紧固件类检验标准
紧固件验收检查标准解析 (重点美制)

第三次变更! 在 2011 年美国 ASME 又取消了原来七个紧固件质量验收的系列标准,提出了 ASME B18.18:
3
2011《紧固件质量保证》新标准,将原七个标准合并成为一个独立的标准,使抽样验收标准程序 和规则更简捷、明了、方便使用。
图 2 国际上二大流派的验收检查标准体系
2.米制紧固件抽样检验标准
1
2.1 德国及国际紧固件验收检查标准
德国紧固件产品和基础技术条件(DIN)标准的种类是比较齐全、规范,在国际贸易上比较 流行,尤其是在欧洲市场的国际贸易中已被广泛地采纳,有一定的影响力和市场占有力,至今 DIN 标准几乎是一统国际米制紧固件市场的标准。所以谈出口紧固件的技术标准,必须要讲 DIN 标准。
日本在 2003 年在紧固件验收检查标准又等同采用 ISO 3269 标准,制定了 JIS B1091:2003 《紧固件验收检查》,从此改变了日本没有国家紧固件抽样检验标准的历史。 2.3.英国紧固件验收检查标准
英国在 1985 年提出 BS 6587-1985《紧固件抽样检查》标准,在 2001 年又等同采用 ISO 3269 标准,制定英国、欧洲共体和国际 BS EN ISO 3269:2001《紧固件 接收检验》的协调标准。 2.4.米制紧固件抽样检验标准
表 1 米制抽样检验系列标准
国别 德国 国际 英国 英国
标准
标准名称
DIN 267/T5:1988 《紧固件交货技术条件―接收检验》
ISO 3269:2000
《紧固件 接收检验》
BS 6587:1985
《紧固件 抽样检验》
普通紧固件连接工程质量标准及检验方法
观察或小锤敲击检查
检查Байду номын сангаас验报告
3
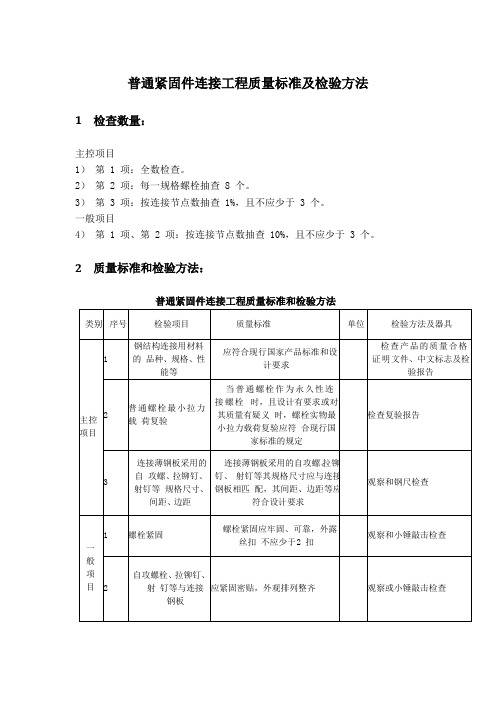
连接薄钢板采用的自 攻螺、拉铆钉、射钉等 规格尺寸、间距、边距
连接薄钢板采用的自攻螺、拉铆钉、射钉等其规格尺寸应与连接钢板相匹配,其间距、边距等应符合设计要求
观察和钢尺检查
一 般 项 目
1
螺栓紧固
螺栓紧固应牢固、可靠,外露丝扣不应少于2扣
观察和小锤敲击检查
2
自攻螺栓、拉铆钉、射 钉等与连接钢板
普通紧固件连接工程质量标准及检验方法
1
主控项目
1) 第 1 项:全数检查。
2) 第 2 项:每一规格螺栓抽查 8 个。
3) 第 3 项:按连接节点数抽查 1%,且不应少于 3 个。
一般项目
4) 第 1 项、第 2 项:按连接节点数抽查 10%,且不应少于 3 个。
2
普通紧固件连接工程质量标准和检验方法
类别
序号
检验项目
质量标准
单位
检验方法及器具
主控项目
1
钢结构连接用材料的 品种、规格、性能等
应符合现行国家产品标准和设计要求
检查产品的质量合格证明文件、中文标志及检验报告
2
普通螺栓最小拉力载 荷复验
当普通螺栓作为永久性连接螺栓时,且设计有要求或对其质量有疑义 时,螺栓实物最小拉力载荷复验应符合现行国家标准的规定
紧固件验收规范

紧固件验收规范1.验收目的为保证我公司外购紧固件符合技术要求,满足整机装配的需求,最终生产出合格的产品,对外购紧固件进行质量控制,根据GB/T90.1-2002《紧固件验收检查》,制定本规范。
2.适用范围本规范为通用规范,主要适用于各种外购的紧固件,并包括客户财产,如螺栓、螺钉、螺柱和螺母,以及平垫圈、销、盲铆钉等等。
其他紧固件,没有相应的专用验收规范的,可以参照本规范执行。
否则,按照相应的专用验收规范执行。
3.验收规则3.1 紧固件必须有发货清单、产品合格证、质量检验报告、第三方材质、机械性能等报告,非标准紧固件还必须有图纸,有批次号的还必须核对批次号,否则拒绝验收。
3.2 对于高强度螺栓需出具产品经100%目视检查和100%磁粉检验或其他无损检验的报告否则拒绝验收3.3 紧固件的验收,在没有特殊规定的情况下,采取抽样检验的原则。
