新版注塑QC工程图
合集下载
注塑质量控制QC工程图

附着力不合格
841温控器
外观和控制供应商的变 更,现用进口德国,附着力
附着力不合格
附着力不合格
附着力不合格
附着力试验产生偏差
176藏下饰条 /186藏下饰条 /525C冻上饰 条/双色饰条
产生烫印颗粒
不良品记录 不合格品控制程序
1下件工位光照强度是否达标(2盏40W灯泡) 2包装工位专用号与实际包装相符,数量无差 异,标识明确
检验记录
按检验与试验状态控制 检验工位按企标要求试验附着力、耐擦拭、耐
程序
水试验、耐汽油。
1.首件检验做好印刷版面的比对
IPQC检验日报表 、IPQC检验报表 、品质异常联络 书
1现场6S 2烘干工艺
每班
每班 每班 每班 每班
14 下件包装 周转车
15 检验
N/A
1、检验员对 首喷产品按照 标准检验
1现场6S 2下件区包装
2、现场环境卫
工艺
外观、附着力 外观检验标 、耐溶剂性 准、
每班
每200PCS 产品中抽 检20PCS
丝印产品检
卡尺、 尺寸、外观、 验指导书、
每200PCS
16
印刷
丝印机 色卡、 附着力、耐溶 塑胶壳类检
IPQC 产品中抽
千分尺 剂性
验标准、外
检20PCS
观检验标准
17
烘烤
烤箱
色卡、 外观、附着力 温度计 、耐溶剂性、 、酒精 温度
丝印产品检 验作业指导 书、塑胶壳 类检验标准
IPQC
每200PCS 产品中抽 检20PCS
18
外观全检 N/A
目测
外观
外观检验标
查看是否打开过 求在适当范围内
QC工程图
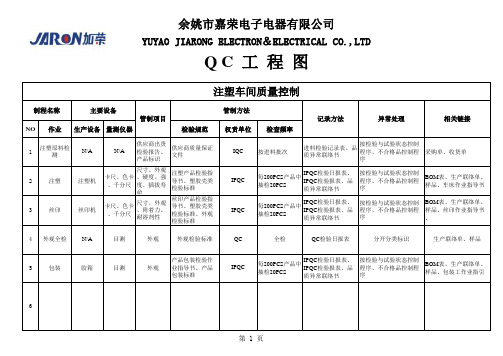
NO作业生产设备量测仪器检验规范权责单位检查频率YUYAO JIARONG ELECTRON&ELECTRICAL CO.,LTDQ C 工 程 图外观产品包装检验作业指导书、产品包装标准IPQC包装胶箱QC BOM 表、生产联络单、样品、包装工作业指引生产联络单、样品QC 检验日报表分开分类标识按检验与试验状态控制程序、不合格品控制程序IPQC 检验日报表、IPQC 检验报表、品质异常联络书每200PCS 产品中抽检20PCS全检丝印产品检验指导书、塑胶壳类检验标准、外观检验标准IPQC目测65外观检验标准3丝印丝印机卡尺、色卡、千分尺外观尺寸、外观、附着力、耐溶剂性4外观全检N/A 目测注塑产品检验指导书、塑胶壳类检验标准IPQC每200PCS 产品中抽检20PCS按检验与试验状态控制程序、不合格品控制程序BOM 表、生产联络单、样品、丝印作业指导书、IPQC 检验日报表、IPQC 检验报表、品质异常联络书按检验与试验状态控制程序、不合格品控制程序BOM 表、生产联络单、样品、车床作业指导书每200PCS 产品中抽检20PCSIPQC 检验日报表、IPQC 检验报表、品质异常联络书IQC按进料批次进料检验记录表、品质异常联络书按检验与试验状态控制程序、不合格品控制程序采购单、收货单2注塑注塑机卡尺、色卡、千分尺尺寸、外观、硬度、强度、插拔寿命1注塑原料检测N/AN/A供应商出货检验报告、产品标识供应商质量保证文件注塑车间质量控制制程名称主要设备管制项目管制方法记录方法异常处理相关链接余姚市嘉荣电子电器有限公司成品组装质量控制成品组装质量控制。
注塑QC工程图

工程名 工程号 品号 工序流程图 工程名 原材料
ZU009 IM1 注塑生产管理工程图
PAGE 更改号 编号 设 备 生产 试验测试 原材料 报检
目视 ① 包装袋的标识及包装状态. ②异物、颗粒状态.
