论吹风气回收系统的安全稳定运行(通用版)
影响加油站油气回收系统稳定的因素分析
加油站运营过程中存在的油气排放现象,可以造成资源浪费、环境污染、经济损失和安全隐患等问题。
2007年我国发布《加油站大气污染物排放标准》(GB 20952-2007),规定了加油站汽油油气排放限值,自此加油站油气回收系统在全国范围内得以推广和实施。
加油站油气回收系统分为一次油气回收(卸油油气回收系统)、二次油气回收(加油油气回收系统)和三次油气回收(油气回收处理装置)。
一次油气回收将卸油过程中产生的油气,利用压力平衡原理收集到油罐车内,再由油罐车运回油库进行回收处理。
二次油气回收将加油过程中产生的油气通过油气回收设备回收到埋地油罐中,分为集中式和分散式两种类型。
三次油气回收使用油气回收处理装置,将埋地油罐排出的油气液化为汽油回到油罐中。
目前我国生产、运行三次油气回收具有成本高、效益低等局限,还未在加油站推广。
加油站在安装二次油气回收系统后,油气排放量已经相对较少。
因此现阶段,二次油气回收系统的高效平稳运行,在保障我国加油站安全绿色经营中起着至关重要的作用。
一、加油站油气回收现状加油站二次油气回收系统主要检测三项参数,即系统密闭性、油气回收管线液阻和气液比。
根据《加油站大气污染物排放标准》的规定,加油油气回收的气液比应在1.0~1.2范围内。
气液比偏高,则回气量大,埋地油罐内气压增大,P/V阀排气,增加排放污染与油品挥发损耗。
气液比偏低,则加油过程中回气量小于发油量,油气回收不完全。
此外,埋地油罐内形成负压,P/V阀吸气,油罐内气液平衡被破坏,增加油罐内的油气蒸发。
中国石化浙江温州分公司在温州市共有汽油加油站129座。
2020年1-3月,41.1%的加油站完成了油气回收年度检测,即53座加油站,共计839条汽油枪。
检测发现,油气回收系统的密闭性和液阻合格率为100%,气液比却难以稳定达标。
据统计,已检汽油枪的不合格率为21.9%,调节气液比调节阀后,不合格率降低为5.8%。
对已检加油站的日常检维修情况进行调查,发现近半年内,加油站对39.3%的气液比调节阀进行过调整,对3.2%的真空泵进行了维修更换。
ECS-100控制系统在废气回收中的应用

集散控制系统在合成氨生产废气回收中的应用葛飞河南心连心化肥有限公司,河南新乡Henan XLX Fertilizer Co., Ltd., Xinxiang, Henan刘新运浙江中控技术股份有限公司,浙江杭州Zhejiang SUPCON Co., Ltd., Hangzhou, Zhejiang【摘要】介绍三废炉控制的主要回路,该项目DCS系统由浙江中控技术股份有限公司承担设计和编程调试。
采用ECS-100系统实现三废炉的现场过程数据采集、监视、控制和操作等功能。
[Abstract ]This paper introduces the three wastes furnace control main circuit, the DCS systerm project by the ZHEJIANG SUPCON TECHNOLOGY CO.,LTD commitment to design and programming and debugging. Using the ECS-100system to realize waste furnace field data acquisition, monitoring, controlling and operating functions.【关键词】DCS 冗余ECS-100控制系统控制方案[Key word ] DCS ECS-100 redundancy control system control scheme概述目前国内中小型氮肥企业主要采用固定床间歇式造气炉制气,生产合成氨、尿素等产品。
在传统的生产合成氨工艺生产中,都是将造气炉热回收步续中的吹风气、PSA脱碳工段中的放空气、合成工段中的放空气等含有大量可燃气体(主要成分是H2、CH4等)直接排入大气,这些气体统称为制氮肥的三废气体,这些排放气不仅对环境造成污染,还使得很多有用气体成分巨大浪费;为了更好的处理三废气体,特增加三废气体回收处理装置,通过燃烧三废气产生中压蒸汽进行发电或为造气工段提供蒸汽。
低温吹风气回收装置运行小结

( )采用 上燃 式 , 3 即低温 吹 风 气从 燃 烧 炉 上
部 进气 , 温起燃 。 低 ( )合成放 空 的氨罐弛放 气燃烧 配置在 下燃 4
3 整 改措 施
针对积灰 问题 进 行 了凋 研 , 的厂 家 使用 脉 有
区, 可将烟 气最 高温度定 点在燃 烧炉 出 口 , 接用 直
为 2 4 a .5MP 。
1 1 工艺流 程 .
