人字闸门
颍上船闸人字门安装工艺

颍上船闸人字门安装工艺摘要:人字闸门的运行特点一般只能在静水中操作,启闭力较小,长期处于水中,检修维护较困难。
本文对人字门的安装工艺进行了详细介绍关键词:船闸人字门安装工艺1概况颍上复线船闸设计船型为500吨级兼顾1000吨级,闸室长180米、宽23米,人字门安装包括:上闸首两扇人字门及下闸首两扇人字门。
2施工程序人字门安装的基本原则是先吊装、焊接门体,再安装附件,最后进行门体调试,主要施工程序为:底枢及枕座埋件安装→门体吊装拼焊→顶枢安装→门体后继安装与调整→底坎埋件及底止水安装。
2.1埋件安装:埋件安装时以船闸中心线、人字门旋转中心和埋件枕底上的支承中心为施工测量的基准点,该基准点引接线偏差为0.5mm,并定期复测。
放样时,首先在闸室底板上确定好人字门旋转中心点,然后在闸室墙顶部靠近闸首侧任取两点并做好标记,架好经纬仪,通过经纬仪对中点与人字门旋转中心点向另一侧闸室墙顶部引两条直线,在直线上任取两点并做好标记,人字门旋转中心即在此两直线的交点上,通过这两直线可以确定枕底上的支承中心和顶枢的中心,做为现场安装和以后的复测。
2.2底枢装置安装:关键是底枢座与蘑菇头的调整定位。
底枢座必须在精确测量放样的基础上安装,二期砼浇筑前后进行复测,如偏差值超出规定,须查明原因及时处理。
蘑菇头的安装在底枢座二期混凝土浇筑后进行。
底垫梁吊装到位,注意钢梁底面置于一期埋板上,垫实并定位焊接,而后将千斤顶、楔垫块置放于钢梁上。
2.3底枢安装允许偏差见下表:2.4枕座埋件包括枕座和枕垫块,其安装位置应符合施工图样要求,并保证枕垫块与支垫块连续紧密接触。
2.5支枕垫块与枕座及门叶端板之间的调整垫层,采用高强度常温灌注和固化的环氧垫层,灌注时应有排气措施并保证密实。
2.6 顶枢拉架的安装高度应符合施工图要求。
门体安装焊接后,检查整体尺寸,对底部千斤顶精确调节,使门体状态符合规范要求后,由测量人员以交汇法测放出顶枢轴中心点,测量基准为底枢浇筑后蘑菇头顶投所确定的A、B拉架中心线。
人字门制作工艺

船闸设备制作、安装方案一、厂内制作1、审查图纸:在图纸到厂后,技术部门组织人员熟悉图纸的设计要求,核对图纸上的构件数量和安装尺寸并对图纸进行制作工艺编制。
2、人字闸门制作2.1、闸门制作执行标准闸门制作时执行以下技术规范标准,所有规范标准采用最新版本。
DL/T5018 水利水电工程钢闸门制造、安装及验收规范JTS257 水运工程质量检验标准JTJ308 船闸阀门设计规范SDJ13 水利水电工程钢闸门设计规范GB699 优质碳素结构钢技术条件GB700 碳素结构钢GB1591 低合金结构钢GB3077 合金结构钢技术条件GB4237 不锈钢热轧钢板GB11352 一般工程用铸造碳钢件GB3274 普通碳素结构钢和低合金结构钢热轧厚钢板技术条件GB5117 碳钢焊条GB5118 低合金钢焊条GB983 不锈钢焊条GB1300 焊接用钢丝GB5293 碳素钢埋弧焊用焊剂GB12470 低合金钢埋弧焊用焊剂GB8110 二氧化碳气体保护焊用钢焊丝SL36 水工金属结构焊接通用技术条件GB985 气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸GB986 埋弧焊焊缝坡口的基本形式和尺寸GB3323 钢溶化焊接接头射线照相和质量分级ZBJ74003 压力容器用钢板超声波探伤GB11345 