1页 0
拟制
审核
批准
管理项目 检验点 管理点 名称
资材 规格 0505E/BK27 /UK054
作业标准
干燥基准 注塑工艺指导书 注塑工艺指导书 材料标识:ABS+PMMA HB 不合格品控制程序 设备、设施管理规定 制品检查基准书
业体工程检查成绩书
远红外温度计 ① 模具温度
② 注塑的压力、温度、时间. 目视 注塑机 模具 ③ 材料标识 ④ 生产数量、不良数量 ⑤设备点检、维护 游标卡尺/电 ⑥外观、尺寸、重量 子秤 塞尺/目视 ⑦ 型合状态 I
记录方法
担Hale Waihona Puke 者异常时 措施事项ABS+PMMA
①检验不合格返厂 资财检查基准书 检查成绩书 IQC ②厂家改善对策书 上料员 工艺员 ①联系班长 ②通报书反馈
检验
融体速率仪 ③熔融指数. X荧光光谱仪 ④六大有害物质.
材料烘干
干燥机
目视
(CTQ) 烤料时间、温度: ABS+PMMA:4小时 75—85℃
业体工程检查成绩书 作业人员
不合格报告及改善对策书
①联系班长 ②通报书反馈
设备点检、维修记录
设备人员
设备发现异常及时维修
巡检记录 型合: 0.5mm
工程巡检
调整工艺,通报书反馈 。
ZU009 IM1 注塑生产管理工程图
PAGE 更改号 编号 设 备 生产 试验测试 原材料 报检
目视 ① 包装袋的标识及包装状态. ②异物、颗粒状态.
1页 0
拟制
审核
批准
管理项目 检验点 管理点 名称
资材 规格 0505E/BK27 /UK054
作业标准
干燥基准 注塑工艺指导书 注塑工艺指导书 材料标识:ABS+PMMA HB 不合格品控制程序 设备、设施管理规定 制品检查基准书
业体工程检查成绩书
远红外温度计 ① 模具温度
② 注塑的压力、温度、时间. 目视 注塑机 模具 ③ 材料标识 ④ 生产数量、不良数量 ⑤设备点检、维护 游标卡尺/电 ⑥外观、尺寸、重量 子秤 塞尺/目视 ⑦ 型合状态 I
记录方法
担Hale Waihona Puke 者异常时 措施事项ABS+PMMA
①检验不合格返厂 资财检查基准书 检查成绩书 IQC ②厂家改善对策书 上料员 工艺员 ①联系班长 ②通报书反馈
检验
融体速率仪 ③熔融指数. X荧光光谱仪 ④六大有害物质.
