冷轧铝-钢复合板的退火工艺
冷轧退火机组的工艺

冷轧退火机组的工艺
冷轧退火机组的工艺流程如下:
1. 原材料准备:选取合适的金属材料作为原材料,通常是钢材或者铝材。
2. 冷轧:将原材料通过冷轧机进行冷轧加工,可以将原材料加工成所需的形状和尺寸。
3. 退火:将冷轧加工后的材料进行退火处理。
退火是指将材料加热到一定温度,然后缓慢冷却,目的是改善材料的组织结构和性能。
退火温度和时间根据不同材料和要求有所不同。
4. 冷卷:将退火后的材料通过冷轧机进行再次冷轧加工,可以进一步提高材料的平整度和表面质量。
5. 剪切:将冷卷后的材料通过剪切机进行剪切,根据需要进行切割成所需的尺寸。
6. 包装和出库:将剪切后的材料按照客户要求进行包装,并完成出库准备,以便发货给客户。
以上就是冷轧退火机组的基本工艺流程,具体的工艺参数和操作细节可能会根据
不同的机组和产品有所差异。
冷轧不锈钢的退火及酸洗工艺

冷轧不锈钢的退火及酸洗工艺不锈钢热轧带钢经热带退火酸洗后,为了达到一定的性能及厚度要求,需进行常温轧制处理,即冷轧。
不锈钢冷轧时发生加工硬化,冷轧量越大,加工硬化的程度也越大,若将加工硬化的材料加热到200—400℃就能够排除变形应力,进一步提升温度则发生再结晶,使材料软化。
冷轧后的退火按退火方式分为连续卧式退火和立式光亮退火;按退火工序分为中间退火和最终退火。
顾名思义,中间退火是指中间轧制后的退火,而最终退火是指最终轧制后的退火,两者在工艺操纵和退火目的上无全然区别,因此下文统称为冷轧退火或者退火。
连续卧式退火(连退炉)连退炉是目前广为使用的退火设备,广泛用于带钢的热处理,其特点是带钢在炉内呈水平状态,边加热边前进。
炉子的结构一样要紧由预热段、加热段和冷却段组成。
卧式退火炉通常与开卷机、焊机、酸洗线等组成一条连续退火酸洗机组。
冷轧退火对不锈钢成品材料的机械性能有专门大阻碍,如晶粒度、抗拉强度、硬度、延伸率和粗糙度等。
其中退火温度和退火时刻对冷轧材料再结晶后的晶粒度具有最直截了当的阻碍。
10 晶粒度(ASTM)5 0 2 46 8 退火时刻(分)图1.SUS304带钢1100℃时退火时刻与晶粒度关系示意图如前所述,连退炉一样由预热、加热、冷却三大部分组成。
预热段没有烧嘴燃烧,而是利用后面加热段的辐射热来加热带钢,如此能够有效的利用热能,节约能源成本。
加热段利用燃料燃烧直截了当对带钢进行加热,该段一样分为若干各区,每个区都有高温计来操纵和显示温度。
燃烧后高达700多度的废气被废气风机抽出加热室后进入换热器,在换热器内将冷的燃烧空气进行加热(可加热到400多度),加热后的燃烧空气直截了当被送到各个烧嘴。
换热器的目的在于有效回收废气热量。
炉内燃烧条件的治理。
燃料(液化石油气或天然气)在炉内的燃烧状况对质量、成本、热效率等都有专门大阻碍。
空燃比是燃烧治理的一个重要指标。
空燃比越高,燃烧越充分,然而排废量也相应增加,炉内氧含量提升,增加了带钢的氧化程度。
冷轧板的退火标准工艺
冷轧板旳退火工艺:持续退火和罩式退火旳比较冷轧产品是钢材中旳精品,属高品位产品,具有加工精细、技术密集、工艺链长、品种繁多、用途广泛等特点。
国际钢铁工业发展实践表白,随着经济社会发展,冷轧产品在钢材消费总量中旳比重在不断提高,并发挥着越来越重要旳作用。
冷轧后热解决是冷轧生产中旳重要工序,冷轧板多为低碳钢,其轧后热解决一般为再结晶退火,冷轧板通过再结晶退火达到减少钢旳硬度、消除冷加工硬化、改善钢旳性能、恢复钢旳塑性变形能力之目旳。
冷轧板旳再结晶退火在退火炉中进行,冷轧板退火炉分为罩式退火炉和持续退火炉,罩式退火炉又分为全氢罩式退火炉与一般罩式退火炉。