钢焊缝手工超声波探伤方法和探伤结果的分析GB/T1231 钢结构用高强度大六角螺栓、螺母、垫圈技术条件GB3633 钢结构用扭剪型高强度螺栓连接副技术条件SL/105 水工金属结构防腐蚀规范GB8923 涂装前钢材表面腐蚀等级和除锈等级GB9793 热喷涂锌和锌合金涂层GB9794 热喷涂锌和锌合金涂层试验方法GB3181 漆膜颜色标准样本GB2299 矿山、工程起重运输机械产品涂漆和安全标志GB9286 色漆和清漆漆膜的划格试验GB3098.1-2 紧固件机械性能螺栓、螺钉和螺柱及螺母GB1800-1804 公差与配合GB1182-1184 形状与位置公差JB/ZQ4000.7 锻件通用技术条件JB/ZQ4000.5 铸件通用技术条件GB146 标准轨距铁路机车车辆界限及建筑界限GB197 普通螺纹公差GB191 包装储运图示标志GB/T13306 标牌GB4879 防锈包装2.2、准备工作2.2.1工装准备工作根据工艺要求和生产计划,调整好用于主梁、边梁和面板拼装的平台,使用前再用水准仪检测一遍。
人字闸门底枢结构改进及材料选用研究

人字闸门底枢结构改进及材料选用研究摘要:现行的国内船闸工程大多数都采用的是人字闸门为主要的工作门,这一结构非常的简单,使用条件较为优越,同时在安装技术和成本投入方面均能符合相关的标准,属于国内船闸工程的重要基础。
在实施工作中,需要根据时代发展方向和日常的使用,需要完善人字阀门底枢结构改进的重视程度,选择正确的材料,满足实际的应用标准,从而提高整体的工作效果,促进行业的不断进步和发展。
关键词:人字闸门;底枢结构;改进;材料运用在进行人字阀门底枢结构改进和材料选择时,要加强对这一结构特点的深入分析,为后续工作科学实施奠定坚实的基础。
同时还需要做好相对应的材料基础,防止出现振动和不严密的问题,影响船闸的正常运行。
相关技术人员需要从宏观性的角度认识不同结构对整个闸门的影响因素,选择正确的材料,逐渐的完善结构模式,为后续使用奠定坚实的基础。
一、人字闸门底枢结构的改进策略(一)结构分析在进行结构改进时,需要结合以往结构中暴露出来的不足,优化整体的改进模式,从而使得改进效果能够得到全面的提高。
这一结构中采取的是蘑菇头的方式,固定在成轴台上,属于半球形的金属头上部配了相对应的铜衬套,在具体应用的过程中,能够共同的承担整个结构所产生的重力,利用水平分力的作用属于重要的承重部件,并且常年运行中,水下工作情况非常的恶劣,也会产生一些突发因素影响结构本身的完整性,在具体实施的过程需要根据实际的运行要求和标准优化整体的结构模式,为后续的使用奠定坚实的基础[1]。
在进行设计方案分析时,在理想的状态下这一结构处于关闭的话,那么承受力会传到边部,而闸门在开启和关闭的过程中,水平反力和垂直反力是进入到底板中的实现受力的均匀分布,在实际计算时要按照相关的原则以及标准搭建出理想性的算法。
在实际结构使用的过程中会承受来自整个结构的压力,要根据关键的承压环节和部位选择相对应的计算公式,进行承受压力的计算,完善整体的受力模式,避免对后续使用产生一定的影响。
汉江崔家营航电枢纽工程船闸人字门安装技术

汉江崔家营航电枢纽工程船闸人字门安装技术一、概述崔家营航电枢纽工程船闸是较小型的一级船闸,闸室净宽23米,两侧各有11个浮式系船柱和3条工作爬梯,闸室两侧设有疏水廊道与闸室相连通,疏水廊道内有上下两个工作阀门,控制闸室内与上、下游的水位差,上下游工作门采用人字闸门,每扇门宽13.5米,上闸首人字门高11.3米,分三节制造,单扇门重80吨;下闸首人字门高12.6米,也分三节制造,单扇门重99吨。
