CK450原料磨中控操作规程
中控室水泥磨系统安全操作规程范本(2篇)

中控室水泥磨系统安全操作规程范本1. 操作概述1.1 本规程是为了保证中控室水泥磨系统的安全运行,减少事故发生的可能性,有效保护设备和人身安全。
1.2 操作人员必须遵守本规程的各项要求,严格按照操作步骤进行操作,确保设备的正常运行。
1.3 操作人员必须具备相关的安全知识和技能,定期进行安全培训和考核。
1.4 所有异常情况必须及时报告,并按规定采取紧急措施,确保人员的安全。
2. 操作准备2.1 操作人员必须正确穿戴相关的劳动保护用具,如安全帽、护目镜、防护鞋等。
2.2 操作人员必须对设备的各个部分进行检查,确保设备的正常运行。
2.3 操作人员必须清除工作台上的杂物,确保工作环境的整洁。
2.4 操作人员必须确保操作区域的通风良好,防止有害气体的积聚。
3. 启动操作3.1 操作人员必须按照设备启动顺序逐一启动系统中的各个设备。
3.2 操作人员必须熟悉设备的启动、停止和紧急停机的操作流程,在操作过程中要稳定手速,防止出现意外。
3.3 操作人员必须认真观察设备的运行状态,及时发现且处理设备故障、异常情况。
4. 生产操作4.1 操作人员必须按照生产计划进行生产操作,确保生产的顺利进行。
4.2 操作人员必须时刻关注设备运行状态,确保设备的稳定运行。
4.3 操作人员必须定期对设备进行巡检和维护,确保设备的正常工作。
4.4 操作人员在操作过程中,必须按照操作规程的要求进行操作,不得随意更改操作参数。
5. 停机操作5.1 操作人员在停机前必须先停止进料,再逐一停止系统中的各个设备。
5.2 操作人员必须按照规定依次关闭设备的供电、阀门或开关等,确保设备的安全停机。
5.3 停机后,操作人员必须对设备进行清理、维护和巡检,确保设备的正常工作。
6. 操作安全注意事项6.1 操作人员在操作过程中,不得随意触摸设备的运动部件,以免造成危险。
6.2 操作人员在清洁设备时,必须切断设备的电源,避免发生触电事故。
6.3 操作人员在操作过程中,必须认真阅读设备操作标识和警示标识,遵守相关的安全规定。
生料磨中控岗位安全操作规程范本(2篇)
生料磨中控岗位安全操作规程范本一、作业前的准备1. 每位操作员在进入生料磨中控室前,应检查个人防护用品是否完好,包括安全帽、护目镜、防护口罩、耳塞等,确保可以正常使用。
2. 在进入生料磨中控室之前,操作员应先检查生料磨设备的工作状态,确保设备处于正常工作状态,无任何异常情况。
3. 在进入生料磨中控室后,操作员应先了解当天的工作计划和任务安排,并与指挥中心进行沟通,确保工作的顺利进行。
二、操作过程中的安全措施1. 在操作生料磨时,操作员应按照操作规程进行操作,严禁擅自更改设备的运行参数或进行其他操作,以免引发事故。
2. 在生料磨操作过程中,操作员应密切关注设备的工作状态,如发现设备出现异常音响、异味或其他异常情况,应立即停机检查,并及时报告相关人员。
3. 在操作过程中,操作员应保持专注,不得进行除工作任务以外的任何其他活动,以防发生操作失误或其他安全隐患。
4. 在进行设备检修或维护时,操作员应按照操作规程进行,严禁擅自进行设备拆卸或更改,以免造成设备损坏或操作人员伤害。
5. 在操作过程中,操作员应时刻保持通讯畅通,以便及时与指挥中心或其他相关人员进行沟通交流,确保信息的及时传递。
三、应急处理1. 在生料磨操作过程中,如发生磨机停车、故障或其他突发情况,操作员应迅速停机并采取相应的应急措施,确保人员安全和设备的正常运行。
2. 在发生火灾等紧急情况时,操作员应迅速启动灭火设备,并及时向指挥中心或其他相关人员报告,以便进行紧急处理和疏散。
