气焊熔剂
气焊

气焊气焊,利用可燃气体与助燃气体混合燃烧生成的火焰为热源,熔化焊件和焊接材料使之达到原子间结合的一种焊接方法。
助燃气体主要为氧气,可燃气体主要采用乙炔、液化石油气等。
所使用的焊接材料主要包括可燃气体、助燃气体、焊丝、气焊熔剂等。
特点设备简单不需用电。
设备主要包括氧气瓶、乙炔瓶(如采用乙炔作为可燃气体)、减压器、焊枪、胶管等。
由于所用储存气体的气瓶为压力容器、气体为易燃易爆气体,所以该方法是所有焊接方法中危险性最高的之一。
氧气瓶的外面为蓝色,金属中金银材料最好但较贵且质量重,其次为铜,其氧化性较弱,铜的氢氧化物为蓝色。
所以氧气瓶的颜色该为蓝色。
利用气体燃烧的火焰作为热源的焊接方法。
乙炔(C2H2)是最常用的可燃气体。
氧和乙炔燃烧的化学过程是2C2H2+O2→4CO+2H2+3O2+热量→4CO2+2H2O+热量。
形成的火焰可调节成4种形式,分别适用于不同金属和合金的焊接(见表)。
氧乙炔火焰生成的氢和二氧化碳对熔化金属有一定的保护作用。
气焊一般是手工操作,常用于焊接 6毫米以下的薄板和小直径管材以及修补焊接。
气焊适用于多种金属材料的焊接,设备简单、成本低廉、焊炬操作灵便,在小批量薄件(最薄 0.5毫米)焊接、全位置安装焊(如锅炉低压管安装)和修补焊等方面应用较普遍。
优点1、设备简单、费用低、移动方便、使用灵活。
2、通用性强,对铸铁及某些有色金属的焊接有较好的适应性。
3、由于无需电源,因而在无电源场合和野外工作时有实用价值。
缺点1、生产效率较低。
气焊火焰温度低,加热速度慢。
2、焊接后工件变形和热影响区较大,加热区域宽,焊接热影响区宽,焊接变形大。
3、焊接过程中,熔化金属受到的保护差,焊接质量不易保证。
4、较难实现自动化。
使用材料1、气焊丝气焊时,焊丝不断地送入熔池内,并与熔化的基本金属熔合形成焊缝。
焊缝的质量在很大程度上与气焊丝的化学成分和质量有关。
常用气焊丝的型号和用途如下:1)结构钢焊丝一般低碳钢焊件采用的焊丝有H08A;重要的低碳钢焊件用H08Mn和H08MnA;中强度焊件用H15A;强度较高的焊件用H15Mn。
热处理术语
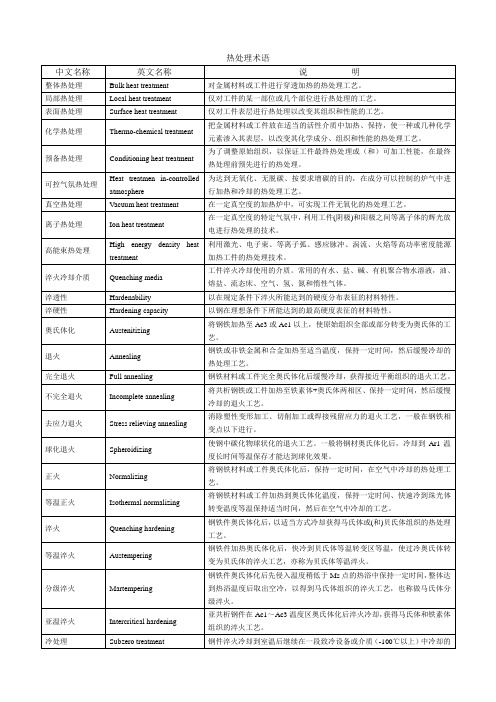
Intercritical hardening
亚共析钢件在Ac1~Ac3温度区奥氏体化后淬火冷却,获得马氏体和铁素体组织的淬火工艺。
冷处理
Subzero treatment
钢件淬火冷却到室温后继续在一段致冷设备或介质(-100℃以上)中冷却的处理工艺。
深冷处理
Cryogenic treatment
工件在250℃以下的回火。
高温回火
High temperature tempering
工件在500℃以上温度的回火。
自回火
Self tempering
利用局部或表层淬硬工件内部余热使淬硬部分回火。
回火脆性
Temper brittlement
淬火钢在一定温度区域回火和回火后缓慢冷却产生的脆性现象。
氢脆
金属凝固时,由液相同时析出、紧密相邻的两种或多钟不同的相构成的铸态组织。
共析组织
Eutectoid structure
固态金属自高温冷却时,从同一母相中同时析出、紧密相邻的两种或多钟不同的相构成的组织。
