涂敷工艺卡
喷涂工艺卡
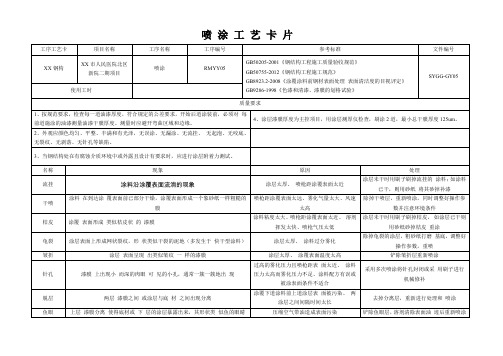
工艺要求
1、抛丸(喷砂)完成后4小时内应进行喷涂作业。
5、涂装过程中,要先涂难涂面,后涂易涂面。
2、对于孔内侧、边缘、拐角处、焊缝、缝隙、不规则面等喷涂难以喷到的部位,可先采用毛刷或滚筒进行预涂装。
6、在施工过程中,对调和后油漆要实施机械搅拌以避免沉淀。特别对于锌粉含量较高等易沉淀油漆,要经常搅拌。
2、要保持工作环境的卫生与通风。浸漆、喷漆量较大的连续作业线,必须安设抽风罩和废漆处理装臵。操作时必须戴防毒口罩或通风面具。
8、调合漆、腻子、硝基漆、乙烯剂等化学配料和汽油易燃物品,应分开存放,密封保存
3、高处作业应扎好安全带,防止滑跌。工具、漆桶要稳妥放好。在容器内作业,必须采
取有效通风措施或戴通风面具
除掉干喷层,重新喷涂,同时调整好操作参数并注意环境条件
桔皮
涂覆表面形成类似桔皮状的漆膜
涂料粘度太大、喷枪距涂覆表面太近、溶剂挥发太快、喷枪气压太低
涂层未干时用刷子刷掉桔皮,如涂层已干则用砂纸砂掉桔皮重涂
龟裂
涂层表面上形成网状裂纹,形状类似干裂的泥地(多发生于快干型涂料)
涂层太厚、涂料过分雾化
除掉龟裂的涂层,粗砂纸打磨基底,调整好操作参数,重喷
喷涂工艺卡片
工序工艺卡
项目名称
工序名称
工序编号
参考标准
文件编号
XX钢构
XX市人民医院北区新院二期项目
喷涂
RMYY05
GB50205-2001《钢结构工程施工质量验收规范》
GB50755-2012《钢结构工程施工规范》
GB8923.2-2008《涂覆涂料前钢材表面处理表面清洁度的目视评定》
GB9286-1998《色漆和清漆、漆膜的划格试验》
涂装工艺标准卡
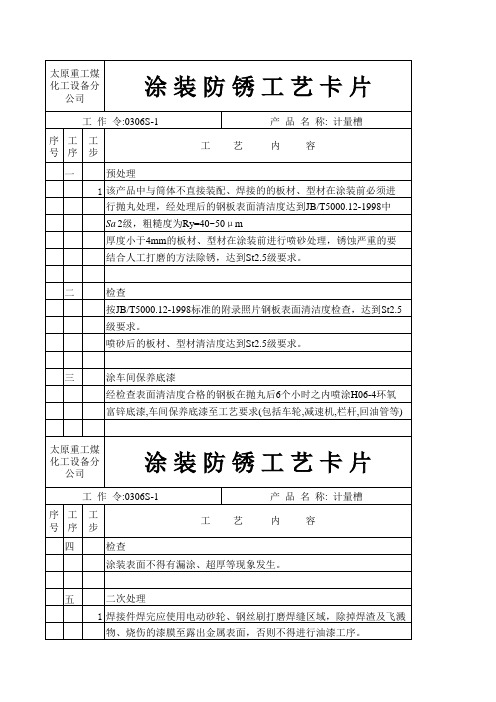
太原重工煤 化工设备分 公司 工 作 令:0306S-1 产 品 名 称: 计量槽 序 工 工 工 艺 内 容 号 序 步 技术要求 1 涂装严格按工艺要求进行 2 本工作令推焦车所有涂装表面处理防锈等级为Sa2.5,底漆要求涂H06-4 环氧富锌底漆70-80μm,中间漆涂环氧云铁中间漆70-80μ m,面漆涂 G01 GSB05-1426-2001面漆90-100μ m,涂层总厚度为230-260μm. 3 涂装完成后焦炉机械主体颜色为G01 GSB05-1426-2001苹果绿 4 本工艺未要求部分涂装颜色按TZS779.1标准执行 5 工作时注意安全
表面清洁度达到St2.5级要求。
九
涂中间底漆 1 本产品主体所涂中间漆为环氧云铁中间漆 2 减速机壳体外表面涂环氧云铁中间漆。 3 减速机壳体内表面涂聚胺脂耐油底漆。 4 高强度螺栓结合面不涂漆。 5 车轮,栏杆,回油管等也涂环氧云铁中间漆
十 十一
干燥 检查 1 漆膜厚度应均匀,不得有严重流掛,漏涂等现象发生。 2 按照GB9286标准进行涂层附着力检查,单层附着力检查格宽为1mm 复合涂层附着力检查为2mm,具体检查方法见TZS922-2003标准 3 按照TZS922-2003标准进行涂层厚度检查。
