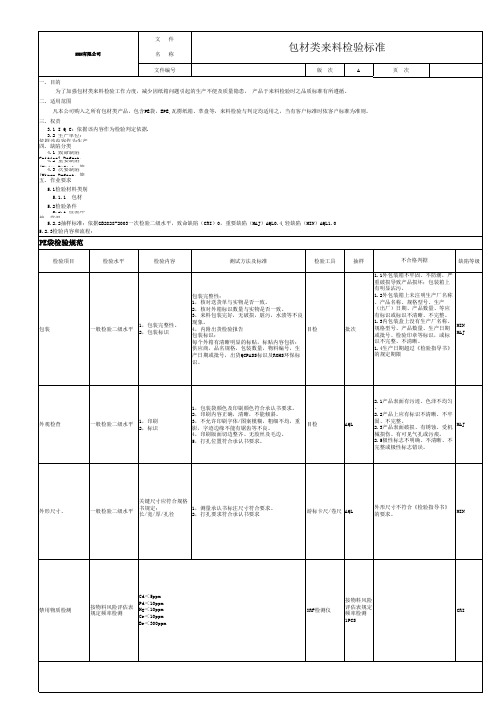
包材类(含纸箱PE袋)来料检验标准
包材类质量标准

包材类质量标准本标准适用于本司外协加工的所有木箱,铝箱,塑料箱,纸箱,彩盒,插卡,胶袋,吸塑,泡棉,内衬,说明书及标贴等材料。
1、检验表面等级划分A.级表面:能直接正视的包材产品外部表面,以下简称A面.B.级表面:包材产品的底部或背部位置以及不易看到的面,以下简称B面.C.级表面:在包材产品包装完后无法直观看到的地方,如木铝箱的内部,纸箱彩盒的内部等,以下简称C面.2、木箱塑料箱及铝箱检验要求.2.1、尺寸与材质要求(1)尺寸及结构按技术图纸要求测量.(2)在本司有要求具体材料的情况下,按本司设计图纸要求检验;没有具体说明的情况下,则按供应商常规或样品,其中木箱要求材质不能潮,发霉,腐蚀等,如木盒为胶合板,则胶合板中不得留有夹杂物, 即不影响板面平整和不影响胶合质量,胶合板不许有拼接.2.2、外观要求(1)表面应平整,不得有毛刺,划痕,虫眼,鼓泡.变形,缺料等;(2)箱子上的活页扣子及螺钉,要求电镀表面光洁,不能生锈,发黑,发黄,毛刺等;(3) 活页及扣子要求钉子钉实,不能有松动,离缝等;(4)如要求有印刷的,要求表面印刷内容要符合图纸,不能有歪斜,要求清晰完整.2.3、实装装上内衬及产品实配,要求松紧到位;盖上盖子扣好,不能出现挤压现象,箱子不能有离缝,胀鼓.3、纸箱检验要求3.1、尺寸及材质要求(1)尺寸按设计图纸要求测量,单瓦楞纸箱允许误差±1.5mm;双瓦楞纸箱允许误差±2.5mm;(2)材质要求为:双瓦楞为A*A(意为表面及里纸各为A级纸),单瓦楞为A*C(意为表面为A级纸,里纸为C级纸),瓦楞纸要求为120g瓦楞纸;(3)瓦楞要求:双瓦楞要求为BC瓦楞,单瓦楞要求为单B瓦楞,其它有特殊要求的,按技术或客户要求检验.3.2、外观及印刷(1)要求纸箱表面不能有破损,脏污,折皱,切边整齐;(2)印刷图案字体按本司设计图纸,要求印清晰完全正确,位置准确;(3)纸箱接合处,按我司设计图纸,钉装的,要求钉子不能生锈,钉的位置整齐且牢固;胶水粘合的,要求胶水不能外溢,粘合要牢固,不能有开裂;(4)压痕线要求深浅适中,不能压得太深,会导致装箱折箱时破损;也不能压得太浅,否则折箱时不整或不易折.7.3其它要求瓦楞纸箱合箱时两摇盖不能有搭接现象,且接缝不能超过5mm;两摇盖开合180度往复5次以上不得有明显裂缝.4、胶袋类检验要求4.1、尺寸及材质(1) 尺寸按设计图纸标明尺寸检验(包括长宽厚),长宽尺寸公差允许在5MM之内,厚度公差要求在在0.05MM之内.(2) 材料按设计要求,具体材料无法检测,按公司封样或供应商常规胶袋对比检验.4.2、外观表面要求不能有破损,划痕,折皱,毛边,气泡,拉毛;切边要求整齐等.5、彩盒,插卡,说明书及标贴类等检验要求5.1、尺寸及材质要求(1)尺寸按设计图纸要求测量,其中彩盒长度尺寸公差可在1.5MM内,宽与高要求在1MM之内.(2) 材质要求按技术图纸.主要测试方式为:图纸要求的克数,主要是以每平方米的克数,再跟据实物面积及称其重量算,就可知道是否符合图纸要求克数;图纸没有要求的,就按其公司常规要求或根据样品对照检验.