门体材料为16Mn钢焊接结构。
其止水形式是在门轴柱和斜接柱三条止水工作线上布置连续支枕垫块,传递水压力兼做刚性止水,类似于葛洲坝工程2号船闸人字门。
底枢为固定式,顶枢用两根可以调节的拉杆相连,拉杆锚固在混凝土里,用万向转动式推拉杆控制人字门的启闭。
门体采用平板横梁式,主横梁按等水压布置,最小间距为1米,单扇门厚 1.5米。
门轴柱和斜接柱从中心到两侧的结构和焊缝对称布置,但迎水面和背水面由于受水压力不同,不可能对称布置,因为这种门型的特点在门宽方向是结构对称,在门厚方向,从安装焊缝的分部来看,面板是通常的连续焊缝,后翼缘焊缝既少又短,其焊缝收缩力必然不对称。
人字门的安装包括以下几个主要部分:(1)底枢轴承座埋件,枕座埋件和底枢安装。
(2)门叶吊运拼装、焊接。
(3)顶枢拉架埋件及顶枢安装调整。
(4)钢护舷安装焊接,背拉杆安装调试。
(5)承压条安装和调整。
(6)枕座和承压条浇灌环氧填料。
(7)底槛,限位块和防撞块及底止水安装。
(8)人字门启闭机的安装、调整和试验等。
(9)导卡、锁定装置、推拉杆安装及联门轴试验等。
(10)工作便桥、工作爬梯及润滑管路等附件的安装。
(11)人字门的开闭试验和密封性检查。
(12)充水试验。
二、人字门预埋件安装1、底枢埋件安装人字门底枢安装情况比较复杂,因此,对底枢的安装质量特别重视。
底枢埋件安装主要是底枢轴座的找正定位和蘑菇头中心高程的调整。
首先调整轴座中心与控制线的偏差≤1毫米。
用水平仪配合调整蘑菇头顶部高程,其偏差≤1毫米。
船闸工程中人字闸门安装施工要点浅析

船闸工程中人字闸门安装施工要点浅析发布时间:2021-04-23T09:12:06.338Z 来源:《防护工程》2021年3期作者:王帅孙代君[导读] 对现场安装施工有着较高要求,基于此,本文重点阐述了船闸工程中三角闸门安装的施工要点。
水发机电集团有限公司山东省济南市 250000摘要:对船闸施工而言,人字船闸闸门作为重要的配套件,其安装质量不仅关系到船闸的正常运行,而且关系到船闸工作的整体效果。
在此基础上,深入了解和掌握人字船闸闸门的安装方法,对船闸施工具有重要意义。
关键词:船闸人字闸门安装要点在山东省济宁市微山县韩庄镇复线船闸安装中,人字闸门以其受双向水头、利用平潮开闸加速船舶过闸等优点,成为一种常见的工作闸门型式。
人字闸门整体制作完成后,浮运至船闸施工现场安装,对现场安装施工有着较高要求,基于此,本文重点阐述了船闸工程中三角闸门安装的施工要点。
一、人字闸门概述人字闸门分为上,下闸首,共计4扇。
是由左、右各一扇液压启闭的人字闸门体构成的船闸闸门。
挡水时,作用于门扇上的水压力的合力通过转轴中心或偏心甚小,故能在有水压的情况下启闭;能承受双向水头;在船闸水头不大时,可利用门缝进行灌泄水;能封闭高而宽的孔口,动水启闭灵活。
但门扇结构的用钢量较大,闸门制造、安装及检修较复杂;门体所占空间大,增加了闸首工程量。
二、底枢承轴台、底槛、顶枢上,下拉杆安装顶,底枢是保证闸门安装、正常运作的关键,所以施工时对顶、底枢安装精度要求较高,尤其是旋转中心的准确定位。
做好上述工作后,需对底枢承轴台、底槛进行放样,并根据放样对部件进行合理定位。
