上汽1000MW超超临界汽轮机汽封及门杆漏汽改造
超超临界1000MW空冷汽轮机的技术特点和选型

圆筒 型高 压 缸 的进 汽 端 采 取 了一 系 列 与 其 他机 型完 全 不 同 的独 特 结 构 形 式 , 阀 门、 汽 从 进 通道 、 第一 级 叶 片 的各 个 流 程 段 均 具 有 损 失 小 ,
效 率 高 的特 点 。两个 主调 门直 接 与 汽 缸 连接 , 布
从 冲 转 到额 定 转 速仅 需 5mi, 仅 运 行 操 作 简 n不
单, 汽轮 机 能快 速 通 过 临界 区 , 利 于 轴 系 的稳 有
高 效率优 势 , 是大 功 率超 超 临界 空 冷 电 厂 的最 佳
收 稿 日期 : 0 10 —6 2 1 - 6 1
定, 而且 有利 于锅 炉 及 旁路 的稳 定 运 行 ; 配 置 可
第 2 第 1期 6卷 21 0 2年 1月
点 也 淡 备
P 0W ER EQUI M ENT P
V0 _ 6 l 2 ,No 1 .
Jn 2 2 a . 01
一’’’’’’’。、 '
: 产品设计 :
‘ l l I t t t I ‘
超超 临界 1 0 0MW 空冷 汽 轮机 的技 术 特点 和选 型 0
置在 汽缸 两 侧 , 导 汽管 道 , 少 管 道 压 损 至 少 无 减
1 。高压 第一 级斜 置 静 叶级 , 道 简 捷 , 径 向 流 无 漏汽 损失 , 单流 程 , 损小 。 端 全周 进汽 加 上 第 三 个 调 门 ( 汽 阀 ) 术 提 补 技 高 了额定及 低 负荷 滑 压运 行 的压 力 , 到 了全 周 达
Absr c : ta t The pe f m a e o er ton an ant nan e, t g fc e c r or nc fop a i d m i e c he hi h efi i n y and t g ela iiy of hehi h r i b lt a 1 00 W t a s pe c ii lse 0 M ulr u r rtca t am ur n an a ur d by t t bi e m uf ct e heTur ne Pl ntofSh gha e rcPower bi a an iElcti Gen a i er ton Equ pm e i ntCo. Lt , a he t c , d. nd t e hnia e t e he i— o e ni , ha e be n r s nt d. c lf a ur s of t ar c ol d u t v e p e e e The y s e ton f he 00 M W a rc t pe elc i o t 1 0 i— oold t m t bne e sea ur i ha as s lo b en ic s e e d s u s d。 i cl i t n ud ng he d e m i to he fowi a c t t gh- nd m ed u ・ e s e c sng n t e t pe s e ton of is et r na i n oft l ng c pa iy ofishi ・a i m - sur a i s a d h y elc i t pr l ow— e s r a i pr s u e c sng. Ke ywo d ulr up c ii a r m et r t r i r s: t a s er rtc lpa a e ; u b ne;ai o i r c olng;hea on um pton;t e s lcton tc s i yp ee i
1000MW超超临界机组建设和运行情况及当前存在的主要问题