(3) 标贴类底部胶质要求按设计图纸检验(有强胶,普胶,可移除性不干胶等),如没有要求,则按普胶检验接收,不能出现粘不牢或起翘现象.5.2、外观要求.(1)要求表面不能破损,划伤,折皱,脏污;切边整齐等,(2) 印刷图案及字样要求清晰完全,不能有油墨,脏污等.(3)标贴条形码印刷要求一定不能断线,双影或模糊不清等(条码不良印刷,会导致条形码无法扫描,属A级不合格项目)6、吸塑及吹塑产品检验要求.6.1、尺寸及材质要求(1)尺寸按设计图纸要求测量,公差要求在0.5MM内,其中厚度公差要求在0.1MM之内(2) 增加实配项目,与插卡实装,要求松紧到位,且冲孔要与插卡孔相对应.(3)材质按设计图纸要求,一般要求为PVC PE材料,如图纸无要求,按公司常规或封样对比检验.6.2、外观吸塑一般要求透明,表面不能有明显划痕,黑点,折皱发白,气泡,杂质,毛边;要求切边要整齐等.7、泡棉及内衬检验要求.7.1、尺寸要求(1)尺寸按设计图纸要求测量(2) 增加实装项目,把内衬装进木箱,铝箱或塑料箱,再装上产品,不能出现有装不进,胀鼓或难装等情况.7.2、外观要求(1)表面不能有破损,毛边,缺料等.(气孔外径要求不能超过1MM)(2) 内衬粘合不能有胶水溢出.粘合不能有缝隙,且不能有脱胶或没有粘牢等现象.。
包材类检验标准

检验
方式
一、外观检验
1.1
纸箱
表层有无破损、脏污、裂开、受潮的现象;
字唛及图案要正确、清晰、整齐;尺寸与BOM单一致且要试装,材质区分具体对照样板或参照纸箱检验规范《WI-824-300C-006-01.
本厂标准要求印刷: 、 、 、、 回收标
注:堆码层数极限根据实际情况而定,此图标只是例图
目视
目视
对板
MAJ
Ⅱ
1.9.1
吸塑
无缺口、杂质、破损且可试装,尺寸与BOM单一致,颜色及材质对照样板
目视
对板
MIN
Ⅱ
1.9.2
铭牌/参数贴
丝印正确、清楚、完整,尺寸与BOM单一致,一般是用银低黑字,具体对照生产订单
本厂贴纸要求,也是商检贴纸五要素:公司logo或厂址、产品名称、产品型号、电压、功率。
贴纸丝印电压、电流及功率单位大写如:‘V、A、W’
卷尺
对板
MAJ
Ⅱ
12
彩盒
表面无刮花、色差、破损;表层有无破损、脏污、裂开、受潮的现象;
字唛及图案印刷要正确、清晰、完整;尺寸与BON单一致且要试装,材质有:普通、过光胶等具体表面处理及颜色对照样板或参照彩盒检验规范《WI-824-300C-006-01.》
试装成品,装不下或太松,不接收
目视
卷尺
对板
MAJ
★检测标准:
1、根据GB/T2828.1-2003一次抽检一般检验Ⅱ级水准
2、印刷、破坏性测试单批抽检2pcs
★产品示意图:
项目
标记序数
修改内容
修订版本
修订人
修改日期
1
1.9.2
增加了对商检贴纸的要求
包材类(含纸箱PE袋)来料检验标准
外观检查
一般检验二级水平
1,外观 2,印刷
1,表面平整干净,无变形脏污。
目视
2.1产品表面有污迹、色泽不均匀
。
2.2产品上应有标识不清晰、不牢
AQL
固、不完整。 2.3产品表面破损、有锈蚀、受机
械损伤、有可见气孔或污痕。
2.5极性标志不明确、不清晰、不
完整或极性标志错误。
外形尺寸、
关键尺寸应符合规格
5.2检验条件 5.2.1 检验环