放样完毕后,可进行底枢钢筋的制作及安装前的准备工作,由于在承轴台出场前已找心或蘑菇头已装配好,承轴台的中心点容易找出。
找出中心点后,就可根据中心点定位底枢承轴台及底槛和下拉杆的位置,进而根据放样位置对底枢承轴台、底槛、顶枢上,下拉杆进行安装。
其中,在安装过程中应重点控制各个部分的位置,确保各个部件的安装位置能满足实际需要,进而达到提高安装质量的目的。
人字门安装调试技术

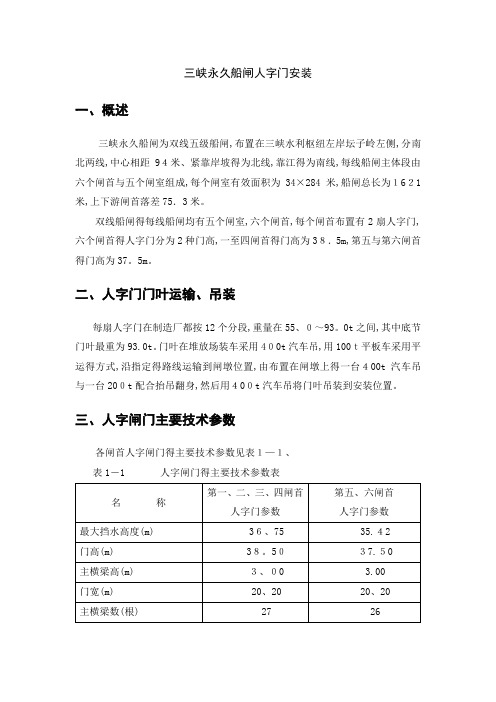
三峡永久船闸人字门安装一、概述三峡永久船闸为双线五级船闸,布置在三峡水利枢纽左岸坛子岭左侧,分南北两线,中心相距94米。
紧靠岸坡的为北线,靠江的为南线,每线船闸主体段由六个闸首与五个闸室组成,每个闸室有效面积为34×284米,船闸总长为1621米,上下游闸首落差75.3米。
双线船闸的每线船闸均有五个闸室,六个闸首,每个闸首布置有2扇人字门,六个闸首的人字门分为2种门高,一至四闸首的门高为38.5m,第五和第六闸首的门高为37.5m。
二、人字门门叶运输、吊装每扇人字门在制造厂都按12个分段,重量在55.0~93.0t之间,其中底节门叶最重为93.0t。
门叶在堆放场装车采用400t汽车吊,用100t平板车采用平运的方式,沿指定的路线运输到闸墩位置,由布置在闸墩上的一台400t汽车吊和一台200t配合抬吊翻身,然后用400t汽车吊将门叶吊装到安装位置。
三、人字闸门主要技术参数各闸首人字闸门的主要技术参数见表1-1。
表1-1 人字闸门的主要技术参数表四、人字闸门安装难点及对策三峡永久船闸人字门,具有结构尺寸大、重量大、挡水高度大,安装精度和焊接质量要求高的总体特点。
从拼焊的角度来看,有三个特点:一是门叶的平面尺寸大而厚度小,属薄壁型焊接结构,焊接变形控制难度大;二是单扇门叶由多节拼焊而成,拼焊截面多,焊接工程量大,影响焊接质量因素多,对焊接工艺实施过程控制要求严格;三是门叶为悬挂式薄板结构,变形自由度大,在要求保证焊缝质量,减少焊接变形的同时,努力将门叶的焊接应力降到最低,以减少门叶因长久运行而导致过大的时效变形。
根据上述特点和质量要求,人字门安装拼焊在与闸室中心成12度夹角位置,采取拼装一节、加固一节、焊接一节的方式进行,使每一拼焊断面上的焊缝在上节门叶处于无强制的自由状态下焊接,同时依据焊接工艺评定、以往焊接经验确定的焊接程序、预防焊接变形措施和焊缝预热、焊后消除应力等具体焊接工艺,以确保人字门安装质量。
人字门安装方案
扬州龙鑫机械有限公司安装施工方案目录一、工程概况及工程量二、施工工期计划及人员安排三、闸门安装工艺程序四、质量保证措施五、安全保证措施六、安装后的质量检验一、工程概况及工程量我公司于2015年6月承接中交一航局第四工程有限公司第四项目经理部潍坊滨海开发区白浪河船闸橡胶坝工程,为船闸闸门、底道闸门、拦污栅等,船闸孔口尺寸为15米,包括船闸上、下闸首人字门门体各一套(二扇,)每扇闸门的外形尺寸为:宽8.925米、高5。
821米.以下为具体工程量:二、施工工期计划及人员安排1、施工工期计划2、人员安排3、主要施工工具三、闸门安装工艺程序 1、闸门的验收:人字门门叶在工厂内整体制造好,由业主与制造单位协同组织,有监理单位参加,会同各有关方面对全部构件、总成、零部件等进行验收。
门叶在厂内喷铝涂漆防腐。
2、人字门安装程序3、闸门吊装1、依据施工图纸给定的尺寸、标高、土建提供的标高,计算确定埋设件设计标高,并引放到两闸室端墙上,做好永久标识,用全站仪放出埋设件位置大样、闸门的安装大样。
