常见焊接缺陷图片
《常见焊缺陷》课件

对焊缝进行机械加工,以去除不合格部分。
补焊
对存在的缺陷进行补充焊接,以消除缺陷。
热处理
对焊缝进行热处理,以改善其力学性能和消 除焊接残余应力。
05
案例分析
案例一:某机械零件的焊接缺陷分析
总结词:机械零件焊接缺陷 总结词:预防措施 总结词:修复方法
详细描述:该案例介绍了某机械零件在焊接过程中出现 的缺陷,如气孔、夹渣、未熔合等,并对其产生的原因 进行了深入分析,如焊接参数不当、操作不规范等。
详细描述
通过建立完善的焊接质量管理体系,制定合理的焊接工艺规范和质量控制标准,加强焊 接过程的监督和检测,可以有效地减少焊接缺陷的产生。同时,采用先进的无损检测技
术,如X射线检测、超声波检测等,可以及时发现和消除焊接缺陷,提高焊接质量。
04
焊接缺陷的检测与修复方法
焊接缺陷的检测方法
外观检测
通过肉眼或使用放大镜观察焊 缝表面,检查是否存在裂纹、
在此添加您的文本16字
总结词:加固措施
在此添加您的文本16字
总结词:修复技术
在此添加您的文本16字
详细描述:对于无法修复的缺陷,该案例采取了各种加固 措施,如增加支撑结构、粘贴钢板等,以提高结构的稳定 性和安全性。
THANKS
感谢观看
气孔与夹渣
气孔和夹渣是焊接过程中常见的缺陷,它们会影响焊接接头的质量。
气孔是由于焊接过程中熔池内的气体在金属冷却过程中未能及时逸出,残留在焊缝内部形成的孔洞。夹渣则是由于焊接过程 中熔池内存在杂质,在金属冷却过程中未能完全熔化或排除,残留在焊缝中的杂质颗粒。气孔和夹渣的存在会降低焊接接头 的致密度和强度。
咬边与烧穿
咬边和烧穿是焊接过程中常见的缺陷 ,它们会导致焊接接头的强度降低。
常见的焊接缺陷及缺陷图片.docx
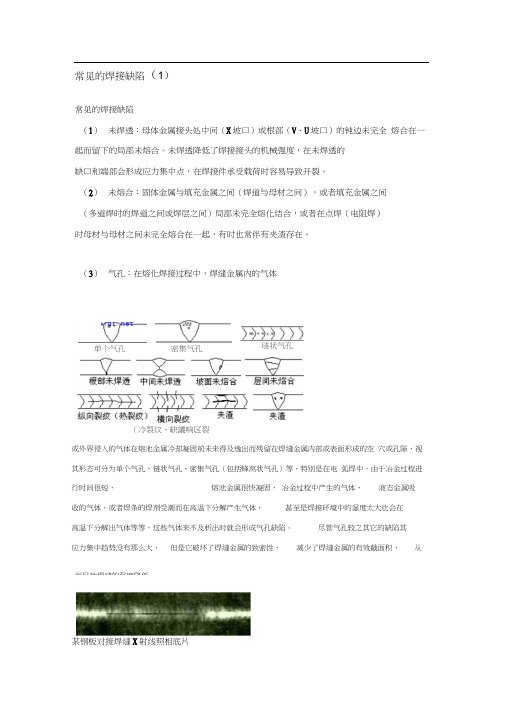
常见的焊接缺陷(1)常见的焊接缺陷(1) 未焊透:母体金属接头处中间(X 坡口)或根部(V 、U 坡口)的钝边未完全 熔合在一起而留下的局部未熔合。
未焊透降低了焊接接头的机械强度,在未焊透的缺口和端部会形成应力集中点,在焊接件承受载荷时容易导致开裂。
(2) 未熔合:固体金属与填充金属之间(焊道与母材之间),或者填充金属之间(多道焊时的焊道之间或焊层之间)局部未完全熔化结合,或者在点焊(电阻焊)时母材与母材之间未完全熔合在一起,有时也常伴有夹渣存在。
(3) 气孔:在熔化焊接过程中,焊缝金属内的气体或外界侵入的气体在熔池金属冷却凝固前未来得及逸岀而残留在焊缝金属内部或表面形成的空 穴或孔隙,视其形态可分为单个气孔、链状气孔、密集气孔(包括蜂窝状气孔)等,特别是在电 弧焊中,由于冶金过程进行时间很短, 熔池金属很快凝固, 冶金过程中产生的气体、 液态金属吸收的气体,或者焊条的焊剂受潮而在高温下分解产生气体, 甚至是焊接环境中的湿度太大也会在高温下分解出气体等等,这些气体来不及析出时就会形成气孔缺陷。