境:常温 5.2.2抽样标准:依据GB2828-2003一次检验二级水平,致命缺陷(CRI)0,重要缺陷(MAJ)AQL0.4,轻缺陷(MIN)AQL1.0
5.2.3检验内容和流程:
PE袋检验规范
页次
检验项目 包装
检验水平
检验内容
一般检验二级水平
1,包装完整性。 2,包装标识
XXX有限公司
文件 名称
包材类来料检验标准
文件编号
版次
A
一. 目的
为了加强包材类来料检验工作力度,减少因纸箱问题引起的生产不便及质量隐患, 产品于来料检验时之品质标准有所遵循。
二. 适用范围
凡本公司购入之所有包材类产品,包含PE袋,EPE,瓦楞纸箱、萃盘等,来料检验与判定均适用之,当有客户标准时依客户标准为准则。
供应商,品名规格,包装数量,物料编号,生
产日期或批号,出货QCPASS标识及ROHS环保标
识。
批次
不合格判据
缺陷等级
1.1外包装箱不牢固、不防潮,严 重破损导致产品损坏;包装箱上 有明显沾污。 1.2外包装箱上未注明生产厂名称 、产品名称、规格型号、生产 (出厂)日期、产品数量、等应 有标识或标识不清晰、不完整。 1.3内包装盒上没有生产厂名称、 规格型号、产品数量、生产日期 MIN 或批号、检验印章等标识,或标 MAJ 识不完整、不清晰。 1.4生产日期超过《检验指导书》 的规定期限
包材类来料检验规范

2.2
无明显的刮伤,无破损,规格、材质与样板一致。
目测
★
2.3
彩盒颜色须与样板一致,不可出现明显色差现象。
目测
★
2.4
印刷内容、位置、字体高度、LOGO符合成认书或样品要求,且字迹清楚端正、无重影、漏印、错印、偏位等现象。
目测
★
结构
2.1
纹路方向需与成认书、样板、图纸相符。
目测
★
2.2
接合部位牢固,开口方法、类别必须符合图纸或样品要求。
须符合图纸要求或与样板一致。
卡尺
★
5保丽龙
外观
5.1
外表无水珠,脏污,破损,缺料、变形、毛屑、异味等现象。
目测
★
5.2
开模成形的外表印有环保标志,免模的无环保标志。
目测
★
结构
5.3
按图纸要求进行称重,重量符合要求:偏差不可低于5%。
目测
★
5.4
开槽或开孔位置方向须符合图纸要求或与样板一致。成形方法〔开模或免模〕与符符合图纸要求或与样板一致。
A3A
8.0~9.5
3.5~4.5
A=B
9.0~10.8
3.5~4.5
A3B
6.5~8.0
3.0~3.5
B1=B
8.5~10.0
3.5~5.5
B3B
4.5~6.5
2.3~3.0
B=B
7.5~9.5
3.5~4.5
B3C
4.0~6.0
1.8~2.8
B=C
7.0~8.5
3.0~4.0
B33
3.5~5.0
1.6~2.5
目测
★
3.2
条码标:必须用条码扫描仪扫描,编码需与样板一致。标准条码: ECN码:13位UPC:12位。
包材类进料检验规范
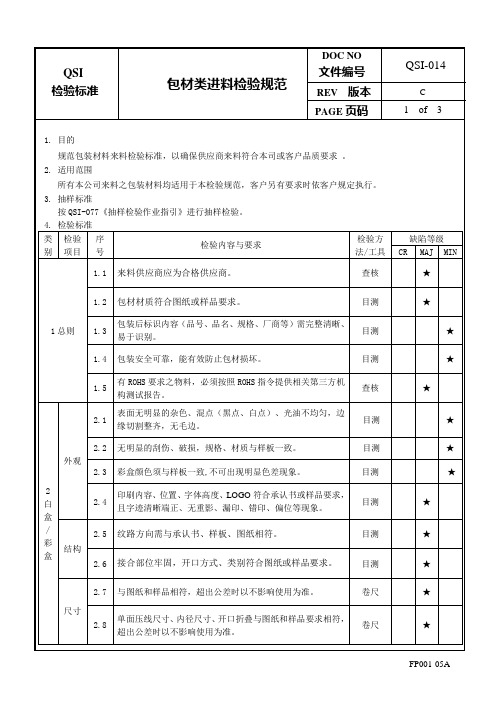
2.1
表面无明显的杂色、混点(黑点、白点)、光油不均匀,边缘切割整齐,无毛边。
目测
★
2.2
无明显的刮伤、破损,规格、材质与样板一致。
目测
★
2.3
彩盒颜色须与样板一致,不可出现明显色差现象。
目测
★
2.4
