温度控制器校准作业指导书
28 COD恒温加热器作业指导书

1.目的采用正确的操作方法,规范操作和维护本仪器。
2.适用范围适用于指导COD恒温加热器的操作、维护。
3.职责实验室仪器操作人员必须认真负责按照操作规程操作本仪器,并及时保养和维护。
4.操作规程4.1接通电源,打开电源开关,电源指示灯亮。
将温度计插入测试孔内,加热30分钟后,即可达到设定温度(以温度计显示温度为准)。
4.2此时时间控制器开始计时进行恒温状态,到达设定时间120分钟后,温度自动关闭。
(PID温控表上显示时间单位为分钟)4.3在加热管上接好冷凝管。
4.4回流2小时后,小心取出加热管及冷凝管置于支架中,待冷却后,用水冲洗冷凝管管壁和磨口处,取下冷凝管。
4.5仪表操作流程4.5.1正确接线,上电开机,2秒后仪表显示PV:当前温度,SV:预设加热温度。
此时,可按▲键一下,仪表显示PV:当前温度,SV:剩余加热时间。
4.5.2调整预设温度:按一下SET键,此时仪表显示PV:5P,SV:温度数字闪烁,可通过另外三个键来调整温度设置。
4.5.3调整预设时间:按两下SET键,此时仪表显示:PV:5F,SV:时间数字闪烁,可通过另外三个键来调整时间设置。
5.日常维护及注意事项5.1对化学需氧量高的水样(或悬浮颗粒物含量高的水样)可取适量样品进行多次稀释后,再取适量分析,稀释时所需废水原样量不得少于5ml。
5.2必须在加热器温度恒定后开始加热;插入温度计时要小心轻放,以免破碎,达到工作温度后,可将温度计取出。
5.3热管加热前必须加入小磁粒,将溶液摇匀,不得用玻璃球代替,以防爆沸。
小磁粒用完后,用去离子水或蒸馏水冲洗干净,烘干备用。
不得将浸泡在水中的小磁粒捞出放入加热管内加热,否则,有爆沸危险。
第1页共2页5.4工作过程中,应避免将硫酸滴在加热管壁上;若水中的氯离子浓度大于300mg/L 时,可参照标准方法加HgSO4防止干扰。
5.5达到恒温后,可取出温度计,以免破碎。
5.6严禁腐蚀性物质洒落在加热器上。
控制器测试作业指导书

使用交流接触器,连接线分别绕 2~5 圈;线圈依次放在控 制器通讯口、输出口、检测口、控制芯片处以 2~5HZ 的频 率使交流接触器吸合,观查其输出情况和检测情况。
注:交流接触器在主控板上取电
目测 交流接触
11
遥控接收抗干扰 能力
应可正常接收遥控信号。
在额定工作电压、光照度 2000Lx 条件下,控制器与遥控器
的遥控有效距离≥5 米。把遥控器电源电压降到额定电压值
的 80% , 控 制 器 上 接 收 器 的 受 光 面 分 别 在 自 然 光
300+100Lx,荧光灯 200+50Lx 的照度环境时,遥控器与控制
变频电源 综合参数
测试仪
IL=Ⅱ AQL=
A
26
欠电压
控制器的启动电压不高于额定电压的 75%。
逐渐调节输入电源,由高到底,直到控制器不可正常工 作,记录其电压值。
变频电源 综合参数
测试仪
——
A
27
LED、数码管、 液晶、VFD 等显
示最低电压
当电源电压为额定电压的 75%时,控制器的 LED、数码管、 液晶、VFD 屏等应能清晰显示。
环境实验 箱
——
B
20
高温工作 (通电)
试验结束后,检测电气安全,功能输出,应符合要求。
在 60℃下使电子控制器运行 4h,电子控制器应能正常工 环境实验
作。
箱
——
A
21 性能
要求 22
低温工作 (通电)
恒温恒湿 (通电)
试验结束后,检测电气安全,功能输出,应符合要求。 试验结束后,检测电气安全,功能输出,应符合要求。
控制器测试作业指导书

目测
目测
目测
游标卡尺 依据相应的电控功能规格书。
