最全的国内真空标准汇总
真空袋制作等真空包装机国家标准

真空袋规格,真空袋包装,真空袋价格,真空袋异型材真空袋:的主要作用是除氧,以有利于防止食品变质,其原理也比较简单,因食品霉腐变质主要由微生物的活动造成,而大多数微生物(如霉菌和酵母菌)的生存是需要氧气的,而真空包装就是运用这个原理,把包装袋内和食品细胞内的氧气抽掉,使微物物失去“生存的环境”。
实验证明:当包装袋内的氧气浓度≤1%时,微生物的生长和繁殖速度就急剧下降,氧气浓度≤0.5%时,大多数微生物将受到抑制而停止繁殖。
(注:真空包装不能抑制厌氧菌的繁殖和酶反应引起的食品变质和变色,因此还需与其它辅助方法结合,如冷藏、速冻、脱水、高温杀菌、辐照灭菌、微波杀菌、盐腌制等。
)真空除氧除了抑制微生物的生长和繁殖外,另一个重要功能是防止食品氧化,因油脂类食品中含有大量不饱和脂肪酸,受氧的作用而氧化,使食品变味、变质,此外,氧化还使维生素A和C损失,食品色素中的不稳定物质受氧的作用,使颜色变暗。
所以,除氧能有效地防止食品变质,保持其色、香、味及营养价值。
网纹真空袋不但具备以上的功能和作用,而且更大的好处是真空袋内壁有网纹状,某些特殊产品会紧贴袋壁。
而网纹状便利于快速抽完袋内的空气,更加彻底抽尽袋内的所有空气。
真空尼龙袋一般都是复合袋,即一种、两种或多种基膜(热封PE膜、CPP、BOPP)与尼龙(气密较好)或PET通过薄膜专用胶水粘接济(化工产品)经过复合机复合成膜。
再经切袋机制作而成,抽真空后的密封性能是最佳的。
阻隔空气性能强、防氧化、防水、防潮机械性能强、抗爆破性能高、抗穿刺抗撕裂性能强,无毒、无味符合国家标准。
热封性能好、透明度好。
一面空白透明,一面是有网纹状的,加有骨条自封口。
有一个气阀供抽气用的。
注意事项:1、不宜给儿童当玩具,以防窒息造成伤害。
2、不宜包装液体,但允许食品有少量液汁。
3、收藏水果蔬菜时,因其自身呼吸会产生少量气体,导致真空袋内胀气属正常现象,并非真空袋漏气。
4、用电动微型真空机的气嘴对上真空袋的气阀,按下开关会自动抽气,根据包装产品不同,选择抽气时间。
EN标准大全
EN标准大全EN 10001-1991 生铁的定义和分类EN 100012-1995 基本规范:电子元件的X线透视法EN 100014-1996 基本规范.CECC已经审估过的平均工艺规程.极限60%置信度EN 10002-1-2001 金属材料.拉力试验.第1部分:室温下的试验方法EN 10002-4 Bb.1-1995 金属材料.拉力试验.第4部分:单轴应力检验用长度变化测量装置的检验.距离记录系统以及检验实例EN 10002-4-1995 金属材料.拉力试验.第4部分:单轴应力检验用长度变化测量装置的检验EN 10002-5-1992 金属材料.抗拉试验.第5部分:高温检验法EN 100114-1-1996 程序规则.质量认证程序.第1部分:认可生产厂家用CECC要求EN 100114-6/A1-1999 电子元件的CECCECC电子元件的质量量评定方法.第6部分:生产厂家的技术认证.修改A1EN 100114-6-1997 程序规则.质量评定程序.第6部分:对电子元件生产厂家的技术认可EN 10016-1-1995 拉拔和/或冷轧用非合金钢棒.第1部分:一般要求EN 10016-2-1995 拉拔和/或冷轧用非合金钢棒.第2部分:通用钢棒的特殊要求EN 10016-3-1995 拉拔和/或冷轧用非合金钢棒.第3部分:沸腾和沸腾代用低碳钢的特殊要求EN 10016-4-1995 拉拔和/或冷轧用非合金钢棒.第4部分:特殊用途钢棒的特殊要求EN 10020-2000 钢的等级定义和划分EN 10021-1993 钢和钢制品的一般交货技术条件EN 10024-1995 带倾斜的内法兰面的工字钢.极限尺寸和外型尺寸EN 10025-1994 非合金结构钢制热轧产品.交货技术条件EN 10027-1-1992 钢的命名系统.第1部分:简称.主要符号EN 10027-2-1992 钢的命名系统.第2部分:号码系统EN 10028-1-2002 压力容器用扁平钢轧材.第1部分:一般要求EN 10028-2-2003 压力容器用扁平钢轧材.第2部分:具有规定的耐高温性能的非合金钢与合金钢EN 10028-3-2003 压力容器用扁平钢轧材.第3部分:经过正火处理的可焊细晶粒钢EN 10028-4-2003 压力容器用扁平钢轧材.第4部分:具有规定的低温特性的镍合金钢EN 10028-5-2003 压力容器用扁平钢轧材.第5部分:热机轧制的可焊细晶粒钢EN 10028-6-2003 压力容器用扁平钢制品.第6部分:淬火和回火的可焊接细粒钢EN 10028-7-2000 压力容器钢板.第7部分:不锈钢EN 10029-1991 极限偏差3mm的热轨钢板.形状公差.允许重量偏差EN 10031-2003 锻造用半成品.尺寸、形状和质量公差EN 10034-1994 I型和H型结构钢.极限偏差和外型公差EN 10036-1990 钢铁材料的化学分析.钢和生铁中总含碳量的测定.在氧气流中燃烧后重量分析测定EN 10045-1-1991 金属材料.摆锤式缺口冲击韧性试验.第1部分:试验方法EN 10045-2-1993 金属材料.摆式冲击试验.第2部分:试验机的验证(摆式冲击试验机)EN 10048-1996 热轧窄钢带.尺寸和形状公差EN 10051-1997 无涂层连续热轧非合金和合金钢板材,薄板材和带材.尺寸和形状公差EN 1005-1-2001 机械安全.人体的物理特性.第1部分:术语和定义EN 10052-1994 钢铁产品热处理术语.EN 1005-2-2003 机械安全.人体特性.第2部分:机械及其零部件的人工装卸EN 1005-3-2002 机械安全.人体的物理特性.第3部分:为机械操作推荐的负荷极限EN 10055-1995 带圆角的热轧等腰T型钢和过渡连接件.尺寸.极限尺寸和形状公差EN 10056-1-1998 等边和不等边角钢.第1部分:尺寸EN 10056-2-1994 等边和不等边角钢.第2部分:极限偏差和外形公差EN 10058-2003 一般用途热轧扁钢棒.尺寸及形状和尺寸公差EN 10059-2003 一般用途热轧方形钢棒.尺寸及形状和尺寸公差EN 10060-2003 一般用途热轧圆钢棒.尺寸及形状和尺寸公差EN 10061-2003 一般用途热轧六角钢棒.尺寸及形状和尺寸公差EN 10067-1996 热轧球扁钢.尺寸和形状、尺寸、质量公差EN 10071-1990 钢铁材料的化学分析.钢和铁中锰含量的测定.电测滴定法EN 1007-1-2002 高级工业陶瓷.陶瓷复合材料.纤维增强的试验方法.