印刷内容、位置、字体高度、LOGO符合承认书或样品要求,且字迹清晰端正、无重影、漏印、错印、偏位等现象。
纸箱坑别、纹路方向需符合图纸或承认书要求。
目测
★
7.5
纸箱接合位粘胶或打钉方式符合图纸要求。
目测
★
尺寸
7.6
纸箱尺寸符合图纸要求。
卷尺
★
7.7
单面压线尺寸、内径尺寸、开口折叠符合图纸要求。
卷尺
★
其它
7.8
纸箱耐破度及边压强度需符合以下范围要求:(新的供应商需提供纸质样品)
查核/纸箱耐破测试仪
★
纸质
耐破度(kgf/cm2)
目测
★
尺寸
5.5
与图纸或承认书规格相符。
卷尺
★
6包装胶袋
外观
6.1
PE袋上印刷警告字体清晰,内容及颜色正确,表面不可有水迹、脏污、气味等现象。
目测
★
6.2
熔接位牢固不可轻易撕开,锁口位吻合紧密,锁紧后不可轻易拉开。
目测
★
结构
6.3
开口方向与图纸或样品要求一致。
目测
★
6.4
长宽超过7英寸的胶袋必须要打透气孔,位置符合要求。
目测
★
结构
2.5
纹路方向需与承认书、样板、图纸相符。
目测
★
2.6
PP,PE包装袋技术检验标准
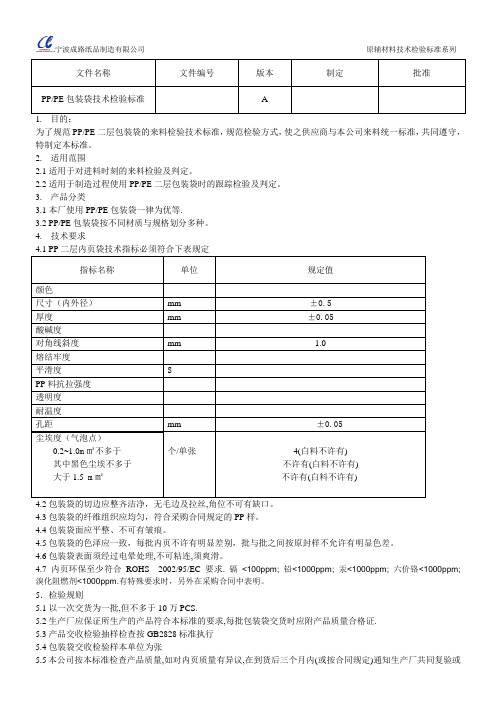
1.目的:为了规范PP/PE二层包装袋的来料检验技术标准,规范检验方式,使之供应商与本公司来料统一标准,共同遵守,特制定本标准。
2.适用范围2.1适用于对进料时刻的来料检验及判定。
2.2适用于制造过程使用PP/PE二层包装袋时的跟踪检验及判定。
3.产品分类3.1本厂使用PP/PE包装袋一律为优等.3.2 PP/PE包装袋按不同材质与规格划分多种。
4. 技术要求4.2包装袋的切边应整齐洁净,无毛边及拉丝,角位不可有缺口。
4.3包装袋的纤维组织应均匀,符合采购合同规定的PP样。
4.4包装袋面应平整、不可有皱痕。
4.5包装袋的色泽应一致,每批内页不许有明显差别,批与批之间按原封样不允许有明显色差。
4.6包装袋表面须经过电晕处理,不可粘连,须爽滑。
4.7内页环保至少符合ROHS 2002/95/EC要求.镉<100ppm;铅<1000ppm;汞<1000ppm;六价铬<1000ppm;溴化阻燃剂<1000ppm.有特殊要求时,另外在采购合同中表明。
5.检验规则5.1以一次交货为一批,但不多于10万PCS.5.2生产厂应保证所生产的产品符合本标准的要求,每批包装袋交货时应附产品质量合格证.5.3产品交收检验抽样检查按GB2828标准执行5.4包装袋交收检验样本单位为张5.5本公司按本标准检查产品质量,如对内页质量有异议,在到货后三个月内(或按合同规定)通知生产厂共同复验或委托检验部门进行复验,若不符合本标准的判定数的规定,则叛为批不合格品,由供应商负责处理,另供应商对提供的材料隐患性质量问题负责。
6.标志、包装、运输、贮存6.1供应商来料时应对包装进行适宜的密封包装,不可受潮,采用可采用瓦楞纸箱包装可回收反复使用,每单位包装上表明生产日期,规格,,生产日期,单位数量(不可少数,仓库入库前必须进行抽查),执行标准代号等。
6.2运输时应使用有篷而洁净的运输工具,产品的防护措施必须适于运输,不至于损坏包装及产品。
包装材料检验标准
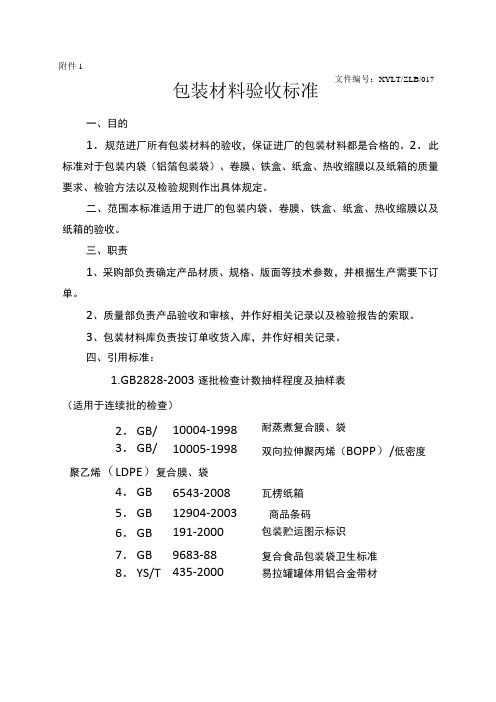
