灌装机的四种定量方法
定量灌装机的工作原理

定量灌装机的工作原理
定量灌装机是一种用于对液体或粉状物料进行定量包装的设备。
其工作原理如下:
1. 原料投放:将待包装物料置于供料装置中,通过传送带或震盘等方式将物料送至包装位置。
2. 定量计量:定量灌装机配备有计量装置,可以根据设定的包装容量或重量来精确计量物料。
计量装置通常由称重传感器或容积装置组成。
3. 包装容器准备:在包装容器到位之前,灌装机通常会先将包装容器进行对准、开盖等预处理动作。
4. 灌装动作:当包装容器准备就绪时,定量计量装置会将准确的物料注入包装容器中。
对于液体,通常使用泵或喷嘴来控制流量和流速。
对于粉状物料,通常使用振动装置或螺杆来精确控制物料的输送和充填。
5. 封口动作:当物料充填完毕后,灌装机会进行封口操作。
这可以包括热封、冷封、旋盖、贴标签等多种方式,以确保包装容器的密封性。
6. 出料和清理:完成灌装和封口操作后,包装容器会被自动移出,以便进行下一轮的包装。
灌装机上还配备有清洗装置,用于清洁灌装管道和容器。
整个工作过程通过传感器、控制器和执行器等设备实现自动化控制,以确保灌装的准确性和生产效率。
这种机器广泛应用于饮料、食品、化妆品、药品等行业,提高了包装效率和产品质量。
定量灌装机的使用方法

定量灌装机的使用方法定量灌装机是配合生产线使用的一种重要设备,常用于液体、粉末或颗粒等物料的灌装操作。
本文将介绍定量灌装机的使用方法,以帮助人们更好地操作该设备,并提高生产效率。
1. 准备工作在灌装之前,需要做好以下准备工作:1.1. 准备好灌装机首先,需要检查灌装机的机器部分是否正常运转,并把机器部分清洁干净,以确保操作的成功。
1.2. 准备物料其次,需要准备好灌装物料,量好物料的重量或体积,并确保物料干净无杂质。
1.3. 准备好容器最后,需要准备好容器,容器大小要与灌装机配套,容器的材质要符合灌装物料的性质。
2. 操作步骤以下是定量灌装机的操作步骤:2.1. 调整定量首先,需要根据物料的量来调整定量大小,将物料量调整到正确的数值。
具体操作可以参照灌装机的说明书。
2.2. 将物料放入物料箱将准备好的干净物料放入物料箱中,以便后续的物料输送。
2.3. 开始灌装将预备的物料从物料箱输送到灌装机的物料罐内,并开启灌装机。
2.4. 收集容器准备好的容器放入灌装机的容器定位器中,确保容器位置准确无误。
2.5. 开始灌装开始依据物料定量的设定值完成对容器的灌装,当达到定量设定值时,自动停止装置。
2.6. 收集容器在灌装完毕后,将被灌装满的容器取走,并清理是否存在的物料残留。
3. 总结通过本文的介绍,我们可以了解到定量灌装机的使用方法。
在实际生产中,灌装机可以帮助人们提高生产效率,缩短生产周期,有效节省人力成本。
不过,在操作定量灌装机时,需要注意操作规范,以确保安全生产。
灌装机的四种定量方法

灌装机的四种定量方法产品的准确定量灌装不但涉及到成本的高低,同时也影响产品在消费者心目中的信誉。
液料的定量一般采用容积定量,也有采用重量定量。
容积定量有控制液位高度定量法、定量杯定量法和定量泵定量法,重量定量一般采用电子式计量法。
控制液位高度量法是通过控制被灌容器中液位的高度以达到定量灌装。
每次灌装的液料容积等于一定高度的瓶子内腔容积,故也称它为“以瓶定量”。