第1部分:胶料含量的测定EN 1007-2-2002 高级工业陶瓷.陶瓷复合材料.纤维增强的试验方法.第2部分:线密度的测定EN 1007-3-2002 高级工业陶瓷.陶瓷复合材料.纤维增强的试验方法.第3部分:长纤维直径和横截面积的测定EN 1007-5-2003 高级工业陶瓷.陶瓷复合材料.增强纤维的试验方法.第5部分:室温下复丝束中长丝断开时的拉伸强度和拉伸应变分布的测定EN 10079-1993 钢制品定义的确定EN 1008-2002 搅拌混凝土用水.在搅拌混凝土用水时抽样检验和评定水(包括混凝土工业加工过程中回收的水)的适用性EN 10083-1-1996 淬火和回火钢.第1部分:特殊钢交货技术条件EN 10083-2-1996 淬火和回火钢.第2部分:非合金优质钢交货技术条件EN 10083-3-1996 优质钢.第3部分:硼钢交货技术条件EN 10084-1998 渗碳钢.技术交货条件EN 10085-2001 氮化钢.交货技术条件.EN 10087-1999 高速切削钢.半成品热轧制棒材和线材的技术交货条件EN 10088-1-1995 不锈钢.第1部分:不锈钢目录EN 10088-2-1995 不锈钢.第2部分:一般用途的薄板和带材的交货技术条件EN 10088-3-1995 不锈钢.第3部分:一般用途的半成品,钢棒,轧制线材和型钢的交货技术条件EN 10089-2002 淬火和回火弹簧用热轧钢.交货技术条件EN 10090-1998 内燃机用阀门钢和阀门合金EN 10092-1-2003 热轧弹簧扁钢棒材.第1部分:扁平棒材.尺寸及形状和尺寸公差EN 10092-2-2003 热轧弹簧钢扁平棒材.第2部分:有肋和有槽的簧片.尺寸及形状和尺寸公差EN 10095-1999 耐高温钢和镍合金EN 1010-3-2002 机械安全.印刷和纸加工机械的设计和施工的安全要求.第3部分:切削机EN 10106-1996 冷轧非颗粒结构定向最终退火装态下的电工钢片和钢带EN 10107-1996 颗粒结构定向最终退火装态下的电工钢片和钢带EN 10111-1998 冷成型用无增塑连续热轧钢带和薄钢板.交货技术条件EN 1011-1-2002 焊接.焊接金属材料的建议.第1部分:电弧焊接通则EN 1011-2-2001 焊接.焊接金属材料的建议.第2部分:铁素体钢的弧焊EN 10113-1-1993 适于焊接的细晶粒结构钢热轧制品.第1部分:一般交货条件EN 1011-3-2001 焊接.焊接金属材料的建议.第3部分:不锈钢的电弧焊接EN 10113-2-1993 适于焊接的细晶粒结构钢热轧制品.第2部分:正火/正火轧制钢的交货条件EN 10113-3-1993 适于焊接的细晶粒结构钢热轧制品.第3部分:热工机械轧制钢的交货条件EN 1011-4-2001 焊接.焊接金属材料的建议.第4部分:铝和铝合金的电弧焊接EN 1011-5-2003 焊接.金属材料焊接的推荐规范.第5部分:包层钢的焊接EN 101-1992 瓷砖和板.按莫斯测定法测定表面划痕硬度EN 10120-1997 焊接过的气罐用薄钢板和钢带EN 1012-1-1996 压缩机和真空泵.安全要求.第1部分:压缩机EN 1012-2-1996 压缩机和真空泵.安全要求.第2部分:真空泵EN 10126-1996 非最终退火装态下非合金钢制冷轧电工钢片和钢带EN 10130-1999 用于冷变形的低碳钢冷轧板.交货技术条件(包括修正件A1:1998)EN 10131-1992 冷成形用冷轧无涂层低碳钢和高屈服极限的普通钢的扁平制品.尺寸和形状公差EN 1013-1-1998 单层屋顶用反光成型塑料板.第1部分:一般要求和试验方法EN 10132-1-2000 热处理用冷轧窄钢带材.技术提交条件.第1部分:一般EN 1013-2-1999 单层屋顶用反光成型塑料板.第2部分:玻璃纤维增强聚酯树脂板(GF-UP)的特殊要求和检验方法EN 10132-2-2000 热处理用冷轧窄钢带材.技术提交条件.第2部分:表面硬化钢EN 10132-3-2000 热处理用冷轧窄钢带材.技术提交条件.第3部分:淬火和回火EN 10132-4-2002 热处理用冷轧窄钢带材.技术交货条件.第4部分:弹簧钢和其它用途钢EN 1013-3-1998 单层屋顶用反光成型塑料板.第3部分:聚氯乙烯(PVC)板的特殊要求和试验方法EN 1013-4-2000 单层屋顶用反光成型塑料薄板.第4部分:聚碳酸酯(PC)薄板的特殊要求、试验方法和性能EN 1013-5-2000 单层屋顶用反光成型塑料薄板.第5部分:聚甲基丙烯酸甲酯(PMMA)薄板的特殊要求、试验方法和性能EN 10136-1990 黑色金属材料的化学分析.钢中镍的测定.火焰原子吸收分光光度测定法EN 10137-1-1995 淬火和回火或沉淀硬化状态下高屈服强度结构钢制板材和宽扁钢.第1部分:一般交货条件EN 10137-2-1995 淬火和回火或沉淀硬化状态下高屈服强度结构钢制板材和宽扁钢.第2部分:淬火和回火钢的交换条件EN 10137-3-1995 淬火和回火或沉淀硬化状态下高屈服强度结构钢制板材和宽扁钢.第3部分:沉淀硬化钢的交换条件EN 10139-1997 冷成型加工用无涂层低碳钢制冷轧窄钢带.技术交货条件EN 10140-1996 冷轧窄钢带.尺寸和形状公差EN 1014-1-1995 木材防腐剂.沥青浸渍油以及用该油的浸渍木材.取样和分析.第1部分:沥青浸渍油取样法EN 1014-2-1996 木材防腐剂.沥青浸渍油以及用该油的浸渍木材.取样和分析.第2部分:跟踪分析用从浸渍木材中提取沥青浸渍油试样的方法EN 10142-2000 冷加工用连续热浸镀锌低碳钢带材和薄板.交货技术条件EN 10143-1993 连续热镀钢板和钢带.极根尺寸和形状公差EN 1014-3-1997 木材防腐剂.沥青浸渍油以及用该油浸渍的木材.取样和分析方法.第3部分:杂酚油中苯芬花含量的测定EN 1014-4-1995 木材防腐剂.煤焦浸渍油及用该油浸渍的木材.取样和分析.第4部分:煤焦浸渍油中水解萃取苯酚含量的测定EN 10147-2000 连续热浸镀锌结构钢带材和薄板.交货技术条件EN 10149-1-1995 冷成型用高屈服点钢制热轧扁平产品.第1部分:一般交货条件EN 10149-2-1995 冷成型用高屈服点钢制热轧扁平产品.第2部分:热机械轧制钢的交货条件EN 10149-3-1995 冷成型用高屈服点钢制热轧扁平产品.第3部分:普通退火和轧制钢交货条件EN 1015-10-1999 圬工用灰浆的检验方法.第10部分:固体灰浆干燥体密度的测定EN 1015-11-1999 圬工用灰浆的检验方法.