一、目的1.规范进厂所有包装材料的验收,保证进厂的包装材料都是合格的。
2.此标准对于包装内袋(铝箔包装袋)、卷膜、铁盒、纸盒、热收缩膜以及纸箱的质量要求、检验方法以及检验规则作出具体规定。
二、范围本标准适用于进厂的包装内袋、卷膜、铁盒、纸盒、热收缩膜以及纸箱的验收。
三、职责1、采购部负责确定产品材质、规格、版面等技术参数,并根据生产需要下订单。
2、质量部负责产品验收和审核,并作好相关记录以及检验报告的索取。
3、包装材料库负责按订单收货入库,并作好相关记录。
四、引用标准:1.GB2828-2003逐批检查计数抽样程度及抽样表(适用于连续批的检查)2.GB/10004-1998耐蒸煮复合膜、袋3.GB/T 10005-1998 双向拉伸聚丙烯(BOPP )/低密度聚乙烯(LDPE )复合膜、袋4.GB 6543-2008 瓦楞纸箱 5.GB 12904-2003 商品条码 6.GB191-2000包装贮运图示标识 7.GB 9683-88 复合食品包装袋卫生标准 8.YS/T 435-2000易拉罐罐体用铝合金带材附件1 包装材料验收标准文件编号:XYLT/ZLB/0179.GB7718-200410.GB/T21302-200711.GB/T11680-198912.GB/T13024-2003五、检验程序1.运输要求:预包装食品标签通则包装用复合膜、袋通则食品包装用原纸卫生标准箱纸板运输车辆符合卫生要求,干净无污染,有必备的防雨、防尘措施2.内包装材料:铝箔包装袋和卷膜2.1标样的确定:由采购部与供应商共同协商确定,定版后将标样以及相关技术参数交予质量部,质量部按标样进行验收。
如果标样有所改动,请及时通知质量部。
2.2抽样方案:采用正常检查一次抽样方案,具体如下表:表1表2.3样本采集:确定样本量后,采样要全面。
箱(袋)的上中下三个方位都要采集到。
2.4技术要求及检测方法:2.4.1材质:按GB/T10005—1998要求。
包材来料检验指导书

(附表)包装材料检验指导书目的:加强包装材料(纸箱、包装袋等)来料检验力度,减少因包装材料不良引起的生产不便及售后投诉,提高品质水平,提高出货率。
说明:适用于所有包装材料的来料检验。
操作要求、操作流程及不良处理流程可参考《来料检验指导书》。
检验工具:检验方式:目视检验工具:卷尺、卡尺组批规则:以同一包装同一品种同一外观的产品为一批。
抽检方案和接收水准:抽样接收水准:一般情况下,采用MIL-STD-105E抽样标准,进行一次性随机抽样,采取正常抽检方案,缺陷数为不合格品数AQL允收水准:严重缺陷(MAJ)=0.65%,轻微缺陷(MIN)=2.5%缺陷划分:严重缺陷:严重影响来料外观及其他重要特征,造成生产操作不能完成且生产线无法修复使用。
轻微缺陷:影响来料外观,虽对生产包装造成不便,但结果可修复再使用。
检验项目:1.检验尺寸:核对提供的尺寸检验报告。
用卷尺测量纸箱、包装袋的长、宽、高尺寸。
用卡尺测量纸板厚度。
2.印刷内容确认:依照纸箱、包装袋样品或图档核对实物印刷内容是否与其一致。
3.材质确认:根据提供的样品和材质证明。
检验核对来料材质是否与原料样品一致。
