焊接缺陷鱼骨图
合集下载
01-鱼骨图分析法与5WHY分析法

锡未完全 熔化
作业员操作 错误
加锡时间太短
焊接时间不 够2-3秒
铬铁尖磨损
没有自检
焊锡不饱满
操作员技术 未达要求
加锡太少点锡位置不正确源自焊锡未完全 盖住导体加锡太少
不能识 别冷焊
铬铁温控坏
焊接不 良
铬铁温度不 稳定
温度未达到
未定时清 理锡渣
铬铁未清理
过程省略 漏自检
不能识 别冷焊
新作业员识 别锡点位置
焊锡前和过程中点检温度熔点及 Action: 作业效率。
Benefit: 提高锡丝熔化效率 Benefit: 避免假焊不良流入下工序 Benefit: 避免假焊不良流入下工序
Why? Why? Root Cause?
改善OK
Action: Action:
Benefit: Benefit:
时间不够长
错误
焊线机温控 器错误
温度未达到 标准要求 230-380度
未检测温度
温度不够
Why? 焊锡时间不够长
Action: 加锡时间需充足
Benefit: 锡丝熔化量足够
Why? 烙铁温度不够(低) Why? 作业员漏自检 Why? 作业员定时点检烙铁
校准烙铁温度标准230~380度最佳 Action: 值
焊锡作业后自检锡点量,是否穿 Action: 过圆孔子口,轻微摆动锡点是否
焊牢固
5-
Wh
ys -
Proble m Solving Templa te
Proble m Statem ent (as define d on 8D step 2)
AL93F177-有条焊接不良。
Why? 焊锡不饱满
Action: 加锡时锡水需完全熔入圆盘端子 行动 子口内
鱼骨图(焊点不良分析)

人
环境
对SOP的遵循 工作时间过长
心情不好 工作台面清洁 判别能力 引线露铜处 镀锡不良 助焊剂材质 引线露铜短 受潮 零件多 线苞PIN脚过短 线苞PIN脚 镀锡不到位 引线露铜 挂锡量 锡膏放置时间 锡膏回温时间 锡膏用量 钢网清洁方式 印刷锡膏压力 焊接时间 焊接时锡丝拿 取方法 烙铁离开焊 点方式 甩锡 烙铁倾斜度 未按SOP擦拭烙铁头 焊盘锡未溶化就焊引线 锡丝没同时溶解在焊盘上 SOP未明确规范焊接细节
设备
钢网厚度 简易压床焊三点时造成 锡尖(针对零件多的PCB) 功率 烙铁 烙铁头 清洁 烙铁头 大小 不能自 动上锡 铜箔 氧化 温度过高 钢网开口形状 钢网底部 残留锡膏 PE调机时模 具方向不对
人
自检 注意力 品质意识
培训 时长
考核 方式
教导人员 的专业性 教育训练
教材
培训 场所
培训方式, 器材
焊盘距离、 大小、形状 PCB
焊点不良
锡 锡丝 线径 放置 环境
材料
ቤተ መጻሕፍቲ ባይዱ方法
设备
钢网 厚度
材料
预热 速度
钢网
钢网开口 大小
锡膏 回流焊
预热 温度
贴片机的 贴装压力
PCB焊 盘氧化
锡珠、 锡珠、锡渣
手工印刷 力度不够、 印偏 锡膏印刷 时的湿度 手工摆件 锡膏受力 不均 取放PCB 时碰到锡 膏 锡膏的存 放条件 锡膏印刷 时的温度
SMT常见不良鱼骨图分析

影响:影响产品外 观和功能
解决方案:优化工 艺参数,选择合适 的材料和设计
PART TWO
焊料成分:焊料成 分不纯或含有杂质, 导致焊接不良
焊料温度:焊料温 度过高或过低,影 响焊接质量
焊料表面氧化:焊 料表面氧化导致焊 接不良