24 24 24 24 16 16 16 16
苹果绿 90-100μm 70Um 黄黑相间 70Um Y08深黄色 Y05柠黄色
2006 年 共 页 总重量kg 外形尺寸m 涂 层 材 料
6月
10 日 第 页 共 页 涂层厚度 间隔 工时 时间 定额
颜色
太原重工煤 化工设备分 公司
涂装防锈工艺卡片
产 品 名 称: 计量槽 工 打磨、清洁、补涂 艺 内 容
工 作 令:0306S-1 序 工 号 序 十二 工 步
(精编)生产工艺涂装工艺卡片模板
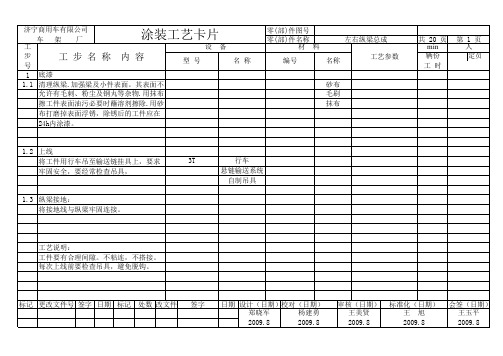
零(部)件名称工步定员号11.11.21.3标记更改文件号签字日期标记处数签字日期王 旭王玉平2009.82009.82009.82009.8自制吊具悬链输送系统布打磨掉表面浮锈,除锈后的工件应在牢固安全,要经常检查吊具,将接地线与纵梁牢固连接。
擦工件表面油污必要时蘸溶剂擦除.用砂工艺参数min 工 步 名 称 内 容 车 架 厂共 20 页第 1 页左右纵梁总成辆份工 时设 备材 料允许有毛刺、粉尘及钢丸等杂物.用抹布底漆人型 号名 称编号名称清理纵梁.加强梁及小件表面。
其表面不砂布毛刷抹布将工件用行车吊至输送链挂具上,要求3T行车工艺说明:工件要有合理间隙。
不粘连,不搭接。
每次上线前要检查吊具,避免脱钩。
24h内涂漆。
上线纵梁接地:设计(日期)校对(日期)审核(日期)更改文件号郑晓军杨建勇王美贤会签(日期)标准化(日期)2009.8零(部)件名称标记更改文件号签字日期标记处数签字日期王 旭王玉平2009.82009.82009.82009.82009.8王美贤 车 架 厂左右纵梁总成共 20 页第 2 页审核(日期)标准化(日期)会签(日期)郑晓军杨建勇更改文件号设计(日期)校对(日期)上线工件接地自制吊具零(部)件图号零(部)件名称工步定员号1.41.4.1标记更改文件号签字日期标记处数签字日期2009.82009.82009.82009.82009.8郑晓军杨建勇王美贤王 旭标准化(日期)会签(日期)更改文件号设计(日期)校对(日期)审核(日期)王玉平网将调好的油漆过滤一遍。
下限温度低时取上限)。
用75μm的过滤烧碱测〕,施工温度10℃-35℃,温度高时取粘度计DEPAINT[A。
B]漆雾凝聚剂释至施工粘度。
(20~26 s用涂-4粘度计MZS01-02-DT 专用稀释剂湿碰湿间隔:3分钟合,搅拌均匀,并用专用配套稀释剂稀涂-4L30专用固化剂施工温度:10-35℃按B:A=3:1(重量比)的比例将底漆混调漆间MZS01-02-D 专用底漆施工粘度:20-26S用搅拌棒将A、B两组分别充分搅拌均后,调漆电动搅拌器min 人辆份工 时喷漆左右纵梁总成工 步 名 称 内 容设 备材 料工艺参数型 号名 称编号名称济宁商用车有限公司涂装工艺卡片车 架 厂共 20 页第 3 页零(部)件名称标记更改文件号签字日期标记处数签字日期杨建勇王美贤王 旭王玉平2009.82009.82009.82009.8更改文件号设计(日期)郑晓军2009.8会签(日期)校对(日期)审核(日期)标准化(日期)车 架 厂共 20 页第 4 页左右纵梁总成调漆添加固化剂添加稀料零(部)件名称工步定员号1.4.2标记更改文件号签字日期标记处数签字日期2009.82009.82009.82009.82009.8郑晓军杨建勇王美贤王 旭标准化(日期)会签(日期)更改文件号设计(日期)校对(日期)审核(日期)王玉平报废。