3. 当有其他异常情况发生时,操作员应准确判断情况,并及时向指挥中心或其他相关人员报告,以便进行相应的处理措施。
四、维护与保养1. 在操作生料磨的过程中,操作员应定期进行设备的维护与保养,确保设备的正常运行。
2. 在维护和保养过程中,操作员应注意设备的安全防护,如穿戴好个人防护用品,确保自身的安全。
3. 在维护和保养过程中,操作员应严格按照相关操作规程进行操作,不得随意更改设备的运行参数或进行其他操作。
生料磨中控岗位安全操作规程

生料磨中控岗位安全操作规程一、基本操作规范1.岗位值班人员必须具备相关专业知识,并经过正规培训和考核,掌握熟练的操作技能。
2.岗位值班人员每天上班前应检查设备运行情况,并对异常情况及时上报和处理。
3.岗位值班人员必须按照规定的操作程序和流程进行操作,严禁擅自改变或省略任何一个环节。
4.岗位值班人员必须严格遵守劳动纪律和安全操作规定,不得使用手机、耳机等电子产品,以免分心导致事故发生。
5.岗位值班人员必须认真执行领导和主管的指令,不得私自接受他人指令或擅自改变相关参数。
二、设备操作规范1.开机前应检查设备周围是否有杂物,必要时进行清理,确保设备周围通畅。
2.开机前应检查设备润滑系统是否正常,有无异常噪音和泄漏现象。
如发现异常情况应及时维修或更换。
3.在操作过程中应随时检查气动执行元件、阀门、传动部件等设备的运行情况,如有发现异常应立即停机检修。
4.每次停机前应按照操作规程进行设备的冷却、排气和减速,确保设备安全停机。
5.延时启动为必要操作时,应先确保周围环境安全,设备处于正常工作状态。
三、应急处理规范1.当设备发生故障或异常时,岗位值班人员应根据情况及时采取应急措施,并报告上级领导和维修人员进行处理。
2.发生事故时,岗位值班人员应第一时间切断相关设备的电源,并启动事故应急预案,组织员工疏散并及时报警。
3.在事故处理过程中,岗位值班人员应全力配合事故处理组的指挥和救援工作,尽力减少人员伤亡和设备损失。
四、安全防护规范1.岗位值班人员必须穿戴符合安全要求的工作服、安全帽、防护眼镜、耳塞等防护用品。
2.在维修和检修设备时,岗位值班人员必须按照相关操作规程使用安全绳、安全带等安全保护用具,防止高空坠落等事故发生。
3.在进行设备润滑和添加润滑油时,岗位值班人员必须戴上手套,并注意避免润滑油溅入眼睛和皮肤。
4.在清理杂物和设备故障时,岗位值班人员必须佩戴防护口罩和手套,并确保周围环境通风良好,避免吸入有害气体。
中控室生料磨系统安全技术操作规程范本(2篇)

中控室生料磨系统安全技术操作规程范本第一章概述1.1 目的本规程旨在规范中控室生料磨系统的安全技术操作,保障生产过程中的安全与稳定。
1.2 适用范围本规程适用于中控室操作人员对生料磨系统的正常运行、日常维护及突发情况的处理。
第二章安全技术操作要求2.1 生产准备2.1.1 操作人员在进入中控室之前,应穿戴好个人防护装备,包括安全帽、工作服、手套和防滑鞋等。
2.1.2 操作前根据生产计划,对生料磨系统进行必要的检查和维护,确保设备运行良好。
2.1.3 操作人员应熟悉生料磨系统的工作原理、设备构造及各个部位的名称和功能。
2.2 操作规程2.2.1 在操作生料磨系统之前,操作人员需确认磨机及相关设备已停止运行,并严禁带电操作。
2.2.2 按照操作程序依次打开磨机电源、压缩空气源,并等待设备运行稳定后再进行下一步操作。
2.2.3 操作人员应熟悉控制台的各个控制开关和按钮的功能,并按照操作要求进行调节和控制。
2.2.4 在操作过程中,严禁将手指、工具等伸入磨机内或触碰旋转部件,以免造成人身伤害。