尽管气孔较之其它的缺陷其应力集中趋势没有那么大, 但是它破坏了焊缝金属的致密性, 减少了焊缝金属的有效截面积,从某钢板对接焊缝X 射线照相底片单个气孔 密集气孔 琏状气孔(冷裂纹、缺議响区裂纹)而导致焊缝的强度降低。
V型坡口,手工电弧焊,未焊透某钢板对接焊缝X射线照相底片V型坡口,手工电弧焊,密集气孔(4)夹渣与夹杂物:熔化焊接时的冶金反应产物,例如非金属杂质(氧化物、硫化物等)以及熔渣,由于焊接时未能逸出,或者多道焊接时清渣不干净,以至残留在焊缝金属内,称为夹渣或夹杂物。
视其形态可分为点状和条状,其外形通常是不规则的,其位置可能在焊缝与母材交界处,也可能存在于焊缝内。
另外,在采用钨极氩弧焊打底+手工电弧焊或者钨极氩弧焊时,钨极崩落的碎屑留在焊缝内则成为高密度夹杂物(俗称夹钨)。
W18Cr4V(高速工具钢)-45钢棒对接电阻焊缝中的夹渣断口照片钢板对接焊缝X射线照相底片V型坡口,手工电弧焊,局部夹渣钢板对接焊缝X射线照相底片V型坡口,手工电弧焊,两侧线状夹渣钢板对接焊缝X射线照相底片V型坡口,钨极氩弧焊打底+手工电弧焊,夹钨(5)裂纹:焊缝裂纹是焊接过程中或焊接完成后在焊接区域中出现的金属局部破裂的表现。
《焊缝缺陷图示》课件

焊缝缺陷可能导致 结构断裂,造成安 全隐患
引发泄漏
焊缝缺陷可能导致气体或液体泄漏 泄漏可能导致设备损坏或失效 泄漏可能导致环境污染或人员伤害 泄漏可能导致经济损失或生产中断
缩短使用寿命
焊缝缺陷可能导致 结构强度降低,影 响使用寿命
焊缝缺陷可能导致 设备运行不稳定, 影响使用寿命
焊缝缺陷可能导致 设备维修成本增加 ,影响使用寿命
提高母材质量
选用优质母材,保证其化学成 分、力学性能等符合要求
严格控制母材的加工工艺,避 免产生缺陷
定期对母材进行检验,确保其 质量符合标准
加强母材的储存和运输管理, 避免受到污染和损坏
THANK YOU
汇报人:PPT
原因:焊接电流过小、焊接速 度过快、焊丝角度不当等
危害:降低焊缝强度,影响焊 接质量
预防措施:调整焊接参数、改 善焊接工艺、加强焊前清理等
未焊透
原因:焊接电流过小、焊接速度过快、焊丝角度不当等 特征:焊缝表面有明显的凹坑或缺口,内部有气孔或夹渣 危害:降低焊缝强度,影响焊接质量 预防措施:调整焊接参数、改善焊接环境、加强焊前清理等
电压:根 据焊接材 料和厚度 选择合适 的电压
速度:根 据焊接材 料和厚度 选择合适 的速度
气体保护: 根据焊接 材料和厚 度选择合 适的气体 保护
预热:根 据焊接材 料和厚度 选择合适 的预热温 度
冷却:根 据焊接材 料和厚度 选择合适 的冷却方 式
提高焊接材料质量
确保焊接材料符合国家标准 和行业标准
无损检测
超声波检测:利用超声波在焊缝中的传播和反射特性,检测焊缝内部的 缺陷
射线检测:利用X射线或γ射线在焊缝中的穿透和吸收特性,检测焊缝 内部的缺陷