第11部分:固体灰浆的弯曲拉伸强度和抗压强度的测定EN 1015-1-1998 圬工用灰浆的检验方法.第1部分:用筛分分析测定粒度分布EN 10151-2002 弹簧用不锈钢带材.交货技术条件EN 1015-12-2000 圬工用灰浆的试验方法.第12部分:在基底物上硬化打底和涂抹灰浆的粘结强度的测定EN 1015-17-2000 圬工用灰浆的试验方法.第17部分:新凝灰浆中水溶性氯化物含量的测定EN 1015-18-2002 圬工用灰浆的检验方法.第18部分:测定硬化泥浆毛吸作用引起的水吸收系EN 1015-19-1998 圬工用灰浆的检验方法.第19部分:粉刷灰浆制固定灰浆的水蒸气渗透性的测定EN 1015-21-2002 圬工用灰浆的检验方法.第21部分:测定底层灰浆与基材的兼容性EN 1015-2-1998 圬工用灰浆的检验方法.第2部分:灰浆的取样和检验灰浆的制备EN 10152-2003 电解镀锌冷轧扁钢制品.交货技术条件EN 1015-3-1999 圬工用灰浆的检验方法.第3部分:新鲜灰浆稠度的测定(流动扩展)EN 1015-4-1998 圬工用灰浆的检验方法.第4部分:用渗透器测定新鲜灰浆的粘度EN 10154-2002 连续热浸镀调质铝硅涂层(AS)钢带和薄板.交货技术条件EN 10155-1993 增强的耐大气腐蚀结构钢.交货技术条件EN 1015-6-1998 圬工用灰浆的检验方法.第6部分:测定新鲜灰浆的粗密度EN 1015-7-1998 圬工用灰浆的检验方法.第6部分:测定新鲜灰浆的粗密度EN 1015-9-1999 圬工用灰浆的检验方法.第9部分:新鲜灰浆的可处理时间和可修正时间的测定EN 10160-1999 厚度大于或等于6毫米的钢板制品的超声波检验(平面反射法)EN 10162-2003 冷轧钢型材.交货技术条件.尺寸和横截面公差EN 10163-1-1991 热轧钢制品表面状态的供货条件(薄板.宽扁钢和异型钢).第1部分:一般要求EN 10163-2-1991 热轧钢制品表面状态的供货条件(薄板.宽扁钢和异型钢).第2部分:薄板和宽扁钢EN 10163-3-1991 热轧钢制品表面状态的供货条件(薄板.宽扁钢和异型钢).第3部分:异型钢EN 10164-1993 经调质垂直于制品表在变形性能的钢制品.交货技术条件EN 10165-1996 非最终退火装态下合金钢制冷轧电工钢片和钢带EN 10169-1-2003 连续有机涂覆(盘绕涂覆)的扁钢制品.第1部分:一般信息(定义、材料、公差和试验方法)EN 10169-3-2003 连续有机涂层(盘绕涂层)扁平钢轧材.第3部分:建筑物内部设施用品EN 1017-1998 用于制备饮用水的产品.半烧结的白云石EN 10177-1990 铁材料的化学分析.钢中钙的测定.火焰原子吸收分光光度测定法EN 10178-1990 冶炼材料的化学分析.钢材中铌含量的测定.光度法EN 10179-1990 黑色金属材料的化学分析.钢中氮(微含量)的测定.光度法EN 10181-1990 黑色金属材料的化学分析.钢中铅含量)的测定.火焰原子吸收分光光度测定法EN 1018-1998 用于制备饮用水的产品.碳酸钙EN 10184-1990 钢铁材料的化学分析.钢内和铁内磷的测定.分光光度法EN 10188-1990 黑色金属材料的化学分析.钢铁中铬的测定.火焰原子吸收分光光度测定法EN 1019-1995 人员用水的化学处理.二氧化硫EN 10200-1992 钢铁冶炼材料的化学分析.钢中硼含量的测定.分光光度法EN 1020-2001 有风扇支持燃烧气体和/或燃烧物质传输、净热输入功率不超过300kW的空间加热用非家用燃气式强制对流空气加热器EN 10202-2001 冷轧锡产品.电解锡板和电解铬/氧化铬涂层钢EN 10204-1995 冶金产品.检验文件型式EN 10205-1992 生产白铁皮和电镀铬钢板用冷轧薄钢板卷EN 10207-1997 简单的压力容器用钢材.薄钢板,带钢和棒钢的交货技术条件EN 10208-1-1998 易燃液体或气体用管道钢管.交货技术条件.第1部分:要求等级为A的管EN 10208-2-1996 易燃液体或气体用管道钢管.交货技术条件.第2部分:要求等级为B的管EN 10209-1996 涂釉低碳钢制冷轧扁平制品.交货技术条件EN 10210-1-1994 非合金结构钢和精粒结构钢制的钢构件用热成型空心型件.第1部分:交货技术要求EN 10210-2-1997 非合金和细晶粒结构钢的热精加工结构空心型材.第2部分:公差,尺寸和分段特性EN 1021-1-1994 家具.装璜家具易燃性的评估.第1部分:火源:燃着的香烟EN 10211-1996 钢铁材料的化学分析.钢和铁中钛含量测定.火焰原子吸收光谱测定法EN 1021-2-1994 家具.室内装璜家具易燃性的评估.第2部分:火源:等同于火柴的煤气火焰EN 10212-1995 生铁材料的化学分析.用分光光度法测定钢和铁中的砷含量EN 10213-1-1996 压力容器用铸钢的交货技术条件.第1部分:概述EN 10213-2-1996 压力容器用铸钢的交货技术条件.第2部分:室温和高温下使用的钢种EN 10213-3-1996 压力容器用铸钢的交货技术条件.第3部分:低温下使用的钢种EN 10213-4-1996 压力容器用铸钢的交货技术条件.第4部分:奥氏体和奥氏体铁素钢种EN 10214-1995 连续热浸镀调质带锌铝覆层的钢带和薄板.交货技术条件EN 10215-1995 连续热浸镀调质带铝锌覆层的钢带和薄板.交货技术条件EN 10216-1-2002 压力载荷用无缝钢管.交货技术条件.第1部分:具有室温下规定性能的非合金钢管EN 10216-2-2002 压力载荷用无缝钢管.交货技术条件.第2部分:具有较高温度下规定性能的非合金和合金钢管EN 10216-3-2002 压力载荷用无缝钢管.交货技术条件.第3部分:细粒合金钢管EN 10216-4-2002 压力载荷用无缝钢管.交货技术条件.第4部分:具有低温下规定性能的非合金和合金钢管EN 10216-4-2002 压力载荷用无缝钢管.交货技术条件.第4部分:具有低温下规定性能的非合金和合金钢管EN 10217-1-2002 压力载荷用焊接钢管.交货技术条件.第1部分:具有室温下规定性能的非合金钢管EN 10217-1-2002 压力载荷用焊接钢管.交货技术条件.第1部分:具有室温下规定性能的非合金钢管EN 10217-2-2002 压力载荷用焊接钢管.交货技术条件.第2部分:具有较高温度下规定性能的电焊非合金和合金钢管EN 10217-2-2002 压力载荷用焊接钢管.交货技术条件.