2.2.5 在磨机运行过程中,如发现异常情况或异常声音,应立即停机检查,并及时报告相关人员。
2.2.6 操作人员应定期对生料磨系统进行保养和维护,清洁设备表面和清除积尘,确保设备运行良好。
2.3 突发情况处理2.3.1 在突发情况下,如设备故障、供电中断等,操作人员应立即按照应急预案进行处理。
2.3.2 在设备故障情况下,操作人员应迅速切断电源,并进行必要的维修和排除故障。
2.3.3 在供电中断情况下,操作人员应按照应急预案的要求,启动备用电源,并确保生料磨系统正常运行。
第三章安全技术操作注意事项3.1 设备运行前,应检查磨机及相关设备的机械安全装置的可靠性,确保安全开关、限位开关等功能正常。
3.2 禁止未经授权的人员接近磨机操作区域,以免造成人员伤害。
3.3 在设备运行过程中,应注意设备的工作状态,及时发现异常情况进行处理。
中控室水泥磨系统安全操作规程
中控室水泥磨系统安全操作规程中控室是水泥磨系统的控制中心,对系统的正常运行起到至关重要的作用。
为了确保水泥磨系统的安全运行,需要制定相应的操作规程。
以下是中控室水泥磨系统安全操作规程的一份范例,以供参考:第一章:总则第一条:为确保中控室水泥磨系统的安全运行,保障人身和设备安全,本规程制定。
第二条:适用范围:适用于该企业中控室水泥磨系统的操作人员。
第二章:操作人员要求第三条:操作人员具备相关的工作经验和技能,经过相关岗位培训,并持有相关的操作证书。
第四条:操作人员应具备较好的自我保护意识和安全意识,能够熟悉掌握水泥磨系统的操作流程和工作原理。
第五条:操作人员应保持冷静、谨慎的工作态度,做到操作规范,严格按照操作规程进行工作。
第三章:操作前准备第六条:操作人员在开始操作前,需认真查看设备的运行情况,确保设备正常。
第七条:操作人员需佩戴防护装备,包括安全帽、防护眼镜、防护口罩、耐酸碱手套等。
第八条:操作人员应检查设备附近的消防器材是否齐全并处于有效状态。
第九条:操作人员要熟悉应急处理方法,并确保应急设备、器材的位置和使用方法。
第十条:操作人员应定期进行设备保养和维护,确保设备正常运行。
第四章:水泥磨系统的安全操作第十一条:操作人员应按照设备操作流程,合理调节设备的工作参数。
第十二条:操作人员应对设备进行严格的检查,确保设备无异常情况。
第十三条:操作人员要正确使用设备的开关、按钮、阀门等操作装置。
第十四条:操作人员要定期对设备进行巡检,如发现异常情况,应立即报告上级主管。
第十五条:操作人员遇到紧急情况时应立即按照应急预案进行处理,并报告上级主管。
第五章:设备维护和保养第十六条:定期对水泥磨系统进行维护和保养,包括设备清洁、润滑、紧固等工作。
第十七条:维修和保养工作应由专业维修人员进行,操作人员不得私自拆卸设备。
第十八条:设备进入维修状态时,应按照规定切断电源,并采取必要的安全措施。
第十九条:维修和保养记录要进行及时归档,以备查阅。
生料磨中控操作岗位安全操作规程

生料磨中控操作岗位安全操作规程生料磨中控操作岗位是水泥制造过程中的重要环节,操作人员必须严格按照规定的操作程序进行操作,做好安全保障工作,确保生产过程的安全性和正常运行。
为此,本文将从安全操作规程的角度出发,对生料磨中控操作岗位的安全操作规程进行详细介绍,具体内容如下:一、操作前准备工作1、严格遵守操作规程,认真阅读操作手册,了解每个操作步骤的内容和要求。
2、对生产设备进行检查,确保设备功能正常、外观无异常。
3、检查生料磨电控柜内部电气安全、接地是否可靠,维护记录是否完整。
4、检查生产现场的安全设施,如防护栏杆、紧急停车装置、消防器材等,确保安全设施完好有效。
5、工作人员应穿戴合适的劳动防护用品,如安全鞋、安全帽、防护口罩等。