常见的焊接缺陷及缺陷图片
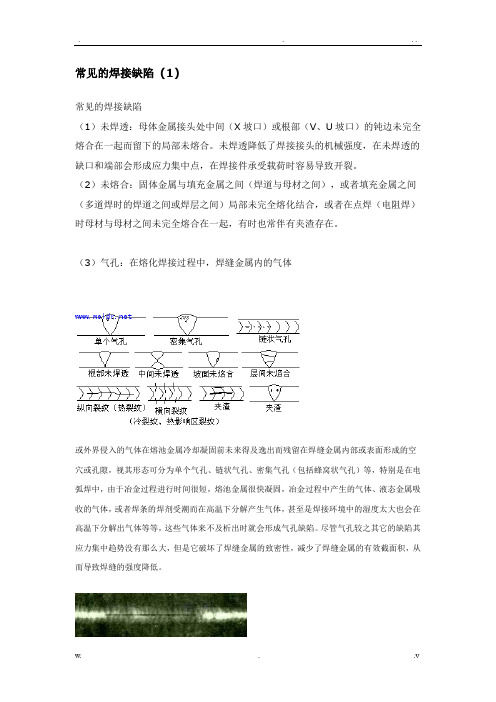
常见的焊接缺陷(1)常见的焊接缺陷(1)未焊透:母体金属接头处中间(X坡口)或根部(V、U坡口)的钝边未完全熔合在一起而留下的局部未熔合。
未焊透降低了焊接接头的机械强度,在未焊透的缺口和端部会形成应力集中点,在焊接件承受载荷时容易导致开裂。
(2)未熔合:固体金属与填充金属之间(焊道与母材之间),或者填充金属之间(多道焊时的焊道之间或焊层之间)局部未完全熔化结合,或者在点焊(电阻焊)时母材与母材之间未完全熔合在一起,有时也常伴有夹渣存在。
(3)气孔:在熔化焊接过程中,焊缝金属内的气体或外界侵入的气体在熔池金属冷却凝固前未来得及逸出而残留在焊缝金属内部或表面形成的空穴或孔隙,视其形态可分为单个气孔、链状气孔、密集气孔(包括蜂窝状气孔)等,特别是在电弧焊中,由于冶金过程进行时间很短,熔池金属很快凝固,冶金过程中产生的气体、液态金属吸收的气体,或者焊条的焊剂受潮而在高温下分解产生气体,甚至是焊接环境中的湿度太大也会在高温下分解出气体等等,这些气体来不及析出时就会形成气孔缺陷。
尽管气孔较之其它的缺陷其应力集中趋势没有那么大,但是它破坏了焊缝金属的致密性,减少了焊缝金属的有效截面积,从而导致焊缝的强度降低。
某钢板对接焊缝X射线照相底片V型坡口,手工电弧焊,未焊透某钢板对接焊缝X射线照相底片V型坡口,手工电弧焊,密集气孔(4)夹渣与夹杂物:熔化焊接时的冶金反应产物,例如非金属杂质(氧化物、硫化物等)以及熔渣,由于焊接时未能逸出,或者多道焊接时清渣不干净,以至残留在焊缝金属内,称为夹渣或夹杂物。
视其形态可分为点状和条状,其外形通常是不规则的,其位置可能在焊缝与母材交界处,也可能存在于焊缝内。
另外,在采用钨极氩弧焊打底+手工电弧焊或者钨极氩弧焊时,钨极崩落的碎屑留在焊缝内则成为高密度夹杂物(俗称夹钨)。
W18Cr4V(高速工具钢)-45钢棒对接电阻焊缝中的夹渣断口照片钢板对接焊缝X射线照相底片V型坡口,手工电弧焊,局部夹渣钢板对接焊缝X射线照相底片V型坡口,手工电弧焊,两侧线状夹渣钢板对接焊缝X射线照相底片V型坡口,钨极氩弧焊打底+手工电弧焊,夹钨(5)裂纹:焊缝裂纹是焊接过程中或焊接完成后在焊接区域中出现的金属局部破裂的表现。
常见的焊接缺陷及缺陷图片
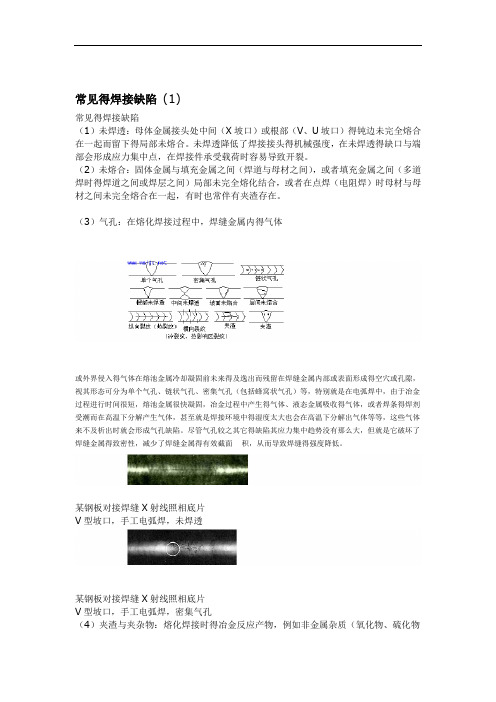
常见得焊接缺陷(1)常见得焊接缺陷(1)未焊透:母体金属接头处中间(X坡口)或根部(V、U坡口)得钝边未完全熔合在一起而留下得局部未熔合。
未焊透降低了焊接接头得机械强度,在未焊透得缺口与端部会形成应力集中点,在焊接件承受载荷时容易导致开裂。