13 技 术特点 .
( )燃烧炉因受场地制约 , 1 设计者根据经验 采用 了与往常不同的风格, 设计 了矮型长方体燃 烧 炉 , 上下两 层 。 分
( )采 用 低温 无 预混 型微 正 压燃 烧 技 术 , 2 取
自造 气工 段各 台造气 炉旋 风除 尘器来 的吹风
O 前 言
福建 福州耀 隆化工集 团 公司合 成氨原 料采 用
福 建无烟 煤制成石 灰碳化 煤球 , 固定 床 间歇气 化 。
燃 烧炉前 分成 3股 , 联进入 燃烧 炉上层 。另外 , 并 来 自空 气预 热器 的热空 气 ( 0 10~10℃ ) 成两 1 分
路, 一路 与吹风 气 同侧 , 分成 5股并联 进人燃 烧炉
I 8
小氮肥
第3 6卷
第 5期
20 0 8年5j j
消 了引风机 , 以避 免 与 二次 风 全预 混形 成 爆 炸性
四分之 三:从报表 上 可以看 出 , 运行不 久 , 排烟 温
气体 , 既安 全又不 存 在吹 风气 预 混 器造 成 的 局 部
阻 力损 失 。
度从 11 5 ℃直 线上升 达 到 20℃ , 3 甚至 更高 , 个 这
煤 气发生 炉 的吹 风 气 。高 温 烟 气 首 先 进 入 2 余 热 锅炉产 生 2 4 a过 热蒸 汽 后 进人 1余 热 锅 .5MP 炉 , 0 4MP 产 . a低 压蒸 汽 。 由于 两 台余 热 锅 炉投 运 时间较 长 , 特别 是 2 余 热 锅炉 长 期 经受 含 尘 高
吹风气回收系统爆炸的原因及预防措施

图 7 圆 弧 形 补 偿 填 料 密 封
( 收到修 改稿 日期 2 0 . —5 0 91 2 ) 2
小氮肥 第 3 卷 第 3 8 期 21 年 3 00 月
一
方面, 在正 常配风情 况下 , 使漏入 的煤气燃 烧 会
() 4 高温空 气预 热器 发生 爆炸 。事 故经 过 及
不完全 , 当系统 密封不严 时 , 引风机会抽 吸一定 量
原因分析 : 在停 车处理时 , 没有按规程操作 , 使部
分可燃 可爆气 体倒 人 高 温空 气预 热 器 中 , 备 开 准
的冷空气进 入 系统 , 有燃 烧 完全 的可燃 气 体 与 没
空气混合达 到爆炸 浓度后 , 会引起爆 炸事故 。
护 困难 。
同 时 在负 载下 作 用将 承 受力 传 递 给 圆弧 环 , 圆 使
环
推 力 环
圆弧形结构补偿填料虽然有许多优点, 但对它 了解还很 少 , 理 论分 析 , 括 压力 、 度 、 质等 其 包 温 材 条件下密 封环 的压力分 布 , 则是一个 相当复 杂的 问
题 , 它的机械 加工 要求 很高 ( 要是前 面 的弧 而且 主 度加工难 度较大 ) 同时要求 材质必须稳定 。 ,
( ) 果吹 风 气 回 收 阀 不 关 闭或 内漏 严 重 , 3如