2、依据埋设件位置大样,闸门的安装大样、标高,搭设闸门安装底支承台,并将安装大样放置在平台上.3、用80吨汽车吊将己运输到安装位置闸门门叶用两对钢丝绳平吊,平稳的放置到闸室底板上,进行钢丝绳调整,再将闸门吊起进行空中翻转,使门叶竖立起来进行调整、定位、安装。
4、吊装注意事项①吊点设置及夹具制作、吊点位于置必须合理牢固,强度要满足起吊要求.②在闸门吊安装前,先检查钢丝绳、卸扣、挂钩及设备是否完好无损,确保设备安全。
3汽车吊必须持经技术监督部门检验合格的证件。
4吊装就位前必须进行试吊,确实符合安全要求,再吊装。
4、闸门安装前的准备1、场地布置:人字闸门装于船闸的闸首,安装量比较集中,安装场地选择在闸室内。
2、施工设备布置:按照工地施工的具体情况,布置电器设备、安装设备、吊装设备及其它设备。
3、进场道路布置:根据上、下闸首的设计部局,结合现场情况,布置运输现场道路,先上闸首后下闸首。
人字门安装调试技术
三峡永久船闸人字门安装一、概述三峡永久船闸为双线五级船闸,布置在三峡水利枢纽左岸坛子岭左侧,分南北两线,中心相距94米、紧靠岸坡得为北线,靠江得为南线,每线船闸主体段由六个闸首与五个闸室组成,每个闸室有效面积为34×284米,船闸总长为1621米,上下游闸首落差75.3米。
双线船闸得每线船闸均有五个闸室,六个闸首,每个闸首布置有2扇人字门,六个闸首得人字门分为2种门高,一至四闸首得门高为38.5m,第五与第六闸首得门高为37。
5m。
二、人字门门叶运输、吊装每扇人字门在制造厂都按12个分段,重量在55、0~93。
0t之间,其中底节门叶最重为93.0t。
门叶在堆放场装车采用400t汽车吊,用100t平板车采用平运得方式,沿指定得路线运输到闸墩位置,由布置在闸墩上得一台400t汽车吊与一台200t配合抬吊翻身,然后用400t汽车吊将门叶吊装到安装位置。
三、人字闸门主要技术参数各闸首人字闸门得主要技术参数见表1—1、表1-1 人字闸门得主要技术参数表四、人字闸门安装难点及对策三峡永久船闸人字门,具有结构尺寸大、重量大、挡水高度大,安装精度与焊接质量要求高得总体特点。
从拼焊得角度来瞧,有三个特点:一就是门叶得平面尺寸大而厚度小,属薄壁型焊接结构,焊接变形控制难度大;二就是单扇门叶由多节拼焊而成,拼焊截面多,焊接工程量大,影响焊接质量因素多,对焊接工艺实施过程控制要求严格;三就是门叶为悬挂式薄板结构,变形自由度大,在要求保证焊缝质量,减少焊接变形得同时,努力将门叶得焊接应力降到最低,以减少门叶因长久运行而导致过大得时效变形。
根据上述特点与质量要求,人字门安装拼焊在与闸室中心成12度夹角位置,采取拼装一节、加固一节、焊接一节得方式进行,使每一拼焊断面上得焊缝在上节门叶处于无强制得自由状态下焊接,同时依据焊接工艺评定、以往焊接经验确定得焊接程序、预防焊接变形措施与焊缝预热、焊后消除应力等具体焊接工艺,以确保人字门安装质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
人字闸门工作时,两扇门叶构成三铰拱以承受水压力;水道开放时,两扇门叶位于边壁的门龛内,不承受水压力,处在非工作状态。
人字闸门一般只能承受单向水压力,而且只能在上、下游水位相等,静水状况下操作运行,最常用于通航河道的船闸,作为工作闸门布置在上、下闸首。