冷轧板退火技术旳发展与罩式退火炉和持续退火炉旳发展是密不可分旳[10]。
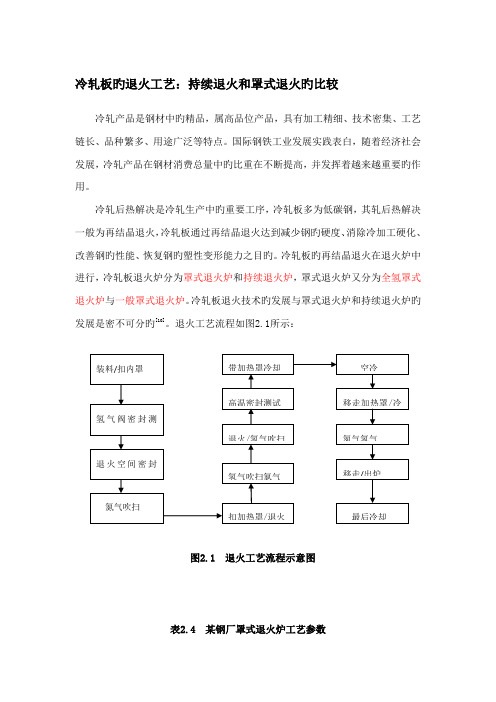
退火工艺流程如图2.1所示:图2.1 退火工艺流程示意图表2.4 某钢厂罩式退火炉工艺参数温度最高退火温度750℃通过炉台热电偶进行温度检测,超温<10℃最高炉温850 ℃通过加热罩热电偶进行温度检测,超温<20℃热点/冷点温度CQ:710℃/640℃DQ:710 ℃/660℃DDQ:710 ℃/680℃HSLA:680℃/660℃一般生产中CQ、DQ热点和冷点温度差要大某些。
分别为90 ℃、70 ℃开始喷淋冷却温度内罩表面温度200 ℃,卷心温度:380℃左右生产调试中进行检测实验以拟定不同钢卷开始喷淋冷却工艺出炉温度160 ℃出炉吊至终冷台冷却到平整温度约40 ℃图2.3 典型旳罩式炉退火工艺温度曲线图罩式退火工艺罩式退火是冷轧钢卷老式旳退火工艺。
在长时间退火过程中,钢旳组织进行再结晶,消除加工硬化现象,同步生成具有良好成型性能旳显微组织,从而获得优良旳机械性能。
退火时,每炉一般以4个左右钢卷为一垛,各钢卷之间放置对流板,扣上保护罩(即内罩),保护罩内通保护气体,再扣上加热罩(即外罩),将带钢加热到一定温度保温后再冷却。
罩式退火炉发展十分迅速,2O世纪7O年代旳一般罩式退火炉重要采用高氮低氢旳氮氢型保护气体(氢气旳体积分数2%~4%,氮气旳体积分数为96%~98%)和一般炉台循环风机,生产效率低,退火质量差,能耗高;为了弥补一般罩式炉旳缺陷,充足发挥罩式炉组织生产灵活,适于小批量多品种生产,建造投资灵活,可分批进行旳长处,7O年代末奥地利EBNER公司开发出HICON/H 炉(强对流全氢退火炉),8O年代初德国LOI公司开发出HPH炉(高功率全氢退火炉)。
冷轧连续退火炉工艺

冷轧连续退火炉工艺一、引言冷轧连续退火炉工艺是钢材加工中的一个重要环节,能够使冷轧钢板获得良好的力学性能和表面质量。
本文将系统介绍冷轧连续退火炉的工艺流程、设备特点以及其在钢材加工中的应用。
二、工艺流程1. 上料区:将冷轧钢卷通过输送设备送入连续退火炉。
为了保证钢卷的均匀受热,需要设置上料辊道和预热区。
2. 加热区:在连续退火炉中,通过燃烧器向钢卷表面提供热能,使其达到退火温度。
加热区通常分为预热段、加热段和保温段。
预热段用于加热钢卷,并使其温度均匀;加热段是主要加热区域,通过高温燃烧器提供热源,使钢卷达到退火温度;保温段用于保持钢卷温度,使其均匀受热。
3. 保温区:在加热段达到退火温度后,钢卷进入保温区域,保持一定时间,使钢材内部结构发生改变,消除残余应力,提高塑性。
4. 冷却区:经过保温区的处理后,钢卷进入冷却区,通过水冷或风冷方式,使钢材迅速冷却,固定组织结构,提高硬度和强度。
5. 出料区:冷却后的钢卷通过输送设备送出连续退火炉,进入下一个工序。
三、设备特点1. 设备结构紧凑:冷轧连续退火炉由上料区、加热区、保温区、冷却区和出料区组成,整体结构紧凑,占地面积小。
2. 温度控制精确:连续退火炉采用先进的温度控制系统,能够实时监测钢材的温度变化,并通过调节燃烧器的工作状态,控制加热温度,确保钢材达到所需的退火温度。
3. 生产效率高:连续退火炉采用连续式生产方式,钢卷不间断地通过炉内各个区域,实现了高效连续生产,大大提高了生产效率。
4. 能源消耗低:连续退火炉采用高效的燃烧器和热交换设备,能够最大限度地利用燃料能量,减少能源的浪费,降低生产成本。
四、应用领域冷轧连续退火炉广泛应用于冷轧钢板的生产中,特别是在汽车、家电、建筑和机械制造等领域。