会造 成大 量煤 气从 吹风 气 总 管 进入 燃 烧 炉 , 方 一 面, 当空气 过剩 系数 选择 过大 时也 易引起 爆炸 ; 另
驴 护 驴 、 : :
与 造气 回收 阀漏 人 的煤 气在 吹风 气 总 管 内混合 ,
车时又未对高温空气预热器进行吹除, 待升至一
定 温度后 , 吹风气 配 风 时造 成高 温 空气 预 热器 送
吹风气潜热回收装置运行小结
起到至关重要 的作用。但在 1 年多时间的运行中 也暴舞 出一些问题 , l } 针对种种问题进行分析、 改造 和总结 , 得出了一些经验。在此提出, 希望能对同
行厂家或潜热 回收装置的设计制造单位起到一定 的借鉴作用。
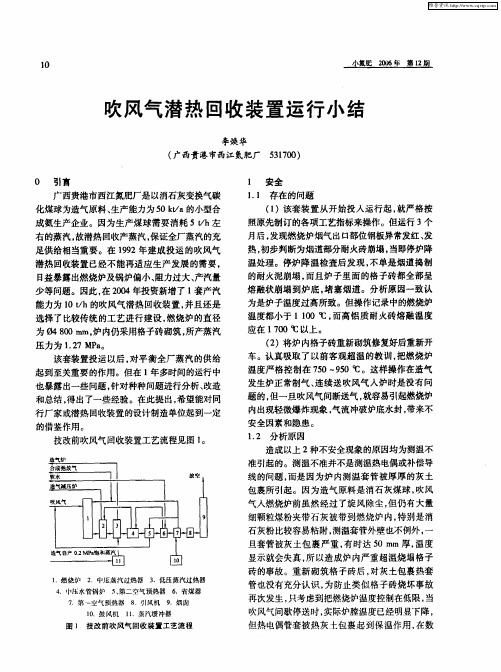
技改前吹风气 回收装置工艺流程见图 l 。
为是炉子温度过高所致。但操作记录中的燃烧炉 温度都小于 l10℃ , 0 而高铝质耐火砖熔融温度 应在 1 0 0℃ 以上。 7
少等问题。因此, 20 在 04年投资新增了 1 套产汽
能力为ห้องสมุดไป่ตู้1 h的吹风气潜热 回收装置, 0t / 并且还是
选择了比较传统 的工艺进行建设 , 燃烧炉 的直径
1.鼓风机 0
管也没有充分认识 , 为防止类似格 子砖烧坏事故
再次发生, 只考虑到把燃烧炉温度控制在低限 , 当 吹风气间歇停送时, 实际炉膛温度已经明显下降 , 但热电偶管套被热灰土包裹起到保温作用 , 在数
8 引风机 .
9 .烟囱
l .蒸汽缓冲器 1
图 l 技改前吹风气 回收装置 -: r ' E流程
维普资讯
小氮肥 20 06年 第 1 2期
显表上未反映出温度下跌 , 当再有吹风气送来时,
置工艺流程见图 2 。
由于炉膛温度过低而时有引起混合气爆炸冲破炉
底水封现象 , 严重威胁安全生产。
13 对策 .
鉴于上述情况 。 将燃烧炉内 6支测温套管改
题的 , 但一旦吹风气间断送气 , 就容易引起燃烧炉 内出现轻微爆炸现象 , 气流冲破炉底水封 , 带来不
安全因素和隐患。 12 分析原因 . 造成以上 2 种不安全现象的原因均为测温不
低温吹风气余热集中回收装置设计与运行若干问题浅谈

0 3=10 6 ( . 3 . 8 万元 ) 年增 经济效 益 l09 2— , 6 .
右( 不包括两套减温水 流量)7月汽轮发电机 组 ; 投入运行, 每小时发电量 500k ' h 0 W ・ 左右, 班发 电 3 0 W ・ 500k " h以上 , 背压蒸汽压力及温度较为
稳定 , 使造气炉况更加稳定 。
1 吹风气余热集中回收装置设计技术探讨
11 吹风气成分及温度 . 吹风气的成分受煤气炉使用的原料及煤气炉
在 40℃ 左右 。 0
吹风气的总可燃成分和温度是吹风气集中回 收装置燃烧炉系统设计的重要基础参数 , 参数不
同, 相应的设计燃烧炉系统肯定不 同, 因此不可照
搬照抄某些“ 成功” 的装置设计。 12 吹风气的引出方式 .