材料烘干
干燥机
目视
(CTQ) 烤料时间、温度: ABS+PMMA:4小时 75—85℃
业体工程检查成绩书 作业人员
不合格报告及改善对策书
①联系班长 ②通报书反馈
设备点检、维修记录
设备人员
设备发现异常及时维修
巡检记录 型合: 0.5mm
工程巡检
调整工艺,通报书反馈 。
塑胶制品QC工程图

次/2H 20PCS/次
/量治具
/※
※
《首件检查报告》
※ 《注塑射出成型参数表》
※ 《塑胶制程检验报告》
6
丝印
/
外观/尺寸
《进料检验规范》/工程图纸
抽检
MIL-STD- 目视/样板 105E 单次II /量治具
/
※
/
《进料检验报告》 外发加工
首检
1PC
※※ ※
《首件检查报告》
7
组装
/
外观/尺寸/跌落
东莞市XXXX有限公司
塑胶制品QC工程表
产品(零件)名称: 塑胶制品
制作单位: 工程部
制作:
文件编号: WI-PD-01
制作日期: 2020/1/6
版本: A/0
核准:
生产管理
质量管理
责任人
流程图
1
2 3
流程名称
领料 配料混料
烘料
使用设备 管制项目
检验要求参照文件 管制方式 检验频率
叉车 拌料机 烘料机
※
/
※
《成品检验报告》
注:1)QA针对特殊关键工序做首检及巡检,首检时机一般为:新模新材料、修模、转换model或停产已久的旧产品模具; 2)所有测量尺寸参照工程图纸要求或试装配为依据,只针对其装配尺寸做监控测量,其中不方便测量之尺寸可用配合零件试装;
第1頁,共1頁
先进先出 物料品质状态标识 UV粉/色粉与胶料掺 和比例原料与水口
掺和比例
《产品防护与仓储管制程序 》 《生管管制程序》
BOM/作业指导书
温度/时间
《塑料件成型条件表》
自检 自检 自检
100% 100% 100%
QC工程图
抽查数量及频率
全检
控制记录
/ 表面喷涂工艺 参数记录表 喷涂产品首检确认单 产品可靠性测试报告 喷涂产品首件确认单 生产日报表
ห้องสมุดไป่ตู้测量仪器
目视 UV能量计及膜厚测 试仪、粘度计 目视 各项测量仪器 塞规 目视
检验员
操作员 IPQC 技术员 IPQC 测试QC IPQC 操作员
装夹具
每次生产 5模/次 3模/次 1模/次 全检
注塑IPQC巡检报表
目视/卡尺
IPQC
巡检
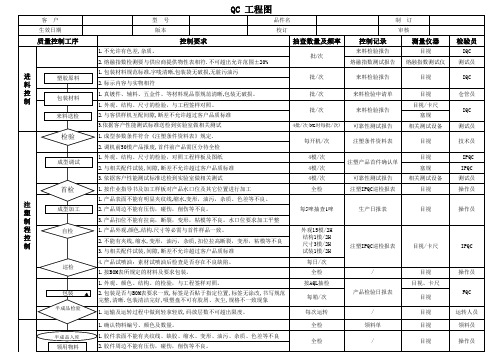
4.产品试喷油:素材试喷油后检查是否存在不良缺陷。 1.按BOM表所规定的材料及要求包装。 1.外观、颜色、结构、的检验,与工程签样对照。
/ 产品检验日报表
目视 目视、卡尺 目视 目视 目视 目视
操作员 FQC
包装
半成品检验
2.包装是否与BOM表要求一致,标签是否贴于指定位置,标签无涂改,书写规范 完整,清晰.包装清洁完好,吸塑盘不可有胶屑、灰尘,规格不一致现象 1.运输及运转过程中做到轻拿轻放,码放层数不可超出限度。 1.确认物料编号、颜色及数量。
/ 领料单 /
运转人员 领料员 操作员
半成品入库
1.胶件表面不能有夹纹线、缺胶、缩水、变形、油污、杂质、色差等不良 2.胶件周边不能有压伤,碰伤,削伤等不良。
领用物料
QC 工程图
客 户 型 号 品件名 校订 制 订 生效日期 版本 审核
质量控制工序
自检
控制要求
1.检查夹具是否有油污,披锋等不良。 2.产品装夹具不能有装反,装歪,装不到位,遮喷等不良。 1.工艺参数。参考<<表面喷涂工艺参数表记录表>>。 2.检验产品颜色是否与样板相符,并测膜厚 1.外观、颜色、结构、尺寸的检验,与工程签样对照一致。
塑胶软包装制品QC工程图

检测治具
生产控制流程
QC组长
生产治具、剪 钳
生产控制流程