6、确认生料磨设备可以正常投入生产,确保原材料配比准确无误。
二、生产过程中的安全操作规程1、投料前的操作(1)确认生料磨设备处于熟料生产状态,将水泥熟料倒出并清理干净,然后关闭气力气门。
(2)将原材料按配比比例倒入生料磨料仓,同时检查电气动力系统运行状态是否正常。
(3)开启磨机前,应先检查放料设备、分离器状态是否良好,启动班组应根据生产需要合理决策,确保操作平稳无误。
2、生产过程中的操作(1)在生产过程中,操作人员应该定期检查生料磨设备的运行状态,包括转速、油压、磨体磨耗情况等。
(2)应严格按照操作规程进行操作,不得擅自调整生产参数,如转速、加药量等。
(3)定期清洗生料磨设备内部,清理除尘器、风机、管道等部位,确保生产环境的清洁卫生。
(4)在生产过程中,如发现异常情况,如振动、噪音、电气故障等问题,应及时停机检查,排除故障后再进行生产。
三、注意事项1、生产过程中,不得随意更改设备参数和操作步骤,必须经过确认后再进行修改。
2、当发现设备出现故障或异常情况时,不得盲目维修和处理,应及时报告主管或维修人员进行处理。
3、操作人员必须接受专业的培训和认证,严格按照规定的程序进行操作,确保工作安全。
中控室水泥磨系统安全操作规程(3篇)

中控室水泥磨系统安全操作规程中控室是水泥磨系统的控制中心,对系统的正常运行起到至关重要的作用。
为了确保水泥磨系统的安全运行,需要制定相应的操作规程。
以下是中控室水泥磨系统安全操作规程的一份范例,以供参考:第一章:总则第一条:为确保中控室水泥磨系统的安全运行,保障人身和设备安全,本规程制定。
第二条:适用范围:适用于该企业中控室水泥磨系统的操作人员。
第二章:操作人员要求第三条:操作人员具备相关的工作经验和技能,经过相关岗位培训,并持有相关的操作证书。
第四条:操作人员应具备较好的自我保护意识和安全意识,能够熟悉掌握水泥磨系统的操作流程和工作原理。
第五条:操作人员应保持冷静、谨慎的工作态度,做到操作规范,严格按照操作规程进行工作。
第三章:操作前准备第六条:操作人员在开始操作前,需认真查看设备的运行情况,确保设备正常。
第七条:操作人员需佩戴防护装备,包括安全帽、防护眼镜、防护口罩、耐酸碱手套等。
第八条:操作人员应检查设备附近的消防器材是否齐全并处于有效状态。
第九条:操作人员要熟悉应急处理方法,并确保应急设备、器材的位置和使用方法。
第十条:操作人员应定期进行设备保养和维护,确保设备正常运行。
第四章:水泥磨系统的安全操作第十一条:操作人员应按照设备操作流程,合理调节设备的工作参数。
第十二条:操作人员应对设备进行严格的检查,确保设备无异常情况。
第十三条:操作人员要正确使用设备的开关、按钮、阀门等操作装置。
第十四条:操作人员要定期对设备进行巡检,如发现异常情况,应立即报告上级主管。
第十五条:操作人员遇到紧急情况时应立即按照应急预案进行处理,并报告上级主管。
第五章:设备维护和保养第十六条:定期对水泥磨系统进行维护和保养,包括设备清洁、润滑、紧固等工作。
第十七条:维修和保养工作应由专业维修人员进行,操作人员不得私自拆卸设备。
第十八条:设备进入维修状态时,应按照规定切断电源,并采取必要的安全措施。
第十九条:维修和保养记录要进行及时归档,以备查阅。
清新海螺CK450磨中控操作规程
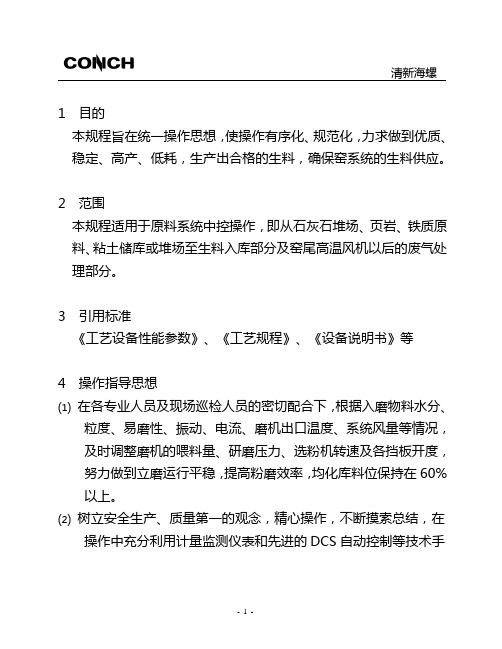
清新海螺1 目的本规程旨在统一操作思想,使操作有序化、规范化,力求做到优质、稳定、高产、低耗,生产出合格的生料,确保窑系统的生料供应。
2 范围本规程适用于原料系统中控操作,即从石灰石堆场、页岩、铁质原料、粘土储库或堆场至生料入库部分及窑尾高温风机以后的废气处理部分。