1000MW超超临界机组建设和运行情况及当前存在的主要问题周志明 戴天将 谷双魁 顾正皓 茅建波建设大容量、高参数的1000MW超超临界机组是转变电力发展方式、调整电力结构、优化电力布局的重要举措,符合国家能源产业政策,但由于单机容量较大,一旦故障跳闸可能会对电网安全运行、电力可靠供应、发电设备安全带来不利影响。
为全面掌握我省1000MW超超临界机组建设期和投产后的安全生产情况,认真总结经验和教训,日前,我办对浙江省1000MW超超临界机组安全生产情况进行了专题调研,形成了本报告。
一、浙江省1000MW超超临界机组基本情况(一)机组建设情况截止2011年底,浙江统调装机容量达到3967.9万千瓦。
其中:火电装机容量3771万千瓦,占总装机容量的95.04%;核电装机容量32万千瓦,占总装机容量的0.8%;水电装机容量164.9万千瓦,占总装机容量的4.16%。
截止2011年底,浙江省统调最高负荷5061万千瓦。
截止2011年底,浙江省共有10台1000MW超超临界机组投产并转入商业运行,占省统调装机容量的25.20%。
1、工程建设工期和总投资额浙江省已建成并投入运行的10台1000MW超超临界机组建设工期最短为22月6天,最长为40个月28天,平均为30个月2天;已竣工结算的8台1000MW超超临界机组平均每千瓦投资为0.3649万元。
详见附表1。
宁海电厂#5、#6机组受线路送出因素影响,其建设工期延长了半年左右,相对较长;嘉华电厂#7、#8机组受全省用电负荷紧张因素影响,建设工期控制的非常紧,较其它1000MW超超临界机组建设工期减少了3~4个月;宁海电厂#5、#6机组由于采用塔式锅炉、建造冷却水塔等设计,使得总投资额较其它工程增加。
2、工程项目采取的优化设计浙江省1000MW超超临界机组建设工程不断优化设计,详见附表2。
各工程均在总平面与主厂房布置、厂房内桩(地)基、给水泵系统、四大管道以及循环水系统等方面,结合工程本身特点,吸取已投产机组在建设、调试、运行中的经验教训,通过有针对性的优化设计,减小了用地面积,节省钢材及建材,降低了投资。
1000 MW超超临界机组精处理系统改造及智能化升级

1000 MW超超临界机组精处理系统改造及智能化升级
钱陈虎;拓凯;陈明;刘天涯;雷俊茹;田文华
【期刊名称】《能源科技》
【年(卷),期】2024(22)1
【摘要】某电厂2×1000 MW超超临界机组锅炉给水采用加氧处理(OT),利用西安热工研究院“火电厂高速混床运行性能诊断及优化专家系统”对精处理高速混床和再生系统进行诊断,发现运行末期泄漏离子、再生系统缺乏智能监控装置及再生酸碱用量大等问题。
应用树脂输送图像智能识别及控制仪(IRIC)和双层多孔板布水装置改造后,树脂体外再生过程实现了智能控制,树脂输送终点识别准确率100%;高速混床平均周期制水量增幅108%,出水Na+和Cl-含量均优于《火力发电机组及蒸汽动力设备水汽质量》(GB/T 12145—2016)要求,经济效益和安全效益显著。
【总页数】5页(P56-60)
【作者】钱陈虎;拓凯;陈明;刘天涯;雷俊茹;田文华
【作者单位】国能朗新明环保科技有限公司南京分公司;西安热工研究院有限公司;国家能源集团泰州发电有限公司
【正文语种】中文
【中图分类】TM621
【相关文献】
1.1000 MW超超临界燃煤机组废水处理系统优化
2.某660MW超超临界机组凝结水精处理系统运行技术
3.1000MW超超临界机组凝结水精处理系统调试问题及
处理措施4.某1000 MW超超临界机组锅炉补给水处理系统除盐方案探讨
5.1000MW超超临界机组0号高压加热器改造对机组经济性的影响
因版权原因,仅展示原文概要,查看原文内容请购买。
超超临界1000MW凝汽式汽轮机总体介绍
•调门与汽缸之间无蒸汽管道,直接 与汽缸相连。切向进汽。
•阀门与汽缸安装,采用大型螺纹连 接有利于大修拆装。
•阀门直接支撑在基础上、对汽缸附 加作用力小
