验证:在生产前,需要对设计的复合材料进行实验验证,以确保其性能满足设计要求。
7. 生产与制造:根据最终确定的铺层设计方案进行复合材料的生产和制造。
8. 测试与评估:在生产完成后,对复合材料进行测试和评估,以确保其性能满
足设计要求。
9. 反馈与改进:根据测试和评估结果,对设计进行反馈和改进,以持续提升材料性能。
总的来说,复合材料铺层设计是一个迭代的过程,需要结合理论分析和实验验证进行持续的优化和改进。
复合材料预浸料铺层 错位要求

复合材料预浸料铺层错位要求复合材料是由两种或两种以上的不同材料通过某种方法结合而成的新材料。
预浸料是指在生产过程中,预先将树脂浸渍到纤维增强材料中,形成一种已经浸渍好的材料,便于后续加工成形。
而复合材料预浸料铺层中的错位要求,指的是在层间结构中,纤维的排列方向不完全一致,从而增加了材料的强度和韧性。
复合材料预浸料铺层的错位要求主要有以下几个方面:1.纤维层之间的错位:在复合材料层间结构中,纤维层之间的错位是非常重要的。
如果所有纤维层都完全一致的排列方向,容易形成层间结构的层状剪切效应,从而降低了复合材料的整体强度。
通过在不同层次将纤维层错开排列,可以有效地增加复合材料的强度和韧性。
2.纤维束之间的错位:纤维束是由多根纤维捆绑在一起形成的结构。
在纤维束之间的排列方式也是关键。
如果所有纤维束都完全重合排列,容易形成层间结构的层状剪切效应,从而降低了复合材料的整体强度。
通过将不同纤维束错开排列,可以增加复合材料的强度和韧性。
3.纤维朝向的错位:在预浸料铺层过程中,纤维的排列方向也需要有一定的错位。
如果所有纤维都完全一致的方向排列,容易造成材料在某个方向上的脆弱性,而在其他方向上的性能则较为脆弱。
通过将纤维的朝向进行适当的错位,可以使材料在多个方向上都具有良好的强度和韧性。
总的来说,复合材料预浸料铺层的错位要求是为了增加材料的强度和韧性。
同时,错位排列也可以改善材料的疲劳性能和抗冲击性能。
因此,在复合材料的预浸料铺层过程中,需要合理设计纤维层之间、纤维束之间和纤维朝向之间的错位,以实现材料性能的优化。
要实现合理的错位要求,需要在生产过程中控制好预浸料的铺层方式。
可以通过调整材料的工艺参数,如纤维层和纤维束的排布方式、预浸料浸渍厚度和浸渍速度等,来控制纤维的错位情况。
另外,还需要优化材料的结构设计,如采用多层交替排列的结构,将纤维层和纤维束错开排列,以实现更好的错位效果。
综上所述,复合材料预浸料铺层的错位要求是为了增加材料的强度和韧性。
复合材料铺层设计

复合材料铺属谡计复金材料制件最基本的单元是铺层。
铺层是复合材料制件中的一层单向带戎织杨形成的复合材料单向层。
由两层或多层同种或不同种材抖铺层层合庄制而成的复合材料板材称为层合板。
复合材料层庄结构件的基本单元正是这种按各种不同铺层役计要素纽成的层今核。
本章主要介绍由壽性能连续纤维与树脂基体材料构成的层仝结构和夾层结构设计的基本原理和方比,也介绍复合材抖结构在导弹结构中的应用。
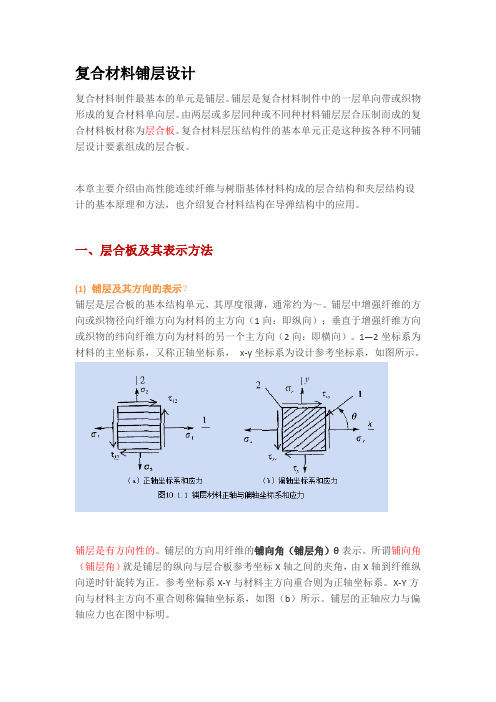
一>层合核及其表示方法⑴轴层及其方向的表示铺层是层合板的基本结构单元,其厚度很萍,通帝约为0」〜0.3mmo铺层中增强纤维的方向或织杨彳至向纤维方向为材抖的主方向(1向:即纵向丿;垂直于增强纤维方向或织场的纬向纤维方向为材抖的另一个主方向(2向:印橫向丿。
1—2 坐标糸为材料的主坐标糸,又称正轴坐标糸’x・y坐标糸为设计参考坐标糸,如图10.1.1所示。
12图10.1.1 层材料正轴与偏轴坐标系和应力铺层是有方向性的。