第2部分:具有较高温度下规定性能的电焊非合金和合金钢管EN 10217-3-2002 压力载荷用焊接钢管.交货技术条件.第3部分:细粒合金钢管EN 10217-3-2002 压力载荷用焊接钢管.交货技术条件.第3部分:细粒合金钢管EN 10217-4-2002 压力载荷用焊接钢管.交货技术条件.第4部分:具有低温下规定性能的电焊非合金钢管EN 10217-4-2002 压力载荷用焊接钢管.交货技术条件.第4部分:具有低温下规定性能的电焊非合金钢管EN 10217-5-2002 压力载荷用焊接钢管.交货技术条件.第5部分:具有较高温度下规定性能的埋弧焊接非合金和合金钢管EN 10217-5-2002 压力载荷用焊接钢管.交货技术条件.第5部分:具有较高温度下规定性能的埋弧焊接非合金和合金钢管EN 10217-6-2002 压力载荷用焊接钢管.交货技术条件.第6部分:具有低温下规定性能的埋弧焊接非合金钢管EN 10217-6-2002 压力载荷用焊接钢管.交货技术条件.第6部分:具有低温下规定性能的埋弧焊接非合金钢管EN 10218-1-1994 钢丝和线材产品.概述.第1部分:检验方法EN 10218-2-1996 钢丝和线材产品.概述.第2部分:线材尺寸和公差EN 10219-1-1997 非合金结构钢和细晶粒结构钢的冷成形结构空心型材.第1部分:交货技术要求EN 10219-2-1997 非合金结构钢和细晶粒结构钢的冷成形结构空心型材.第2部分:公差,尺寸和分段性能EN 10220-2002 无缝钢管.单位长度尺寸重量通用表EN 10221-1996 热轧钢棒和线材的表面质量等级.交货技术条件EN 1022-1997 居室家具.可就坐的家具.稳定性测试EN 10222-1-2002 压力容器用钢锻件.第1部分:自由成型锻件的一般要求EN 10222-2-2000 压力容器用钢锻件.第2部分:特定高温性能的铁素体和马氏体钢EN 10222-3-1999 压力罐用钢制锻件.第3部分:低温下有确定性能的镍钢EN 10222-4-2001 压力容器用钢锻件.第4部分:高弹限强度的可焊接细晶粒钢EN 10222-5-2000 压力容器用钢锻件.第5部分:马氏体、奥氏体和奥氏体铁素体不锈钢EN 10223-1-1998 栅栏用钢丝和钢丝制品.第1部分:锌和锌合金涂层的有刺钢丝EN 10223-2-1998 栅栏用钢丝和钢丝制品.第2部分:农业,隔离和栅栏用六角网目钢丝编织物EN 10223-3-1998 栅栏用钢丝和钢丝制品.第3部分:建筑用带六角网目的钢丝编织物EN 10223-4-1998 栅栏用钢丝和钢丝制品.第4部分:栅栏用钢丝焊接的格网EN 10223-5-1998 栅栏用钢丝和钢丝制品.第5部分:栅栏用钢丝铰链网格和结节网格EN 10223-6-1998 栅栏用钢丝和钢丝制品.第6部分:栅栏用正方形网目的钢丝编织物EN 10223-7-2002 栏栅用钢丝和钢丝制品.第7部分:栏栅用焊接钢丝板条EN 10224-2002 包括生活用水在内的水成液的输送用非合金钢管和配件.交货技术条件EN 10225-2001 固定近海结构的可焊接结构钢.技术交货条件EN 10228-1-1999 钢锻件的无损检验.第1部分:磁粉探伤EN 10228-2-1998 钢锻件的无损检验.第2部分:渗透检验EN 10228-3-1998 钢制锻件的无损检验.第3部分:铁氧体钢制或马氏体钢制锻件的超声波试验EN 10228-4-1999 钢锻件的无损检验.第4部分:奥氏和奥氏铁氧体非合金钢锻件的超声波检验EN 10229-1998 评定钢制品抗氢感应形成裂纹的性能(HIC)EN 10230-1-2000 钢丝钉.第1部分:一般用途的散装钉EN 1023-1-1996 办公室家具.隔断墙板.第1部分:尺寸EN 10232-1994 金属材料.管材(管截面).弯曲试验EN 1023-2-2001 办公室家具.隔断墙板.第2部分:机械安全要求EN 10233-1994 金属材料.管材.环形折曲试验EN 1023-3-2001 办公室家具.隔断墙板.第3部分:试验方法EN 10234-1994 金属材料.管材.扩管试验EN 10235-1994 金属材料.管材.折缘试验EN 10236-1994 金属材料.管材.扩管试验EN 10237-1994 金属材料.管.环状试样拉力试验.EN 10238-1996 结构钢制经自动喷射和自动涂层处理的产品EN 10240-1998 钢管用内部和/或外部防护涂层.通过在自动设备中热浸镀锡进行的涂层的规定EN 10241-2000 螺纹钢管EN 1024-1997 不连续铺设用粘土屋顶砖.几何特性测定EN 10242/A1-1999 可锻铸铁制螺纹管件.修正A1EN 10242/A2-2003 可锻铸铁制螺纹管件.修正A2EN 10242-1995 可锻铸铁制螺纹管件EN 10243-1-2000 钢热模锻件.尺寸公差.第1部分:落锤锻造和垂直压力锻造EN 10243-2-2000 钢热模锻件.尺寸公差.第2部分:在水平锻造机器上的顶锻EN 10244-1-2001 钢线和钢线产品.钢线上的有色金属涂层.第1部分:一般规则EN 10244-2-2001 钢线和钢线产品.钢线上的有色金属涂层.第2部分:锌和锌合金涂层EN 10244-3-2001 钢线和钢线产品.钢线上的有色金属涂层.第3部分:铝涂层EN 10244-4-2001 钢线和钢线产品.钢线上的有色金属涂层.第4部分:锡涂层EN 10244-5-2001 钢线和钢线产品.钢线上的有色金属涂层.第5部分:镍涂层EN 10244-6-2001 钢线和钢线产品.钢线上的有色金属涂层.第6部分:铜,青铜和黄铜涂层EN 10245-1-2001 钢线和钢线产品.钢线上的有机涂层.第1部分:一般规则EN 10245-2-2001 钢线和钢线产品.钢线上的有机涂层.第2部分VC 涂层线EN 10245-3-2001 钢线和钢线产品.钢线上的有机涂层.第3部分 E 涂层线EN 10245-4-2003 钢丝和钢丝产品.钢丝上的有机涂层.第4部分:聚酯涂层丝EN 10246-10 Berichtigung 1-2000 DIN EN 10246-10的勘误EN 10246-10-2000 钢管的无损检验.第10部分:缺陷探测用自动熔融电弧焊接钢管焊缝的放射线检验EN 10246-11-2000 钢管的无损试验.第11部分:表面缺陷探测用的无缝和焊接钢管的液体渗透试验EN 10246-1-1996 钢管的无损检测.第1部分:证明密封性用无缝和焊接铁磁钢管(埋弧焊除外)的自动电磁检验EN 10246-12-2000 钢管的无损检验.