带电部位对地间、对与各个传感器的外壳之间,施加 AC1800V/50Hz/1s/2mA ( 单 板 仅 对 有 地 线 的 控 制 器 适 用)。 按设计图样使用接地端子和接地线,设计图样未指明时, 接地线采用绿黄双色软线,即使包括电源软线的电阻。 分别在-10、0、10、25、40 环境温度测试温度值,与控制 器检测温度值进行比较计算。 测试 24 小时控制器计时时间,计算差值。 由近到运测试其直线遥控距离
日光灯等照明器具。
12
遥控接收容错能 接收容错率为 1%。(注:11~14 为带遥控器的控制器测试要 遥控器与接收器距离 8 米,使用遥控器按键连续发射时,
力
求)。
测试 100 次,中间只能允许无接收 1 次。
圈尺
——
B
13
按键寿命
应能正常工作,失误率≤0.5%。
控制器的各按键经 3 万次机械寿命试验后,
共 6页 测试 器具
目测
目测
目测 游标卡尺
变阻箱 秒表 测试工装 耐压绝缘 测试仪 接地电组 测试仪 环境箱 温度仪 表秒 圈尺
版本 号 抽样 方案
IL=Ⅱ AQL=2.5
IL=Ⅱ AQL=2.5
IL=Ⅱ AQL=2.5
——
IL=Ⅱ AQL=2.5 IL=Ⅱ AQL=2.5
—— —— ——
A 缺陷 等级
按键测试 工装
——
A
14 按键的按压强度 不应有损坏、按键失灵等现象,各按键功能正常。
各按键的操作平面中央,垂直加 30N 的负荷力,按压 3 分 钟,各按键应无损坏,各按键的功能应正常。
推拉力计
自校准规范(作业指导书-范例)

BUCHI旋转蒸发仪自检和使用方法一、自检方法1 范围本方法规定了旋转蒸发仪的检验方法。
本方法适用于使用中和修理后的旋转蒸发仪等同类型设备的检验。
2 要求(1)转速(20~270转/min);(2)连接紧密,转动正常;(3)水浴锅控温在20℃~100℃,±2℃范围。
3 检验条件(4)环境温度10℃~40℃,环境湿度<85%。
(5)电源电压220V±20V。
4 检验项目(6)外观(2)转速(3)水浴温度5 检验方法5.1 外观:观察仪器表面无破损、缺陷,玻璃器具上没有气泡等缺陷,各个接口是否连接紧密,仪器运转平稳、无噪声。
检查旋钮是否自如,旋转的速度是否随调节的速度平稳增减。
5.2 转速用测速计测量主机在中、高速时的转速,与设定值进行比较。
相差少于10%为合格。
5.3 水浴温度分别设定水浴温度为40℃、60℃、80℃,工作1小时后用精度为0.1℃温度计测定水浴温度,误差不大于±2℃为合格。
6 检验结果的处理经检验合格后填写仪器自检报告并存档,各项指标合格时贴上合格标志,不合格则通知停止使用。
7 检验周期检验周期为一年。
二、使用方法1 往水浴锅中加入适量自来水,接通各部件电源,设置水浴温度。
2 将要蒸馏的物料加入圆底蒸发烧瓶中,液体装至蒸发瓶容积的1/3至2/3为宜,将蒸发瓶装到接口处,拧紧并扣上。
3 打开真空控制器开关,然后按真空控制器上的set键,然后按“↑”或“↓”键,将真空度调至合适大小,按OK键。
4 待水浴温度到设定值后,打开冷凝水进水开关,打开旋转蒸发控制器开关,将密封管扳至密封状态。
按住升降臂上按钮,将蒸发瓶调至合适高度。
按“RUN”键,真空泵自动开启、控制真空度在设定范围,并注意调整转速。
5 蒸馏完毕后,按真空控制器上的stop键,待压力升至常压状态后,将密封管转至开放状态,取下样品瓶。
6 关闭所有电源开关及冷凝水。
温控器作业指导书范本
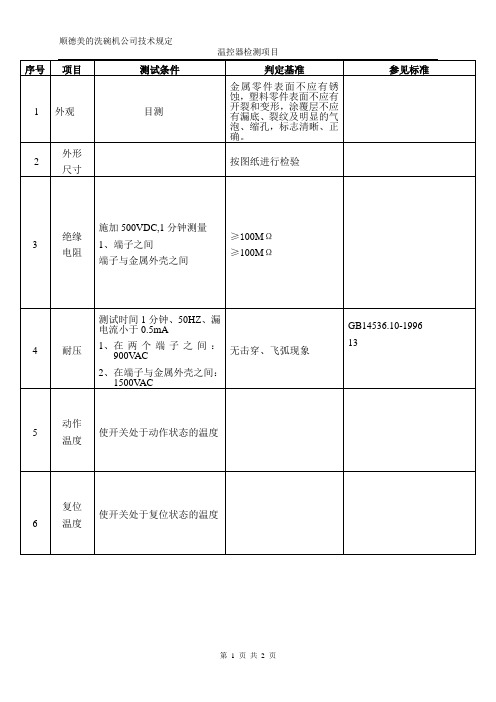
项目
测试条件
判定基准
参见标准
1
外观
目测