涂装工艺卡片终稿(客车)

5、转入下道工序
序号
名称
规格
备注
1
砂纸
80#
定额
2
砂纸
120#
定额
3
气动打磨机
4
碎棉布
定额
序号
质量控制内容
检验频次(%)
重要度
管理手段
备注
控制特性
技术要求
自检
首检
1、重要度:a、关键/G;b、重要/Z;c、一般(可不填)
2、管理手段:a、记录表;b、控制图
5.3调配后剩余的原子灰不能放回原桶中,只能倒入指定的容器中,不允许随地乱扔。
序号
名称
规格
备注
1
原子灰
定额
2
刮板
3
砂纸
干磨,80#
定额
4
砂布
1#
定额
序号
质量控制内容
检验频次(%)
重要度
管理手段
备注
控制特性
技术要求
自检
首检
1、重要度:a、关键/G;b、重要/Z;c、一般(可不填)
2、管理手段:a、记录表;b、控制图
产品型号
部件名称
白车身
工序
90
共3页
第3页
作业内容
简图
工装、工具、设备
3施工方法
3.1检查遮蔽情况,并对破损的遮蔽位置重新进行遮蔽;穿戴好防护用品。
3.2检查压缩空气是否清洁、干燥,并试用喷涂工具,确认其使用正常,状态完好。
3.3以“湿碰湿”喷涂方式喷涂二道,每道间隔5-10分钟;第一道1/2压枪,第二道2/3压枪。
1
外观质量
油漆工艺卡片

粘度/(6mm流 颜色代号 型号与名称 定额(kg) 量杯)s
干燥时间 单件
准终
所有涂漆表面在前表面质量,不 表面 得有影响涂层质量的毛刺、氧化 钢丝刷、纱 1 处理 皮、锈迹、飞溅、油污、脏物 布、擦布 等,除锈等级达到St3级。 涂底 底漆涂刷应薄且均匀,不得有流 刷子、空气 2 漆 挂、漏涂、起泡、皱皮等缺陷。 压缩机、喷 枪 底漆合格干透后,涂面漆涂刷应 涂面 空气压缩机 薄且均匀,不得有流挂、漏涂、 3 漆 、喷枪 起泡、皱皮等缺陷。 上道面漆合格干透后,涂面漆涂 涂面 空气压缩机 刷应薄且均匀,不得有流挂、漏 4 漆 、喷枪 涂、起泡、皱皮等缺陷。
标记矿 设备有 限公司
产品型号 油漆工艺卡片
DTⅡ
零件图号
J311Z1009
驱动装置架Ⅲ、Ⅳ型 共1页 第1页 产品名称 带式输送机 零件名称
名 称 醇酸防锈漆 材料汇总 醇酸调合漆 稀料(汽油) 序 工序 号 名称 工序内容与要求 设备与工具 材 料 施工条件 厚度
质
量(kg) 0.2 0.4 0.12 工时
铁红 灰面
醇酸防锈 漆C53-33 醇酸调合 漆C03-1 醇酸调合 漆C03-1
0.2 0.2
40 40
25μ m~ 35μ m 25μ m~ 35μ m 25μ m~ 35μ m
24h 24h
灰面
0.2
40
24h
注本油漆工艺卡片同时适用所有结构件产品