第12部分:表面缺陷探测用无缝和焊接铁磁钢管的磁粉探伤EN 10246-13-2000 钢管的无损检验.第13部分:无缝和焊接(埋弧焊除外)钢管的自动全周超声波测厚检验EN 10246-14-2000 钢管的无损试验.第14部分:无缝和焊接钢管(埋头焊接除外)叠层缺陷检测的自动超声波试验.德文版本EN 10246-14:1999EN 10246-15-2000 钢管的无损检验.第15部分:用于检测层状缺陷的焊接钢管生产时用的带材/板材的自动超声波检验EN 10246-16-2000 钢管的无损检验.第16部分:层状缺陷检测用焊接钢管焊缝区域的自动超声波检验EN 10246-17-2000 钢管的无损检验.第17部分:层状缺陷检测用无缝和焊接钢管管端的超声波检验EN 10246-18-2000 钢管的无损检验.第18部分:层状缺陷检测用无缝和焊接铁磁钢管管端的磁粉探伤EN 10246-2-2000 钢管的无损试验.第2部分:证明液压渗漏紧密性的无缝和焊接(埋弧焊接除外)的奥氏体和铁素体/奥氏体钢管的自动涡流试验EN 10246-3-2000 钢管的无损试验.第3部分:无缝和焊接钢管(埋弧焊接除外)缺陷检测的自动涡电流试验.德文版本EN10246-3:1999EN 10246-4-2000 钢管的无损检验.第4部分:横向不完整性检测用铁磁无缝钢管的自动全外围磁换能器检验/磁漏检验EN 10246-5-2000 钢管的无损检验.第5部分:纵向不完整性检测用铁磁无缝和焊接(埋弧焊接除外)钢管的自动全外围磁换能器检验/磁漏检验EN 10246-6-2000 钢管的无损试验.第6部分:无缝钢管横向缺陷探测的自动全周长超声波试验EN 10246-7-1996 钢管的无损检测.第7部分:证明长度误差用整个管圆周上无缝和焊接铁磁钢管(埋弧焊除外)的自动超声波检验EN 10246-8-2000 钢管的无损试验.第8部分:电焊钢管焊缝径向缺陷探测的自动超声试验EN 10246-9-2000 钢管的无损试验.第9部分:径向和/或横向缺陷探测用的埋弧焊钢管的自动超声试验EN 10248-1-1995 非合金钢制热轧板桩.第1部分:交货技术条件EN 10248-2-1995 非合金钢制热轧板桩.第2部分:极限尺寸和外形公差EN 10249-1-1995 非合金钢制冷成型板桩.第1部分:交货技术条件EN 10249-2-1995 非合金钢制冷成型板桩.第2部分:极限尺寸和外形公差EN 10250-1-1999 通用工程用开式模锻钢件.第1部分:一般要求EN 10250-2-1999 通用工程用开式模锻钢件.第2部分:非合金质量级钢和特种钢EN 10250-3-1999 通用工程用开式模锻钢件.第3部分:特种合金钢EN 10250-4-2000 通用工程用开式模锻钢件.第4部分:不锈钢EN 10251-1997 磁性材料.测定电工钢片和电工钢带几何特性值的方法EN 10252-1997 磁性材料.中等频率下电工钢片和电工钢带的磁性测量的方法EN 10253-1-1999 对焊管配件.第1部分:一般用途和无特定检验要求的锻造碳钢EN 10254-2000 闭模锻造的钢锻件.通用技术交货条件EN 10256-2000 钢管的无损检验.1级和2级检验师的合格证明及能力EN 10257-1-1998 电流电缆和通信电缆加固用锌或锌合金涂层的非合金钢丝.第1部分:地下铺设的电缆EN 10257-2-1998 电流电缆和通信电缆加固用锌或锌合金涂层的非合金钢丝.第2部分:海底电缆EN 10258-1997 冷轧不锈钢窄带材和剪切长度.极限尺寸和外形公差EN 10259-1997 冷轧不锈钢宽带材和薄板.极限尺寸和外形公差EN 1026-2000 门窗.透气率.试验方法EN 10263-1-2001 冷镦和冷挤压的钢杆材、棒材和线材.第1部分:一般交货技术条件EN 10263-2-2001 冷镦和冷挤压的钢杆材、棒材和线材.第2部分:冷处理后不用于热处理的钢的交货技术条件EN 10263-3-2001 冷镦和冷挤压的钢杆材、棒材和线材.第3部分:表面硬化钢的交货技术条件EN 10263-4-2001 冷镦和冷挤压的钢杆材、棒材和线材.第4部分:淬火和回火钢的交货技术条件EN 10263-5-2001 冷镦和冷挤压的钢杆材、棒材和线材.第5部分:不锈钢的交货技术条件EN 10264-1-2002 钢丝和钢丝产品.绳索用钢丝.第1部分:一般要求EN 10264-2-2002 钢丝和钢丝产品.绳索用钢丝.第2部分:一般绳索用的冷拉非合金钢丝EN 10264-3-2002 钢丝和钢丝产品.钢丝绳用钢丝.第3部分:3: 重型装置用圆形和异型非合金钢丝EN 10264-4-2002 钢丝和钢丝产品.绳索用钢丝.第4部分:不锈钢钢丝EN 10265-1996 磁性材料.确定机械性能和磁性能的薄钢板和带钢的要求EN 10266-2003 钢管、配件和结构空心型材.产品标准中使用的符号和术语定义EN 10267-1998 由热变形温度产生的沉淀硬化铁氧-珠光体钢EN 10268-1999 微型合金钢制冷变形用高延展极限冷轧平面产品.交货技术要求EN 10269-1999 具有特殊高温和/或低温性能的紧固件用钢和镍合金EN 10270-1-2001 机械弹簧用钢丝.第1部分:铅淬火冷拉制非合金钢丝EN 10270-2-2001 机械弹簧用钢丝.第2部分:油淬火和回火弹簧钢丝EN 10270-3-2001 机械弹簧用钢丝.第3部分:不锈钢弹簧钢丝EN 10271-1998 带电解分离锌-镍(ZN)涂层的平面钢制品.交货技术条件EN 1027-2000 门窗.水密性.试验方法EN 10272-2001 压力设备用不锈钢棒材EN 10273-2000 规定高温性能的压力容器用热轧可焊钢棒EN 10274-1999 金属材料.重量坠落试验EN 10275-1999 金属材料.管环液压压力试验EN 10276-1-2000 铁素体材料的化学分析.钢铁中氧的含量测定.第1部分:氧测定用钢样品的抽样和制备EN 10276-2-2003 钢铁材料的化学分析.钢铁中氧含量的测定.第2部分:在惰性气体中熔解后的红外法EN 10277-1-1999 光亮钢产品.技术交货条件.第1部分:总则EN 10277-2-1999 光亮钢产品.技术交货条件.第2部分:一般工程用钢EN 10277-3-1999 光亮钢产品.技术交货条件.第3部分:快削钢EN 10277-4-1999 光亮钢产品.技术交货条件.第4部分:表面硬化钢EN 10277-5-1999 光亮钢产品.技术交货条件.第5部分:回火和淬火钢EN 10278-1999 光亮钢产品的尺寸和公差EN 10279-2000 热轧钢管道.形状,尺寸,质量公差.德文版本EN 10279:2000EN 10280-2001 磁性材料.使用单片试验机测量电工钢板和带钢的磁性的方法EN 1028-1-2002 消防泵.带起动注油器的消防离心泵.第1部分:分类、总则和安全要求EN 10282-2001 磁性材料.测定电工钢板和带钢表面绝缘电阻的试验方法EN 1028-2-2002 消防泵.带起动注油器的消防离心泵.第2部分:总则和安全要求的检定EN 10283-1998 耐蚀钢铸件EN 10284-2000 聚乙烯(PE)管系统用带压缩端的可锻铸铁配件EN 10288-2002 岸上和近海管线用钢管及配件.外部双层挤压聚乙烯基涂层EN 10291 Bb.1-2001 金属材料.单轴蠕变拉伸试验.试验方法.应用指示EN 10291-2001 金属材料.单轴蠕变拉伸试验.试验方法EN 10292-2003 冷成型用高屈服强度的连续热浸镀钢带材和薄板.交货技术条件。