3.4 所有紧固件的入库检验由入库检验员负责,拉力试验、磁粉探伤等项目由其委托理化中心实施。
3.5 表面质量检验采用目测检验。
4.检验项目4.1 所有紧固件型号必须与交检清单提供的型号相符。
4.2 表面质量4.2.1紧固件表面无裂缝、裂纹、凹痕、切痕、皱纹、损伤,以及锈蚀、毛刺、磕碰伤等缺陷,具体可以参照GB/T5779.1-2000《紧固件表面缺陷螺栓、螺钉和螺柱一般要求》及GB/T5779.3-2000《紧固件表面缺陷螺栓、螺钉和螺柱特殊要求》。
4.2.2 交检过程中只要发现有一件裂纹,则该批次做退回处理。
4.2.3 紧固件表面电镀层或氧化层应均匀致密、完整光亮无色差。
4.2.4 紧固件的标志与包装按照GB/T90.2-2002《紧固件标志与包装》执行,标记方法按照GB/T1237-2000《紧固件标记方法》进行标记。
4.2.5紧表面质量检查采用抽样检验的方法,按照公司文件《抽样方案、判定准则ZG/NGC8.2.4-04》中规定的抽样检验用表加严检验方案实施。
4.3 尺寸特性4.3.1 紧固件的各部分尺寸应符合图纸或相应的国家标准。
紧固件 硬度检验标准(新)

序号
大类
螺钉 螺钉 螺钉 螺钉 螺钉 螺钉 螺钉 螺钉 螺钉 螺钉
螺栓 螺栓 螺栓 螺栓 螺栓 螺栓 螺栓 螺栓 螺栓 螺栓
标准号
标准件硬度标准
基本信息 名称
材质
硬度
热处理 洛氏HRC 布氏 HB 维氏 HV
方式
> ≤ 制造型式 等级
min max min max min max
备注
Q235 10B21 10B21 10B21 10B21
8.8 淬火
8.8 调质 28 38
8.8 调质 32 40
调质 A B
140 200 200 300 300 400 392 513 参见 GB94.1-2008
标准件标准手册 临工 临工 临工
碳素钢 Q195/Q215/Q235 420 560
螺柱 螺柱 螺柱 螺柱 螺柱 螺柱 螺柱 螺柱 螺柱 螺柱
35# 35# 40Cr 40Cr 40Cr
1.5 16
3.6 4.6 4.8 5.6 5.8 6.8 8.8 9.8 10.9 12.9
90 209 95 220 114 209 120 220 124 209 130 220 147 209 155 220 152 209 160 220 181 238 190 250 24 32 238 304 250 320 28 37 276 342 290 360 32 39 304 361 320 380 39 44 366 414 385 435
螺母 螺母 螺母 螺母 螺母 螺母 螺母 螺母 螺母 螺母 螺母 圆螺母 圆螺母
35#/45#
16 39 1.5 16 16 39 1.5 16 16 39
1.5 16 16 39
常用紧固件国标汇总

常用紧固件国标汇总紧固件是指用于将两个或多个部件连接在一起的零件,广泛应用于各个领域。
常用的紧固件多种多样,根据不同的连接方式和用途,国际上制定了一系列的标准和规范,以确保紧固件的质量和可靠性。
以下是常用的紧固件国标汇总:1.GB/T3098.1-2024机械产品用六角螺母该标准规定了机械产品用的六角螺母的型号、名称、材料、尺寸、要求、试验方法、检验规则和标志。
六角螺母是常用的紧固件之一,广泛应用于机械和设备的组装和维修中。
2.GB/T5782-2024常规螺纹拉壮性十字槽螺钉该标准规定了常规螺纹拉壮性十字槽螺钉的型号、名称、材料、尺寸、要求、试验方法、检验规则和标志。
十字槽螺钉是一种常用的紧固件,适用于金属和非金属材料的连接。
3.GB/T818-2000螺钉尺寸及限制偏差该标准规定了各种类型的螺钉的尺寸和限制偏差。
螺钉是常见的紧固件之一,包括螺杆、螺旋和螺母。