铺层的方向用纤维的揣向角(铺屋角丿e表示。
所谓铺向角(铺尾角)就是铺层的纵向与层合板参考坐标X铀之间的爽角,由X铀到纤维纵向送肘针淡转为正。
参考坐标糸X-Y与材抖主方向重合则为正轴坐标糸。
X-Y 方向与材料主方向不重合则称偏轴坐标糸,如图10.1.1 (bj所示。
铺层的正抽应力与偏軸应力也在图10.1.1中标朗。
(2) $合核的表示方法为了满足役计.制凌和力学性能分析的需要,必须简朗地表示出层合板中各铺层的方向和层合顺序,故对层合板规定了朗确的表示方法,如表10」」所示。
二.单层复合材料的力学性能单层的力学性能是复合材抖的基本力学性能,即材抖工程常数。
由于单层很薄,一般仅考虑单层的面力学性能,故假设为平面应力状态。
单层点材料主軸坐标糸常是正交各向异性材料,A其主方向上芷一点处的正应支$只与该点处的正应力6i, 62有关,而与剪应力“2无关;同肘,该点处剪应支丫口也仗与零应力T a有关,而与正应力无关。
材抖工程常数共9个:纵向和橫向暉性模<•入和入2、主湎松比们2、纵横审切弹性棋受02,共四个弹性帚数;还有纵向拉伸和压缩務度X】、X2 ,横向拉伸与公编僅盛£、丫2,以横育切径废S共五个强度参数。
复合材料铺层设计说明书
复合材料铺层设计复合材料制件最基本的单元是铺层。
铺层是复合材料制件中的一层单向带或织物形成的复合材料单向层。
由两层或多层同种或不同种材料铺层层合压制而成的复合材料板材称为层合板。
复合材料层压结构件的基本单元正是这种按各种不同铺层设计要素组成的层合板。
本章主要介绍由高性能连续纤维与树脂基体材料构成的层合结构和夹层结构设计的基本原理和方法,也介绍复合材料结构在导弹结构中的应用。
一、层合板及其表示方法(1) 铺层及其方向的表示?铺层是层合板的基本结构单元,其厚度很薄,通常约为~。
铺层中增强纤维的方向或织物径向纤维方向为材料的主方向(1向:即纵向);垂直于增强纤维方向或织物的纬向纤维方向为材料的另一个主方向(2向:即横向)。
1—2坐标系为材料的主坐标系,又称正轴坐标系,x-y坐标系为设计参考坐标系,如图所示。
铺层是有方向性的。
铺层的方向用纤维的铺向角(铺层角)θ表示。
所谓铺向角(铺层角)就是铺层的纵向与层合板参考坐标X轴之间的夹角,由X轴到纤维纵向逆时针旋转为正。
参考坐标系X-Y与材料主方向重合则为正轴坐标系。
X-Y方向与材料主方向不重合则称偏轴坐标系,如图(b)所示。
铺层的正轴应力与偏轴应力也在图中标明。
(2)层合板的表示方法?为了满足设计、制造和力学性能分析的需要,必须简明地表示出层合板中各铺层的方向和层合顺序,故对层合板规定了明确的表示方法,如表所示。
二、单层复合材料的力学性能单层的力学性能是复合材料的基本力学性能,即材料工程常数。
由于单层很薄,一般仅考虑单层的面内力学性能,故假设为平面应力状态。
单层在材料主轴坐标系中通常是正交各向异性材料,在其主方向上某一点处的正应变ε1、ε2只与该点处的正应力σ1、σ2有关,而与剪应力τ12无关;同时,该点处剪应变γ12也仅与剪应力τ12有关,而与正应力无关。
材料工程常数共9个:纵向和横向弹性模量Ε1和Ε2、主泊松比ν12、纵横剪切弹性模量G12,共四个弹性常数;还有纵向拉伸和压缩强度X1、X2,横向拉伸与压缩强度Y1、Y2,纵横剪切强度S共五个强度参数。
复合材料铺层厚度和角度设计
复合材料铺层厚度和角度设计
复合材料铺层厚度和角度的设计需要考虑以下几个方面:
1.总层数:产品总厚度h=n1h1+n2h2+n3h3,其中n1,
n2,n3为对应材料的层数,h1,h2,h3为材料固化后的单层厚度。