真空严密性试验标准

真空严密性试验标准凝汽式汽轮机真空严密性试验:1、汇报机组长值长,通知锅炉及有关人员将负荷保持在80%以上稳定运行。
2、试验时凝汽器真空90KPa以上(与当地大气压有关),试验备用真空泵正常。
3、试验前,记录负荷、凝汽器真空、排汽温度。
4、解除真空泵联锁,关闭运行真空泵进口碟阀,停真空泵,注意真空下降速度。
5、半分钟后开始记录,每隔一分钟记录一次凝汽器真空值。
6、八分钟后,启动真空泵,开启进口碟阀,恢复真空,投入真空泵联锁。
7、取后五分钟真空下降值,求得真空下降平均值。
8、试验过程若真空急剧下降,则立即启动真空泵,恢复真空,停止试验,查明原因。
9、试验过程中真空不允许低于87kpa。
10、真空严密性的评价标准:合格:≤0.27KPa/min11、真空严密性试验执行说明:停机时间超过15天,当机组投运(AGC投入)后的第一个早班做真空严密性试验;机组正常运行时一个月做一次真空严密性试验。
空冷式汽轮机真空严密性试验:1、接到值长令,#1机主机真空严密性试验操作2、负荷在80%以上,保持稳定运行3、检查机组运行稳定,汽轮机真空泵正常4、记录机组负荷、主、再热蒸汽压力、温度、空冷风机运行台数及转速、主蒸汽流量、排汽压力、排汽温度、环境温度。
5、停止运行真空泵,记录好时间,注意背压变化情况应正常,如果背压迅速下降,则立即停止试验,恢复正常运行。
6、每隔30秒记录排汽装置A、B侧排汽压力、排汽温度变化值。
7、试验时间8分钟,取后5分钟排汽压力上升值的平均数为最终试验计算结果。
8、排汽装置A侧: Kpa/min 排汽装置B侧: Kpa/min取平均值作为测试结果: Kpa/min9、真空下降率小于0.2Kpa/min为合格,如果超过应查找原因,设法消除。
真空严密性试验参考标准:1. DL/T932-2005《凝汽器与真空运行维护导则》中对真空系统严密性的要求如下。
机组真空下降速度:小于100MW机组,不大于0.4KPa/min;大于100MW机组,不大于0.27KPa/min。
真空测试防水等级标准-概述说明以及解释

真空测试防水等级标准-概述说明以及解释1.引言1.1 概述概述部分:真空测试与防水等级标准在产品设计和生产中起着至关重要的作用。
真空测试是一种用于检测产品密封性能的关键工艺,而防水等级标准则是评估产品对水的防护能力的重要标准。
本文将探讨真空测试与防水等级标准之间的联系,分析其在产品质量控制中的重要性,并提出相应的应用建议,以期为企业提升产品质量提供指导。
1.2 文章结构文章结构是指整篇文章的组织和框架,它有助于读者更好地理解文章的内容和逻辑结构。
本文的结构主要包括引言、正文和结论三个部分。
引言部分主要包括概述、文章结构和目的三个部分。
在概述中,我们将介绍真空测试和防水等级标准这两个概念的意义和重要性。
文章结构部分则会对整篇文章的框架进行简要的介绍,让读者对文章的内容有一个整体的把握。
目的部分则会说明本文旨在探讨真空测试和防水等级标准之间的关联,以及它们在实际应用中的作用。
接下来是正文部分,主要包括真空测试的重要性、防水等级标准的意义和真空测试与防水等级标准的关联三个部分。
在真空测试的重要性中,我们将会探讨在不同领域中真空测试的重要性以及其对产品质量和性能的影响。
防水等级标准的意义部分将会介绍不同防水等级标准的定义和作用,以及在产品设计和生产中的重要性。
最后,在真空测试与防水等级标准的关联中,我们将会深入探讨两者之间的联系和互相影响,以及如何更好地将它们结合起来。
最后是结论部分,主要包括总结、应用建议和展望三个部分。
在总结部分,我们将对本文的主要内容进行概括和总结。
应用建议部分将提出一些建议,帮助读者更好地应用本文中提到的真空测试和防水等级标准。
展望部分则将展望未来,探讨真空测试和防水等级标准在未来的发展趋势和应用前景。
1.3 目的本文的主要目的是探讨真空测试与防水等级标准之间的关联,以帮助读者了解在实际应用中如何通过真空测试来验证产品的防水性能。
通过对真空测试和防水等级标准的意义进行深入分析,读者将能够更好地理解两者之间的联系,从而更好地选择适合的测试方法和标准来保障产品的质量和性能。
真空管行标国标简介课件ppt

2021/3/10
40
管路设计
❖ 封闭系统,至少应能承受1.5倍的最大工作压力(系统安装 好后进行水压试验来测试)。
❖ 当管段的流量确定后,流速的大小将直接影响到管道系统技 术和经济性。流速过大易产生水锤,引起噪声,损坏管道或 附件,并将增加管道的水头损失,提高给水管道所需的压力; 流速过小,又将造成管材的浪费。 因此给水管道的流速应控制在正常范围内,如下表:
2021/3/10
19
平均热损系数
❖ 计算公式:
ULT: 平均热损系数 W/(㎡ ·℃ ) cpw: 水的比热容 J/(kg ·℃ ) M: 集热管内水的质量 kg AA: 吸热体外表面积 ㎡,
Ф 58,1.8m管,AA=0.26 ㎡ Δτ :水温t1到t3总的测试时间 s
评价标准:
集热管的平均热损系数应满足 ULT≤ 0.85 W/(㎡ ·℃ )
检验规则
25
型式检验
❖ 正常情况下,每年应进行一次型式检验。
❖ 样品:在出厂检验合格的产品中随机抽取, 不少于三支。
❖ 检验项目:包括以上介绍的所有项目。
2021/3/10
26
型式检验
❖ 判定准则:
空晒性能参数 闷晒太阳辐照量 平均热损系数 真空品质
一项不合格, 即为不合格产品
2021/3/10
真空管行标国标简介
2021/3/10
徐州众凯 设计三室 2010.7.10
1
目录
❖ 一、真空管质检 ❖ 二、采光面积计算 ❖ 三、集热系统设计
2021/3/10
2
一、真空管质检
❖ 我们买来的真空管是否合格?
❖ 对于真空管的检测项目有哪些,检测方 法和评价标准是什么?