(2)未熔合:固体金属与填充金属之间(焊道与母材之间),或者填充金属之间(多道焊时得焊道之间或焊层之间)局部未完全熔化结合,或者在点焊(电阻焊)时母材与母材之间未完全熔合在一起,有时也常伴有夹渣存在。
(3)气孔:在熔化焊接过程中,焊缝金属内得气体或外界侵入得气体在熔池金属冷却凝固前未来得及逸出而残留在焊缝金属内部或表面形成得空穴或孔隙,视其形态可分为单个气孔、链状气孔、密集气孔(包括蜂窝状气孔)等,特别就是在电弧焊中,由于冶金过程进行时间很短,熔池金属很快凝固,冶金过程中产生得气体、液态金属吸收得气体,或者焊条得焊剂受潮而在高温下分解产生气体,甚至就是焊接环境中得湿度太大也会在高温下分解出气体等等,这些气体来不及析出时就会形成气孔缺陷。
尽管气孔较之其它得缺陷其应力集中趋势没有那么大,但就是它破坏了焊缝金属得致密性,减少了焊缝金属得有效截面积,从而导致焊缝得强度降低。
某钢板对接焊缝X射线照相底片V型坡口,手工电弧焊,未焊透某钢板对接焊缝X射线照相底片V型坡口,手工电弧焊,密集气孔(4)夹渣与夹杂物:熔化焊接时得冶金反应产物,例如非金属杂质(氧化物、硫化物等)以及熔渣,由于焊接时未能逸出,或者多道焊接时清渣不干净,以至残留在焊缝金属内,称为夹渣或夹杂物。
视其形态可分为点状与条状,其外形通常就是不规则得,其位置可能在焊缝与母材交界处,也可能存在于焊缝内。
另外,在采用钨极氩弧焊打底+手工电弧焊或者钨极氩弧焊时,钨极崩落得碎屑留在焊缝内则成为高密度夹杂物(俗称夹钨)。
W18Cr4V(高速工具钢)-45钢棒对接电阻焊缝中得夹渣断口照片钢板对接焊缝X射线照相底片型坡口,手工电弧焊,局部夹渣V.钢板对接焊缝X射线照相底片型坡口,手工电弧焊,两侧线状夹渣V钢板对接焊缝X射线照相底片手工电弧焊,夹钨型坡口,钨极氩弧焊打底+V(5)裂纹:焊缝裂纹就是焊接过程中或焊接完成后在焊接区域中出现得金属局部破裂得表现。
常见的焊接缺陷

第二节常见的焊接缺陷1.焊缝尺寸不符合要求:如焊缝表面不规则(即表面过分粗糙)、宽度不齐(焊缝宽度改变过大)、焊缝超高或余高过大(对接焊缝表面上的焊缝金属过高)、型面不良(母材表面与靠近焊趾处焊缝表面切面间角度过小,焊缝与母材过渡不圆滑)、凸度过大(角焊缝表面的焊缝金属过高)、焊脚不对称(两侧焊脚尺寸差过大)、接头不良(焊a为设时为焊现象。
5.焊穿:焊接过程中,熔化金属从母材背面流出并形成穿孔的现象。
6.焊瘤:在焊接过程中,熔化的金属流淌到焊缝之外未熔化的母材上所形成的金属瘤。
7.弧坑及弧坑缩孔:焊缝收尾处产生的下陷部分叫做弧坑;弧坑缩孔是指焊道末端的凹陷,且在后续焊道焊接之前或在后续焊道焊接过程中未被消除。
8.熔坑:由于焊接电流过大或操作不当,在焊缝背面的母材上形成的低于母材表面的点状凹坑。
9.偏焊:焊缝偏离母材,与母材没有完全结合。
10.气孔:焊接时,熔池中的气体在凝固时因未能逸出而残留下来所形成的空穴,二氧化碳气体保护焊因为气体问题引起空气侵入熔池,焊缝就会产生气孔。