合理选择螺钉的尺寸和偏差可以确保紧固件的质量和连接效果。
4.GB/T3098.2-2024机械产品用六角螺栓该标准规定了机械产品用的六角螺栓的型号、名称、材料、尺寸、要求、试验方法、检验规则和标志。
六角螺栓是常用的紧固件之一,用于机械和设备的组装和固定。
5.GB/T68.3-2024钢结构用扭碟形弹簧垫圈该标准规定了钢结构用扭碟形弹簧垫圈的型号、名称、材料、尺寸、要求、试验方法、检验规则和标志。
扭碟形弹簧垫圈是一种常见的紧固件,用于增加螺栓连接的强度和稳定性。
6. GB/T 9-2000 公称直径<=36mm的不锈钢螺纹筋该标准规定了公称直径不大于36mm的不锈钢螺纹筋的型号、名称、材料、尺寸、要求、试验方法、检验规则和标志。
不锈钢螺纹筋作为紧固件,广泛应用于建筑和结构工程中。
7.GB/T16.6-2024钢铁产品公称度量尺该标准规定了用于测量钢铁产品的公称度量尺的尺寸、真实度、偏差、设备要求和检验规则。
公称度量尺是常用的测量工具,用于确定紧固件的尺寸和质量。
紧固件的性能检验

紧固件的性能检验紧固件的性能检验项目包括:尺寸,化学成分,无损检测,机械性能包括螺栓连接副扭矩系数、紧固轴力(预紧力和拧紧扭矩)、拉伸(屈服强度、抗拉强度)、硬度等性能,钢结构紧固件力学性能检测(抗滑移系数、轴力)等。
钢结构连接用螺栓性能等级分 3.6、4.6、4.8、5.6、6.8、8.8、9.8、10.9、12.9等10余个等级,其中8.8级及以上螺栓材质为低碳合金钢或中碳钢并经热处理(淬火、回火),通称为高强度螺栓,其余通称为普通螺栓。
连接摩擦面的抗滑移系数是钢结构高强度螺栓连接设计的重要技术参数,施工组装完成后,连接摩擦面的实际抗滑移系数是否满足设计要求是保证钢结构使用安全的关键。
因此加强对高强度螺栓连接摩擦面的抗滑移系数的检验,是非常必要的。
抗滑移试验由设计提要求,制造厂制作试件,分别在制造厂与工程现场进行试验和复验。
关于紧固件的检验项目详情如下:.紧固件验收时必须有发货清单、产品合格证、质量检验报告、第三方材质、机械性能等报告,非标准紧固件还必须有图纸,有批次号的还必须核对批次号。
二.对于咼强度螺栓供货商需出具产品目视检查和磁粉检验或其他无损检验的报告三.所有紧固件的机械性能检验由入库检验员负责外委第三方检测。
紧固件力学性能指标有:强度、硬度、塑性、脱碳等。
1、强度指标主要有:抗拉强度S b、屈服点S S、和保证应力Sp。
抗拉强度S b是螺栓在破坏之前,或破坏同时能承受最大的力2、硬度是材料抵抗磨损和压入的能力的量度,螺栓入库理化检验时需要进行硬度和拉力试验,因该俩项检查均为破坏性检验,根据标准不能继续使用。
3、伸长率是材料在破坏之前的变形能力。
是一个塑性指标。
伸长率标准试样,公制紧固件标准试样取 5X do ,即S 5,美制机加工标准试样为2〃即4倍直径。
不能互换。
4、高强度螺栓(10.9级和12.9级)应按照同炉、同材料、同工艺为批,对产品进行标识,对同一批次随机抽取8件进行硬度试验。
紧固件类检验标准
第0次修改第1页共2页
1、目的
为了规范紧固件产品检验作业,避免不合格物料流入生产,确保产品质量,特制订本标准。
2、范围
适用本公司外购的所有紧固件及相应配件产品。
3、检验标准
3.1外观检验
3.1.1表面光洁,不得有杂物、油污及污垢。
3.1.2表层涂镀产品需色泽一致,同一批配套产品不能有两种颜色同时存在,并且不能有漏镀现象。
不允许有锈迹、沙眼、裂痕、损伤等缺陷。
3.1.3螺纹清晰、连续、均匀,牙顶处粗细一致。
不允许有烂牙、断裂、光杆等缺陷。
3.1.4压机、背板螺钉须焊接凸点均匀,底端厚度一致。
不允许有焊接凸点大小、高低不一致,底端
厚度不均等不良现象。
3.2结构尺寸检验
3.2.1外形尺寸,安装长度尺寸,直经及螺距,螺纹公称,旋合方向,垫圈厚度,焊接凸点高度等参