层片状组织
Lamellar- structure
两种或多钟薄层状交替重叠的共晶、共析组织以及其他组织。
ER49-1,ER55-B2L,ER55-C1
用于焊接碳钢和低合金钢,GB/T8110-1995
EF
碳钢用药芯焊丝
EF12-4332,EF03-5042
GB/T10045-1988
RZ
铸铁用实心焊丝
RZC-1,RZCH,RZCQ-2
GB/T10044-1988
5.有色金属及其他焊丝牌号
HS
堆焊硬质合金焊丝
露点
Dew point
气氛中水蒸汽开始凝结的温度。气氛中水气愈多,露点愈高。靠控制气氛露点(水分)可达到控制碳势目的。
黄铜的几种焊接方法

黄铜的几种焊接方法1、黄铜的气焊由于气焊火焰的温度低,焊接时黄铜中锌的蒸发比采用电焊时少,所以在黄铜焊接中,气焊是最常用的方法。
黄铜气焊采用的焊丝有:丝221、丝222和丝224等,这些焊丝中含有硅、锡、铁等元素,能够防止和减少熔池中锌的蒸发和烧损,有利于保证焊缝的性能和防止气孔产生。
气焊黄铜常用的熔剂有固体粉末和气体熔剂两类,气体熔剂由硼酸甲脂及甲醇组成;熔剂如气剂301。
2、黄铜的手工电弧焊焊接黄铜除了用铜227及铜237外,也可以采用自制的焊条。
黄铜电弧焊时,应采用直流电源正接法,焊条接负极。
焊前焊件表面应作仔细清理。
坡口角度一般不应小于60~70º,为改善焊缝成形,焊件要预热150~250℃。
操作时应当用短弧焊接,不作横向和前后摆动,只作直线移动,焊速要高。
与海水、氨气等腐蚀介质接触的黄铜焊件,焊后必须退火,以消除焊接应力。
3.黄铜的手工氩弧焊黄铜手工氩弧焊可以采用标准黄铜焊丝:丝221、丝222和丝224,也可以采用与母材相同成分的材料作填充材料。
焊接紫铜(即一般所称的工业纯铜)的方法有气焊、手工碳弧焊、手工电弧焊和手工氩弧焊等方法,大型结构也可采用自动焊。
1.紫铜的气焊焊接紫铜最常用的是对接接头,搭接接头和丁字接头尽量少采用。
气焊可采用两种焊丝,一种是含有脱氧元素的焊丝,如丝201、202;另一种是一般的紫铜丝和母材的切条,采用气剂301作助熔剂。
气焊紫铜时应采用中性焰。
2.紫铜的手工电弧焊在手工电弧焊时采用紫铜焊条铜107,焊芯为紫铜(T2、T3)。
焊前应清理焊接处边缘。
焊件厚度大于4毫米时,焊前必须预热,预热温度一般在400~500℃左右。
用铜107焊条焊接,电源应采用直流反接。
焊接时应当用短弧,焊条不宜作横向摆动。
焊条作往复的直线运动,可以改善焊缝的成形。
长焊缝应采用逐步退焊法。
焊接速度应尽量快些。
多层焊时,必须彻底清除层间的熔渣。
焊接应在通风良好的场所进行,以防止铜中毒现象。
焊接工艺第二章气焊与气割_OK
爆炸极限(%) 在氧气的
气体
温度
可燃气体 ----------------------------------- 燃烧速度
(J/L) (℃) (℃) 的体积比 与空气
与氧气 (m/s)
-------------------------------------------------------------------------------------------------------------------------
2021/8/27
15