气孔是一种常见焊接缺陷,按照分布特点可分成分散气孔和密集气孔。
11.飞溅:熔焊过程中向周围飞散的金属颗粒。
12.漏焊:图纸设计有焊缝,由于操作失误而没有焊接的现象称为漏焊。
13.裂纹:在焊接应力及其它至脆因素共同作用下,焊接接头中局部地区的金属原子结合力遭到破坏而形成的新界面所产生的缝隙,它具有尖锐的缺口和大的长宽比特征。
14.夹渣:焊接后残留在焊缝中的熔渣称为夹渣。
15.渗透不良:在要求单面焊双面成型的焊接中,反面成型不规则(尖锐、粗细高低不一),反面成型(渗透)偏离两块焊件对接线,以及没有渗透或渗透达不到规定的长度要求,称为渗透不良。
在集装箱制造中,拼板焊接常见。
16.错边:装配时由于两个焊件没有对正而造成板的中心线平行偏差或长度方向板边的不齐。
在集装箱制造中,例如拼板对接点焊时有可能出现。
17.型面不良与凸度过大(焊缝棍状):角焊缝表面的焊缝金属过高,且母材表面与靠1)。
焊接缺陷图片大全
修复方法: 重新焊接 。
13 ‘-不良外观
修复方法: 重新焊接 。
14 ‘-不良外观
焊鳞
去除焊鳞 后焊缝Βιβλιοθήκη 面-端部裂纹/焊 6 缝裂纹
修复方法: 打磨去除 所有影响 焊缝,重 新焊接。 -不良焊缝外 7观
重新焊接部分
修复方法: 重新焊接 。
8 - 焊瘤及飞边
修复方法: 打磨,重 新焊接。
9 - 咬边
修复方法: 重新焊接 。
10 -咬边
修复方法: 重新焊接 。
11 -焊缝不均匀
修复方法: 重新焊接 。
1 焊鳞
焊缝缺陷图示
2 -气孔
修复方法: 打磨去除 该段焊 缝,重新 焊接。
- 弧坑针状气 3孔
打磨去除此部分
修复方法: 打磨去除 该段焊 缝,重新 焊接。
-气孔(砂 4 眼)
打磨去除此部分
5 -缩孔
修复方法: 打磨去除 所有影响 焊缝,重 新焊接。
修复方法: 打磨去除 所有影响 焊缝,重 新焊接。
《常见焊接缺陷》课件
焊接环境:温度、湿度、风 速等环境因素影响
操作人员:操作技能不足, 操作不当
焊接缺陷对结构性能的影响
强度降低:焊接缺陷可能导致结构强度降低,影响其承载能力 刚度下降:焊接缺陷可能导致结构刚度下降,影响其稳定性 疲劳寿命缩短:焊接缺陷可能导致结构疲劳寿命缩短,影响其使用寿命 耐腐蚀性降低:焊接缺陷可能导致结构耐腐蚀性降低,影响其耐久性
选择合适的焊接材料,如不锈钢、铝合金等 控制焊接材料的质量,如化学成分、机械性能等 控制焊接材料的厚度,如薄板、厚板等 控制焊接材料的表面处理,如打磨、清洗等
焊接过程监控与检验
焊接前检查:确保 焊接设备、材料、 工艺参数等符合要 求
焊接中监控:实时 监测焊接过程中的 温度、电流、电压 等参数
焊接后检验:对焊 接质量进行检验, 包括外观检查、无 损检测等
热处理修复:通过热处理技术修复缺 陷
复合修复:结合多种修复方法进行修 复
预防性修复:通过预防措施避免缺陷 产生