数均应符合图纸或封样要求。
3.2.2对螺钉、压机螺钉、螺栓、螺母、平垫圈、弹垫圈、铆螺母等的试装须每批进行。
3.3检验方法和器具
3.3.1目测法
3.3.2结构尺寸检验以测量法为主,辅以实际试装。
3.3.3卡尺、卷尺、千分尺以及相关辅助检测器具。
3.4抽检方案及检查水平
3.4.1以件或套为单位的计数抽样。
第0次修改第2页共2页
3.4.2按GB/T2828.1-2003中外观以正常一次抽样,检查水平Ⅱ级,AQL=2.5执行。
结构以正常一次
抽样,检查水平Ⅲ级,AQL=1.0执行。
见下表。
最新标准紧固件生产质量检验规范及新工艺管理实用手册

最新标准紧固件生产质量检验规范及新工艺管理实用手册第二篇标准紧固件产品质量检验螺栓一、螺栓综述1.螺栓的尺寸代号与标注(cB/15276—1985)2.六角产品的对边宽度(GB厂13104—1982)3.标准系列六角头螺栓的对边宽度和头部高度的极限值(GB/I5782—2000、GB厂r5783—2000)4.普通螺栓的螺纹长度(GB厂13106—1982)二、螺栓的尺寸1.c级六角头螺栓(GB/I5780—2000)2.c级全螺纹六角头螺栓(GB厂r5781—2000)3.六角头螺栓(GB厂r5782—2000)三、螺栓的重量1.B级细杆六角头螺栓(适用于GB/15784—1986)2.A和级六角头头部带槽螺栓(适用于Gl/1291—1988)3.十字憎凹穴六角头螺栓(适用于GB/rf西.2—19~08)、螺柱一、螺柱综述1.螺柱的尺寸代号与标注(GB/rF5276—1985)2.螺柱的有关结构尺寸3.螺柱的种类蔺介4.螺柱的用途简述二、螺柱的尺寸1.双头螺柱(bnl=l(1)(cI{厂1897—1988)2.双头螺柱(bnl=1.25d)(GB/1898—1988)3.双头螺柱(bm=1.5d)(GB/T899—1988)三、螺柱的重量1.双头螺柱(bm=ld)(适用于cB厂I897一1988)2.双头螺柱(bnl=1.25d)(适用于GB厂1898—1988)3.双头螺柱(bm=1.5d)(适用于GB厂11899—1988)、螺钉一、螺钉综述1.螺钉的尺寸代号与标注(GB厂r5276—1985)2.螺钉用十字槽(GB厂1944.1—1985)3.螺钉(和螺栓)用内六角花形(GB厂16188—2000)二、螺钉的尺寸1.开槽圆柱头螺钉(cB/I65—2000)2开槽盘头螺钉(cB厂F67—2000)3.开槽沉头螺钉(c13厂168~2000)三、螺钉的重量1.开槽圆柱头螺钉(适用于GB /1砸一2000)2.开槽盘头螺钉(适用于GIj/167—2000)3.开槽沉头螺钉(适用于GB/168—2000)4.开槽半沉头螺钉(适用于GB/F69-一2000)、螺母一、螺母综述1.螺母的尺寸代号与标注(GB/15276-一1985)2.粗牙螺纹螺母的机械性能(G13/13098.2—2000)3.细牙螺纹螺母的机械性能(GB/13098.4—2000)二、螺母的尺寸1.c级六角螺母(GI/l4l一2000)2.1型六角螺母(GB/l6170一2000)3.细牙l型六角螺母(GB/r617l一2000)4.2型六角螺母(GB/116175—2000)三、螺母的重量1.小六角特扁细牙螺母(适用于G13/1808—1988)2.六角厚螺母(适用于GB/I56—1988)3.球面六角螺母(适用于GB/I804—1988)、自攻螺钉一、自攻螺钉综述1.自攻螺钉的尺寸代号与标注2.自攻螺钉用螺纹(cB厂I5280—1985)3.沉头和半沉头自攻螺钉用沉孔的有关结构尺寸(GB厂n52.2—1988)二、自攻螺钉的尺寸1.开槽盘头自攻螺钉(GB厂15282—1985)2.开槽沉头自攻螺钉(cB/15283—1985)3.