人字闸门图册人字闸门的门叶可以作成平面形和圆拱形两种(图1)。
圆拱形的门叶主拱肋仅受轴向压力,用料较省,但刚度差,且门龛较深,应用不普遍。
通常多用平面形门叶。
平面形门叶常用横梁式(图2a),仅在跨度特大的宽扁形水道孔口才用竖梁式(图2b)。
人字闸门左右两扇门叶的两个侧端部位均设有竖直的门轴柱和接缝柱。
门轴柱顶部和底端设有供旋转支承的门枢,沿竖直侧端有支承装置。
两扇门叶上端一般都设有人行便桥。
门叶的左右及下侧均设有止水装置,接缝柱也起止水作用。
人字闸门关闭时,门叶和闸墙的夹角一般不大于70°。
中、小型人字闸门有的设计成可承受双向水压力的布置,这种闸门的门叶和闸墙的夹角不宜大于115°。
承受双向水压力的人字闸门,在改变布置形式、结构状况及操作方式后,也可运用于双向水级的小型船闸(图3)。
人字闸门的闭门力和启门力用于克服阻力和摩擦力,主要是水平方向的静水阻力和风阻力。
启闭机械分别设在水道两侧的岸边上,分为:刚性推拉式如轮盘式、齿杆式、液压活塞式,柔性牵引式如用绳索或链条等。
人字闸门图册
人字闸门工作时,两扇门叶构成三铰拱以承受水压力;水道开放时,两扇门叶位于边壁的门龛内,不承受水压力,处在非工作状态。
人字闸门一般只能承受单向水压力,而且只能在上、下游水位相等,静水状况下操作运行,最常用于通航河道的船闸,作为工作闸门布置在上、下闸首。
人字闸门图册人字闸门的门叶可以作成平面形和圆拱形两种(图1)。
圆拱形的门叶主拱肋仅受轴向压力,用料较省,但刚度差,且门龛较深,应用不普遍。
通常多用平面形门叶。
平面形门叶常用横梁式(图2a),仅在跨度特大的宽扁形水道孔口才用竖梁式(图2b)。
人字闸门左右两扇门叶的两个侧端部位均设有竖直的门轴柱和接缝柱。
门轴柱顶部和底端设有供旋转支承的门枢,沿竖直侧端有支承装置。
两扇门叶上端一般都设有人行便桥。
门叶的左右及下侧均设有止水装置,接缝柱也起止水作用。
人字闸门关闭时,门叶和闸墙的夹角一般不大于70°。
中、小型人字闸门有的设计成可承受双向水压力的布置,这种闸门的门叶和闸墙的夹角不宜大于115°。
承受双向水压力的人字闸门,在改变布置形式、结构状况及操作方式后,也可运用于双向水级的小型船闸(图3)。
人字闸门的闭门力和启门力用于克服阻力和摩擦力,主要是水平方向的静水阻力和风阻力。
启闭机械分别设在水道两侧的岸边上,分为:刚性推拉式如轮盘式、齿杆式、液压活塞式,柔性牵引式如用绳索或链条等。
人字闸门图册
人字闸门图册1949年以来,中国在通航河道的船闸上多采用人字闸门。
至今,中国的人字闸门设计、制造、安装已达到世界先进水平。
美国新威尔逊船闸人字闸门为33.5m×36.2m(宽×高)、南斯拉夫和罗马尼亚的铁门水电站船闸人字闸门为34m×22.0m、中国葛洲坝水利枢纽船闸人字闸门单扇最大尺寸为19.7m×34.5m(见彩图),都属巨型闸门。
中国湖北樊口船闸的10m×18m人字闸门是双向挡水的人字闸门。
人字闸门图册1949年以来,中国在通航河道的船闸上多采用人字闸门。
至今,中国的人字闸门设计、制造、安装已达到世界先进水平。
美国新威尔逊船闸人字闸门为33.5m×36.2m(宽×高)、南斯拉夫和罗马尼亚的铁门水电站船闸人字闸门为34m×22.0m、中国葛洲坝水利枢纽船闸人字闸门单扇最大尺寸为19.7m×34.5m(见彩图),都属巨型闸门。
中国湖北樊口船闸的10m×18m人字闸门是双向挡水的人字闸门。