该法结构比较简单,不需要辅助设备,使用方便,但对于要求定量准确度高的产品不宜采用,因为瓶子的容积精度直接影响灌装量的精度。
其工作原理是当开始灌装时,包装容器上升顶起橡胶垫,使滑套和灌装头间出现间隙,液体流入瓶内,瓶内原有气体由排气管排至贮液箱,当瓶内液体达到排气管嘴截面时,气体不再能排出,随着液料的继续灌入,液面超过排气管嘴,瓶内气体被压缩,压强增大,一旦压力平衡,液料就不再进入瓶内而沿排气管上升,根据连通器原理,一直升至贮液箱内液位水平为止,然后瓶子下降,压缩弹簧保证灌装庆与滑套间重新封闭,排气管内的液料流入瓶内,完成一次定量灌装。
只要操作条件不变,瓶内每次灌装的液体高度也保持不变。
若要改变灌装定量,只需调节排气管伸进瓶内的高度位置即可。
定量杯定量法是先将液体注入定量杯中进行定量,然后再将计量的液体注入待灌瓶中,因此,每次灌装的容积等于定量杯的容积。
其原理是在待灌容器进入灌装工位前,定量杯由弹簧的作用而下降,并浸入贮液箱的液本中,则箱内的液体沿着其周边流入并充满定量杯。
随后等灌瓶由瓶托抬起,瓶嘴将灌装头、进液管和定量杯一起抬起,使定量杯上口超出液面,并使进液管中间隔板上、下孔均与阀体的中间相通,这样定量杯中液体由调节管流入瓶内,瓶内空气则由灌装头上的透气孔逸出,当定量杯中液体由调节管流入瓶内,瓶内空气则由灌装头上的透气孔逸出,当定量杯中流体下降至调节管的上端面时,定量灌装则完成。
灌装定量是可由调节管在定量杯中的高度来调节,也可更换定量杯。
定量泵定量灌装法的原理结构和重要性
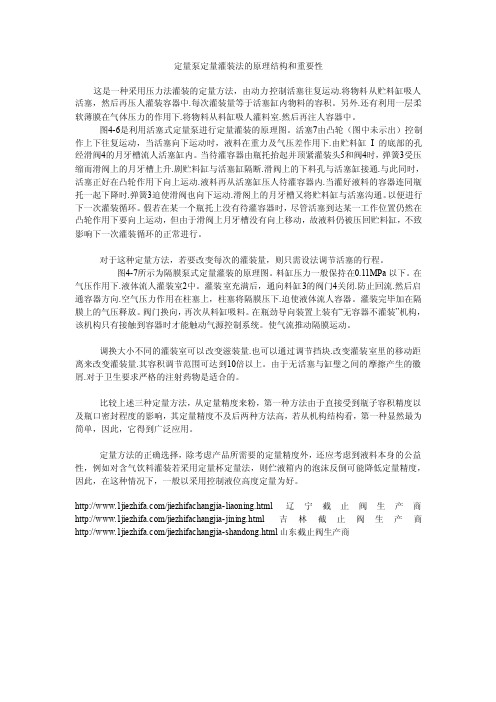
定量泵定量灌装法的原理结构和重要性这是一种采用压力法灌装的定量方法,由动力控制活塞往复运动.将物料从贮料缸吸人活塞,然后再压人灌装容器中.每次灌装量等于活塞缸内物料的容积。
另外.还有利用一层柔软薄膜在气体压力的作用下.将物料从料缸吸人灌料室.然后再注人容器中。
图4-6是利用活塞式定量泵进行定量灌装的原理图。
活塞7由凸轮(图中未示出)控制作上下往复运动,当活塞向下运动时,液料在重力及气压差作用下.由贮料缸I的底部的孔经滑阀4的月牙槽流人活塞缸内。
当待灌容器由瓶托抬起并顶紧灌装头5和阀4时,弹簧3受压缩而滑阀上的月牙槽上升.剧贮料缸与活塞缸隔断.滑阀上的下料孔与活塞缸接通.与此同时,活塞正好在凸轮作用下向上运动.液料再从活塞缸压人待灌容器内.当灌好液料的容器连同瓶托一起下降时.弹簧3迫使滑阀也向下运动.滑阁上的月牙槽又将贮料缸与活塞沟通。
以便进行下一次灌装循环。
假若在某一个瓶托上没有待灌容器时,尽管活塞到达某一工作位置仍然在凸轮作用下要向上运动,但由于滑阀上月牙槽没有向上移动,故液料仍被压回贮料缸,不致影响下一次灌装循环的正常进行。
对于这种定量方法,若要改变每次的灌装量,则只需设法调节活塞的行程。
图4-7所示为隔膜泵式定量灌装的原理图。
料缸压力一般保持在0.11MPa以下。
在气压作用下.液体流人灌装室2中。
灌装室充满后,通向料缸3的阀门4关闭.防止回流.然后启通容器方向.空气压力作用在柱塞上,柱塞将隔膜压下.迫使液体流人容器。
灌装完毕加在隔膜上的气压释放。
阀门换向,再次从料缸吸料。
在瓶劲导向装置上装有“无容器不灌装”机构,该机构只有接触到容器时才能触动气源控制系统。
使气流推动隔膜运动。