通过连续退火炉的处理,冷轧钢板的力学性能得到提高,表面质量得到改善,能够满足各个行业对高品质钢材的需求。
五、总结冷轧连续退火炉工艺是钢材加工中的重要环节,通过精确控制加热温度和保持时间,能够使冷轧钢板获得理想的力学性能和表面质量。
钢的退火工艺 完全退火 去应力退火工艺曲线及操作规程
钢的退火工艺完全退火去应力退火工艺曲线及操作规程2010-10-08 22:10:03| 分类:精密钢管| 标签:|字号大中小订阅退火是将钢材或各种金属机械零件加热到适当温度,保温一段时间,然后缓慢冷却,可以获得接近平衡状态组织的热处理工艺。
在机械制造行业,退火通常作为工件制造加工过程中的预备热处理工序。
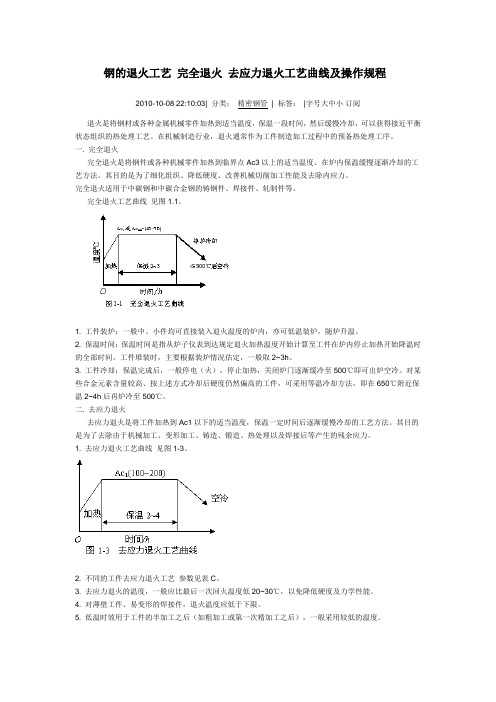
一. 完全退火完全退火是将钢件或各种机械零件加热到临界点Ac3以上的适当温度、在炉内保温缓慢逐渐冷却的工艺方法。
其目的是为了细化组织、降低硬度、改善机械切削加工性能及去除内应力。
完全退火适用于中碳钢和中碳合金钢的铸钢件、焊接件、轧制件等。
完全退火工艺曲线见图1.1。
1. 工件装炉:一般中、小件均可直接装入退火温度的炉内,亦可低温装炉,随炉升温。
2. 保温时间:保温时间是指从炉子仪表到达规定退火加热温度开始计算至工件在炉内停止加热开始降温时的全部时间。
工件堆装时,主要根据装炉情况估定,一般取2~3h。
3. 工件冷却:保温完成后,一般停电(火),停止加热,关闭炉门逐渐缓冷至500℃即可出炉空冷。
对某些合金元素含量较高、按上述方式冷却后硬度仍然偏高的工件,可采用等温冷却方法,即在650℃附近保温2~4h后再炉冷至500℃。
二. 去应力退火去应力退火是将工件加热到Ac1以下的适当温度,保温一定时间后逐渐缓慢冷却的工艺方法。
其目的是为了去除由于机械加工、变形加工、铸造、锻造、热处理以及焊接后等产生的残余应力。
1. 去应力退火工艺曲线见图1-3。
2. 不同的工件去应力退火工艺参数见表C。
3. 去应力退火的温度,一般应比最后一次回火温度低20~30℃,以免降低硬度及力学性能。
4. 对薄壁工件、易变形的焊接件,退火温度应低于下限。
5. 低温时效用于工件的半加工之后(如粗加工或第一次精加工之后),一般采用较低的温度。
表C 去应力退火工艺及低温时效工艺。
不同金属材料去应力退火工艺

不同金属材料去应力退火工艺一、钢材的应力退火工艺钢材是最常见的金属材料之一,它具有优良的机械性能和可塑性。
在钢材的加工过程中,常常会产生各种应力,如冷加工应力、焊接应力等。
这些应力会使材料发生变形和裂纹,降低其使用寿命和性能。
因此,钢材的应力退火工艺非常重要。
钢材的应力退火工艺一般包括两个步骤:加热和冷却。
首先,将钢材加热到临界温度以上,使其晶格结构发生改变,内部的应力得到释放。
然后,通过控制冷却速度,使钢材逐渐冷却到室温,使晶格结构稳定下来,进一步消除应力。
这样,钢材的应力得到有效的退火和消除,提高了其力学性能和结构稳定性。
二、铝合金的应力退火工艺铝合金是一种轻质高强度的金属材料,广泛应用于航空航天、汽车制造等领域。
在铝合金的加工过程中,由于冷加工和焊接等原因,常常会产生应力。
这些应力会导致铝合金材料的塑性下降和变形,降低其使用性能。
铝合金的应力退火工艺与钢材类似,也包括加热和冷却两个步骤。
但是,由于铝合金的熔点较低,其加热温度要比钢材低。
在加热过程中,要控制好温度和时间,以避免过热和热裂纹的产生。
在冷却过程中,要通过控制冷却速度,使铝合金材料逐渐冷却到室温,消除应力并保持其力学性能。
三、铜材的应力退火工艺铜材是一种优良的导电材料,在电子、电气和通信等领域得到广泛应用。