可靠性实验:要求:一批至少测试一次,测试数量一次至少5PCS,适用于纸箱测试跌落试验方法:将包装材料装上外箱规定重量的物品,封好包装从1.5-2M的高处进行直接触地跌落,每个面跌落一次,共跌落六次堆积试验方法:将包装材料装上外箱规定重量的物品,封好包装正常状态放置于地面上,以货物最大堆积箱数的重量均匀压于测试外箱上72小时判定标准:外箱外观无严重变形、破损;内包装物品无损坏、破裂检验项目及其判定标准:(附表)样品确认指引说明:当有新的原材料,或原材料、供应商有变更的情况下,供应商需重新提供新样品和检验报告流程图:要求:每批样品采购都必须标明供应商、名称、送样日期、样品编号。
品质需将资料信息记录在《样品记录表》上操作流程:1.供应商重新提供来料样品和《样品检验报告》给采购2.采购将样品及报告进行初步确认,将之提交品质部\工程部门进行样品检验核对及并记录3.品质\工程部门将样品的检验项目、检验结果及判定结果详细记录在《样品确认书》上。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
境:常温 5.2.2抽样标准:依据GB2828-2003一次检验二级水平,致命缺陷(CRI)0,重要缺陷(MAJ)AQL0.4,轻缺陷(MIN)AQL1.0
5.2.3检验内容和流程:
PE袋检验规范
页次
检验项目 包装
检验水平
检验内容
一般检验二级水平
1,包装完整性。 2,包装标识
游标卡尺/卷尺 AQL
外形尺寸不符合《检验指导书》 的要求。
MIN
禁用物质检测
按物料风险评估表 规定频率检测
Cd<5ppm Pd<10ppm Hg<10ppm Cr<10ppm Br<300ppm
按物料风险
XRF检测仪
评估表规定 频率检测
CRI
1PCS
XXX有限公司
包装箱检验规范
文件 名称 文件编号
a、跌落表面应 该是混凝土制 成的平滑、坚 硬的刚性表 面; b、跌落区内有 无杂物,确保 跌落范围内地 面清洁
在对照表内 指定试验条 件下。包材 无严重受 损,只是轻 微变形。产 品性能重新 测试OK
按照对照表标准试验后,包材出 现严重破损,导致其内产品出现 不良为不合格。
MAJ
面。 大型运输包装件(B类、C类包装件):使
三. 权责 3.1 I Q C: 依据该内容作为检验判定依据. 3.2 生产单位:
依据该内容作为生产 四. 缺陷分类
4.1 致命缺陷 Crit4i.c2al重D要ef缺ec陷t, (Maj4o.r3 D次ef要ec缺t,陷简 (Minor Defect,简 五. 作业要求
5.1检验材料类别 5.1.1 包材
林片
AQL
6,印刷内容正确,字体无模糊,重影,脏污,
锯齿边等不良。
7,折痕不可太浅导致折边困难
8,脏污油墨面积≤2mm²,两点之间的距离大于
10mm,允许6点,单面不超过2点。
2.1产品表面有污迹、色泽不均匀 。 2.2产品上应有标识不清晰、不牢 固、不完整。 2.3产品表面破损、有锈蚀、受机 械损伤、有可见气孔或污痕。 2.5极性标志不明确、不清晰、不 完整或极性标志错误。
XXX有限公司
文件 名称
包材类来料检验标准
文件编号
版次
A
一. 目的
为了加强包材类来料检验工作力度,减少因纸箱问题引起的生产不便及质量隐患, 产品于来料检验时之品质标准有所遵循。