煤气 炉吹风气的引出方式有两种 :1 将原 () 2 7 2 万元 ) 扣除脱盐水费用 : 2 3 0× 7 ( , 5 0× 4× 3
工艺状况的影响 , 差别 较大。在煤气炉工艺状况
相对正常的情况下, 一般而言 , 以无烟块煤 为原料 的煤气炉, 其吹风气 中的可燃气体成分 ( 体积分 数) 约为 C % 一 % 、 2 % 一 %、 H 0 8 一 O6 7 H l 2 C 4 .% 15 , .% 即总可燃成分为 8 一l% ; % l 以型煤 ( 煤棒 或煤球 ) 为原料 的煤气 炉, 其吹风气中的可燃 成 分( 体积分数 ) 大体 为: O 3 一 % 、 2l 一 C % 4 H % 2 C % 一 %, %、H 1 2 即总可燃成分为 5 一 %。 % 8 吹风气的温度随煤气炉的炉型变化差异也较 大, 炉膛直径在 60ml以下的煤气炉 , 5 i l 其吹 风气的温度一般都不高 于 20℃ ; 8 而炉膛直径在 f 80m i 5 m以上 的煤气炉 , 吹风气的温度一般 2 其
吹风气装置运行总结及改造优化
吹风气装置运行总结及改造优化关键词:35t/h 结构工艺流程运行情况改造优化河南心连心化肥有限公司“24.40”工程于2009年4月15日一次投产成功,并于2009年5月达产达标,总氨产量30952.021t,其中合成氨产量26086.63t,副产甲醇5177t。
两套35t/h吹风气余热回收装置用于回收间歇式固定层煤气发生炉吹风阶段的吹风气、合成提氢岗位的弛放气以及脱碳岗位废气等可燃气体,在燃烧炉内燃烧产生高温烟气,与余热锅炉内的水进行热传递,产生的饱和蒸汽经蒸汽过热器过热后,产出合格的蒸汽,供汽机工段发电或经双减外供。
一、工艺流程及主要设备1.吹风气流程吹风气经造气旋风除尘器除尘后,由吹风气总管进入吹风气岗位的吹风气水封,吹风气再经惯性分离后,与来自中温空气预热器的高温空气在燃烧炉上部的吹风气预混器中混合后,进入燃烧炉的燃烧室内进行燃烧。
2.合成弛放气流程自合成提氢岗位来的弛放气经弛放气缓冲罐后再经弛放气调节阀减压后进入组合水封,安全水封后,进入燃烧炉助燃气预混器与来自低温空气预热器的空气进行混合后,进入燃烧炉的燃烧室进行燃烧。
3.空气流程助燃空气来自于鼓风机,经低温空气预热器预热后分为两路,a 路与助燃气(弛放气、煤气)在助燃气预热器充分混合后,进入燃烧炉内进行燃烧。
b路进入中温空气预热器与高温烟气再次换热后生成高温空气,经配风阀后与吹风气充分混合后,进入燃烧炉内进行燃烧。
4.脱盐水流程来自脱盐水岗位脱盐水经汽机岗位除氧器除氧后,再由锅炉岗位给水泵进行加压,经过本工段的上水自调阀后,进入水加热器,然后进入余热锅炉的汽包,由下降管进入对流管束、水冷段下集箱,然后进入余热锅炉对流管束、水冷段管束,产生饱和蒸汽。
5.蒸汽流程炉水在余热锅炉的对流管束、水冷段管束内经过加热后生成饱和蒸气,然后进入余热锅炉汽包,在汽包内的旋风分离器、波形板分离器分离后,进入干汽集箱、蒸汽过热器进口集箱、混合式减温器、蒸汽过热器出口集箱,生成过热蒸汽后,供汽机工段发电或经双减外供。
吹风气回收装置吹灰改造运行总结
ta h eom sefcie as dt es a po u ig c p ct y2 % . h tterfr i f t ,rie h t m rd cn a a i b 0 e v e y
Ke or yW ds:b o a r e o e ;a h c e n n lw i ;r c v r y s la i g;r f r eo m
[ 摘