金属零件表面不应有锈蚀,塑料零件表面不应有开裂和变形,涂覆层不应有漏底、裂纹及明显的气泡、缩孔,标志清晰、正确。
2
外形
尺寸
按图纸进行检验
3
绝缘
电阻
施加500VDC,1分钟测量
1、端子之间
端子与金属外壳之间
≥100MΩ
≥100MΩ
4
耐压
测试时间1分钟、50HZ、漏电流小于0.5mA
测试后接触电阻:≤50mΩ。
8
寿命测试后绝缘电阻
施加500VDC,1分钟测量
1、端子之间
2、端子与金属外壳之间
≥100MΩ
≥100MΩ
9寿命Biblioteka 试后耐压测试时间1分钟、50HZ、漏电流小于0.5mA
2、在两个端子之间:900VAC
3、在端子与金属外壳之间:1500VAC
无击穿、飞弧现象
10
阻燃
试验
用打火机点燃,3S内熄灭
结论
备注
测试/日期:审核/日期:
1、在两个端子之间:900VAC
2、在端子与金属外壳之间:1500VAC
无击穿、飞弧现象
GB14536.10-1996
13
5
动作
温度
使开关处于动作状态的温度
6
复位
温度
使开关处于复位状态的温度
7
寿命
测试
试验时第1次闭合,测试其闭合时触点接触电阻,100次循环后,测试最后1次闭合的接触电阻。
测试前接触电阻:≤20 mΩ。
熔炼作业指导书
熔炼作业指导书一、任务描述本作业指导书旨在为熔炼作业提供详细的操作指南,确保熔炼过程的安全性、高效性和质量。
二、作业环境1. 熔炼设备:熔炼炉、熔炼罐等。
2. 熔炼材料:金属、合金等。
3. 作业场所:通风良好、无易燃易爆物品,作业区域清洁整齐。
三、作业准备1. 检查设备:确保熔炼设备完好无损,炉体、炉底、炉盖等部位无渗漏。
2. 准备熔炼材料:按照配比准确称量所需的金属、合金等材料。
3. 准备熔炼辅助工具:包括铲子、铁夹等,确保工具干净、无杂质。
四、作业步骤1. 安全措施a. 穿戴个人防护装备:包括耐高温手套、防护面罩、防火服等。
b. 确保作业区域通风良好,避免烟尘积聚。
c. 禁止在作业区域吸烟、使用明火等。
d. 熔炼设备周围设置明显的警示标志,确保人员安全。
2. 加热炉体a. 打开熔炼炉的电源,调整温度控制器至所需温度。
b. 等待炉体温度达到设定温度后,关闭加热器。
3. 加入熔炼材料a. 将预先准备好的金属、合金等材料逐一加入炉内。
b. 注意控制加入速度,避免溅射和喷溅。
4. 搅拌熔融材料a. 使用铁夹等工具,搅拌炉内的熔融材料,确保均匀受热。
b. 搅拌过程中要保持稳定,避免破坏炉体结构。
5. 温度控制a. 根据熔炼材料的特性,调整炉体温度,确保熔融材料达到所需温度。
b. 定期使用测温仪器对熔融材料进行温度检测,确保温度稳定。
6. 炉体清洁a. 在熔炼结束后,关闭炉体电源,等待炉体冷却至安全温度。
b. 使用铲子等工具,将残留在炉内的熔融材料清除干净。
c. 清洁炉体表面,确保炉体无杂质。
五、安全注意事项1. 严禁单人操作,必须由经过专业培训的人员进行熔炼作业。
2. 在熔炼过程中,严禁将手部或者其他身体部位挨近炉体,避免烫伤。
3. 熔炼过程中如发现异常情况,如炉体温度异常升高、炉体渗漏等,应即将住手作业,并通知相关负责人。
4. 熔炼过程中应保持作业区域整洁,避免杂物堆放,防止发生意外。
5. 熔炼作业结束后,及时清理作业区域,确保安全。
热压作业指导书
热压作业指导书一、任务背景热压作业是一种常见的工艺操作,用于将两个或者多个材料通过热压工艺粘合在一起。
该工艺广泛应用于电子、航空航天、汽车等行业中,以提高产品的质量和性能。
为了保证热压作业的安全和有效进行,制定一份热压作业指导书是非常必要的。