2.铺层角度:常用的标准铺层角度为0°、45°、-45°
和90°,合理的铺层角度可优化局部件的力学性能以及其它性能。
除纵横剪切强度试样外,只在有特殊需求时采用任意铺层角度铺层,且所用铺层角种类应尽可能少。
3.堆叠顺序:为了减少固化过程中的变形,整体铺层
顺序应该在层压板结构铺层中心线两侧对称,中心线一般位于层压板的中部区域。
并且为确保均匀的铺层顺序,不同的铺层角度应该在铺层顺序中均匀分布。
复合材料铺层一般原则
复合材料铺层一般原则一.层合板设计的一般原则(1)均衡对称铺设原则除了特殊需要外,结构一般均设计成均衡对称层合板形式,以避免拉-剪、拉-弯耦合而引起固化后的翘曲变形。
如果设计需要采用非对称或非均衡铺层,应考虑工艺变形限制。
将非对称和非均衡铺层靠近中面,可减小层合板工艺变形。
(2)铺层定向原则在满足受力的情况下,铺层方向数应尽量少,以简化设计和施工的工作量。
一般多选择0°、90°和±45°等4种铺层方向。
如果需要设计成准各向同性层合板,可采用或层合板。
对于采用缠绕成形工艺制造的结构,铺层角(缠绕角)不受上述角度的限制,但一般采用缠绕角。
(3)铺层取向按承载选取原则铺层的纤维轴向应与内力的拉压方向一致,以最大限度利用纤维轴向的高性能。
具体地说,如果承受单轴向拉伸或压缩载荷,纤维铺设方向一致;如果承受双轴向拉伸或压缩载荷,纤维方向按受载方向0°、90°正交铺设;如果承受剪切载荷,纤维方向按+45°、-45°成对铺设;如果承受拉伸(或压缩)和剪切的复合载荷情况,则纤维方向应按0°、90°、+45°、-45°多向铺设。
90°方向纤维用以改善横向强度,并调节层合板的泊松比。
(4)铺设顺序原则主要从三方面考虑:应使各定向单层尽量沿层合板厚度均匀分布,避免将同一铺层角的铺层集中放置。
如果不得不使用时,一般不超过4层,以减少两种定向层的开裂和边缘分层。
如果层合板中含有±45°层、0°层和90°层,应尽量在+45°层和-45°层之间用0°层或90°层隔开,在0°层和90°层之间用+45°层或-45°层隔开,并应避免将90°层成组铺放,以降低层间应力。
对于暴露在外的层合板,在表面铺设织物或±45°层,将具有较好的使用维护性,也可以改善层合板和压缩和抗冲击性能。
复合材料铺层和缠绕工艺
复合材料铺层和缠绕工艺
复合材料铺层和缠绕工艺是制造复合材料制品的两种常见工艺方法。
复合材料铺层是一种通过将预浸料按照设定的铺层厚度和顺序铺设在模具上,然后进行热压或冷压成型的方法。
这种工艺主要适用于生产薄板或中等厚度的板材,特别适合用于制备层数较多、厚度较小的多层叠层制品。
优点是可以在一定程度上控制产品的外观和质量,且生产效率较高。
但同时,这种工艺对设备依赖程度高,成本相对较高。
复合材料缠绕工艺是一种利用专门的缠绕设备将连续纤维或布带浸渍树脂胶液后连续、均匀且有规律地缠绕在芯模或内衬上,然后在一定温度环境下使之固化,成为一定形状制品的复合材料成型方法。
根据使用的纤维和工艺方法的不同,可以分为干法缠绕和湿法缠绕两种。
干法缠绕工艺通常用于产品性能要求高的领域,如航空航天领域。
湿法缠绕工艺则被广泛应用于生产大多数缠绕产品。
以上内容仅供参考,如需更多信息,建议查阅复合材料相关书籍或咨询复合材料领域专业人士。
lsdyna复合材料铺层定义

lsdyna复合材料铺层定义1.引言在工程领域中,复合材料广泛应用于各种结构和部件中,以提供更好的性能和轻量化的设计。
为了准确描述和模拟复合材料在力学行为和应力分析方面的性能,需要定义复合材料的铺层结构。