开槽半沉头自攻螺钉(cB厂I5284—1985)三、自攻螺钉的重量1.开槽盘头自攻螺钉(适用于GB/15282—1985)2.开槽沉头自攻螺钉(适用于GB/15283—1985)3.开槽半沉头自攻螺钉(适用于GB厂5284—1985)4.十字槽盘头自攻螺钉(适用于cB/I845—1985)、木螺钉一、木螺钉综述1.木螺钉的尺寸代号与标注2.沉头和半沉头木螺钉用沉孔尺寸(GB /11显2—1988)3.木螺钉的技术条件(cB/1922—1986)二、木螺钉的尺寸1.开槽圆头木螺钉的有关结构尺寸(G13僻1986)2.开槽沉头木螺钉的有关结构尺寸(Gln0D一1986)3.开槽半沉头木螺钉的有关结闯尺寸(GⅣ1101—1986)三、木螺钉的重量1.开槽圆头木螺钉(适用于cI199-一1986)2.开槽沉头木螺钉(适用于GI/r1130—1986)3.开槽半沉头木螺钉(适用于GB/1101—1986)、垫圈一、垫圈综述1.垫圈的尺寸代号与标注GⅣ15286-一1986)3.平垫圈的机械性能和表面处理4.弹簧垫圈的技术条件(GB/IW.1—1987)二、垫圈的尺寸1.A级小垫圈(GⅣ1848—1985、)2.A级平垫圈(GI{/1971—1985)3 7A级倒角型平垫圈(cB/1972—1985)三、垫圈的重量1.A级小垫圈(适用于cB/848—1985)2.A级平垫圈(适用于GB/1971—1985)3.A级倒角型平垫圈(适用于Gll197.2—1985)、挡圈一、挡圈综述1.当圈的尺寸代号与标注.弹性挡圈的技术条件(GB/1959.1—1986)3.钢丝挡圈的技术条件(GB/1959.2—1986)二、挡圈的尺寸1.A型孔用弹性挡圈(GB厂1893.1—1986)2.B型孔用弹性挡圈(GB厂I893.2—1986)3.A型轴用弹性挡圈(GB厂1894.1—1986)三、挡圈的重量1.A型孔用弹性挡圈(适用于GB/T893.1—1986)2.B型孔用弹性挡圈(适用于GB/I893.2一t986)3.A型轴用弹性挡圈(适用于GB/T894.1—1986)、销一、销的综述1.销的尺寸代号与标注2.开口销的技术条件(GB/119l一2000)3.销的技术条件(GB厂r121—1986)二、销的尺寸1.开口销(GB/19l一2000)2.不淬硬锈邢奥氏体不锈钢圆I赫肖(GB/n19.1—2f130)3.淬硬钢和马氏体不锈钢圆柱销(GB厂119.卜2000)4.不淬硬钢和奥氏体不锈钢内螺纹圆柱销(CB厂r120.1—2000)三、销的重量1.螺纹圆柱销(适用于GB/I878—1986)2.带孔销(适用于GB/I880-一1986)3.销轴(适用于GB/rI882—1986)4.开尾圆锥销(适用于GBI877—1986)、铆钉一、铆钉综述1.铆钉的尺寸代号与标注2.铆钉用通孔(GB厂r152.1—1988)3.铆钉的技术条件(GB/r116—1986)二、铆钉的尺寸1.半圆头铆钉(GB厂I867—1986)2.粗制半圆头铆钉(GB厂I863.1—1986)3.粗制小半圆头铆钉(GB/I863.2一1986)三、铆钉的重量1.半圆头铆钉(适用于GB/P867—1986)2.粗制半圆头铆钉(适用于GB/T863.1—1986)3.粗制小半圆头铆钉(适用于GB/I863.2—1986)4.平锥头铆钉(适用于GB厂I868一1986)、紧固件一组合件及连接副、焊钉无头焊钉(cB/r10432一1989)电弧螺柱焊用圆柱头焊钉(GB/T10433—2002)一、铆钉综述1.铆钉的尺寸代号与标注2.铆钉用通孔(GB厂r152.1—1988)3.铆钉的技术条件(GB/r116—1986)二、铆钉的尺寸1.半圆头铆钉(GB厂I867—1986)2.粗制半圆头铆钉(GB厂I863.1—1986)3.粗制小半圆头铆钉(GB/I863.2一1986)三、铆钉的重量1.