要 】分析 吹风气 回收存在 的问题 ,介绍 了装 置的吹灰改造措施 。对改造前后 的生产运行 效
果进行对 比和总结 ,结果表 明,改造后蒸汽产量提高 了 2 %。 0
[ 关键词 】吹风气 ;回收 ;吹灰 ; 改造 [ 中图分类号 】X 74 [ 8 文献标识码 ]B [ 文章编号 ]10 93 ( 0 1 0 0 4— 9 2 2 1 )4—00 0 04— 3
果 。所 以作 为业 主单 位 ,必须 做到关 口前 移 。 ( )有 些 空分 装 置 的设 计 单 位 在 招 标 书 上 2 承诺 得很 好 ,但实 际工作 的疏 漏很 多 ,主要表 现 在 :下塔 筛孔 设计不 合理 ,无 法生 产 出合格 的氧 气 、氮气 产 品 ;氩塔 分 布器设 计不合 理 ,氩 系统 无 法投运 ;阀 门设计 选 型不合 理 ,经常 出现不 必 要 的停 车 ;分馏塔 内支架安装 不 规范 ,导致 分馏 塔 内部 分管 线 因应 力超 标 而出现 泄漏 等等 。为此
第 4期 2 1 年 7月 01
中 氮
肥
No 4 .
M- ie to e o sFetlz r P o r s S z d Nir g n u ri e r g e s i
J 1 2 1 u. 0 l
吹风 气 回收 装 置 吹 灰 改 造运 行 总结
吹风气余热回收装置运行总结
5 存 在 问题 及 处 理 办 法
() 1 存在 问题 : 喷水净化器 喷水 控制 阀偏 大 , 低
小氮肥
第3 9卷
第 4期
21 年 哇 01
2 存 在 问题 及 解 决 办 法
2 1 存在 问题 及原 因 . ( ) 全 设 施不 齐 全 。曾 于 2 0 1安 0 8年 8月 和 1 O月发 生过 2次爆 炸 , 2次 爆炸 都 发生 在造 气 该
变二段催化剂床层温度波动大 , 有轻微带水现象 。 ( ) 理 办 法 : 停 车机 会 给 喷水 主 线 上 加 2处 有 5 5l 41 l 副线 管进 行 微 调 , l m 以便 保 证 低 变 二 段 催
化剂 床层温 度稳 定 。
( 稿 日期 收 2 1 —2 2 ) 0 0 1 —8
锅 炉液 位 : 位计 l 2~ / 液 / 2 3处 ; 助燃气 水封 高度 : 液位计 12~2 3处 ; / /
锅 炉额定 蒸发 量 :2th 1 。 /
余热 回收 锅炉 蒸 汽 产 量 为 1 / , 回收 造 气 吹 2th 可 风气 4 0 l h 00 0 I / 。 ' l 1 1 造气 吹风气 余热 回收 装置 主要 工艺指 标 . 燃烧 炉温度 : 热点 8 0~1 5 = 中部 8 0— 5 0c , 0 ( 5
为主要 原 因 : 造气吹 风气 阀门内漏 , ① 煤气 漏入 吹
风气 总管 内 ; 吹风气 总管放空 阀门虽然 己开启 , ② 但没有 形成对 流 , 煤气积存 在吹风 气总管 内 ; ③吹
风气 系统停车 时 , 因进 口无有效 的安全设施 , 吹风 气系统 未与造气 系统 彻 底 隔离 ; 吹风 气 系统 开 ④ 车时 , 吹风气总管 未进 行置换 , 吹风气放空 管 阀 且 门开车 时未 关 闭 , 由于吹 风气 系 统 开车 时 吹风 气
造气吹风气余热回收装置运行小结
( 稿 日期 收 2 0 -70 0 80 -8)
数) 以上降低到 2 %( 3 质量分数 ) 左右。恩德炉运 行稳定 , 体质量较 好 。 气
3 结语
‘
公 司多年 的生产实践 . 通 过不 断摸索经验 、
小氮肥
第3 6卷
第l 2期
20 08年 l 2月
热风气 作 为热 源 , 中全 水 含量 由 3 % ( 量分 煤 0 质