焊料黏度:焊料黏 度过大或过小,影 响焊接质量
基板材料对SMT制程的影响 常见基板材料的种类及特性 基板材料的质量控制及检测方法 针对不同基板材料的处理技巧和注意事项
工装问题:吸嘴、传送带等工 装出现磨损或松动,影响贴片 效果
维护问题:设备保养不及时, 导致机械故障或精度下降
操作问题:操作人员技能不足 或操作不当,导致贴片不良
设备老化或故 障
设备保养维护 不到位
设备参数设置 不正确
设备与工装的 匹配度不高
检测设备精度不高,导致不良品漏 检
检测设备配置不齐全,无法覆盖所 有产品检测需求
添加标题
添加标题
添加标题
添加标题
检测设备老化或维护不当,影响检 测准确性
检测设备操作复杂,影响检测效率
设备与工装问 题:工装治具 的精度和稳定 性对SMT生产
的影响
解决方法:定 期检查和校准 工装治具,装治具,并加 强对其维护和
保养
案例分析:分 享实际生产中 因工装治具问 题导致的SMT 不良案例及其
零件材料选 择不当
零件材料老 化或腐蚀
零件材料质 量不达标
零件材料与 焊料不兼容
胶水质量问题:胶水不干、粘度不够等 胶带质量问题:胶带不粘、易脱落等 离型纸质量问题:离型纸不均匀、起泡等 其他辅助材料问题:标签、保护膜等材料不符合要求
PART THREE
设备问题:贴片机精度不足, 导致贴片位置不准确
鱼骨图分析法
通用 配件 储存 过多
为 何 库 存
难以确定
周
过早请购
转
率
购货数与需
缺计划
偏
用数未尽配合
喜欢请购
低
一次请购
新产品
存量太多
购货
X
案例:1、员工流失率
X
案例:2、送货时间太长
环境 太多的电话
未听到声音
无遥控器
工具/设备
Beepers运 转不正常
电话系统 故障
送货时 间太长
方法
不清楚谁接收 人
搬运工太 少
鱼骨图分析法
X
头脑风暴研讨会
鱼骨图分析法
1.让所有成员表达心声,应尽可能多而全地找出所有可能原因,而不仅 限于自己能完全掌控或正在执行的内容。对人的原因,宜从行动而非 思想态度面着手分析。
2.目标集中,追求设想数量,越多越好。
3.主张独立思考,各抒己见。
4.鼓励巧妙地利用和改善他人的设想。
5.禁止批评和评论,提倡自由发言,任意思考,知无不言,言无不尽。
2.鱼骨图是一种发现问题 “根本原因”的方法, 它也可称为“因果图” 。鱼骨图广泛应用于质 量管理。 3.鱼骨图分析法倡导头脑 风暴法,它是一种通过 集思广益、发挥团体智 慧,从各种不同角度找 出问题所有原因或构成 要素的会议方法。
4.鱼骨图有四大原则:严 禁批评、自由奔放、多 多益善、搭便车。
X
鱼骨图的用法:
X
鱼骨图分析法
经典实例
X
鱼骨图分析法—经典案例
人员
缺乏改 善意念
协调沟通 不够积极
订购审查 流于形式 市场 预估 错误
其他
销售不力 未达目标
墨守成规
焊接缺陷图示
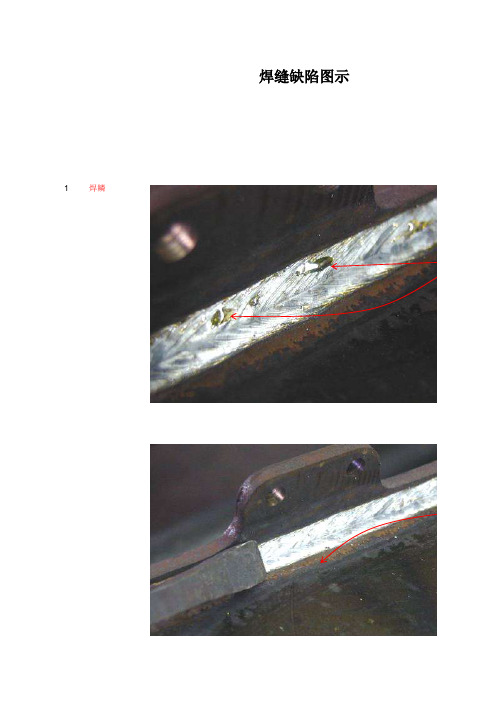
焊缝缺陷图示1焊鳞
2-气孔
修复方法:打磨去除该段焊缝,重新焊接。
3
-
弧坑针状气孔
打磨去除此部分
修复方法:打磨去除该段焊缝,重新焊接。
4-气孔(砂眼)
修复方法:打磨去除所有影响焊缝,重新焊接。
5-
缩孔
打磨去除此部分
修复方法:打磨去除所有影响焊缝,重新焊接。
6-端部裂纹/焊缝裂纹
修复方法:打磨去除所有影响焊缝,重新焊接。