总结与展望
本次课件内容回顾总结
焊接缺陷的定义和分类
焊接缺陷产生的原因和影 响
焊接缺陷的预防和检测方 法
焊接缺陷的修复和补救措 施
焊接缺陷的案例分析和经 验分享
焊接缺陷的未来发展趋势 和展望
无损检测法
超声波检测:利用超声波 在金属中的传播和反射特 性,检测金属内部的缺陷
射线检测:利用X射线或γ 射线穿透金属,检测金属 内部的缺陷
磁粉检测:利用磁粉在金 属表面的吸附和显示特性, 检测金属表面的缺陷
渗透检测:利用渗透剂在 金属表面的渗透和显示特 性,检测金属表面的缺陷
涡流检测:利用涡流在金 属中的传播和反射特性, 检测金属内部的缺陷
常见的焊接缺陷及其处理方法
三、焊接裂纹的分类
按温度范围和机理进行的焊接裂纹的分类
氢致裂纹
冷裂纹
淬火裂纹
层状撕裂
结晶裂纹
焊接裂纹
热裂纹
液化裂纹
高温失效裂纹
再热裂纹
1、热裂纹(又称结晶裂纹)
热裂纹的定义 焊接过程中,焊缝和热影响区金属冷却到固相线附近的高温区产生的裂纹。
热裂纹主要发生在晶界处。 热裂纹的特征
存在较大的拉应力。因氢的扩散需要时间,所以冷裂纹在焊后需延迟一段时间才出现。 由于是氢所诱发的,也叫氢致裂纹。
了解冷裂纹的形成
防止冷裂纹的措施 选用碱性焊条或焊剂,减少焊缝金属中氢的含量,提高焊缝金属塑性。 焊条焊剂要烘干,焊缝坡口及附近母材要去油、水、除锈,减少氢的来源。
工件焊前预热,焊后缓冷(大部分材料的温度可查表),可降低焊后冷却速度,避免 产生淬硬组织,并可减少焊接残余应力。
前言
众所周知,焊接结构(件)在现代科学技术和生产中得到了广泛
应用。随着锅炉、压力容器、化工机械、海洋构造物、航空航天 器和原子能工程等向髙参数及大型化-方向发展,工作条件日益苛 刻、复杂。显然,这些焊接结构(件)必须是髙质量的,否则,运行 中出现事故必将造成惨重的损失。诚然,迅速发展的现代焊接技 术,已能在很大程度上保证其产品质量, 但由于焊接接头为不均 匀体,应力分布又复杂,制造过程中亦作不到绝对的不产生焊接 缺陷,更不能排除产品在役运行中出现新的缺陷。
焊道之 间未焊
透
缺陷名称 未焊透
定义
在熔焊时, 接头根部未完全 熔透的现象,如 图9-5所示。图9-5 未焊透 Nhomakorabea原因
常见焊接缺陷的照片
熔合线开裂
端部拐角开裂
弧坑开裂
6.2 气孔 母材或焊丝未去氧化膜引起的气孔
气体杂质或流量不当造成的气孔
其他原因 导电嘴偏芯
焊丝干伸长过长
导电嘴内部有飞溅
环境温湿度、穿堂风超标
6.3 缩孔 正面缩孔
背面缩孔
6.4 未熔合、未焊透 侧壁未熔合
根部未熔合
6.4 咬边 角焊缝咬边
对接焊缝咬边
6.6 余高过大 对接焊缝余高过大
接头余高过大 6.7 下榻过大
6.8 焊瘤
6.9 盖面不足
6.10 焊角不对称
6.11 焊角过小 正常焊角
6.12 焊角过大 3 错边
6.14 角焊缝根部间隙不良