总结规律 , 使恩 德炉 的管理 和运 行 跃上 了一个 新 的台 阶 , 取 得 了显 著 的经 济效 益 。但 仍 然存 在 并 部分 问题 尚未 彻底 解决 , 希望引起专 家 的关 注 , 共 同将恩 德粉煤气 化技 术进 一步 提 高 , 其 在我 国 使
4 技术经济指标
}:.5 M a3 0o 汽 。 24 P ,0 C蒸
( )装 置产汽 量 : 回收 闪蒸气 时 I h 回 1 不 3t , / 收 闪蒸气 时 I . h 6 5t 。 /
数挝/ 台
表 2 主要设备参数
没铬 称 规 格 、 号 型
( )合 成 两 气 ( 燃 气 ) ≤40 m / 标 2 助 : 0 h(
5
表 1 吹风气余热回收装置工艺参数
型蓄热格子砖排列方式既能保证可燃气体和助燃 气体( 空气 ) 多次反复混合接触着火燃烧和烧烬 ,
耐 文 除 灰 莳 消 积 堵塞, 到 周 运 良 效 . 长 期 行的 好 达
果。
( )采用新 型结 构的燃 烧器 。新型结 构燃烧 3
炉使 可燃气 体 和助 燃 空气 更好 地 混合燃 烧 , 而燃 烧 器 自身 也经久耐 用 , 易烧坏 。 不
1 空气 预热器换 热 回收显 热后 由引 风机 抽送 到烟
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
论吹风气回收系统的安全稳定运行(通用版)Security technology is an industry that uses security technology to provide security services to society. Systematic design, service and management.( 安全管理 )单位:______________________姓名:______________________日期:______________________编号:AQ-SN-0720论吹风气回收系统的安全稳定运行(通用版)0前言二十世纪八十年代中期,第一代造气吹风气余热回收装置在全国部分化肥企业的投运成功,为实现蒸汽自给创造了有利条件,从而开创了节能降耗的新局面。
自此以后,化工战线的技术专家们经过不断地辛勤探讨研究,第二代、第三代吹风气回收装置也先后问世,并在全国数百家化工企业都得到了成功的运行。
吹风气余热回收装置的投运成功,为企业的节能降耗和减少环境污染起到了重要的作用。
笔者认为:要使吹风气回收系统达到长周期安全稳定运行,必须注意以下几个方面的问题。
1、要因厂制宜地选择好回收方案。
由于各厂造气所使用的原料煤的品种和质量不同,加上操作水平和设备状况的差异,决定了各厂吹风气的生成量及其可燃气体含量也有所不同,导致了各厂吹风气的着火难易程度及所需外来助燃热量的要求也相应不同,而作为助燃气的合成二气,由于各厂的操作条件不同也有很大差异,再者就是各厂要求余热锅炉副产的蒸汽参数也不同。
所以,要想使吹风气回收装置建成后能够实现正常运行和取得比较理想的结果,就必须因厂制宜地选择好回收方案,决不能生搬硬套。
1.1选择好工艺流程是保证回收装置安全稳定运行的前提。
从目前已投运的吹风气余热回收系统来看,不外乎有两种:一种是在尾部装设引风机,采用微负压直吹式系统;另一种是在尾部不装设引风机,采用正压直吹式系统,即利用气体燃料在燃烧炉内燃烧后形成的余压,克服系统阻力,推动气体流动。
所以,各厂在选择工艺流程时,一定要从本厂低温吹风气的特性、助燃气量的多少及装置的最终投用目的等出发,既要考虑燃烧工艺的需要,又要全面权衡装置整体的合理性。