调换大小不同的灌装室可以改变滋装量.也可以通过调节挡块.改变灌装室里的移动距离来改变灌装量.其容积调节范围可达到10倍以上。
由于无活塞与缸璧之间的摩擦产生的徽屑.对于卫生要求严格的注射药物是适合的。
比较上述三种定量方法,从定量精度来粉,第一种方法由于直接受到瓶子容积精度以及瓶口密封程度的影响,其定量精度不及后两种方法高,若从机构结构看,第一种显然最为简单,因此,它得到广泛应用。
灌装机测量不确定度评定和分析
灌装机测量不确定度评定和分析本文主要以一种典型的定容式液态物料定量灌装机为例,讲述了如何进行检定或校准结果的测量不确定度评定和分析。
标签:定量灌装机;检定或校准结果;测量不确定度;评定;分析1 概述(1)测量依据:JJG687-2008《液态物料定量灌装机检定规程》。
(2)环境条件:满足JJG687-2008要求。
(3)计量标准:液态物料定量灌装机检定装置。
(4)被测对象:定容式液态物料定量灌装机。
(5)测量方法:容量比较法。
2 数学模型式中:E―灌装量相对误差;V―灌装量的标称值;Vi―灌装量实际测的值。
3 输入量的标准不确定度评定3.1 输入量Vi标准不确定度u(Vi)评定选用一台最大允许误差±1%,正常工作,灌装量标称值500ml、12个灌装头的灌装机,使用同一个计量标准即液态物料定量灌装机检定装置,按照检定规程,在相同条件下,每个灌装头测量3次,得到36个数据如下表,用该一组测得值做测量不确定度的A类评定。
在实际检定中,对每个灌装头都要进行3次检定,则所得测量结果最佳估计值的A类标准不确定度为ml3.2 标准玻璃量器引入的标准不确定度u(Vb)的评定输入量Vb的不确定度主要来源于标准玻璃量器最大允许误差导致的不确定度,检定时使用500ml二等标准玻璃量器,其最大允许误差为±0.100mL,并且服从均匀分布,故包含因子kp=,則最大允许误差引起的标准不确定度分量:u (Vb)=0.100/=0.06mL3.3 合成标准不确定度uc的计算由于输入量的分项彼此独立,所以ml4 标准不确定度汇总表5 扩展不确定度的评定取k=2,则U=kuc=2×0.24=0.5ml;相对扩展不确定度为Ur=0.5/500=0.1%,k=2。
6 测量不确定度的报告与表示定量灌装机预设灌装量为500 mL的灌装量误差测量结果扩展不确定度为:V=500.00ml;Ur= 0.1%,k=2。
自动定量包装机怎么定量

自动定量包装机一般由电源、控制台、状态显示、声光信号等组成,因不仅可代替人工包装,且全程无需人工操作,现被广泛应用,那该设备是如何进行定量的呢,下边一起来看看吧。
1.首先拿到我们需要包装的物料,如:珍珠丸子,每袋需要包装的重量为52g,这是我们只需要拿电子称先把50g的珍珠丸子称好。
2.然后把52g的珍珠丸子倒入万能杯中,把手弄平杯中的珍珠丸子抹平,如果52g珍珠丸子溢出的话,需要把量杯计量装置上的手柄往顺时针方向扭动,扭动至物料与万能量杯平齐,如果52g珍珠丸子低于万能量杯,那么把量杯计量装置上的手柄往逆时针方向扭动。
调节好后,量杯计量装置在旋转的时候物料经过挡板的时候,没有卡料就证明调节好了。
3.最后把物料放在万能杯调节好后,就把量杯计量装置上的螺母上紧。
这样自动定量包装机定量就设置好,如有不明白的可咨询郑州奥特智能设备股份有限公司,该公司是一家专业研制、开发、生产、销售各种类型的粉剂、颗粒剂、液体、膏体定量灌装生产线、自动称重配料生产线设备的企业,不仅设备质优价廉,性价比高,且拥有完善的售后服务,因此,现深受客户的好评。