全检记录表、模具清 生产管理 洁记录表、利器收发 记录表、 生产管理 生产管理 QC QC QC QC 生产管理 注塑QC巡查报告 注塑QC巡查报告 注塑QC巡查报告 模温测试记录表 注塑QC巡查报告 首件检查记录 模具清洁记录表 每2小时1次 每2小时1次 每2小时1次 每2小时1次 每次加胶料1次 每批次
塑胶软包装制品QC工程图
部品名称: 作业工序: IQC进料 担当部门: 品质部 仓 库 塑料瓶 管理要求: 胶料 按指定区域存放、标识、编号 、先进先出原则 客 户: 管理方法: 供应商化验报告 储存温度要求:18-28℃ 湿度:40%-70% 温湿度计 部品编号: 工具: 管理依据: IQC来料检查基准 仓库管理规定 执行者: IQC 仓管员 1.温湿度记录表 2.物料收发记录 1.抽查、巡查记录表 2.试装、试喷记录表 、3.模温检测记录表 温湿度记录需每 天填写1次 版本: 相关记录: 频 率:
生产控制流程
QC组长
喷枪/毛刷 干净油桶/油 勺
生产控制流程
生产管理
全检记录表、利器收 发记录表、
调油 铜版印刷 胶版印刷
生产部 生产部
BOM 样板 客/工程签办/检查基 准书
调油师 印刷组长
目视/核对
QE/QC组长
首件检查记录
印 刷 车 间
首件检查
品质部
测试 外观、颜色、印刷内容 检查 测试 目视 抽查
界油胶纸/界 界油测试指引/擦油测 刀、擦油笔 试指引 工序检查要求书/签办 各类样办/检查基准书 温湿度计 仓库管理规定
按指定区域存放、标识、先进 储存温度要求:18-28℃ 先出原则 湿度:40%-69%
注塑、冲压成型机构件产品QC工程图 模板

2.校验计划表
1.保养记录
2.校验记录
3.仪器量具管理台帐
4
毛边外理
(整修)
生产部整修领班及作业员
品质部FPQC
1.制程管制
2.整修作业标准书
制程管制
生产制造传票
生产自检
品管每隔2小时抽检
目视
电子称
卡尺
1.机台保养计划表
2.校验计划表
1.保养记录
2.校验记录
3.仪器量具管理台帐
有限公司
文件编号
核准
版本
3.成型参数
4.尺寸
5.性能
6.外观
1.模具管理条例
2.制程管制
3.生产设备保养标准
4.成型首件检测指导书
5.成型产品检查规格书
6.检测与测试标准
7.不合格品控制程序
8.纠正与预防措施程序
1.领料单
2.机台稼动表
3.不良统计表
4.制程管制表
5.成型首件检验记录表
6.成型巡检记录表
7.制程异常通知单
8.生产工令单
5.纠正与预防措施程序
6.制程管制
7.工程图纸
1.电镀检验报告
2.进料检验异常报告
3.不良统计
依AQL水准
每批抽检
6
冲压成型
生产部冲床领班及作业员
品质部IPQC
外观
性能
品名规格
数量
标签
1.FQC检验标准
2.MIL-STD-105E AQL表
3.不合格品控制程序
4.检验与测试规格书
5.纠正与预防措施程序
1.检验与测试规格书。
2.IQC检验标准。
3.MIL-STD-105E AQL表。
1.保养记录
2.校验记录
3.仪器量具管理台帐
4
毛边外理
(整修)
生产部整修领班及作业员
品质部FPQC
1.制程管制
2.整修作业标准书
制程管制
生产制造传票
生产自检
品管每隔2小时抽检
目视
电子称
卡尺
1.机台保养计划表
2.校验计划表
1.保养记录
2.校验记录
3.仪器量具管理台帐
有限公司
文件编号
核准
版本
3.成型参数
4.尺寸
5.性能
6.外观
1.模具管理条例
2.制程管制
3.生产设备保养标准
4.成型首件检测指导书
5.成型产品检查规格书
6.检测与测试标准
7.不合格品控制程序
8.纠正与预防措施程序
1.领料单
2.机台稼动表
3.不良统计表
4.制程管制表
5.成型首件检验记录表
6.成型巡检记录表
7.制程异常通知单
8.生产工令单
5.纠正与预防措施程序
6.制程管制
7.工程图纸
1.电镀检验报告