3 引用标准《工艺设备性能参数》、《工艺规程》、《设备说明书》等4 操作指导思想⑴在各专业人员及现场巡检人员的密切配合下,根据入磨物料水分、粒度、易磨性、振动、电流、磨机出口温度、系统风量等情况,及时调整磨机的喂料量、研磨压力、选粉机转速及各挡板开度,努力做到立磨运行平稳,提高粉磨效率,均化库料位保持在60%以上。
⑵树立安全生产、质量第一的观念,精心操作,不断摸索总结,在操作中充分利用计量监测仪表和先进的DCS自动控制等技术手段,整定出系统最佳运行参数,以达到优质高产,低消耗及长期安全和文明生产的目的。
⑶树立全局观念与窑、发电操作员互相协调,密切配合,三班操作员必须经常交流操作思想,做到统一操作,达到连续稳定运行的目的。
⑷操作员对生料质量直接负责,严格按照各项控制指标进行操作。
5工艺流程(注:因A、B线设备配臵相同,以B线为例:所有设备代码以“2”开头,A线及公用设备以“1”开头)1 配料站进料工艺流程简介⑴原料配料站有四个配料仓,分别为石灰石库2301、砂岩仓2302、铁矿石仓2304、粘土仓2303。
⑵向石灰石仓进料,经1203桥式刮板取料机刮至堆场中心卸入1204及1205、1206皮带,分别卸入A线和B线石灰石仓,1204皮带上设有临时下料口,在1203故障时直接进料。
⑶页岩仓进料。
页岩由行车抓料入2302仓。
⑷铁粉仓进料。
铁粉由行车抓料入2304仓。
⑸粘土仓进料,由行车抓料入2303仓。
2 原料粉磨及废气处理工艺流程简介:1、配料站的三个仓内的砂岩经中型板式喂料机2302(1)卸入皮带秤2302(2)喂入2305皮带,铁矿石经中型板式喂料机2304(1)卸入皮带秤2304(2)喂入2305皮带粘土经中型板式喂料机2303(1)卸入皮带秤2303(2)喂入2305皮带,卸入到2306皮带,石灰石经中型板式喂料机2301(1)卸入皮带秤2301(2)喂入2306皮带再经2307气动推杆三通阀,通过2308回转锁风阀喂入磨机。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
TON
&
1S
≥1
≥1
&
TON
5min
升辊命令
≥1
&
升辊模式(慢速)
& 升辊模式(快速)
A230 喂料系统运行
&
≥1
9 降辊脉冲(手动)
&
2S
磨主电机运行
重喂料
喂料运行
压力控制开始 喂料停止
中控初始启动信号 所有磨辊在低位
≥1
液压泵运行
≥1
&
& TON 40S
& 磨辊初始降辊命 令成
初始降辊完成
(3)磨辊液压站自重降辊
风机稀油站故障
风机油站运行 水电阻故障 原料磨出口温度 HH
工艺代号 2327 23273 23271 23272
&
&
风机前、后震动温度 HH
电气代号 21A22M 21A22AR 21A22bAC
启动连锁
安全连锁
2618
启动信号
&
启动连锁 安全连锁
运行连锁
运行联锁 2327
注:(1)主电机启动后 45s,如水电阻启动完毕信号还未到,则停主电机。 (2)电机定子温度 HH 为 130℃,电机轴承 HH 为 70℃,风机轴承温度高高报为 85℃,
选择入库 ZF26161 A2401
A2428
ZR2416 不选择入
1 库
启动信号
&
>
&
&
○1
2616
2608 2607
26061
26051
26062
26052
1604
○1
26063
26053
26064
26054
注:四台拉链机跳停,延时 30 分钟后跳停电场, 26161 单机起停,满足工艺连锁要求。 R05A、电收尘风机主控回路