由于低温吹风气的理论燃烧温度为748℃,所以其助燃空气的温度都应在200℃以上,如果送入燃烧炉的吹风气温度小于250℃,其可燃组份也较低,合成二气已提氢,数量和热值减少,余热锅炉又用低压锅炉(或者余热锅炉的富余能力较大),离开余热锅炉的烟气温度比较低,二次风空气的预热温度也低于150℃,在以上等等因素的影响下,就有必要设置中温空气预热器或者设置高温空气预热器,将初步预热至150℃的二次风空气进一步预热至350℃或者400℃,甚至更高,让其将热量带回燃烧炉,来保持燃烧炉内的高温燃烧环境,实现低温吹风气的连续安全燃烧而回收其潜热。
这种方法看起来是高温热量在打循环,还要增加一些散热损失和一台设备的投资,但也是必要和十分安全可靠的好措施。
所以,应据此设计空气预热器,确定其换热面积和在流程中的位置。
经多年的运行表明,吹风气回收系统应以微负压运行为宜,这样不但可以缩短造气炉的吹风时间,提高造气炉的生产能力,而且还能保证可燃气体燃烧充分及热量被充分利用。
1.2解决好装置中的设备选型问题(1)燃烧炉是吹风气回收装置中的重要设备之一,直接决定着整个系统的安全稳定运行状况。
所以,燃烧炉要选择与生产规模相匹配且具有适当容积的燃烧空间,并非越大越好,过大了,散热损失也大,投资也大,适得其反。
目前,国内已成功地开发出了多种形式的燃烧炉,这些燃烧炉不但结构新颖、设计合理、燃烧完全、蓄热能力强,还能使吹风气中所夹带的煤粉燃烧完全、不集灰、阻力小,而且助燃气耗量也小,各厂可根据具体情况选用。
(2)余热锅炉的选型要视合成氨生产能力及合成二气的供给量而定。
一般来说,生产能力小、合成二气供吹风气的助燃量少的企业,选择热管式余热锅炉较为合适;生产能力大、合成二气供吹风气的助燃量多的企业,可选择水管式余热锅炉。
(3)对装置中主辅设备的选型,要首先考虑其积灰问题和高效热利用问题。
软水加热器和空气预热器都要选择热容量大、防积灰性能好及热效率高的设备制作厂家,坚决杜绝积灰现象的发生,确保吹风气回收装置的能力得到正常发挥。
(4)鼓风机及引风机的选型,应首先计算出装置所需的空气量及烟气总流量后再确定其型号,确保系统处于微负压运行状态。
2、熟练的操作技艺是保证装置安全稳定运行的关键。
从多年的工作经验中,笔者总结出了如下一些操作要点及注意事项,仅供参考。
(1)只有控制好燃烧炉的燃烧室温度,才能确保蓄热层上部温度在工艺要求范围内,为吹风气的安全燃烧提供保障。
如果合成二气压力波动以及气体中GH4含量发生变化,都会造成炉温波动,要及时联系并予以调节。
即使设有气量自动调节装置,也要时刻注意,决不可麻痹。
(2)在正常生产中,应密切监视好各压力、温度及气体成份等指标的变化情况,如出现异常,应及时查找原因并调节正常。
(3)如果生产负荷发生变化时,要及时调节好合成二气的入炉量、空气的配比量以及引风机的引风量,确保燃烧炉的燃烧室温度在工艺指标范围内,防止炉温过高烧坏设备内衬或炉温过低造成爆炸事故。
(4)正常运行中,要加强燃烧炉出口烟气中CO2、O2以及可燃气体成份含量的分析测定工作,以指导配风量的调节工作。
如果所配空气量过小,一方面不利于燃料的混合,另一方面还会造成燃烧不完全,导致爆炸事故的发生;如果所配空气量过大,不仅会降低燃烧温度,而且也不利于受热面得传热,还会增加排烟热损失。
(5)在送吹风气燃烧的同时,应根据烟气中的氧含量及燃烧室温度调节合成二气入炉量和其所配空气量以及吹风气配空气量,使之达到指标要求。
(6)在正常生产中,如果出现造气吹风气回收阀或其配风发不起(送吹风气时)及造气炉回收阀(造气炉处于上吹制气阶段时)或其配风阀不落(不送吹风气时)的情况,都会造成燃烧炉温度下降,要时刻注意,发现后要及时通知有关人员进行处理。