二. 适用范围
凡本公司购入之所有包材类产品,包含PE袋,EPE,瓦楞纸箱、萃盘等,来料检验与判定均适用之,当有客户标准时依客户标准为准则。
3,来料包装完好,无破损,告
目检
包装标识:
每个外箱有清晰明显的标贴,标贴内容包括:
供应商,品名规格,包装数量,物料编号,生
产日期或批号,出货QCPASS标识及ROHS环保标
识。
批次
页次
1.1外包装箱不牢固、不防潮,严 重破损导致产品损坏;包装箱上 有明显沾污。 1.2外包装箱上未注明生产厂名称 、产品名称、规格型号、生产 (出厂)日期、产品数量、等应 有标识或标识不清晰、不完整。 1.3内包装盒上没有生产厂名称、 MIN 规格型号、产品数量、生产日期 MAJ 或批号、检验印章等标识,或标 识不完整、不清晰。 1.4生产日期超过《检验指导书》 的规定期限
中可承受的压力符合 包装件,在不对试验样品造成冲击的前提下, 平整表面
要求
施加在试验运输件的上表面,顶部包装件与下
部包装件应有错位,错位距离d参考下图。计算
包材无明显 变形,产品 性能不受影 响
MAJ
出的压力进行施加,载荷总重量与预定值误差
不超过2%,加载后对载荷施加一定压力,保证
加载平板和试验样品充分接触,载荷应保持预
目检
2.1产品表面有污迹、色泽不均匀
。
2.2产品上应有标识不清晰、不牢
AQL
固、不完整。 2.3产品表面破损、有锈蚀、受机
MAJ
械损伤、有可见气孔或污痕。
2.5极性标志不明确、不清晰、不
完整或极性标志错误。
外形尺寸、
关键尺寸应符合规格
一般检验二级水平
书规定: 长/宽/厚/孔径
1,测量承认书标注尺寸符合要求。 2,打孔要求符合承认书要求
按物料风险
XRF检测仪
评估表规定 频率检测
CRI
1PCS
5.2.4包材类来料可靠性测试及判定标准
试验项目
抽样方案
试验目的
试验内容
试验条件
判定标准 不合格判据
缺陷等级
跌落耐破试验
次/10批次
b、试验样品为已经打包装箱的成品机,必须
对产品外观及功能进行全检,保证外箱封箱胶
纸牢固、外箱无损坏,并对内装产品进行编
包材类来料检验标准
版次
A
页次
检验项目 包装
检验水平
检验内容
测试方法及标准
检验工具
抽样
一般检验二级水平
1,包装完整性。 2,包装标识
包装完整性:
1,核对送货单与实物是否一致。
2,核对外箱标识数量与实物是否一致。
3,来料包装完好,无破损,脏污,水渍等不良
现象。
4,内附出货检验报告
目检
包装标识:
每个外箱有清晰明显的标贴,标贴内容包括:
外形尺寸、
关键尺寸应符合规格
一般检验二级水平
书规定: 承认书标注尺寸
1,测量承认书标注尺寸符合要求。 2,打孔要求符合承认书要求
游标卡尺/卷尺 5PCS/批次
外形尺寸不符合《检验指导书》 的要求。
MAJ
禁用物质检测
按物料风险评估表 规定频率检测
Cd<5ppm Pd<10ppm Hg<10ppm Cr<10ppm Br<300ppm
定的设定时间(一般应为24h)
5.3 进料检验OK 的盖PASS章,并将检
《不合格品 控制程序》。
六. 参考文件
6.1 抽样水平作 业规范 M3CR021
6.2不合格品控制 程序 PF-8.3.0-15