二、任务目的本文档的目的是提供一份详细的热压作业指导书,以确保操作人员在进行热压作业时能够正确、安全地操作,并达到预期的效果。
三、作业环境和设备1. 作业环境:热压作业应在干燥、通风良好的室内环境中进行,避免作业环境中有易燃、易爆等危(wei)险物质存在。
2. 设备:热压作业所需的设备包括热压机、模具、加热装置、压力传感器等。
在进行热压作业前,应检查设备的正常运行状态,并确保其符合相关的安全标准。
四、操作流程1. 准备工作:a. 根据作业要求选择合适的材料,并对其进行清洁处理,确保表面无灰尘、油污等杂质。
b. 检查热压机的加热装置是否正常工作,确保温度控制准确。
c. 根据作业要求调整热压机的压力传感器,确保施加的压力符合要求。
2. 模具安装:a. 根据作业要求选择合适的模具,并确保其表面光滑、无划痕。
b. 将模具安装在热压机的工作台上,并确保其稳固。
3. 材料贴合:a. 将准备好的材料放置在模具中,确保材料的位置和数量符合要求。
b. 调整热压机的工作台高度,使其与模具的上表面平齐。
c. 将热压机的上模具缓慢下压,直至与下模具贴合。
4. 热压作业:a. 根据作业要求设置热压机的温度、时间和压力等参数。
b. 启动热压机,开始热压作业。
c. 在热压作业过程中,注意观察热压机的运行状态,确保其正常工作。
d. 根据作业要求调整热压机的参数,以确保热压作业的质量。
5. 完成作业:a. 热压作业结束后,关闭热压机的电源,并等待其冷却。
b. 将热压机的上模具抬起,取出热压好的材料。
c. 对热压好的材料进行检查,确保其质量符合要求。
d. 清理热压机和模具,保持其干净整洁。
五、安全注意事项1. 在进行热压作业前,操作人员应穿戴好防护设备,如安全帽、防护眼镜、防护手套等。
钢化炉作业指导书
钢化炉作业指导书一、引言钢化炉是一种用于对金属进行热处理的设备,其作用是通过加热和冷却来改变金属的物理和化学性质,提高其硬度和强度。
本作业指导书旨在提供钢化炉的正确操作方法,确保作业安全和产品质量。
二、作业准备1. 确保钢化炉周围环境整洁,无杂物堆积,并保持通风良好。
2. 检查钢化炉的电源、燃气和水源是否正常,确保设备能够正常运行。
3. 检查钢化炉的温度计、计时器和其他仪器设备是否准确,如有问题及时更换或修复。
三、操作步骤1. 将待处理的金属制品放置在钢化炉的炉膛中,注意保持适当的间距,避免金属制品之间的接触。
2. 打开钢化炉的电源,确保电流稳定,适当调节温度控制器,根据金属的热处理要求设定合适的温度。
3. 打开燃气阀门,点火并调节燃气流量,确保火焰稳定且适中。
4. 根据金属的热处理要求,设置钢化炉的加热时间。
启动计时器并保持观察,确保加热时间准确。
5. 当加热时间结束后,关闭钢化炉的燃气阀门,停止加热。
等待炉膛内的温度降至适宜的冷却温度。
6. 打开钢化炉的冷却系统,确保冷却介质的流量和温度符合要求。
将金属制品放置在冷却介质中进行冷却。
7. 根据金属的热处理要求,设置冷却时间。
启动计时器并保持观察,确保冷却时间准确。
8. 冷却时间结束后,关闭钢化炉的冷却系统,将金属制品取出,并进行必要的清洁和检查。
四、注意事项1. 操作人员应穿戴好防护设备,包括耐高温手套、防护眼镜和耳塞等,确保自身安全。
2. 在操作过程中,严禁将手部或其他身体部位靠近钢化炉的炉膛和火焰,以免发生烫伤事故。
3. 在加热和冷却过程中,应密切观察钢化炉的运行情况,如发现异常情况,应立即停止操作并报告相关负责人。
4. 在加热和冷却过程中,应避免金属制品之间的接触,以免产生变形或损坏。
5. 在操作结束后,及时清理钢化炉的炉膛和周围环境,确保设备的整洁和安全。