•阀门布置在汽缸两侧,切向进汽, 损失小;起吊高度低。
•阀门采取小网眼、大面积的不锈钢 加强永久性滤网。其特点是过滤网 直径小,滤网刚性好,不易损坏。
采用SIEMENS成熟的单轴、HMN组合机型
H- 高压单流缸 K-高中压合缸 M- 中压双流缸 E- 中低压合缸 N- 低压双流缸 压力等级: 25~30MPa,温度 :600°C/610 °C
超超临界1000MW凝汽式汽轮机
机组纵剖面图
长 宽 高 转子带叶片 整体重量 (mm) (mm) (mm) 重量(T) (T)
6.40X4.20X4.89
主门调门
5.9X5.2X2.23
再热门调门
7.33X5.47X2.26
中压转子带叶片
6.23X1.72X1.72
中低压ቤተ መጻሕፍቲ ባይዱ通管
5.98X2.28X2.35
低压内缸上半
4.12X6.59X3.80
低压内缸下半
6.49X6.89X3.30
低压转子带叶片
8.05X4.19X4.19
超超临界1000MW凝汽式汽轮机 独特的高压第一级设计
• 第一级低反动度20%, 降低转子温度。
• 切向进汽、斜置静叶、 效率高。
• 全周进汽、无附加汽 隙激振。
• 大动静距离有利防冲 蚀。
• 滑压运行低负荷效率 高。同时大幅降低第一 级载荷,解决大功率机 组高压第一级的强度问 题。
超超临界1000MW凝汽式汽轮机
超超临界1000MW凝汽式汽轮机
1000MW汽轮机汽门阀座堆焊裂纹分析及治理
1000MW汽轮机汽门阀座堆焊裂纹分析及治理付灿平华润电力投资有限公司华中分公司湖北武汉430000摘要:汽轮机汽门阀座由于长期承受苛刻的工作环境,接触密封面常采用堆焊硬质合金司太立21的方式以增强阀座密封面耐磨性及密封效果。
本文就典型的X10CrMoVNb9材料阀座司太立合金堆焊面产生裂纹原因进行分析,提出了阀座司太立合金堆焊密封面裂纹现场升级优化处理的办法,为进一步了解和跟踪X10CrMoVNb9材料阀座司太立合金堆焊层裂纹和“脱壳”缺陷提供防范措施和技术支撑。
关键词:阀座;密封面;司太立合金;堆焊;裂纹;优化1前言随着汽轮机技术的发展,汽轮机主蒸汽室零部件承受的工作环境越来越苛刻,其中蒸汽阀汽门阀座等长期承受高速气流的冲刷、振动和阀杆头部撞击,容易在阀门接触面附近造成损坏,影响机组安全运行。
为了保证阀座的密封性,通常在阀座密封面堆焊司太立21号硬质合金,以增加阀座密封面的耐磨性、抗氧化性及抗腐蚀性。
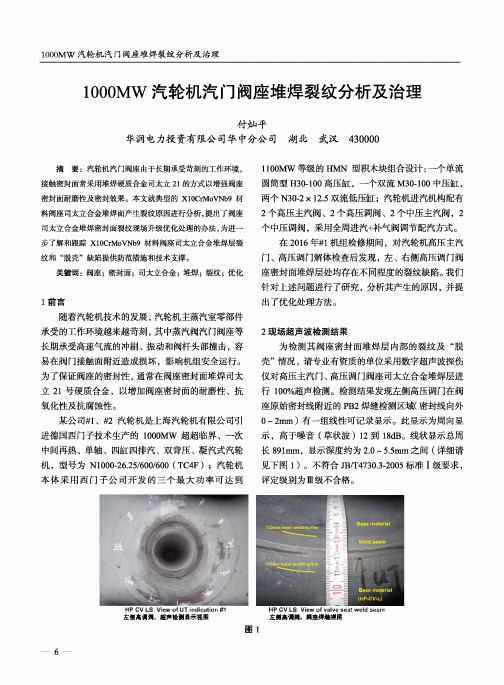
某公司#1、#2汽轮机是上海汽轮机有限公司引进德国西门子技术生产的1000MW超超临界、一次中间再热、单轴、四缸四排汽、双背压、凝汽式汽轮机,型号为N1000-26.25/600/600(TC4F);汽轮机本体采用西门子公司开发的三个最大功率可达到1100MW等级的HMN型积木块组合设计:一个单流圆筒型H30-100高压缸,一个双流M30-100中压缸,两个N30-2x12.5双流低压缸;汽轮机进汽机构配有2个高压主汽阀、2个高压调阀、2个中压主汽阀,2个中压调阀,采用全周进汽+补气阀调节配汽方式。
在2016年#1机组检修期间,对汽轮机高压主汽门、高压调门解体检査后发现,左、右侧高压调门阀座密封面堆焊层处均存在不同程度的裂纹缺陷。
我们针对上述问题进行了研究,分析其产生的原因,并提出了优化处理方法。
2现场超声波检测结果为检测其阀座密封面堆焊层内部的裂纹及“脱壳”情况,请专业有资质的单位采用数字超声波探伤仪对高压主汽门、高压调门阀座司太立合金堆焊层进行100%超声检测。
汽轮机门杆漏汽系统典型问题分析及处理
汽轮机门杆漏汽系统典型问题分析及处理王利伟,张鹏,吕蒙(华北电力科学研究院有限责任公司西安分公司,陕西西安710065)摘要:汽轮机门杆漏汽系统对机组运行的安全性和经济性有较大影响。