在铜材的加工过程中,也会产生各种应力,如冷加工应力和焊接应力。
这些应力会降低铜材的电导率和力学性能,影响其使用效果。
铜材的应力退火工艺一般与钢材和铝合金有所不同。
由于铜材的熔点较高,其加热温度也相应较高。
在加热过程中,要控制好温度和时间,以避免过热和热裂纹的产生。
在冷却过程中,要通过控制冷却速度,使铜材逐渐冷却到室温,消除应力并保持其导电性能和力学性能。
不同金属材料的应力退火工艺存在一定的差异。
钢材的应力退火工艺主要包括加热和冷却两个步骤,通过控制温度和冷却速度,消除应力并提高力学性能。
铝合金和铜材的应力退火工艺也类似,但要注意控制加热温度和时间,以避免过热和热裂纹的产生。
冷轧生产线退火工艺
冷轧生产线退火工艺本文档旨在介绍冷轧生产线的退火工艺,以帮助读者了解和掌握该工艺的基本原理和操作流程。
2.1 原料准备在退火工艺开始之前,需要对原料进行准备。
原料包括待退火的冷轧钢板、保护气体、冷却介质等。
这些原料的准备对于保证退火工艺的稳定性和产品质量至关重要。
2.2 加热加热是冷轧生产线退火工艺的关键步骤之一。
通过加热将冷轧钢板的温度升高至一定程度,以促进晶粒生长和内部应力的消除。
2.3 保温保温是在加热后将钢板保持在一定温度区间内的过程,在该温度区间内进行足够的时间,使得钢板的温度达到均匀稳定,并使晶粒生长得以完成。
2.4 冷却冷却是将钢板从退火温度迅速冷却至室温的过程。
冷却方式可以采用空冷、水冷、盐浴冷却等不同方式,具体的冷却方式需要根据产品需求和工艺要求进行选择。
2.5 质量检验退火后的钢板需要进行质量检验,包括外观质量检验、力学性能测试、化学成分分析等。
通过质量检验,可以确保产品符合相关标准和要求。
3.1 加热温度控制加热温度的控制对于退火工艺的成功至关重要。
需要根据不同钢种和产品要求确定适当的加热温度范围,并确保在加热过程中温度的均匀性和稳定性。
3.2 保温时间控制保温时间的控制也是冷轧生产线退火工艺的重要因素之一。
保温时间过短可能导致晶粒生长不完全,从而影响产品的性能;而保温时间过长则可能造成能源浪费和生产效率的降低。
3.3 冷却方式选择根据产品需求和工艺要求,选择合适的冷却方式对于保证产品质量具有重要意义。
不同冷却方式会对钢板的组织结构和性能产生不同的影响,需要进行合理选择和控制。
在进行冷轧生产线退火工艺时,必须严格按照相关安全规范操作,做好安全防护措施。
确保相关设备的运行安全,预防事故的发生,保障工人的人身安全。
冷轧生产线退火工艺是冷轧钢板制造过程中不可或缺的环节。
通过合理的工艺参数控制和操作流程控制,可以获得符合要求的产品。
在实际操作中,需要根据不同产品的要求和工艺特点进行灵活调整和改进,以提高产品质量和生产效率。
冷轧机 退火酸洗工艺流程

冷轧机退火酸洗工艺流程英文回答:Cold rolling is a process used to reduce the thickness and improve the surface finish of steel or other metal sheets. After the cold rolling process, the material may undergo an annealing and pickling process to furtherimprove its properties. This process is known as annealing and pickling, or acid pickling.The annealing process involves heating the material