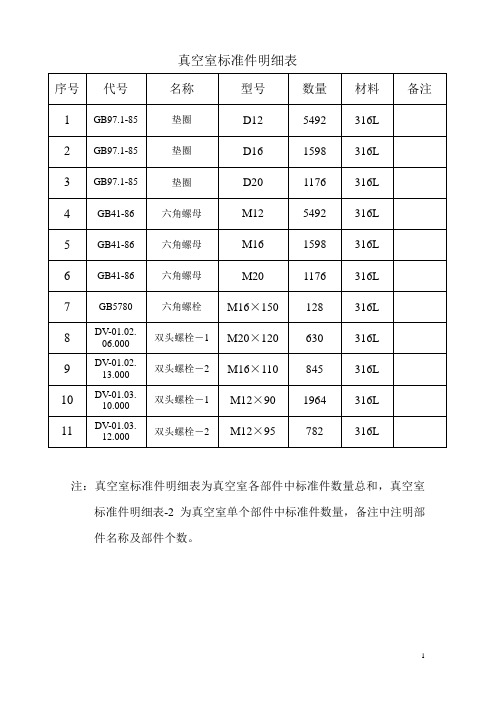
真空室标准件明细表
M12
136
316L
39
DV-01.03.10.000
双头螺栓-1
M12×90
48
316L
40
DV-01.03.12.000
双头螺栓-2
M12×95
20
316L
41
GB97.1-85
垫圈
D12
136
316L
支撑窗口
(8个)
42
GB41-86
六角螺母
M12
136
316L
43
DV-01.03.10.000
8
GB97.1-85
垫圈
D20
72
316L
9
GB41-86
六角螺母
M16
88
316L
10
GB41-86
六角螺母
M20
72
316L
11
DV-01.02.06.000
双头螺栓-1
M20×120
36
316L
12
DV-01.02.13.000
双头螺栓-2
M16×110
44
316L
13
GB97.1-85
垫圈
D16
双头螺栓-2
M16×110
54
316L
序号
代号
名称
型号
数量
材料
备注
25
GB97.1-85
垫圈
D12
200
316L
上垂直窗口-1
(14个)
26
GB41-86
六角螺母
M12
200
316L
27
DV-01.03.10.000
最全的中国标准目录收集

JB 1408-1974 凸版轮转即刷机技术条JB 1505-1975 半导体电力变流器 型号编制办法JB 1546-1983 汽车电气设备产品型号编制方法JB 1548-1975 锻造操作机型式与基本参数JB 1554-1975 2751硅橡胶玻璃丝管JB 1601-1993 额定电压300/500V橡皮绝缘固定敷设电线JB 1644-1991 铸造机械 通用技术条件JB 1645-1991 自动冷镦、切边、搓丝机 技术条件JB 1692-1991 伞形手轮JB 1693-1991 平形手轮JB 1694-1991 阀杆螺母(一)JB 1695-1991 阀杆螺母(二)JB 1696-1991 阀杆螺母(三)JB 1698-1991 阀杆螺母(五)JB 1699-1991 阀杆螺母(四)JB 1700.1-1991 锁紧螺母(一)JB 1700.2-1991 锁紧螺母(二)JB 1701-1991 阀杆螺母(六)JB 1702.1-1991 轴承压盖(一)JB 1702.2-1991 轴承压盖(二)JB 1703-1991 衬套JB 1706-1991 压套螺母JB 1708-1991 填料压盖JB 1709-1991 T型螺栓JB 1712-1991 石棉填料JB 1713-1991 填料垫(一)JB 1716-1991 填料垫(二)JB 1718-1991 垫片(一)JB 1719-1991 垫片(二)JB 1720-1991 垫片(三)JB 1721-1991 垫片(四)JB 1726-1991 阀瓣盖JB 1727-1991 对开圆环JB 1728-1991 止退垫圈JB 1735-1991 底阀阀瓣密封圈JB 1736-1991 旋启式止回阀阀瓣密封圈JB 1737-1991 旋启式止回阀阀瓣密封圈压板JB 1741-1991 顶心JB 1742-1991 调整垫JB 1747-1991 填料压环JB 1749-1991 氨阀阀瓣JB 1753-1991 接头垫JB 1754-1991 接头JB 1755-1991 接头螺母JB 1757-1991 卡套JB 1758-1991 卡套螺母JB 1759-1991 轴套JB 1760-1991 六角螺塞JB 1761-1991 螺塞垫JB 1763-1976 评定绝缘浸渍漆热老化性能 试验方法JB 1764-1976 评定绝缘漆布热老化性能 试验方法JB 1765-1976 评定绝缘层压板热老化性能 试验方法JB 1766-1977 频敏变阻器JB 1811-1992 压缩气体标准电容器JB 1812-1977 氯磺化聚乙 烯橡皮绝缘引接线JB 1813-1976 6千伏橡皮绝缘氯丁 护套引接线JB 1883-1977 焊接式端直通长管接头JB 1884-1977 焊接式端直通长管接头体JB 1885-1977 A型扣压式 胶管接头JB 1886-1977 B型扣压式 胶管接头JB 1887-1977 C型扣压式 胶管接头JB 1888-1977 A型可拆式 胶管接头JB 1889-1977 B型可拆式 胶管接头JB 1890-1977 C型可拆式 胶管接头JB 1891-1977 扣压式接头螺母JB 1892-1977 扣压式接头外套JB 1893-1977 A型扣压式接头芯JB 1894-1977 B型扣压式接头芯JB 1895-1977 C型扣压式接头芯JB 1896-1977 可拆式接头螺母JB 1897-1977 可拆式接头外套JB 1898-1977 A型可拆式接头芯JB 1899-1977 B型可拆式接头芯JB 1900-1977 C型可拆式接头芯JB 1901-1977 钢丝编织胶管接头 技术条件JB 1954-1977 卡套式端直通变径管接头JB 1955-1977 卡套式直通变径管接头JB 1956-1977 卡套式端直角变径管接头JB 1975-1977 卡套式端直通变径接头体JB 1976-1977 卡套式直通变径接头体JB 1977-1977 卡套式端直角变径接头体JB 1988-1977 薄壁管衬套JB 2087-1977 1233、1234醇酸防电晕漆JB 2088-1977 1235环氧聚酯防电晕漆JB 2092-1977 椭圆形转子密闭式 炬胶机、炼塑机JB 2096-1977 双动厚板冲压液压机型式与 基本参数JB 2097-1977 自由锻锤型JB 2099-1977 焊接式管接头接管JB 2104-1991 油压千斤顶JB 2108-1977 阴极性金属镀层属蚀试验结果 的保护性评JB 2112-1977 金属覆盖层孔隙率试验方法 湿润滤纸贴JB 2113-1977 金属覆盖层孔隙率试验方法 浇浸法JB 2117-1977 金属覆盖层厚度试验方法 溶解法JB 2122-1977 铁素体可锻铸铁 金相JB 2162-1991 冶金设备用液压缸 型式与尺寸JB 2184-1977 液压元件 型号编制方法JB 2193-1977 锅炉炉门JB 2196-1977 YBDF-WF系列户外、防腐、隔爆型 电动阀门用三相异步电动机JB 2202-1977 弹簧式安全阀 参数JB 2206-1977 减压阀技术条件JB 2254-1985 坐标镗床 精度JB 2298-1978 双链式冷拔机 基本参数JB 2311-1978 球阀技术条JB 2329-1978 机用平口钳JB 2390-1984 平衡重式叉车 基本参数JB 2407-1979 氧气顶吹转JB 2426-1992 发电厂和变电所自用三相变压器 技术参数与要求JB 2440-1991 避雷器用放电计数器JB 2448-1979 卧式轮轴压装机 基本参数JB 2449-1979 大型三辊卷板机 型式与基本参数JB 2455-1985 低压接触器JB 2458.1-1985 低压电动机起动器第一部分交流直接(全电压)起动器JB 2458.2-1985 低压电动机起动器第二部分交流减压起动器:星~三角起动器JB 2458.3-1988 低压电动机起动器第三部分转子变阻式起动器JB 2478-1999 装药器JB 2644-1991 滚动轴承 座标镗床主轴B 级圆锥滚子轴承 技术条件JB 2646-1992 单绳缠绕式矿井提升机JB 2660-1980 SVT,LVT,MVT系列旋转变压器JB 2665-1980 聚酯漆包线JB 2670-1982 金属切削机床 精度检验通则JB 2673-1984 普通木工车床精度JB 2734-1982 斜轮重介质选煤机 技术条件JB 2750-1991 高纯石墨JB 2765-1981 阀门 名词术语JB 2766-1992 PN16.0~32.0MPa锻造高压阀门结构长度JB 2768-1992 pN16.0~32.0MPa管子、管件、阀门端部尺寸JB 2769-1992 pN16.0~32.0MPa螺纹法兰JB 