在介绍门杆漏汽系统的作用与结构基础上,详细阐述了门杆漏汽引起的轴封母管压力波动、上下缸温差大、真空严密性不合格、停机后轴封带压等典型问题的分析及处理方法,针对门杆漏汽接入轴封供汽母管的机组、接入相应压力等级抽汽管道的机组和接入凝汽器疏水扩容器的机组,提出了相应的建议,为大型火力发电机组门杆漏汽系统的安全运行及合理设计提供了借鉴意义。
关键词:门杆漏汽;轴封压力;上下缸温差;真空中图分类号:TM621文献标志码:A文章编号:1671-0320(2024)02-0060-040引言汽轮机门杆漏汽系统的主要作用是防止主汽阀及调节汽阀门杆处的蒸汽泄漏,同时减少热力系统工质和热量损失。
门杆漏汽系统运行不正常或设计不合理,会对机组运行的安全性和经济性产生重大影响,引起轴封母管压力波动、汽机上下缸温差大、真空严密性不合格、经济性变差等问题。
陈鑫[1]、华敏[2]、倪颖锋[3]等针对门杆漏汽接至凝汽器负压侧的机组,由于阀杆密封填料处密封效果不好导致吸入空气影响机组真空严密性的问题,介绍了不同的系统、逻辑改造方案及运行措施,并在现场成功实施;丁广超等[4]在理论上探讨了机组门杆漏汽去向不同设置方案的优缺点及可能存在的问题,提出了优化方案。
而对于实际运行和调试工作中遇到的门杆漏汽系统引起的其他问题未见文献介绍。
本文在此方面展开了讨论,为大型火力发电机组门杆漏汽系统的安全运行及合理设计提供借鉴。
1门杆漏汽简介汽轮机门杆漏汽包括高压、再热主汽门门杆漏汽,高压、再热调节门门杆漏汽;对于设计有补汽阀的机组,还包括补汽阀门杆漏汽。
为保证阀杆自由活动无卡涩,阀杆与套筒之间有一定的间隙,为防止蒸汽通过间隙泄漏,需要一定的密封结构[5-6]。
门杆结构分为3个压力部分:蒸汽腔室、漏汽腔室(门杆漏汽接口)和空气侧。
1000MW超超临界汽轮机TSI安装与调试

1000MW超超临界汽轮机TSI安装与调试摘要:汽轮机的安全监视装置(TSI)是汽轮发电机组安全高效运行的可靠保证,本文以实际案例阐述1000MW超超临界汽轮机TSI的构成和作用、安装与调试。
关键字:汽轮机;TS;安装调试;Epro;A6500-SR一、TSI系统概述汽轮机的安全监视装置(TSI)是保证汽轮发电机组安全高效运行的重要装置,连续的监测汽轮机的各项重要参数,包括转速、偏心、胀差、轴向位移、轴振、瓦振等,帮助运行人员判明汽轮机故障,并在这些故障引起严重损坏前跳闸汽轮机,保证机组安全。
并且可以在线诊断,帮助维护检修人员分析汽轮机可能的故障,帮助提出汽轮机预测维修方案,减少维修时间,提高汽轮机的可用率。
二、TSI系统硬件及软件介绍1.该1000MW超超临界汽轮机的TSI系统硬件(1)Epro传感器和前置器Epro传感器,包含电涡流传感器,电动式传感器、磁阻式传感器等等。
前置器与电涡流传感器配套使用,其包含专用的高频振荡器、跟随器、放大器、检波器和滤波器,TSI机柜为其提供24VDC供电电源,输出直流电压为间隙电压,反映转子到探头的距离远近。
(2)A6500-SR系统框架及其模块该1000MW超超临界汽轮机的安全监视装置配套的TSI主要由美国EMERSON 公司的CSI6500 ATG监视系统组成,如图1所示。
图1主机TSI机柜图通用型监测模块A6500-UM,与其它CSI-A6500-ATG监测模块配合使用时,可形成一个完整的API-670机械保护监测系统,用于监测偏心、胀差、轴向位移、轴振、瓦振、零转速、键相等等。
通讯模块A6500-CC,能够读取CSIA6500-ATG所有模块的参数,并通过ModBus-TCP/IP或ModBus-RTU(串行)将其输出,可以组态成冗余通讯模式。
热膨胀监视仪表DF9032,用于监测汽缸的热膨胀,即绝对膨胀。
CSI 6300 SIS 数字超速保护系统包含3个保护监测器和1个背板和机架。
1000MW超超临界机组汽轮机设计介绍..