半圆头铆钉(适用于GB/P867—1986)2.粗制半圆头铆钉(适用于GB/T863.1—1986)3.粗制小半圆头铆钉(适用于GB/I863.2—1986)4.平锥头铆钉(适用于GB厂I868一1986)第一篇标准紧固件生产技术基础知识第一章术语第二章标记和标注第三章结构要素第四章公差1.螺栓、螺钉和螺柱公差(c13厂13103l一2002)2.螺母公差(GI/13103.1—2002)3.自攻螺钉公差(GB厂13103.1—2002)第五章机械性能和工作性能1.螺栓、螺钉和螺柱(cB/13098.1—2000)2.螺母(GB厂13098.2—2000和c13/13098.4—2000)3.有效力矩型钢六角锁紧螺母(GI13098.9—2002)第六章试验及检测方法1.机械性能试验方法2.紧固件横向振动试验方法(Glj/r1043l一1989)3.螺纹紧固件轴向载荷疲劳试验方法(cIj/n3682~1992)第七章表面缺陷1.螺栓、螺钉和螺柱表面缺陷的一般要求(GB/T5779.1—2000)2.螺母表面缺陷(GB/15779.2—2000)3.螺栓、螺钉和螺柱表面缺陷的特殊要求(GB/i779.3—2000)第八章验收检查、标志与包装1.验收检查(cIj190.1—2002)2.标志与包装(GB/190.2—2002)第九章螺纹紧固件表面涂镀层1.电镀层(GB/15267.1—2002)2.非电解锌片涂层(GB/I5267.2—2002)第十章技术条件1.螺栓、螺钉、螺柱和螺母通用技术条件(GB/T16938—1997) 2.弹性垫圈技术条件(GB/rr94.1~94.3—1987)3.止动垫圈技术条件(GB厂198—1988)第二篇标准紧固件产品质量检验第一章螺栓一、螺栓综述1.螺栓的尺寸代号与标注(cB/15276—1985)2.六角产品的对边宽度(GB厂13104—1982)3.标准系列六角头螺栓的对边宽度和头部高度的极限值(GB/I5782—2000、GB厂r5783—2000)4.普通螺栓的螺纹长度(GB厂13106—1982)二、螺栓的尺寸1.c级六角头螺栓(GB/I5780—2000)2.c级全螺纹六角头螺栓(GB厂r5781—2000)3.六角头螺栓(GB厂r5782—2000)三、螺栓的重量1.B级细杆六角头螺栓(适用于GB/15784—1986)2.A和级六角头头部带槽螺栓(适用于Gl/1291—1988)3.十字憎凹穴六角头螺栓(适用于GB/rf西.2—19~08)第二章螺柱一、螺柱综述1.螺柱的尺寸代号与标注(GB/rF5276—1985)2.螺柱的有关结构尺寸3.螺柱的种类蔺介4.螺柱的用途简述二、螺柱的尺寸1.双头螺柱(bnl=l(1)(cI{厂1897—1988)2.双头螺柱(bnl=1.25d)(GB/1898—1988)3.双头螺柱(bm=1.5d)(GB/T899—1988)三、螺柱的重量1.双头螺柱(bm=ld)(适用于cB厂I897一1988)2.双头螺柱(bnl=1.25d)(适用于GB厂1898—1988)3.双头螺柱(bm=1.5d)(适用于GB厂11899—1988)第三章螺钉一、螺钉综述1.螺钉的尺寸代号与标注(GB厂r5276—1985)2.螺钉用十字槽(GB厂1944.1—1985)3.螺钉(和螺栓)用内六角花形(GB厂16188—2000)二、螺钉的尺寸1.开槽圆柱头螺钉(cB/I65—2000)2开槽盘头螺钉(cB厂F67—2000)3.开槽沉头螺钉(c13厂168~2000)三、螺钉的重量1.开槽圆柱头螺钉(适用于GB/1砸一2000)2.开槽盘头螺钉(适用于GIj/167—2000)3.开槽沉头螺钉(适用于GB/168—2000)4.开槽半沉头螺钉(适用于GB/F69-一2000)第四章螺母一、螺母综述1.螺母的尺寸代号与标注(GB/15276-一1985)2.