2.进料检验异常报告
3.不良统计
依AQL水准
每批抽检
6
冲压成型
生产部冲床领班及作业员
品质部IPQC
外观
性能
品名规格
数量
标签
1.FQC检验标准
2.MIL-STD-105E AQL表
3.不合格品控制程序
4.检验与测试规格书
5.纠正与预防措施程序
1.检验与测试规格书。
2.IQC检验标准。
3.MIL-STD-105E AQL表。
注塑生产工艺文件、QC工程图

生效日期 方法 抽样 数量 1次 1次 转机种 生产 频率 责任 部门
控制方法
反应措施/计划
《首件送检记录表》
通知技术员、注塑 工程师调整
2 70 首件确认
尺寸
3 4 5
组装 性能 标识 ` 外观 尺寸 组装 性能 环保检查 成型参数记 录 数量、标示 环保标示 HSF HSF 有害物质防 HSF 护 外观
注塑生产工艺文件
样件 客 户: 产品/部品名称:此客户所有系列 过程 过程名称/过程描述 号 生产的机 器/设备/ NO 编 工装 号 1 2 3 10 进料检验 4 5 6 1 20 储存 货架 2 3 1 30 领料 平台车 2 1 40 拌料 拌料机 2 1 50 烘料 烘料机 2 注塑机/模 具 1 2 烘料温度 速度 压力 《注塑烘干作业指导书》 《注塑打样总结表》 《注塑制程控制记录表》 目视检查 标识 拌料时间 烘料时间 《注塑烘干作业指导书》 追溯性 拌料配重比 《拌料作业指导书》 《真机物料需求计划表》 目视检查 电子称配比 目视检查 记时器检测 记时器检测 100% 每批次 100% 每批次 料斗警示 线 1次/2H 1次 目视检查 1次 转机种 生产 《首件送检记录表》 每批次 每桶次 每批次 每桶次 连续 连续 《注塑生产记录管控表》 通知加料员、技术 生产/品 《注塑IPQC巡检日报表》 员调整 质 通知技术员、注塑 工程师调整 生产 PMC部 《注塑原料配比记录表》 隔离,标识,通知组 长处理 生产 试生产 生产 核心小组成员 : 审核: 批准: 特性 产品 材质证明 原料尺寸 原料外观 原料流动性 有害物质含 量 原料标识 材料存储 储存环境 有害物质防 HSF 护 原料防护 HSF HSF 过程 特殊 特性 分类 产品/过程/规范/公差 《IQC来料检验规程》 《IQC来料检验规程》 《IQC来料检验规程》 《IQC来料检验规程》 《熔融指数测试仪规程》 Rosh&REACH&WEEE 《HSF管控标准》 《IQC来料检验规程》 /环保标识 《仓库管理制度》 《仓库管理制度》 环保与非环保管理区分 无原料受损 评估/测量技术 目视检查 卡尺,投影仪/目视 检查 目视检查 熔融指数测试仪 委外检测 HS测试仪 目视检查 目视检查 温湿计 目视检查 目视检查 日期: 日期: 文件编号 版 本 初版日期 升版日期 页 次
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
领班
返工 挑选 报废
自主检查表 生产日报表
1.生产过程控制程序 2.不合格品控制程序
外观、配合
目视
1次/小时
9
制程 检验
无
尺寸
1.游标卡 尺2.高度 尺3.真空 仪4.扭距 仪5.电子 天平6.目
视
IPQC
带*1次/4小时 其余1次/8小时
产品检验标准
巡检记录表
品管部 经理
返工 挑选 报废 特采
品质异常单
拒发 拒发
MAGIC换模 作业指导书
换模交接 记录表
领班
1.吹塑生产工艺单 2.MAGIC开机作业
指导书
1.吹塑生产工 艺单
领班
调整
停机 调整
记录 原料仓库 进货记录表 1.原辅材料质量 投诉表 2.特采申请单
无
模具领出入 库管制表
无
生产日报表
发 行 日 期:
版
次:A
页
次:1/2
参考文件
仓 库管理程序 物资采购程序