7-不良焊缝外观
修复方法:重新焊接。
8
- 焊瘤及飞边重新焊接部分
修复方法:打磨,重新焊接。
9-咬边
修复方法:重新焊接。
10-咬边
修复方法:重新焊接。
11-焊缝不均匀
修复方法:重新焊接。
12‘-不良外观
修复方法:重新焊接。
13‘-不良外观
修复方法:重新焊接。
14‘-不良外观
焊鳞
去除焊鳞后焊缝表面。
鱼骨图 FOR 焊线塌线
工具检验能力不足
塌线标准不明确
法
CAP不良
Table
太大
线夹不良 推料出去
弧度参数搭
焊线塌线
拿料盒方式不 点胶深度未明确
取放支架未规范 GC 位置未固定
标准不明确
检验频次不足
料盒堆放不规范 法
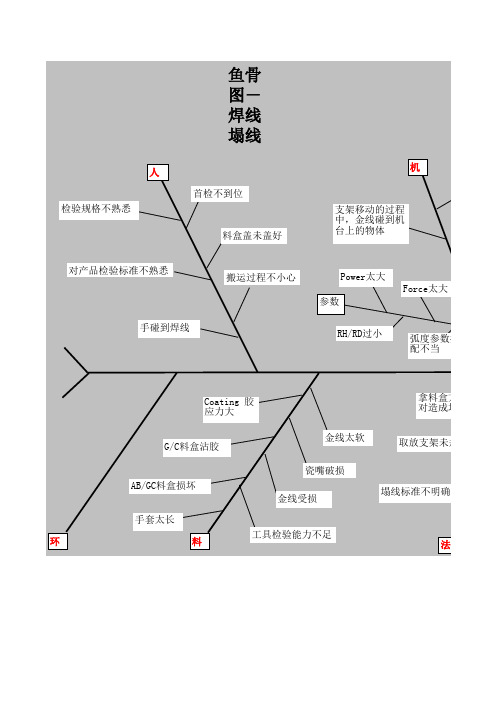
鱼骨图-焊线塌线
人 首检不到位
检验规格不熟悉 料盒盖未盖好 支架移动的过程 中,金线碰到机 台上的物体 机
对产品检验标准不熟悉太大
手碰到焊线
RH/RD过小
弧度参数搭
Coating 胶 金线太软
瓷嘴破损
拿料盒方式不
G/C料盒沾胶
取放支架未规范
AB/GC料盒损坏 金线受损 手套太长 环 料
塌线标准不明确
法
CAP不良
Table
太大
线夹不良 推料出去
弧度参数搭
焊线塌线
拿料盒方式不 点胶深度未明确
取放支架未规范 GC 位置未固定
标准不明确
检验频次不足
料盒堆放不规范 法
鱼骨图-焊线塌线
人 首检不到位
检验规格不熟悉 料盒盖未盖好 支架移动的过程 中,金线碰到机 台上的物体 机
对产品检验标准不熟悉太大
手碰到焊线
RH/RD过小
弧度参数搭
Coating 胶 金线太软
瓷嘴破损
拿料盒方式不
G/C料盒沾胶
取放支架未规范
AB/GC料盒损坏 金线受损 手套太长 环 料
SMT常见不良鱼骨图分析

对PCB板进行烘烤,去除潮气。 选用优质的焊锡材料,减少杂质含量。
错件
01
错件产生原因
02 贴片程序中未正确设置器件参数,导致机器无法 识别器件。
03 操作员未按照作业指导书操作,导致器件贴错。
错件
器件包装不良,导致取料时出现错误 。
PCB板放置位置不正确,导致取料时 出现错误。
错件
改善措施
1
smt常见不良鱼骨图分 析
目录 CONTENT
• SMT常见不良现象 • 原因分析 • 解决方案 • 预防措施
01
SMT常见不良现象
锡珠
总结词
锡珠是指在焊接过程中,多余的焊锡 在PCB板上形成的小球状焊锡。
详细描述
锡珠可能是由于焊锡量过多、焊剂过 量、加热不足或加热时间过长等原因 造成的。锡珠可能导致电路短路、元 器件短路、降低产品可靠性等问题。
错件
总结词
错件是指在SMT贴片过程中,将元器件贴错位置或贴错型号 的现象。
详细描述
错件可能是由于操作员疏忽、程序错误、标签错误等原因造 成的。错件可能导致电路功能异常、产品性能
偏位是指元器件在PCB板上的位置与设计要求存在偏差的现象。
详细描述
偏位可能是由于贴片程序错误、操作员操作失误、焊锡量不足等原因造成的。 偏位可能导致电路性能不稳定、产品可靠性降低等问题。
立碑
总结词
立碑是指SMT贴片元件的一端或两端翘起,形成类似碑文的效果。
详细描述
立碑可能是由于元件吸嘴选择不当、元件本身翘曲、焊膏量不足等因素引起的。 为了预防立碑问题,可以选用适合的元件吸嘴,确保吸力适中;加强元件存储和 使用管理,避免元件翘曲;控制焊膏的量,确保焊点饱满等。