(7)如发现合成二气压力过低时,除及时与有关岗位联系外,要根据燃烧室温度的下降趋势,酌情减少吹风气的送烧台数,不得强行回收,以免造成爆炸事故。
如果炉内温度仍然下降时,可减小引风机的引风量,必要时停运引风机,确保燃烧炉温度在指标之内。
如果合成二气的压力回升到指标后,应先调节好其配风量及引风量,当温度达到指标后,方可通知造气岗位逐台炉增送吹风气,直至满负荷运行为止。
(8)为了防止吹风气和合成二气燃烧时发生事故,要严格控制好各项工艺指标,并合理配用空气量。
(9)要严格控制好余热锅炉的上汽包液位,应保持在1/2-2/3之间,不准锅炉超温、超压、超负荷运行,锅炉的三大安全附件应定期校验,使之灵敏好用。
(10)正常生产中,要按时分析锅炉的炉水水质情况,如果炉水中的总固体含量超标时,要增加排污次数。
严禁用排污阀来控制锅炉液位,排污时人要站在侧面或上风向,避免出现烫伤现象,且排污阀门的开度不宜过大,防止因排放量过大而造成锅炉缺水。
(11)如因造气炉回收阀或配风阀故障不能向燃烧炉内送吹风气时,要及时调节好合成二气的入炉量,防止温度超标损坏设备内衬。
当具备送吹风气时,要及时通知造气送吹风气。
(12)如燃烧炉或余热锅炉发生爆炸,应立即按紧急停炉的操作步骤进行停炉,待查明原因并处理后,再根据情况进行开车。
3.应熟练掌握事故的处理方法,避免因处理不当造成停车或发生事故。
在吹风气回收装置的正常运行中,由于一些客观和主观原因,会出现一些这样或那样的事故。
所以,每位操作工都应熟练掌握各种事故的应急预案,否则,会因处理不当而导致事故的发生。
4.加强巡回检查,及早发现问题,力争把事故的苗头消灭在萌芽之中。
在正常运行中,操作人员应按时对所属设备认真加强巡回检查,及早发现事故隐患,并及时通知有关人员进行处理,确保吹风气回收装置能够安全稳定运行。
5掌握好本系统的正常开、停车步骤,避免在开、停时因操作不当而导致事故的发生。
6严格控制好工艺指标,确保系统在工艺要求范围内运行。
在正常生产中,操作人员应严格执行工艺指标,避免设备超温、超压、超负荷运行现象的发生,为系统的安全稳定运行奠定坚实的基础。
7正确使用并维护好所属设备,是实现系统安全稳定运行的重要保证。
在正常运行中,除根据工艺指标使用好设备外,还必须根据设备的特点维护好设备,以延长设备的使用寿命。
8系统的安全设施应设置齐全,避免事故发生时造成设备损坏和人员伤亡。
在吹风气回收装置中,由于物理性爆炸和化学性爆炸都易于发生,因此,在系统设置有关安全装置是非常重要的。
根据系统的特点,吹风气回收装置应设有如下安全设施:(1)在吹风气总管上设置两个DN500的防爆门(板)、两个DN200的放空阀及1个安全隔离水封;(2)燃烧炉顶部和下侧人孔应设有防爆门(板);(3)燃烧炉底部应设有水封;(4)余热锅炉进、出口烟道上的人孔应设有防爆门(板)及自动卸压防爆门;(5)造气吹风气回收阀及其配风阀的同步开关应设有灯光显示信号,且要有联锁保护装置;(6)余热锅炉的液位应设有高、低液位报警装置;(7)合成二气系统应设有防回火水封(安全水封)及防爆门(板)装置。
9结语机械安全技术 | Machinery Safety Technology机械安全经多年的运行表明,造气吹风气余热回收装置在技术上是完全成熟的。
如果我们能够熟练掌握操作技艺,努力学习业务技术,不断提高操作水平和处理事故的能力,吹风气回收系统的安全稳定运行是完全可能的,它必将为企业的节能降耗和减少环境污染起到巨大作用﹗XXX图文设计本文档文字均可以自由修改第10页。