1、超超临界的定义
在工程热力学中,水在临界状态点的参数是:压力22.115MPa, 温度374.15℃。在临界点以及超临界状态时,将看不见蒸发现象, 水在保持单相的情况下从液态直接变成汽态。当水蒸汽参数大于这 个临界点的参数值,则称其为超临界参数。从物理意义上讲,水的 物性只有超临界和亚临界之分。 发电厂蒸汽动力装置中汽轮机比较典型的超临界参数为 24.2MPa/566/566℃。有一种观点认为,温度566℃事实上一直 是超临界参数的准则,任何超临界新汽温度或再热汽温度超过这一 数值时也被划为超超临界参数范畴,或者称为提高参数的超临界机 组。在国外的技术资料上,Ultra Super Critical(USC)通常用来 代表这类参数的机组,中文译成超超临界,也可理解为优化的或高 效的超临界机组。
(哈汽-东芝)哈尔滨汽轮机厂通过泰州2×1000MW 超超临界项目的技术转让及合作设计制造引进了日本东 芝公司的超超临界汽轮机技术。
5、汽轮机主要热力性能参数
超超临界,一次中间再热、单轴、四缸、四排汽、双 背压、凝汽式、八级回热抽汽。THA工况的保证热耗 率不高于7400kJ/kW.h。 上汽采用26.25MPa/600℃/600℃的进汽参数 。 哈汽、东汽的进汽参数均为25MPa/600℃/600℃ 。 排汽压力(凝汽器背压)根据循环水温度经过冷端优 化决定。
随着材料与关键技术的成熟,国外目前1000MW级初压为24.1~ 31.0MPa、温度580~600℃等级一次再热的超超临界机组的设计、 制造和运行技术已经成熟,可用率可以说与亚临界机组的不分上下。 现阶段的发展主要是集中在日本和欧洲。
2、日本超超临界机组的发展 日本发展超临界机组起步较晚,但发展速度很快,收效 显著。日本对超超临界火电机组的研究始于八十年代初, 由于借鉴了欧美国家的成功经验及失败教训,走了一条 引进、消化、模仿、材料研究优先的路子,取得了巨大 的成功。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
上汽1000MW超超临界汽轮机汽封及门杆漏汽改造
摘要:汽轮机汽封及门杆漏汽是汽轮机结构造成的一种漏汽损失,其泄漏量及
漏汽的回收,不仅关系汽轮机的经济运行,也关系机组的安全运行。
本文详细介
绍某电厂上汽1000MW超超临界汽轮机轴封及门杆漏汽改造,有效的解决了机组
运行过程中轴封母管压力频繁波动、阀门门杆密封外漏影响现场环境、阀门门杆
密封内漏影响机组背压的问题,具有借鉴及推广意义。
关键词:超超临界汽轮机、门杆漏汽、中压联通管、机组背压
1 前言
某电厂2×1000 MW超超临界间接空冷燃煤项目,汽轮机为上海汽轮机厂提供,型号为NJK1000-28/600/620(上汽厂内型号C192),汽轮机不设调节级,采用全
周进汽、滑压运行的方式(30%至满负荷)。
配置两个高压主汽联合汽阀、两个
中压主汽联合汽阀及一个补汽阀。
高压主汽联合汽阀位于高压缸两侧,在水平位置与高压缸用螺栓连接;两个
中压主汽联合汽阀位于中压缸两侧,在水平中心位置与中压缸用法兰连接。
高压
主汽阀、中压主汽阀阀壳内均装有永久滤网以过滤蒸汽中杂质。
补汽阀悬吊于高
压缸下,双进、双出、四通,分别从左、右高压主汽阀、高压调节汽阀之间抽汽,补入高压缸第5级后,在高压调节汽阀完全开启后,控制额外蒸汽进入高压缸以
使汽轮机在额定功率外再增加一部分输出功率,用于响应机组一次调频。
2 汽封系统简介
轴封系统为自密封系统,其压力和温度是自动控制的,为满足机组在低负荷下
轴端密封的需要,另从辅汽联箱引接一路汽源,经过减温减压装置后,送至轴封
控制站前。
因机组在高负荷下形成自密封,轴封控制站不再向轴封母管供给密封
蒸汽,轴封控制站前蒸汽温度逐渐降低。
若机组在高负荷下突然甩负荷,汽轮机
不具备形成自密封条件,为防止轴封控制站前冷蒸汽进入轴封母管,导致汽轮机