粗牙螺纹螺母的机械性能(G13/13098.2—2000)3.细牙螺纹螺母的机械性能(GB/13098.4—2000)二、螺母的尺寸1.c级六角螺母(GI/l4l一2000)2.1型六角螺母(GB/l6170一2000)3.细牙l型六角螺母(GB/r617l一2000)4.2型六角螺母(GB/116175—2000)三、螺母的重量1.小六角特扁细牙螺母(适用于G13/1808—1988)2.六角厚螺母(适用于GB/I56—1988)3.球面六角螺母(适用于GB/I804—1988)第五章自攻螺钉一、自攻螺钉综述1.自攻螺钉的尺寸代号与标注2.自攻螺钉用螺纹(cB厂I5280—1985)3.沉头和半沉头自攻螺钉用沉孔的有关结构尺寸(GB厂n52.2—1988) 二、自攻螺钉的尺寸1.开槽盘头自攻螺钉(GB厂15282—1985)2.开槽沉头自攻螺钉(cB/15283—1985)3.开槽半沉头自攻螺钉(cB厂I5284—1985)三、自攻螺钉的重量1.开槽盘头自攻螺钉(适用于GB/15282—1985)2.开槽沉头自攻螺钉(适用于GB/15283—1985)3.开槽半沉头自攻螺钉(适用于GB厂5284—1985)4.十字槽盘头自攻螺钉(适用于cB/I845—1985)第六章木螺钉一、木螺钉综述1.木螺钉的尺寸代号与标注2.沉头和半沉头木螺钉用沉孔尺寸(GB/11显2—1988)3.木螺钉的技术条件(cB/1922—1986)二、木螺钉的尺寸1.开槽圆头木螺钉的有关结构尺寸(G13僻1986)2.开槽沉头木螺钉的有关结构尺寸(Gln0D一1986)3.开槽半沉头木螺钉的有关结闯尺寸(GⅣ1101—1986)三、木螺钉的重量1.开槽圆头木螺钉(适用于cI199-一1986)2.开槽沉头木螺钉(适用于GI/r1130—1986)3.开槽半沉头木螺钉(适用于GB/1101—1986)第七章垫圈一、垫圈综述1.垫圈的尺寸代号与标注GⅣ15286-一1986)3.平垫圈的机械性能和表面处理4.弹簧垫圈的技术条件(GB/IW.1—1987)二、垫圈的尺寸1.A级小垫圈(GⅣ1848—1985、)2.A级平垫圈(GI{/1971—1985)3 7A级倒角型平垫圈(cB/1972—1985)三、垫圈的重量1.A级小垫圈(适用于cB/848—1985)2.A级平垫圈(适用于GB/1971—1985)3.A级倒角型平垫圈(适用于Gll197.2—1985)第八章挡圈一、挡圈综述1.当圈的尺寸代号与标注:.弹性挡圈的技术条件(GB/1959.1—1986)3.钢丝挡圈的技术条件(GB/1959.2—1986)二、挡圈的尺寸1.A型孔用弹性挡圈(GB厂1893.1—1986)2.B型孔用弹性挡圈(GB厂I893.2—1986)3.A型轴用弹性挡圈(GB厂1894.1—1986)三、挡圈的重量1.A型孔用弹性挡圈(适用于GB/T893.1—1986)2.B型孔用弹性挡圈(适用于GB/I893.2一t986)3.A型轴用弹性挡圈(适用于GB/T894.1—1986)第九章销一、销的综述1.销的尺寸代号与标注2.开口销的技术条件(GB/119l一2000)3.销的技术条件(GB厂r121—1986)二、销的尺寸1.开口销(GB/19l一2000)2.不淬硬锈邢奥氏体不锈钢圆I赫肖(GB/n19.1—2f130) 3.淬硬钢和马氏体不锈钢圆柱销(GB厂119.卜2000) 4.不淬硬钢和奥氏体不锈钢内螺纹圆柱销(CB厂r120.1—2000)三、销的重量1.螺纹圆柱销(适用于GB/I878—1986)2.带孔销(适用于GB/I880-一:1986)3.销轴(适用于GB/rI882—1986)4.开尾圆锥销(适用于GBI877—1986)第十章铆钉一、铆钉综述1.铆钉的尺寸代号与标注2.铆钉用通孔(GB厂r152.1—1988)3.