吴庚申 2009-6-6 日 期 编 制 日 期 王舒 审 核 2009-6-6 日期 张平安 会 签 2009-6-6 日 期
涂装工艺卡2013.08.26
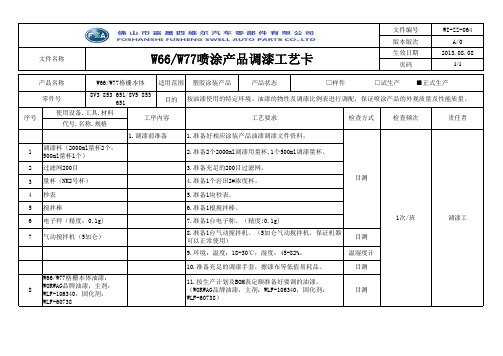
版本版次A/0生效日期2013.08.08页码1/1适用范围塑胶涂装产品产品状态目的1234567目测温湿度计目测8目测/ /产品名称 W66/W77格栅本体□样件 □试生产 ■正式生产零件号8V3 853 651/8V5 8536512.油漆调漆1.调漆比例及标准粘度:油漆配比:面漆原漆:面漆固化剂 =100:5粘度:10-13s/20-30℃。
10.准备充足的调漆手套,擦漆布等低值易耗品。
W66/W77格栅本体油漆:WORWAG品牌油漆,主剂:WLF-106340,固化剂: WLF-6073811.按生产计划及BOM表定额准备好要调的油漆。
(WORWAG品牌油漆,主剂:WLF-106340,固化剂:WLF-60738)气动搅拌机(5加仑)8.准备1台气动搅拌机。
(5加仑气动搅拌机,保证机器可以正常使用)9.环境:温度:18-30℃,湿度:45-82%。
5.准备1块秒表。
搅拌棒6.准备1根搅拌棒。
电子秤(精度:0.1g)7.准备1台电子称。
(精度:0.1g)1.调漆前准备1.准备好相应涂装产品油漆调漆文件资料。
目测1次/班2.准备2个2000ml调漆用量杯,1个500ml调漆量杯。
过滤网200目3.准备充足的200目过滤网。
秒表调漆工调漆杯(2000ml量杯2个,500ml量杯1个)检查频次量杯(NK2号杯) 4.准备1个岩田2#浓度杯。
责任者代号.名称.规格文件名称W66/W77喷涂产品调漆工艺卡序号使用设备.工具.材料工序内容工艺要求检查方式按油漆使用的特定环境、油漆的物性及调漆比例表进行调配,保证喷涂产品的外观质量及性能质量。
版本版次A/0生效日期2013.08.08页码1/1适用范围塑胶涂装产品产品状态目的产品名称 W66/W77格栅本体□样件 □试生产 ■正式生产零件号8V3 853 651/8V5 853651检查频次责任者代号.名称.规格文件名称W66/W77喷涂产品调漆工艺卡序号使用设备.工具.材料工序内容工艺要求检查方式按油漆使用的特定环境、油漆的物性及调漆比例表进行调配,保证喷涂产品的外观质量及性能质量。
涂胶工艺卡
记录卡
1次/批 1次/批 1次/批 1次/批 1次/批 1次/批 1次/批 1次/批
1次/批
1次/批
成品胶水
胶水原 开封前 有效期 料 开封后
开封前 固化剂
开封后
≤4h <90天 <3天 <90天 >2天需送检测试
记录卡 1次/批 记录卡 1次/批 记录卡 1次/批 记录卡 1次/批 记录卡 1次/批
200±20转/min
搅拌时间
30±5min
成品胶水
加盖防尘
开封前 固化剂
开封后
遮光,温度﹤30℃ 密封储存,温度﹤30℃≤
储存
胶水原 料
开封前 开封后
通风,温度﹤30℃,远离火种、热 源,严禁明火,防静电
密封储存,通风,温度﹤30℃,远 离火种、热源,严禁明火,防静电