2770-1992 pN16.0~32.0MPa接头螺母JB 2771-1992 pN16.0~32.0MPa接头JB 2772-1992 pN16.0~32.0MPa盲板JB 2773-1992 pN16.0~32.0MPa双头螺柱JB 2815-1985 12毫米槽系列组合夹县元件技术条件JB 2825-1991 插床 精度JB 2834-1980 齿压片JB 2853-1980 电工产品JB 2868-1986 烧结金属材料(硬质合金除外)横向断裂强度的测定JB 2869-1986 渗透性烧结金属材料密度、开孔孔隙率和含油率的测定JB 2872-1981 烧结金属材料(硬质合金除外)抗压强度试验方法JB 2886-1992 机床梯形螺纹丝杠、螺母 技术条件JB 2897-1981 辉光离子氮JB 2917-1981 单字自动铸JB 2920-1981 阀门电动装置型式,基本 参数和连接JB 2933-1981 工矿电机车 产品型号编制方法JB 2986-1981 旋塞阀技术条件JB 3007-1981 交流中频移动电站通用技术条件JB 3022-1991 微动开关JB 3045-1991 钻镗组合机床 精度JB 3069-1982 压铸铝合金技术条件JB 3070-1982 压铸镁合金JB 3071-1982 压铸铜合金技术条件JB 3078-1982 1053有机硅浸渍漆JB 3079-1982 1054聚酯改性有机硅浸渍漆JB 3084-1982 电力传动控制站的产品包装与运输规程JB 3085-1982 装有电子器件的电力传动控制装置的产品包装与运输规程JB 3088-1982 船用万能转换开关技术条件JB 3107-1982 立式单轴木工钻床 精度JB 3112-1982 数字控制机自动编程用输入语言JB 3120-1982 调心滚子轴承外形尺寸(非对称滚子型)JB 3124-1982 滚针和推力滚子组合轴承外形尺寸JB 3132-1982 双重绝缘交直流两用电动扳手JB 3134-1982 航空航天电线用导电线芯JB 3136-1982 电力传动装置用印制电路板装焊技术规范JB 3137-1982 电力传动装置用印制电路板技术条件JB 3138-1982 电力传动控制装置用印制电路板基本规格与尺寸JB 3140-1982 高压电机使用于高海拔地区的防电晕标准JB 3141-1982 汽轮机直叶片(HQ系列)型线JB 3145-1982 银镀层高浓度硫化氢试验方法及其试验结果的评定JB 3157-1982 电工产品环境参数分级(气候与化学环境因素部分)JB 3161-1982 水轮机模型试验规程JB 3171-1982 电力机车用牵引变压器和电抗器JB 3173-1982 4220氨基压塑料JB 3200-1983 外滤面转鼓真空过滤机型式和基木参数JB 3201-1983 外滤面转鼓真空过滤机技术条件JB 3203-1983 液氮生物贮存容器JB 3204-1983 自增压液氮泵JB 3209-1983 三缸单作用泥浆泵易损件连接尺寸。
真空技术标准

GB/T7774—2007
真空技术 涡轮分子泵性能参数的测量
GB/T11164—1999
真空镀膜设备通用技术条件
GB/T16709-1996
真空技术 管路配件 装配尺寸
GB/T18193-2000
真空技术 质谱检漏仪校准
GB/T19955.1—2005
蒸汽流真空泵性能测量方法 第1部分:体积流率(抽速)的测量
GB/T19955.2—2005
蒸汽流真空泵性能测量方法 第2部分:临界前级压力的测量
GB/T19956.1—2005
容积真空泵性能测量方法 第1部分:体积流率(抽速)的测量
GB/T19956.2—2005
容积真空泵性能测量方法 第2部分:极限压力的测量
GB/T21271—2007
真空技术 真空泵噪声测量
真空镀膜设备 产品质量分等
JB/T53022-1999
滑阀真空泵 产品质量分等
JB/T53023-1999
真空阀门 产品质量分等
热偶真空计
JB/T6921—2004
罗茨真空泵机组
JB/T6922—2004
真空蒸发镀膜设备
JB/T7265—2004
蒸汽流真空泵
JB/T7462—2005
热阴极电离真空规管
2.产品标准
JB/T6446-2004
真空阀门
JB/T6921-2004
罗茨真空泵机组
JB/T6922-2004
真空蒸发镀膜设备
GB/T21272—2OO7
蒸汽流真空泵性能测量方法 泵液返流率和加热时间的测量
JB/T1090—1991
J型真空用橡胶密封圈型式及尺寸
JB/T1091—1991
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
真空热处理GBT 22561
真空技术 可烘烤法兰刀口法兰尺寸GBZ 25756
真空技术 管路配件的装配尺寸 第1部分:非刀口法兰型 GB/T 16709.1-2010
J型真空用橡胶密封圈型式及尺寸 JB 1090-91
真空热处理 JB/T 9210-1999
真空技术 扩散硅压阻真空计 JB/T 10553-2006
往复真空泵JB/T 7675-2005
蒸汽流真空泵JB/T 7265-2004
水喷射真空泵JB/T 10462-2004
真空磁流体动密封件 JB/T 10463-2004
真空压力复合气泵JB/T 5425-2004
真空阀门JB/T 6446-2004
真空技术复合分子泵 JB/T 10771-2007
真空技术涡轮分子泵 JB/T 9125-2007
罗茨真空泵机组JB/T 6921-2004
真空技术真空烧结炉 JB/T 10550-2006
真空技术真空感应熔炼炉 JB/T 10551-2006
真空技术 爪型干式真空泵 JB/T 10552-2006
热偶真空计JB/T 6873—2005
热阴极电离真空规管 JB/T 7462-2005
热阴极电离真空计 JB/T 7463—2005
真空技术 滑阀真空泵 JB/T 1246-2007
单级旋片真空泵JB/T 8944-2010
真空技术制冷机低温泵 JB/T 11081-2011
真空技术涡旋干式真空泵 JB/T 11080-2011、
JO型和骨架型真空用橡胶密封圈型式及尺寸 JB 1091-91
O型真空用橡胶密封圈型式及尺寸 JB 1092-91
高真空插板阀型式与基本参数 JB/T 4077-91
高真空档板阀型式与基本参数JB/T 4078-91
高真空蝶阀型式与基本参数 JB/T 4079-91
高真空电磁阀型式与基本参数JB/T 4080-91
真空阀门 技术条件JB/T 6446-92
罗茨真空泵机组 JB/T 6921-93
真空蒸发镀膜设备 JB/T 6922-93
真空-加压浸渍设备JB/T 6923-93
水环真空泵和水环压缩机JB/T 7255-94
真空设备型号编制方法JB/T 7673-95
罗茨真空泵 JB/T 7674-95真空计 技术条件 JB/T 10074-2004
真空多层绝热低温液体容器JB/T 5905-2000
橡胶密封真空规管接头JB/T 8105.1-1999
金属密封真空规管接头JB/T 8105.2-1999
真空溅射镀膜设备JB/T 8945-1999
真空离子镀膜设备JB/T 8946-1999
真空蒸发镀膜设备 JB/T 6922-2004
最全的真空标准汇总
真空技术 术语GB/T 3163-2007
真空技术法兰尺寸标准GB/T6070-2007
超高真空法兰 GB/T 6071-2003
真空用O形圈橡胶材料 HG/T 2333-92
真空技术 快卸连接器 尺寸 第1部分 夹紧型GB4982-2003-T
橡胶密封真空规管接头GB6308.1-86
真空电磁带充气阀型式与基本参数JB/T 4083-91
铜丝密封可烘烤真空法兰连接型式 JB 5278.1-91
铜丝密封可烘烤真空法兰 法兰结构尺寸 JB 5278.2-91
铜丝密封可烘烤真空法兰 铜丝密封圈结构尺寸 JB 5278.3-91
低真空电磁压差充气阀型式与基本参数JB/T 5410-91
单级多旋片式真空泵JB/T 5971-92