本文将介绍如何在l s dy na中定义复合材料的铺层结构。
2. ls dyna复合材料铺层定义流程l s dy na是一种广泛用于有限元分析的软件工具,它允许我们对复合材料进行详细的建模和分析。
下面将详细介绍在ls dy na中定义复合材料铺层的步骤。
2.1创建材料定义文件首先,我们需要创建一个材料定义文件,其中包含复合材料的层厚度、材料属性等信息。
这个文件是ls dy na中定义复合材料铺层的基础。
2.2定义铺层结构在材料定义文件中,我们可以按照需要定义不同层的厚度、材料属性和层间粘结性能。
通过控制每层的材料属性和顺序,我们可以模拟复合材料在力学行为上的性能。
2.3模拟加载条件接下来,我们需要定义加载条件,在l sdy n a中模拟复合材料的加载过程。
这包括定义施加在复合材料上的载荷和边界条件,以及模拟实际使用环境中的温度和湿度等因素。
2.4运行仿真分析一切准备就绪后,我们可以运行l sd yn a的仿真分析来模拟复合材料的行为。
根据定义的材料属性、层厚度和加载条件,l sd yn a将计算复合材料在不同加载情况下的应力、变形和破坏行为。
3. ls dyna复合材料铺层定义的应用l s dy na的复合材料铺层定义广泛应用于航空航天、汽车、船舶和建筑等领域中。
通过准确描述复合材料的铺层结构,可以帮助工程师分析和优化复合材料结构的性能。
在航空航天领域,ls d yn a的复合材料铺层定义可以用于飞机结构的设计和分析。
通过模拟不同的载荷情况和材料特性,可以评估飞机复合材料结构的强度和刚度,从而提高设计效率和飞行安全性。
在汽车领域,复合材料的应用越来越广泛。
通过l sd yn a的复合材料铺层定义,可以分析汽车车身和零部件的刚度、轻量化设计和碰撞安全等方面的性能,为汽车制造商提供更好的产品设计和改进方向。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
复合材料铺层
复合材料是由两种或两种以上不同性质的材料经过一定的工艺方法组合在一起形成的材料。
铺层则是复合材料中的一种常见工艺方法,即将两种不同材料按照一定的规律堆叠在一起形成一层。
铺层的目的是通过材料的不同组合来获得更优越的性能。
铺层有多种不同的方式和形式,下面介绍几种常见的铺层方法。
1. 随机铺层:随机铺层是指将不同材料的纤维或片材随机分层堆叠在一起。
这种铺层方法简单易行,对于一些要求不高的应用具有一定的适用性。
然而,由于铺层是随机的,因此复合材料的性能也相对不稳定。
2. 同方向铺层:同方向铺层是指将不同材料的纤维或片材按照相同的方向堆叠在一起。
这种铺层方法可以获得较高的强度和刚度。
但是,由于纤维或片材仅在一个方向上排列,因此在其他方向上的性能较差。
3. 双向铺层:双向铺层是指将不同材料的纤维或片材按照两个方向(通常为纵向和横向)交替堆叠在一起。
这种铺层方法可以使复合材料在各个方向上具有相对均衡的性能。
4. 多向铺层:多向铺层是指将不同材料的纤维或片材按照多个方向堆叠在一起。
这种铺层方法可以得到更加复杂的复合材料结构,具有更多的性能优点。
然而,多向铺层的工艺要求较高,成本也较高。
铺层工艺的选择通常取决于具体的应用需求。
不同的铺层方法可以用来强化不同的方面,例如强度、刚度、韧性等。
此外,在铺层的过程中,还可以加入一些其他的元素,如填充剂、增强纤维等,以进一步改善复合材料的性能。
在工程实践中,铺层是一种常见且有效的方法来设计和制造复合材料。
通过选择合适的铺层方法和优化材料组合,可以获得理想的复合材料性能,满足不同领域的需求。