toa specific temperature and then slowly cooling it down.This helps to relieve the internal stresses and improve the material's ductility. Annealing can be done in various ways, such as batch annealing or continuous annealing. In batch annealing, the material is placed in a furnace and heatedto the desired temperature. It is then allowed to cool down slowly in the furnace. Continuous annealing, on the other hand, involves passing the material through a series of heated chambers, where it is heated and cooled down in acontrolled manner.After annealing, the material is pickled to remove any scale or impurities on the surface. Pickling is typically done by immersing the material in an acid bath, such as hydrochloric acid or sulfuric acid. The acid reacts withthe scale and impurities, dissolving them and leavingbehind a clean surface. The pickling process also helps to improve the material's corrosion resistance.Once the material has been pickled, it is rinsed with water to remove any remaining acid. It is then dried andcan be further processed or used as is.中文回答:冷轧是一种用于减小钢材或其他金属板材厚度并改善表面光洁度的工艺。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Annealing process of Al-steel clad strips bonded by cold rolling
Zhang Xiaojun1,2 ,Li Long1,2 ,Zhou Dejing1,2 ( 1. Jiangsu Key Laboratory for Clad Materials,Yinbang Clad Material Co. ,Ltd. ,Wuxi Jiangsu 214145,China; 2. Jiangsu Advanced Institute of Technology,Yinbang Clad Material Co. ,Ltd. ,Wuxi Jiangsu 214145,China) Abstract: 4A60 ( Al ) /08Al ( steel ) clad strips bonded by