二 气焊接头的种类及坡口形式
1.气焊接头的种类 常用的气焊接头形式有卷边接头、对接接头及角接接头等几种。
2.气焊焊缝坡口的基本形式与尺寸 参照国家标准GB/T985-1988,根据板厚查处装配间隙。
三 气焊焊接参数
包括焊丝的牌号、直径,熔剂,火焰性质与火焰能率,焊嘴的倾角,焊接方 向和焊接速度等。
乙炔 52754 3087 335
1.15
2.2~81 2.8~93
7.5
丙烷 99227 2526 481
3.5
2.3~9.5
2.0
丙烯 93868 2900 500
3.5
2.0~11
2.0
甲烷 33494 2538
1.5
4.8~14 5.0~59.2
氢 10048 2160
0.3~0.4 3.3~81.5 4.65~93.9
5.橡皮管
氧气橡皮管应为黑色,内径8mm,乙炔橡皮管应为红色,内径10mm,连接焊
炬或割炬的橡皮管不能短于5m一般在10~15m为宜,太长会增加气体流动的阻
力2。021/8/27
12
6.回火保险器
焊工题

安全电流是指在线路中没有防止触电的保护装置条件下,人体允许通过的电流,可按( 30MA )考虑。
安装减压器采用螺扣连接时,应拧足( 5 )个螺扣以上。
按金属在焊接时所处的状态及工艺特点将焊接方法分类时,不包括( 气焊)。
按GB/T2551-1992规定,乙炔胶管是( 红色)。
按GB/T2550-1992规定,氧气胶管是( 蓝色)B把一种交流电压变成频率相同的不同等级电压的一种电器称做 ( 变压器)BX1-300是( 弧焊变压器)BX1-300 是( 动铁心式)弧焊变压器。
BX3-300 是( 动圈式)弧焊变压器。
( 工人劳动条件恶劣)不是埋弧焊的特点。
( 生产率高 )不是手工钨极氩弧焊的优点。
( 产生化学成分的不均匀性)不是焊接缺陷造成的危害。
( 发生事故区域小)不是火灾和爆炸事故的特点。
CCJ101(气剂101)是( 不锈钢及耐热钢)气焊熔剂。
CJ201(气剂201)是( 铸铁)气焊熔剂。
CJ301(气剂301)是( 铜)气焊熔剂。
CJ401(气剂401)是( 铝)气焊熔剂。
从受力角度看,( 对接接头)受力状况好,应力集中较小,是比较理想的接头形式。
采用( X形 )坡口形式工件焊后的残余变形较小。
常用的碳当量法是对( 碳钢和低合金钢)淬硬及冷裂倾向的估算常用16Mn钢是( Q345 )的普通低合金高强度钢。
常用埋弧焊机MZ-1000型号中,“Z”表示( 自动焊机)。
常用的埋弧焊焊剂HJ431 ,其成分属于( 高锰高硅低氟)。
常用的埋弧焊焊剂HJ431,牌号中“3”表示( 高硅低氟型)。
常用的埋弧焊焊剂HJ431,牌号中“4”表示( 高锰形)。
D当埋弧焊机发生电气故障时,应( 立即切断电源,通知电工修理)登高焊割作业时,一般认为在地面周围( 10M )范围内为危险区低碳钢的含碳量为( 小于0.25% )低碳钢薄板焊条电弧焊时,容易产生 (烧穿)。
对重要的焊接结构在焊接后及时进行消除应力退火是为了防止产生( 冷裂纹) 电流通过导体产生的热量与( 电流)的平方成正比对焊条电弧焊电源的基本要求不包括( 成本)对接接头埋弧焊时,常采用第一道焊缝背面加焊剂垫的方法,是为了防止产生( 烧穿和塌陷 )对于比较干燥而触电危险性较大的环境,安全电压为 ( 36V )电弧焊机负载持续率增大,则焊机许用电流( 减小)电焊机的保险丝应根据电焊机的( 输入电流)选择。