转子抱死,在轴封控制站前设置一电加热装置。
正常运行时,电加热装置能自动
控制轴封控制站前蒸汽温度保持在280~320℃。
轴封系统还设有溢流泄压装置,
可以保证汽轮机高负荷下,高压轴封漏汽量较大时,仍维持轴封母管压力在
3.5KPa附近:。
3 轴封回汽及门杆漏汽回收利用
为减少轴封及门杆漏汽损失,提高机组效率,设计将高、中、低压缸轴封外
部腔室漏汽引入轴封加热器,用于加热凝结水;将高压主汽阀门杆漏汽、高压调
节阀门杆漏汽、补汽阀门杆漏汽及高压缸轴端汽封内部腔室漏汽引接至中压联通管,然后进入中压缸继续做功,将高压缸U型密封环漏汽、高压缸密封环漏汽、
中压主汽阀门杆漏汽、中压调节阀门杆漏汽引接至凝汽器疏水扩容器。
4 运行中存在的与汽封及门杆漏汽有关的问题
机组自投运以来出现以下问题:
(1)#1机组高压调节阀门杆处,在高负荷下有一定量的蒸汽沿高压调节阀门杆外漏至空气中,一方面影响现场环境,另一方面外漏的蒸汽飘至阀门控制油管路,引
起控制油管路管路温度升高,有导致控制油加速变质风险(泄漏点如图一所示)。
图一:高调门门杆漏汽处
(2)#1机组背压超过设计值,真空严密试验长期不合格,使用氦气检漏法,查找凝
汽器负压系统漏点,发现在中压主汽阀、中压调节汽阀处有大量空气漏入凝汽器,是导致机组真空严密性试验不合格的直接原因。
(3)#2机组背压超过设定值,真空严密试验长期不合格,使用氦气检漏法,查找凝汽器负压系统漏点发现,在左侧高调门处有大量空气漏入凝汽器,怀疑高压缸U
型密封环漏汽至凝汽器管道上有裂纹出现(该处保温与汽轮机高压缸缸体保温连
在一体,缸体温度较高不具备拆保温查看条件)。
(4)机组正常运行时多次发现轴封压力大幅波动,稳定机组负荷,并将轴封进汽调门、轴封溢流调门解自动后,压力波动仍不消失。
5 改造内容
(1)将高压主汽阀门杆漏汽、高压调节汽阀门杆漏汽管道由中压联通管道改至轴封
溢流站前(该处压力较中压联通管道低),增大门杆漏汽回汽量,防止蒸汽外漏,如图二所示:
图二:改造后的门杆漏汽管道
(2)将中压主汽阀、中压调节汽阀门杆漏汽管道由凝汽器改至轴封溢流站前(该处
压力较凝汽器压力高),减小门杆漏汽回汽量,防止空气内漏,如图四所示。
(3)利用机组短暂停运机会,在高压缸U型密封环漏汽至凝汽器管道上增加一手动门,调节手动门开度,在该管道内形成正压环境,防止外界空气沿着管道裂纹进
入凝汽器。
(4)取消轴封压力取样管与轴封母管连接处的直管段,改为倾斜管段,当取样管内
出现积水时,能在重力作用下自动排出,从而保证压力测量值的准确性,如图三
所示:
图三:轴封压力取样管与轴封母管管道
6 改造效果及结论
(1)自轴封改造项目完成以后,经历近一年的的运行考验,现场未再次发生,门杆
漏汽泄漏至空气中现象,也未再次发生轴封母管压力波动现象,充分验证了改造
效果,有效的保证了机组运行安全。
(2)利用机组高负荷机会对#1机组进行真空严密性试验(真空严密性试验要求机组带80%以上额定负荷),真空下降速度由原来的A凝汽器815Pa/min、B凝汽器350Pa/min,变为A凝汽器45Pa/min、B凝汽器42Pa/min,真空严密性均达到优
秀标准。
(湿冷机组真空严密试验优秀标准值为:133Pa/min)
(3)利用机组高负荷对#2机组进行真空严密性试验,真空下降速度由原来的A凝
汽器910Pa/min、B凝汽器82Pa/min,变为A凝汽器55Pa/min、B凝汽器
45Pa/min,真空严密性均达到优秀标准。
参考文献:
[1] 上汽电气集团股份有限公司.NJK1000-28/600/620型1000MW超超临界汽
轮机运行维护说明[R].上海:上汽电气集团股份有限公司,2016。
[2]DL∕T 863-2016 汽轮机启动调试导则[S].中华人民共和国电力行业标准,备案号:56222-2016。