cold rolling were annealed after 55% reduction. The effect of annealing temperature on the steel recrystallization behavior and bonding strength at Al-steel interface was investigated. The results show that the steel recrystallized completely by annealing at 600 ℃ for 60 min. When the annealing temperature is 400-600 ℃ and holding for 60 min,the bonding strength at the Al-steel interface reaches maximum. 9 N / mm. However,when the holding time remains 60 min,and the annealing temperature exceeds 610 ℃ ,the intermetallic compounds appear at the Al-steel interface,and the bonding strength decreases from 9 N / mm to 2. 7 N / mm rapidly. The optimum annealing process of Al-steel clad strips is to anneal at 600 ℃ for 60 min with 55% reduction. Key words: recrystallization; bonding strength; annealing process; Al-steel clad strips
檴檴檴檴檴檴檴檴檴檴檴檴檴檴檴檴檴檴檴檴檴檴檴檴檴檴檴檴檴檴檴檴檴檴檴檴檴檴檴檴檴檴檴檴檴檴檴檴
[2]沈伟毅,黄 志. 载货汽车轮毂轴承外圈感应淬火[J]. 金属加
社,2008.
工: 热加工,2015( 1) : 22-23.
[6]刘志儒,卢 锦 宝. 金 属 感 应 热 处 理[M]. 北 京: 机 械 工 业 出 版
[3]杨 晔. 轴承套圈的中频感应加热淬火[J]. 金属热处理,2006,
社,1985.
31( 2) : 85-86.
[7]Simpson P G. Induction Heating: Coil and System Design[M]. New
Yang Ye. Medium frequency induction hardening of bearing rings[J].
材料具有复 合 成 本 低、生 产 效 率 高、生 产 流 程 短 等 优 点,已经成为铝-钢复合材料的主要制备技术[2]。但是 对于冷轧复合,需要进行热扩散处理,使复合界面由机 械结合的方式转变为冶金结合,以达到提高界面结合 强度的目 的[3-6]。 但 是 经 过 退 火 处 理 后,铝-钢 复 合 材 料本身组织发生变化,对结合性能、力学性能等都有重 要影响,其组织形成规律及性能变化与热处理制度的 关系是控制铝-钢复合材料性能和热处理工艺制度的
37( 11) : 128-129.
[9]钱晓兰,邹 群,韦正荣. 关于 GCR15 钢出现淬火屈氏体的原因
[5]沈庆通,梁文林. 现代感应热处理技术[M]. 北京: 机械工业出版
分析[J]. 汽车与配件,1984( 2) : 36-38.