用宽度和高度为90mm-100mm的木方支撑起3面的
一条最短棱,提升棱离地面200mm,释放提升
棱,使其落在水平刚性地面;若包装件长度是
宽度两倍以上且重心在高度中心以上,则包装
件旋转180°转到对棱重复试验,反之,包装件
旋转90°转到另一条棱重复以上试验。
XXX有限公司
错位静压试验
次/10批次
文件 名称 文件编号
识。
批次
1.1外包装箱不牢固、不防潮,严
重破损导致产品损坏;包装箱上
有明显沾污。
1.2外包装箱上未注明生产厂名称
、产品名称、规格型号、生产
(出厂)日期、产品数量、等应
有标识或标识不清晰、不完整。
1.3内包装盒上没有生产厂名称、 规格型号、产品数量、生产日期 或批号、检验印章等标识,或标
MIN MAJ
外观检查
一般检验二级水平
1,外观 2,印刷
1,表面平整干净,无变形脏污。
目视
2.1产品表面有污迹、色泽不均匀
。
2.2产品上应有标识不清晰、不牢
AQL
固、不完整。 2.3产品表面破损、有锈蚀、受机
械损伤、有可见气孔或污痕。
2.5极性标志不明确、不清晰、不
完整或极性标志错误。
外形尺寸、
关键尺寸应符合规格
号;
c、将包装件进行标识,标识方式如下:包装箱
正常放置,顶部为1面,底部为3面,纸箱结合
处的最小面(木箱,大型运输包装件最小宽度
为了验证产品在搬运 过程中跌落后产品的 稳定性
面)面向自己,该面为5面,对面为6面,纸箱 结合处的较大面为2面,对面为4面,如下图所 示: d、抬高试验样品,依照规定的跌落高度、 在指定的跌落区域让试验样品进行自由垂直跌 落,不能施加任何外力。 小型运输包装件(A类包装件):取一角、三棱 、六面,按照3.1.3要求进行试验,跌落次数为 1次; 跌落顺序: 角:2-3-5角; 棱:与2-3-5角相邻的最短棱,再次长棱,最后 为最长棱; 面:5面、6面、2面、4面、1面、3
萃盘检验规范
检验项目
检验水平
检验内容
测试方法及标准
按物料风险
XRF检测仪
评估表规定 频率检测
CRI
1PCS
检验工具
抽样
不合格判据
缺陷等级
XXX有限公司
文件 名称
包材类来料检验标准
包装
文件编号
版次
A
一般检验二级水平
1,包装完整性。 2,包装标识
包装完整性:
1,核对送货单与实物是否一致。
2,核对外箱标识数量与实物是否一致。
测试方法及标准
检验工具
抽样
不合格判据
缺陷等级
包装完整性:
1,核对送货单与实物是否一致。
2,核对外箱标识数量与实物是否一致。
3,来料包装完好,无破损,脏污,水渍等不良
现象。
4,内附出货检验报告
目检
包装标识:
每个外箱有清晰明显的标贴,标贴内容包括:
供应商,品名规格,包装数量,物料编号,生
产日期或批号,出货QCPASS标识及ROHS环保标
一般检验二级水平
书规定: 承认书标注尺寸
1,测量承认书标注尺寸符合要求。 2,打孔要求符合承认书要求
游标卡尺/卷尺 5PCS/批次
外形尺寸不符合《检验指导书》 的要求。
MAJ
禁用物质检测
按物料风险评估表 规定频率检测
Cd<5ppm Pd<10ppm Hg<10ppm Cr<10ppm Br<300ppm
包材类来料检验标准
版次
A
页次
包材有机能上的损伤,外观严重 破损不允许,产品性能及外观有 影响不允许。