五、常见问题及解决方法1. 问题:钢化炉电源无法正常启动。
解决方法:检查电源线是否连接良好,确保电源开关处于打开状态,如有必要,检查电源线是否损坏或更换电源插座。
热控温度仪表调校作业指导书
一、工程概况工程为4×600MW燃煤发电机组,其主要温度测量元件有工业用热电偶、热电阻和双金属温度计。
温度参数是对电厂经济安全运行监控的重要依据。
单台机组共有热电偶近675支,热电阻443多支,主要用于汽水系统温度、壁温、烟温、轴温等的测量。
测温元件按照要求强检项目为100%检定,抽检项目按总数量的均方根进行检定,双金属温度计约有198多支,应进行100%进行检定。
二、施工依据1、《电力建设施工及验收规范》(热工仪表及控制装置篇)2、《火电施工质量验收及评定标准》(热工仪表及控制装置)3、《火力发电厂热工仪表及控制装置监督条例》4、《国家计量检定规程》JJG351-96 工业用廉金属热电偶JJG229-98 工业铂、铜热电阻JJG226-98 双金属温度计5、西南设计院图纸及有关厂家说明书。
三、主要量具、工器具(一)热电偶校验1、二等标准铂铑10—铂热电偶两支2、6位半数字万用表一个3、管式检定炉、油恒温槽各一台4、电子交流稳压器一台5、冰点槽一个6、工业热电偶、热电阻自动检定系统各一套7、500V兆欧表一台8、钢卷尺、游标卡尺各一只9、平口、十字花螺丝刀各一把(二)热电阻校验1、二等标准铂电阻温度计两支2、电子交流稳压器一台3、标准油槽一台4、工业热电偶、热电阻自动检定系统5、绝缘电阻表100V 一台6、冰点槽一个7、数字万用表6位半一台8、平口、十字花螺丝刀各一把9、万用表一个四、劳动力组织1.工程负责人:刘洪胤施工责任人:李茂果安全责任人:何述胜质量责任人:唐增军技术责任人:陈华2.调试工:5名五、施工条件1、施工图纸、有关技术文件及必要的仪表使用说明书齐全。
2、施工人员已经过必要的技术培训等工作。
3、已做好技术交底和安全交底工作。
4、检验用的标准仪表和仪器应具备有效的检定合格证。
5、计量室应光线充足,不应有震动和较强的电磁场干扰。
6、校验人员应具有校验温度元件的资质且持证上岗。
烘干作业指导书
烘干作业指导书引言概述:烘干是一种常见的工业生产过程,广泛应用于食品加工、纺织、造纸等行业。
为了确保烘干过程的高效性和质量,制定一份烘干作业指导书是非常必要的。
本文将详细介绍烘干作业指导书的内容和结构,以及每个部分的要点。
一、设备准备1.1 温度控制设备- 确保烘干过程中的温度稳定性,选择适当的温度控制设备。
- 检查温度控制器的准确性,确保温度设定值与实际温度一致。
- 定期校准温度控制设备,以保持准确性。
1.2 通风设备- 确保烘干室内的空气流通,以提高烘干效果。
- 检查通风设备的工作状态,确保正常运行。
- 定期清洁通风设备,以保持通风效果。
1.3 安全设备- 安装火灾报警器和灭火器,以应对突发火灾情况。
- 检查安全设备的有效性,确保能够及时发现并应对安全问题。
- 培训员工正确使用安全设备,提高应急处理能力。
二、操作步骤2.1 准备工作- 清洁烘干设备,确保无杂质和污垢。
- 检查烘干室内的温度和湿度,确保符合烘干要求。
- 准备好待烘干的物料,确保质量和数量符合要求。
2.2 开始烘干- 将待烘干物料均匀分布在烘干设备中,确保烘干效果均匀。
- 设置适当的烘干时间和温度,根据物料的性质和要求进行调整。
- 监控烘干过程中的温度和湿度,确保在合适的范围内。
2.3 结束烘干- 根据烘干指示,判断物料是否已经达到预期的干燥程度。
- 关闭烘干设备,停止烘干过程。