焊接第一章 气焊与气割

二、气焊用焊接材料 1.气焊丝
气焊时,焊丝不断地送入熔池内,与熔化的母材金属熔合形成焊 缝。焊缝的质量在很大程度上与气焊丝的化学成分和质量有关,因此 焊丝的正确选用是非常重要的。 (1)气焊丝选用的原则
1)考虑母材金属的力学性能。如果焊件工况承受冲击力,应选用 韧性好的焊丝。如果要求焊件耐磨,则应选用耐磨材料的焊丝。总之, 选用焊丝材料的原则之一就是要符合焊件力学性能的要求。
压力减到气焊气割所需压力的一种
调节装置。减压器不但能减低压力、
调节压力,而且能使输出的低压气
体的压力保持稳定,不会因气源压
力降低而降低。气焊气割用减压器
有氧气减压器、乙炔减压器和丙烷
图1-2 气焊设备组成
减压器等。
1—氧化瓶及压力表 2—乙炔瓶及压力表 3—回火防止器 4—乙炔导管 5—氧气导管
6—焊炬 7—焊丝 8—焊嘴 9—工件 10—火焰
第二节 气焊用气体和焊接材料
2)考虑焊接性。 焊接性良好的焊丝填入焊缝熔池后,焊缝金属和熔合线处的晶
粒组织细密,熔池金属没有沸腾、喷溅现象。检查焊丝的焊接性时, 可用气焊火焰把焊丝一端熔化后观察一下,如果略为呈现油亮而粘 稠状态,凝固后焊缝表面光亮,没有裂纹、塌陷、粗糙等现象,这 种焊丝就是较好的。 3)考虑焊件的特殊要求。
第二节 气焊用气体和焊接材料
(2)常用气焊丝的型号和用途 1)碳素结构钢焊丝 一般低碳钢焊件采用的焊丝为H08A;重要的低 碳钢焊件用H08Mn、H08MnA;中强度焊件用H15A;强度较高的焊 件用H15Mn。 焊接强度等级为300~350MPa的普通碳素钢时,采用H08A、H08Mn 和H8MnA等焊丝。 2)铸铁用焊丝 铸铁焊丝分为灰铸铁焊丝和合金铸铁焊丝,其型号、 化学成分可参见相关国家标准。
气焊与气割安全工艺及操作
• • • • • • • • • • • • •
五、气瓶的安全使用 (一)气瓶爆炸事故的原因 (1)气瓶的材质、结构和制造工艺不符合安全要求。 (2)由于保管和使用不善,受日光曝嗮、明火、热辐射等作用。 (3)在搬运装卸时,气瓶从高处坠落,倾斜或滚动等发生剧烈碰撞冲 击。 (4)气瓶瓶阀无瓶帽保护,受振动或使用方法不当等,造成密封不严, 泄漏甚至瓶阀损坏、高压气流冲出。 (5)开气速度太快,气体迅速流经瓶阀时产生静电火花。 (6)氧气瓶瓶阀、阀门杆或减压阀等上黏有油脂,或氧气瓶内混入其 他可燃气体。 (7)可燃气瓶(乙炔、氢气、石油气瓶)发生漏气。 (8)乙炔瓶内填充的多孔性物质下沉,产生净空间,使乙炔气处于高 压状态。 (9)乙炔瓶处于卧放状态或大量使用乙炔时,丙酮随同流出。 (10)石油气瓶充装过满,受热时瓶内压力过高。 (11)气瓶未作定期技术检验。