铆钉的技术条件(GB/r116—1986)二、铆钉的尺寸1.半圆头铆钉(GB厂I867—1986)2.粗制半圆头铆钉(GB厂I863.1—1986)3.粗制小半圆头铆钉(GB/I863.2一1986)三、铆钉的重量1.半圆头铆钉(适用于GB/P867—1986)2.粗制半圆头铆钉(适用于GB/T863.1—1986) 3.粗制小半圆头铆钉(适用于GB/I863.2—1986) 4.平锥头铆钉(适用于GB厂I868一1986)第十一章紧固件一组合件及连接副第十二章焊钉无头焊钉(cB/r10432一1989)电弧螺柱焊用圆柱头焊钉(GB/T10433—2002)第三篇新工艺管理概论第一章新工艺管理工作的意义及发展概况第二章新工艺及其管理的基本概念第三章全生命周期新工艺管理数字化系统第四章新工艺管理体系与责任制第四篇产品开发设计阶段的新工艺工作第一章生产的工艺准备第二章新工艺调查与研究第三章产品结构工艺性审查第四章零件结构的新工艺性第五章面向制造的设计技术第六章新工艺准备的计划与控制第五篇新工艺设计及其管理第一章新工艺方案和新工艺路线的设计第二章成组工艺设计第三章新工艺规程设计第四章计算机辅助新工艺过程设计第五章新工艺技术验证与工艺验证第六章数控程序编制第六篇工艺知识及其管理第一章知识与工艺知识概述第二章工艺知识分类和编码体系第三章工艺知识表达第四章=T二艺知识的存储第五章工艺知识数据仓库的优化第六章工艺知识挖掘第七章工艺知识的检索第八章工艺知识的发布第九章工艺知识管理水平评价。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
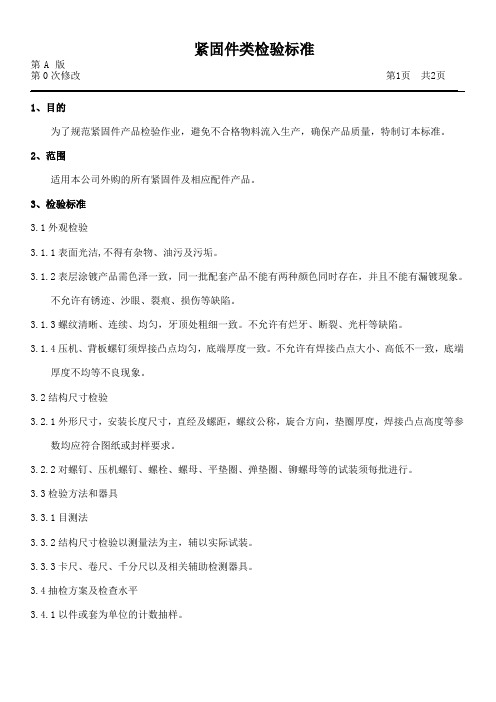
紧固件类检验标准
第 A 版
第 0 次修改第1页共2页
1、目的
为了规范紧固件产品检验作业,避免不合格物料流入生产,确保产品质量,特制订本标准。
2、范围
适用本公司外购的所有紧固件及相应配件产品。
3、检验标准
3.1 外观检验
3.1.1 表面光洁 , 不得有杂物、油污及污垢。
3.1.2 表层涂镀产品需色泽一致,同一批配套产品不能有两种颜色同时存在,并且不能有漏镀现象。
不允许有锈迹、沙眼、裂痕、损伤等缺陷。
3.1.3 螺纹清晰、连续、均匀,牙顶处粗细一致。
不允许有烂牙、断裂、光杆等缺陷。
3.1.4 压机、背板螺钉须焊接凸点均匀,底端厚度一致。
不允许有焊接凸点大小、高低不一致,底端
厚度不均等不良现象。
3.2 结构尺寸检验
3.2.1 外形尺寸,安装长度尺寸,直经及螺距,螺纹公称,旋合方向,垫圈厚度,焊接凸点高度等参
数均应符合图纸或封样要求。
3.2.2 对螺钉、压机螺钉、螺栓、螺母、平垫圈、弹垫圈、铆螺母等的试装须每批进行。
3.3 检验方法和器具
3.3.1 目测法
3.3.2 结构尺寸检验以测量法为主,辅以实际试装。
3.3.3 卡尺、卷尺、千分尺以及相关辅助检测器具。
3.4 抽检方案及检查水平
3.4.1 以件或套为单位的计数抽样。
紧固件类检验标准
第 A 版
第 0 次修改第2页共2页3.4.2 按 GB/T2828.1-2003 中外观以正常一次抽样,检查水平Ⅱ级,AQL=2.5执行。
结构以正常一次
抽样,检查水平Ⅲ级, AQL=1.0执行。
见下表
批量范围
外观检验结构检验
样本量接收数拒收数样本量接收数拒收数
2-502-8012-13
51-150******** 151-28032235012 281-50050348023 501-1200805612534 1201-32001257820056 3201-10000200101131578 10001-3500031514155001011 35001-15000050021226001415 150001-500000600212212502122。