- 将烘干后的物料进行检查,确保符合质量要求。
三、质量控制3.1 检查物料质量- 对待烘干物料进行抽样检查,确保无杂质和变质。
- 检查物料的干燥程度,确保达到预期要求。
- 记录物料质量检查结果,以备查档。
3.2 温度和湿度控制- 监控烘干过程中的温度和湿度变化,确保在合适的范围内。
- 定期校准温度和湿度控制设备,以保持准确性。
- 记录温度和湿度变化情况,以备后续分析和改进。
3.3 烘干效率评估- 对烘干设备进行定期维护和保养,确保正常运行。
- 监控烘干效率,评估设备的性能和效果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
按圖(1)連接,溫度控制器電源輸入端接AC220V,熱電偶信號輸入端接直流電位差計,緩慢調節直流電位差計的輸出,溫度控制器指示數位應連續,不應有缺筆畫等不良現象。
三:控制功能檢查
1.仍如圖(1)聯線,設定溫度控制器的控制溫度和報警溫度,緩慢調節直流電位差計輸出。當溫度控制器顯示溫度低於設定控制溫度時,溫度控制器上加熱指示燈亮;當顯示溫度等於(或接近)設定的控制溫度時,加熱指示燈熄滅;當顯示溫度超過設定控制溫度,到達設定報警溫度時,報警指示燈亮。
六:注意事項
1.在校準過程中,旋動直流電位差計工作電流調節旋鈕,若發現檢流計指針偏向一邊,須更換1.5V電池組。
2.注意溫度控制器信號輸入端極性。
修訂說明:全面修訂。
2)調節直流電位差計輸出,分別給溫度控制器輸入各被檢點溫度
100℃200℃300℃400℃500℃600℃700℃800℃900℃1000℃相對應標稱電位差值爲: 4.096mV 8.138mV 12.209mV 16.397mV 20.644mV 24.905mV 29.129mV 33.275mV 37.326mV 41.276mV讀取相應指示值,將資料記錄在記錄表中,用同樣方法複測一次。
4.校準結果處理
1)指示部分基本誤差按下式計算:
△Tt=Ta-(Ts+T儀錶顯示溫度值
Ts—標準直流電位差計輸入電量值所對應標準溫度值。
2)兩次測量中|△T|最大的值作爲實測誤差。
5.允許誤差爲±6℃;
五:判定
經外觀檢查、通電檢查、控制功能檢查及指示部分誤差校準全部合格,則判爲合格,否則判爲不合格。
2.對於無報警設定的溫度控制器,當直流電位差計的輸出增至設定的控制溫度時,則會有控制指示燈亮(無加熱指示燈)。
3.直流電位差計輸出由小增大過程中,溫度控制器有上述現象,則此溫度控制器控制功能正常。
四:溫度控制器指示基本誤差校準
1.按圖(1)連接,將溫度控制器通電預熱30分鐘。
2.將溫度控制器“+”、“-”端短接,記下此時溫度控制器顯示溫度,即冷端溫度Tn。
3.校準方法:用被檢點稱電量值法。
1)校準點選擇,各校準點分別爲: 100℃、200℃、300℃、400℃、500℃、
XXXXXX有限公司
文件名稱
溫度控制器校準作業指導書
文件編號
AI007
頁碼
2 / 2
校準周期: 6個月校準環境:室溫
標準器選用標準:直流電位差計, 0.1級.
600℃、700℃、800℃、900℃、1000℃,結合被檢溫度控制器實際使用情況均勻選點,須取上述校準點中至少5點。
XXXXXX有限公司
文件名稱
溫度控制器校準作業指導書
文件編號
AI007
版本號
D
生效日期
99-09-13
頁碼
1 / 2
制定部門
工程部
制定人
審核人
批准人
校準周期: 6個月校準環境:室溫
標準器選用標準:直流電位差計, 0.1級.
一:外觀檢查
1.溫度控制器的外型結構應完好。
2.溫度設定鍵應靈活可靠,無卡住等不良現象。