• 3.乙炔的分解爆炸与存放的容器形状和大小有关,容器的 直径越小,则乙炔就越不容易爆炸。 • 4.乙炔与铜、银、水银等金属长期接触时,会生成乙炔铜 或乙炔银等爆炸性化合物,当受到剧烈震动或加热到 110~120º C时就会发生爆炸。所以凡是与乙炔接触的器具 设备禁止用银或纯铜制造,只准用含铜量不超过70%的铜 合金制造。 • 5.乙炔和氯、次氯酸盐等化合会发生燃烧和爆炸,所以乙 炔燃烧失火时,绝对禁止使用四氯化碳灭火器。 • 工业乙炔中含硫化氢、磷化氢、氨等有害杂质。在焊接 时,除了会影响焊缝质量外,还因磷化氢的燃点低,在 100º C时会自燃,所以规定乙炔中磷化氢的体积分数应小 于0.08%,硫化氢的体积分数应小于0.15%。
• 4.回火保险器 • 正常气焊时,火焰在焊炬的焊嘴外面燃烧,但当 气体供应不足、焊嘴阻塞、焊嘴太热或焊嘴离焊 件太近时,火焰会沿乙炔管路往回燃烧。如果回 火蔓延到乙炔瓶,就可能引起爆炸事故。回火保 险器的作用就是截留回火气体,保证乙炔瓶的安 全。 • 5.减压器又称压力调节器,它是将气瓶内的高压 气体将为工作时的低压气体的调节装置,起减压 和稳压。如氧气瓶内的氧气压力最高达15MPa,乙 炔瓶内的乙炔压力最高达1.5MPa,降为氧气的工 作压力一般为0.1-0.4MPa,乙炔的工作压力最高不 超过0.15MPa。
常用金属材料的焊接(1)
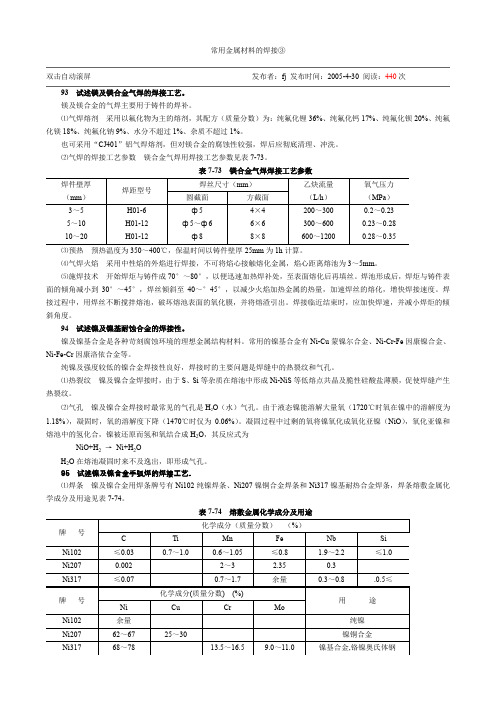
常用金属材料的焊接③双击自动滚屏发布者:fj 发布时间:2005-4-30 阅读:440次93 试述镁及镁合金气焊的焊接工艺。
镁及镁合金的气焊主要用于铸件的焊补。
⑴气焊熔剂采用以氟化物为主的熔剂,其配方(质量分数)为:纯氟化锂36%、纯氟化钙17%、纯氟化钡20%、纯氟化镁18%、纯氟化钠9%、水分不超过1%、杂质不超过1%。
也可采用“CJ401”铝气焊熔剂,但对镁合金的腐蚀性较强,焊后应彻底清理、冲洗。
⑵气焊的焊接工艺参数镁合金气焊用焊接工艺参数见表7-73。
表7-73 镁合金气焊焊接工艺参数⑶预热预热温度为350~400℃,保温时间以铸件壁厚25mm为1h计算。
⑷气焊火焰采用中性焰的外焰进行焊接,不可将焰心接触熔化金属,焰心距离熔池为3~5mm。
⑸施焊技术开始焊炬与铸件成70°~80°,以便迅速加热焊补处,至表面熔化后再填丝。
焊池形成后,焊炬与铸件表面的倾角减小到30°~45°,焊丝倾斜至40~°45°,以减少火焰加热金属的热量,加速焊丝的熔化,增快焊接速度。
焊接过程中,用焊丝不断搅拌熔池,破坏熔池表面的氧化膜,并将熔渣引出。
焊接临近结束时,应加快焊速,并减小焊炬的倾斜角度。
94 试述镍及镍基耐蚀合金的焊接性。
镍及镍基合金是各种苛刻腐蚀环境的理想金属结构材料。
常用的镍基合金有Ni-Cu蒙镍尔合金、Ni-Cr-Fe因康镍合金、Ni-Fe-Cr因康洛依合金等。
纯镍及强度较低的镍合金焊接性良好,焊接时的主要问题是焊缝中的热裂纹和气孔。
⑴热裂纹镍及镍合金焊接时,由于S、Si等杂质在熔池中形成Ni-NiS等低熔点共晶及脆性硅酸盐薄膜,促使焊缝产生热裂纹。
⑵气孔镍及镍合金焊接时最常见的气孔是H2O(水)气孔。
由于液态镍能溶解大量氧(1720℃时氧在镍中的溶解度为1.18%),凝固时,氧的溶解度下降(1470℃时仅为0.06%)。
凝固过程中过剩的氧将镍氧化成氧化亚镍(NiO),氧化亚镍和熔池中的氢化合,镍被还原而氢和氧结合成H2O,其反应式为NiO+H2→Ni+H2OH2O在熔池凝固时来不及逸出,即形成气孔。