灌装机的不确定度分析

1、测量方法定容式液态物料灌装机的容量检定一般采用容量比较法进行,即用二等标准玻璃量器通过检定介质对液态物料灌装机的容量直接比较,经过温度修正确定其灌装容量。
定重式灌装机的检定方法一般采用称重法,通过质量和密度的测量,依据计算确定灌装机的实际灌装量。
2、 数学模型(1) 定容式灌装机()()()[]d w B V t t t t V V +-+-+-+=1222112020201βββ式中:20V ── 定容式液态物料灌装机在 C 20时的容量值 (L ) B V ── 标准玻璃量器在 C 20时的容量值 (L ) 1β──标准玻璃量器的体胀系数()1-C2β──定容式液态物料灌装机的体胀系数()1-CW β──液体的体胀系数(一般取0.0002)1-C1t ── 标准玻璃量器检定时的测量温度 (C )2t ── 检定定容式液态物料灌装机时的测量温度 (C ) d V ──残留量)(m L a 、方差和传播系数 ⅰ 合成方差:()[]()[]()[]()[]()[]()[]()[]()[]227226225222421232122221220d w B c V u c u c t u c u c t u c u c V u c V u ++++++=βββⅱ 传播系数取:61109.9-⨯=β;621050-⨯=β; C t 0.191=; C t 0.242=:mL V B 5= 得:()()()000790.1202011222111=-+-+-+=t t t t c w βββ()C mL t V c B *-=-=52012()C mL V c w B /00095.013-=-=ββ ()202024-=-=t V c B c mL *()c mL V c w B /00075.025=-=ββ ()c mL t t V c B *=-=25126 17=c ⅲ测量mL 5的灌装机标准不确定度列于表4-5。
定量灌装原理

定量灌装原理
定量灌装原理指的是在灌装过程中,通过一定的控制手段和设备,按照预定的体积或重量,将液体或粉体等物质定量灌装到容器中。
主要的定量灌装原理有以下几种:
1. 液位控制法:根据容器内液位的高低来控制灌装量。
一般通过浮子开关、电容开关、光电开关等检测液位,当液位达到预定高度时,控制关闭灌装阀门。
2. 计量泵控制法:通过计量泵的转动次数或轴向移动距离来控制灌装量。
计量泵的转动或移动量与单位体积的流量成正比,通过设定转动次数或移动距离,可以控制灌装量。
3. 时间控制法:通过控制灌装时间来控制灌装量。
根据液体的流速和灌装时间的设定,可以实现灌装体积的精确控制。
4. 重量控制法:通过称重装置来控制灌装重量。
先将容器置于称重装置上,然后按照预定的重量进行灌装,当重量达到设定值时,控制关闭灌装阀门。
以上是常见的定量灌装原理,根据不同的物料特性和灌装要求,可以选择适合的灌装原理进行灌装操作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
灌装机的四种定量方法
产品的准确定量灌装不但涉及到成本的高低,同时也影响产品在消费者心目中的信誉。