型号:CKS-650 驱动装置功率:345kw 7.6 斗式提升机(2401) 型号:1000*60550 mm 电动机功率:200kw 输送量:500t/h max:550t/h 7.7 窑尾电收尘(2604) 型号:2×31/12.5/4×9/0.4 处理废气量:850000m3/h(联合操作):742000 m3/h(直接操作) 入口废气浓度≤598g/ m3(联合操作) 最大排放浓度≤50mg/Nm3 电场横截面积:321m2 7.8 窑尾电收尘风机(2618) 型号:2900DIBB50 处理风量:1024000m3/h 主电机功率:710kw 8 磨机启停组及系统联锁 R01A、均化库顶及废气处理袋收尘主控回路
磨辊初始降辊命令
≥1
下降期间上升连锁
CK1 中控初始启动信号
CK1 中控停机信号 1
≥1
CK1 中控启动信号 1 磨辊自重降辊命令
设备名称
பைடு நூலகம்
工艺代号
电气代号
主斜槽收尘
23061
24A26AC
主斜槽收尘风机
23541
26A27M
均化库顶袋收尘器
2405
23A10AC
均化库顶袋收尘器风机
2406
23A11M
: 启动信号
2354 2405
23541 2406
R02A、生料入均化库输送主控回路
设备名称 均化库顶分配器风机 均化库顶分配器风机 均化库顶斜槽风机 均化库顶斜槽风机 均化库斗式提升机 均化库顶斜槽风机(二) 均化库顶斜槽风机(三)
合格的细粉经过汇风箱部分沉降由星形卸灰阀进入斜槽(2347),其余含尘气体经电收 排出磨机外,通过振动给料机(2316)、吐渣斗提(2317)重新入磨粉磨;电收尘器 尘器(2604)收集;少部分物料从喷口环处落入刮板腔内由刮板刮入吐渣口收集的粉 尘经过拉链机(2605)、回转阀(2606)、拉链机(2607、2608、2616)、入库斗提(2401) 输送至均化库顶,进入斜槽(2402)后通过八嘴分配器(2407)入均化库。
工艺代号 260411 260412 260421 260422 260431 260432 260441 260442 260451 260452
电气代号 22A03AC1 22A03AC2 22A03AC3 22A03AC4 22A03AC5 22A03AC6 22A03AC7 22A03AC8 22A03AC9 22A03AC10
降辊脉冲(手动)
快速升辊(手动)
快速升辊(手动)
(1)磨辊液压站升辊
所有磨辊顶位置 &
快速升辊(手动)
下降期间上升连锁 &
慢速升辊(手动)
下降期间上升连锁
磨辊等待重喂料命令
&
下降期间上升连锁
CK1 中 控 启 动 信 &
压力控制开始 号喂料停止
重喂料
≥1
2S 2S
≥1
&
& 升辊命令 快速升辊(手动)
设备名称
工艺代号
旋风筒下斜槽风机
2343
主斜槽 1#风机
23471
主斜槽 2#风机
23472
1#旋风筒回转下料器
2339
2#旋风筒回转下料器
2340
3#旋风筒回转下料器
2341
4#旋风筒回转下料器
2342
电气代号 21A17M 21A19M 21A20M 21A12M 21A13M 21A14M 21A15M
原料磨中控操作规程
1 目的 本规程旨在统一操作思想,使操作有序化、规范化,力求达到优质、稳产、高产、
低耗,生产出合格的生料,确保窑系统的生料供应。 2 范围