序 2.不合格品控制 3.纠正与预防措施控制程
仓库管理程序
制订日期
1.过程检验与试验控制程 序
2.不合格品控制程序 3.纠正与预防措施控制程
序
上海紫华容器包装有限公司
文 件 编 号:
客
户:
品
号:
流程图
序 号
工程 名称
10 包装
起始
作业
设备名称 无
管制项目
黑点、杂质、毛边、缺料、油污 、脏污、变形
颜色与样品相符、包装数量
检验设备 责任者
目视 操作工
吹塑QC工程图
抽验方式
判定 管理 方法
作业标准
100%
产品检验标准
成品 11 入库
检验
无
外观、包装无破损、包装方式正 确
目视
FQC
GB2828普通检 验水准II级
产品检验标准
12 入库 液压车
包装、品号、数量、
目视 仓管员
100%
无
出货 13 检验 14 出库
无 液压车
核对包装、品号、数量与出货 通知单是否一致
核对包装、品号、数量与出货 通知单是否一致
记录 自主检查表
品质异常单 无
品质异常单 无
客户特殊要求
制定
品管部
审核 技术部
生产部
版次 A
修改原因 首次发行
பைடு நூலகம்
发 行 日 期:
版
次:A
页
次:2/2
参考文件
1.生产过程控制程序 2.不合格品控制程序
1.最终检验与试验控制程 序
2.不合格品控制 3.纠正与预防措施控制程
仓库管理程序 1.最终检验与试验控制程
日报表
采购
拒收 实收
2
进料 检验
无
1.品号规格 2.数量 3.验证COA
目视 IQC
免检
1.采购标准 2.原料检验通则
原辅材料 品管部 拒收 检验报告 经理 特采
3 发料 液压车
1.品号规格 2.数量
磅称、目视仓管员
4
模具 领用
液压车
1.模具编号与部品是否相符2.各备 件是否齐全且配套3.模具是否干净
1.进货检验与试验控制程 序
2.特采作业指导书
仓 库管理程序
模具管理程序文件
1.生产过程控制程序 2.MAGIC换模作业标准
3.开关机操作规定 1.生产过程控制程序 2.MAGIC换模作业标准
3工艺管理程序
7
首件 检验
无
1.外观2.尺寸3.功能
1.游标卡
尺2.高度
尺3.真空
仪4.扭距 IPQC
2模
仪5.电子
且无损伤4.水路是否通畅等
目视
模管
5
架模
1.电动吊模 车
2.行车
1.水路是否正确2.各备件是否按要 求进行安装3.各螺丝是否安装到位
无
调模工
6
条件设 置
依生产工艺单项指标进行
目视 调模工
100% 无 无 无
配料工艺单
模具领出入 库管制表
1.领料单 物流部 2.发料单 主管
模具领出入 模具部 库管制表 主管
目视
GB2828普通检 OQC 验水准II级
产品检验标准
目视 仓管员
100%
无
下一 制程
异常方式
记录
负责人 处理方式
自主检查表 生产日报表
领班
返工 挑选 报废
入库检验 记录表
入库单
出货检验 记录表
出货单
品管部 经理
物流部 主管
品管部 经理
物流部 主管
返工 挑选 报废 特采
拒收
返工 挑选 报废 特采
拒发
文 件 编 号:
客
户:
品
号:
流程图
序 号
工程 名称
设备名称
1 收料 液压车
上海紫华容器包装有限公司 注塑QC工程图
起始 管制项目 1.品号规格 2.数量
作业 检验设备
责任者 磅称、目视仓管员
抽验方式 100%
判定 管理 方法
作业标准 1.BOM表 2.送货单
下一 制程
异常方式
记录
负责人 处理方式
天平6.目
视
产品检验标准
首件检验 记录表
品管部 经理
停机 调整
1.首件检验记录表 2.品质异常单
1.过程检验与试验控制程 序
2.不合格品控制程序
8
生产 过程
1.外观2.重量3.生产过程中各工 1.目视2. 操作工
艺参数
电子天平 、机长
1次/小时
1.产品检验标准 自主检查表 2.吹塑生产工艺单 生产日报表