液料的定量一般采用容积定量,也有采用重量定量。
容积定量有控制液位高度定量法、定量杯定量法和定量泵定量法,重量定量一般采用电子式计量法。
控制液位高度量法是通过控制被灌容器中液位的高度以达到定量灌装。
每次灌装的液料容积等于一定高度的瓶子内腔容积,故也称它为“以瓶定量”。
该法结构比较简单,不需要辅助设备,使用方便,但对于要求定量准确度高的产品不宜采用,因为瓶子的容积精度直接影响灌装量的精度。
其工作原理是当开始灌装时,包装容器上升顶起橡胶垫,使滑套和灌装头间出现间隙,液体流入瓶内,瓶内原有气体由排气管排至贮液箱,当瓶内液体达到排气管嘴截面时,气体不再能排出,随着液料的继续灌入,液面超过排气管嘴,瓶内气体被压缩,压强增大,一旦压力平衡,液料就不再进入瓶内而沿排气管上升,根据连通器原理,一直升至贮液箱内液位水平为止,然后瓶子下降,压缩弹簧保证灌装庆与滑套间重新封闭,排气管内的液料流入瓶内,完成一次定量灌装。
只要操作条件不变,瓶内每次灌装的液体高度也保持不变。
若要改变灌装定量,只需调节排气管伸进瓶内的高度位置即可。
定量杯定量法是先将液体注入定量杯中进行定量,然后再将计量的液体注入待灌瓶中,因此,每次灌装的容积等于定量杯的容积。
其原理是在待灌容器进入灌装工位前,定量杯由弹簧的作用而下降,并浸入贮液箱的液本中,则箱内的液体沿着其周边流入并充满定量杯。
随后等灌瓶由瓶托抬起,瓶嘴将灌装头、进液管和定量杯一起抬起,使定量杯上口超出液面,并使进液管中间隔板上、下孔均与阀体的中间相通,这样定量杯中液体由调节管流入瓶内,瓶内空气则由灌装头上的透气孔逸出,当定量杯中液体由调节管流入瓶内,瓶内空气则由灌装头上的透气孔逸出,当定量杯中流体下降至调节管的上端面时,定量灌装则完成。
灌装
定量是可由调节管在定量杯中的高度来调节,也可更换定量杯。
本结构适用于灌装类产品。
定量泵定量法是一种采用压力法灌装的定量方法,由动力控制活塞往复运动,将物料从贮料缸吸入活塞缸,然后再压入灌装容器中,每次灌装量等于活塞缸内物料的容积。
另外,还有利用一层柔软薄膜在气体压力的作用下,将物料从料缸吸入灌料室,然后再注入容器中,其工作原理间,活塞由凸轮控制作上下往复运动,当活塞向下运动时,液料在重力及气压差作用下,由贮料缸的底部的孔经滑阀的月牙槽流入活塞缸内,当待灌容器由瓶托抬起并顶紧灌装头和阀时,弹簧受压缩而滑阀上的月牙槽上升,则贮料缸与活塞隔断,滑阀上的下料孔与活塞缸接通,与此同时,活塞正好在凸轮作用下向上运动,液料再从活塞缸压入待灌容器内,当灌好液料的容器连同瓶托一起下降时,弹簧迫使滑阀也向下运动,滑阀上的月牙槽又将贮料缸与活塞沟通,以便进行下一次灌装循环。
假若在某一个瓶托上没有待灌容器时,尽管活塞到达某一工作位置仍然在凸轮作用下要向上运动,但由于滑阀上月牙槽没有向上移动,故液料仍被压贮缸,不致影响下一次灌装循环的正常进行,若要改变每一次的灌装量,则只需设法调节活塞的行程。
电子计量法是一种重量计量,其原理是灌装阀上有两个大小不同的液道,液体通过液道时,由负载传感器实时地测量液体重量,当充填的液体接近规定的充填量时,灌装阀则可转换成小流量的回路,直至灌装到规定量。
这种装置在灌装前显示器清零,容器重量有测定偏差,则重新设置,对灌装量毫无影响,因而此种灌装量精度非常高。
当灌装量改变时,只要变更数据开关的给定值,即可瞬时实现较易实现生产的集中管理。