本规程适用于原料系统中控操作,即从石灰石堆场,砂页岩、铁质原料联合储库至 生料入库部分,包括废气处理部分的操作控制。适用于原料操作人员、管理人员及工程 技术人员。 3 引用文件 《CK-450 立磨说明书》 《集散控制系统》 《质量控制细则》 4 岗位职责与岗位指导思想 4.1 在各专业人员及现场巡检人员的密切配合下,根据入磨物料水份、粒度、易磨性, 磨机振动、电流、出口温度、系统风量等情况及时调整磨机产量、研磨压力、选粉机转 速及各挡板开度,努力做到立磨运行平稳,均化库料位保持在 70%以上,提高粉磨效 率; 4.2 树立安全生产,质量第一的观念,精心操作,不断摸索总结,在操作中充分利用计 量监测仪表和先进的 DCS 自动控制等技术手段,整定出系统最佳运行参数,以达到优 质高产,低消耗及长期安全和文明生产的目的; 4.3 树立全局观念与窑操互相协调,密切配合,三班操作员必须经常交流操作思想,做 到统一操作,达到连续运行的目的; 4.4 操作员对生料质量直接负责,严格按照各项控制指标进行操作。 5 上岗人员的资格及培训标准 见组宣部颁发的《安徽海螺集团文件--关于中控操作员工资改革方案及实施细则的通 知》中的中控操作员上岗标准。 6 工艺流程简介 矩形堆场中的石灰石由桥式刮板取料机取料(2038),经皮带(2040、2041、2042) 输送至石灰石库内(通过电液动三通阀一、二线石灰石可以相互调剂);配料仓进料(一、 二线均由联合储库行车抓料);铁质原料由硫酸渣进料皮带由煤堆场向联合储库进料; 三种原材料按一定比例经过板喂机(23011、23051、23041、23031)、皮带秤(23012、 23052、23042、23032)计量后,由混料皮带(2306)、入磨皮带(2307)送到回转 阀(2308)入磨,物料烘干粉磨后经过选粉机选粉,大颗粒物料重新入磨进行粉磨,
124031
②
24032
①
&
ZR2402
124033
③
24034
②
≥
&
2401
③
2406
A24011
注: 2402、24021 单机起停;24031、24032 互为备用;24071、24072 互为备用; 24033、24034 单机起停,互为备用。各风机也可同时开启。电动换向阀单击启停。
R03A、旋风筒下斜槽风机及收尘系统主控回路
入库斗提推杆 电收尘振打
工艺代号 2616 2607 2608 26061 26062 26063 26064 26051 26052 26053 26054 26161 2604
电气代号 22A06M 22A05M 22A04M 22A03h 22A03j 22A03k 22A03l 22A03d 22A03e 22A03f 22A03g 22A06aM 22A03AC
风机轴承振动 HH 为 8mm/s。 (3)主电机运行,加热器则自动停止,主电机停止,加热器则自动运行。 (4)电机油站现场自带 PLC 控制箱。
R07A、窑尾电收尘系统主控回路
设备名称 电收尘 1#电场 电收尘 2#电场 电收尘 3#电场 电收尘 4#电场 电收尘 5#电场 电收尘 6#电场 电收尘 7#电场 电收尘 8#电场 电收尘 9#电场 电收尘 10#电场
设备名称 电收尘风机主电机 电收尘风机主电机加热器 电收尘风机主电机水电阻
工艺代号 2618 26183 26181
水电阻允许主机启动
&
水电阻入口阀门关限位
≥
入口阀门开度小于 3%
电气代号 22A07M 22A07AR
启动连锁
水电阻故障
&
定子温度 HH
电机轴承温度 HH 风机前、后轴承振动 HH
水电阻启动完毕
安全连锁
启动信号 启动连锁
&
1618
安全连锁
注:(1)主电机启动后 45s,如水电阻启动完毕信号还未到,则停主电机。 (2)电机定子温度 HH 为 130℃,电机轴承及风机轴承温度 HH 为 85℃,风
机轴承振动 HH 为 8mm/s。 (3)主电机运行,加热器则自动停止,主电机停止,加热器则自动运行。
1#电动换向阀 2#电动换向阀