第 10 期
张小军,等: 冷轧铝-钢复合板的退火工艺
73
依据[7-8]。目前铝-钢复合材料的研究主要集中在界面 化合物的抑制[9-10]、热轧 复 合[11-12]、冷 轧 复 合[13]等 方 面,但对退火工艺和界面结合强度、界面扩散等性能的 关系研究较少。
铝-钢复合材料同时具有钢良好的力学性能和铝 于电站、家电等领域[1]。冷轧复合技术制备铝-钢复合
的耐腐蚀、易导热、可钎焊等优点,目前已经广泛应用
收稿日期: 2015-03-06 基金项目: 国家高技术研究发展计划( 863 计划) ( 2013AA031301) ; 国家 国际科技合作专项项目( 2013DFB50170) ; 江苏省科技成果转化专项资 金项目( BA2011038) ; 江苏重点实验室资助项目( BM2014006) 作者简介: 张小军 ( 1987—) ,男,硕士,主要进行金属复合材料研发工 作,联系 电 话: 0510-88990831,E-mail: xiaojun. zhang @ cn-yinbang. com。 通讯作者: 周德敬,教授级高工,E-mail: dejing. zhou@ cn-yinbang. com doi: 10. 13251 / j. issn. 0254-6051. 2015. 10. 017
74
合板钢层硬度与再结晶退火温度的关系曲线。从图 2 中可以看出,当再结晶退火温度低于 400 ℃ 时,硬度变 化不大,保持在 200 HV0. 2。随温度的升高,钢层硬度 急剧减 小,当 温 度 升 高 至 600 ℃ 后,硬 度 值 降 低 为 105 HV0. 2左右,且不随温度升高而降低,这是因为在 此温度下,钢层发生了完全再结晶,变形晶粒被细小、 等轴的再结晶晶粒取代,加工硬化消失,形变储存能完 全释放,硬度值降到最低。由此确定铝-钢复合板再结 晶退火工艺制度为 600 ℃ 保温 60 min。
本文通过冷轧复合 4A60 铝合金板 /08Al 钢板,研 究退火时间、温度对钢层再结晶回复、铝-钢界面结合 强度、界面 扩 散 以 及 中 间 相 形 成 的 影 响,制 定 合 理 的 铝-钢退火工艺。
1 试验材料与方法
选用 700 mm × 80 mm × 2 mm 4A60 铝合金板与 700 mm × 90 mm × 4 mm 08Al 钢板做为试验材料进行 轧制复合,4A60 铝合金初始状态为完全退火态,08Al 钢板为热轧态,成分见表 1。轧制复合前使用钢丝刷 对 4A60 铝合金、08Al 钢板表面进行打磨,为防止轧制 过程中铝带跑偏、褶皱,使用铆钉将铝、钢材料顶部铆 接在一起后送入轧机轧制。铝-钢轧制复合在 170 mm 四辊可逆式冷轧机上进行,轧制速度为 3 m / min,压下 量为 55% 。试验对铝-钢复合板进行再结晶退火和扩散 退火,退火温度为 100 ~ 640 ℃,退火时间为 15 ~ 60 min。 利用金相显微镜( Carl Zeiss-Axio Imager. A2m) 和 JSM6480 扫描电镜观察铝-钢复合板组织、形貌等微观结 构,采用维氏显微硬度计测量钢层的显微硬度值,加载 载荷 200 g,加载时间 15 s,沿厚度方向测量 3 个点,然
[J]. 金属热处理,2012,37( 11) : 128-129.
Zhu Huiwen, Hu Xiaoping, Xu Jianfang. Application of magnetic
You Leilei,DuanMu Peilan,Sun Xiaodong,et al. Crack analysis of
后取其平均值。
表 1 4A60 铝合金和 08Al 钢的化学成分( 质量分数,%) Table 1 Chemical composition of the 4A60 alloy and 08Al steel ( mass fraction,%)
Si
Fe
Cu Mn Mg Zn
Ti Al
4A60
0. 793 0. 281 0. 0011 0. 0021 0. 00075 0. 0089 0. 0286 余量
第 40 卷 第 10 期 2015 年 10 月
HEAT TREATMENT OF METALS
Vol. 40 No. 10 October 2015
冷轧铝-钢复合板的退火工艺
张小军1,2 ,李 龙1,2 ,周德敬1,2
( 1. 银邦金属复合材料股份有限公司 江苏省金属层状复合材料重点实验室,江苏 无锡 214145; 2. 银邦金属复合材料股份有限公司 江苏省技术研究院,江苏 无锡 214145)