缺陷的鱼骨图(问题的分析)

人員疏忽 零件、錫膏被擦掉 工作馬虎 衣袖未夾住 鋼板孔塞
鋼板网孔未開
人員混亂
未適人適用
爐溫不穩定 溫控卡故障 迴銲爐
缺
溫度過高
空調故障
NOZZE下降距離不 頂PIN擺放不 程式編輯
table設定過
錫量少
溫濕度
印刷機 座標定位不準 鋼板与PCB不匹配
檢修
軌道、网變形 排風系統故障 IR參數設定不當
濕度過大
NOZZLE 型號設定錯誤 座標缺 停气
電气 掉板
錫膏不賭塞
NOZZLE
未按計劃保養 保養 NOZZLE 磨損 貼裝機 吸料不良
拉錫不當
設備故障
軌道調整不當 停電
保養不撤底
環境
方法
設 備
料槍變形
SMT
材 料
未置放
不良現象缺件要因分析圖
人 員
教育訓練不足
教育資料缺乏 教育訓練
尺寸不規範
疲勞
眼睛近視 作業情緒化
工作態度不端正 教育訓練不徹底
PCB氧化
PCB不良
PCB變形
精神不振
手放零件 方法不熟
PCB上有異物 預 品質意識不強
ECN未及時導入
程式錯誤
參觀人次過多 管理不當
V-cut太深
PCB 設計不當
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
拼点不牢固
导电嘴磨损或焊丝 不直导致的焊接电 弧不稳定
送丝速度过快, 焊速不稳定
焊接参数不合理
焊接顺序设计不合理 焊丝伸出过长
在焊接停止时没有 回填
焊缝重叠时熔合不好
电弧过长 焊接速度太慢
不正确的焊枪角度
过快的送丝速度
焊接变形
粗糙
焊枪角度不正确
焊缝接头不良
冷滚
保护气体流量过高,未焊透
焊接速度过快
导电嘴磨损, 焊丝变形,送
拼点时焊 点过大
焊接电流太小 焊弧过长
焊枪角度
基材表面的
焊枪摆动幅度 过大
多层焊工艺参 数不合理
坡口角度太小,根部间 隙太窄
焊根清理不良
咬边
焊弧过长 焊接速度过快 焊枪角度不当
电流过大
焊接速度太快
凹陷
焊接位置不合理
焊枪角度不正确, 偏向下
焊弧过短使焊 缝过多的堆积
保护气体不纯,
过大的熔深
较大的焊接内应 力
焊接速度太慢
焊缝末端处的 弧坑冷却过快
焊枪角度不正确, 偏向上
由于焊丝受潮,保护气不足 使氢气进入焊缝而产生裂纹
凸起
多层焊层间焊缝 工艺设计不合理
电压过大,电流
气孔
例不正确,气体不纯)
焊接裂纹
层焊层间焊缝 艺设计不合理
电压过大,电流过小
焊接缺陷
多层焊层间焊缝 工艺设计不合理 (如焊道过多, 层间熔合不好) 焊接电压过小, 电流过大
焊接参数不当
焊弧过长
正确的焊枪角度
喷嘴阻塞
工件表面有杂质(如: 油,锈,漆,等等)
焊枪摆动幅度 较大,气体保 护效果不好
多层焊时,第一道 焊道太小
气体流量过高 起动荡)或过低
焊丝质量差
工件表面有杂质(如: 油,锈,漆,等等)
保护气体质量差(混合比
例不正确,气体不纯)
焊接裂纹
拼点不牢固,在焊接热量 过大时焊缝开裂
飞溅
工件表面油污, 脏,清洁不到位
CO2 短路过渡时, 电感量的影响
焊脚尺寸不合格
针孔和条虫孔
焊接速度过快或过慢
焊丝伸出过长
坡口不当,间隙不 均匀
焊接电弧不稳定
焊接电流,电压不正确
图纸理解不正确 焊枪角度不正确
基材表面的
熄弧过快
在焊接停止时 没有回填
过大的焊接参数 缺少刚性固定
弧坑
不合理的焊
急剧的冷却