电子ห้องสมุดไป่ตู้ 电子秤 电子秤 记录卡 计时器 记录卡 记录卡 记录卡
编制:
审核:
批准:
文件编号
涂胶工艺卡
胶水名称
版本(A1)
工艺流程 图
配料
项目 湿度
搅拌
要求 65%-90%
储存
控制方 法
检测频 次
备注
湿度计 1次/批
工艺参数
配料 搅拌
储存
月份
4月-10月
11月-次年3月
/
/
固化剂 比例
第一面 加棉
第二面 不加棉
1.00% 1.30% 1.00%
0.80% 1.00% 0.80%
搅拌速度
涂漆工艺卡片
小时,但无论间隔时间为多少,涂漆前表面不得有锈蚀
或污染
(2)
油漆开箱后,人工或机械拌匀,用稀释剂稀释到人工涂
油漆组
气泵
刷或喷枪浓度后,开始喷涂,喷涂厚度为60-80μm
3
检查
检
(1)
外观检查
底漆涂层不得有针孔、气泡、裂纹、脱落、流挂、漏涂、
桔皮等缺陷。
(2)
附着力检查
准备六块规格为200×200的试片,试片经表面处理后,
喷漆组
气泵
为多少,底漆涂面都应彻底干透。
(2)
面漆颜色
底架、斜撑杆、架设系统、爬升架、起重臂拉杆、基节、
加强节、支撑节为黑色,吊钩部分为黑色,表面必须涂
以宽度约为100mm与水平面成450斜度,黑黄相间的
涂漆工艺卡片
产品名称
共4页
第4页
QTZ型63tm
工序号
工序名称
工序内容
部门
工艺装备
辅助材料
“虎皮”条纹,其他部分为中黄色。
(3)
油漆开箱后,人工或机械拌匀,用稀释剂稀释到人工涂
刷或喷枪浓度后,开始喷涂,喷涂厚度为60-80μm
(4)
面漆与底漆需配套使用,不能相互发生反应。
5
检查
面漆与底漆喷涂检查方法相同。
检
6
入库
各部件喷涂底漆面漆后,经检查合格,填写合格单、入
库单后,入库保存。
Байду номын сангаас涂漆工艺卡片
编制:审核:批准:
涂漆工艺卡片
产品名称
共4页
第1页
QTZ型63tm
工序号
工序名称
工序内容
部门
工艺装备
辅助材料
车身涂装工艺卡
3、边线要处理好刮涂均匀,型线平直,曲面圆滑过 渡,剔除边角多余腻子, 清除散落在别处的腻子
4、刮腻子工具要清洁
5、有装配要求的地方,不可刮涂过厚,总的厚度不能 超过1 mm
6、取完腻子要及时盖盖子
7、不允许裸手触摸车身
8、对车身表面坑要填平,外表面平整
2、各缝隙里要填充严实, 尤其存在膨胀型结构胶的 部位,胶体要封闭住。
100%
车门内加强筋 缝隙要密封,厚度1.0~1.5mm
标 记
处 数
签字
更改文 件号
日期
标记
处数
签字
更改文 件号
日期
编制
审核
会签
标准化
批准
丹东黄海汽车有限责任公司
沈阳分公司
涂装工序卡
车身型号
涂层要求
更 改
工序号
第4页 共32页
DG1020系列
日期
编制
审核
会签
标准化
批准
丹东黄海汽车有限责任公司
沈阳分公司
涂装工序卡
车身型号
涂层要求
更 改
工序号
第6页 共32页
DG1020系列
DG1021系列
TQ2乙
依据
签字日期
工 序 号
工序内容
设备及 材料
管理项目
工艺要求
检查频率
备注
70
涂抹车内 焊缝胶
PVC焊缝胶PVC膨胀胶 胶枪 酒精 刷子 抹布 过滤棉
更 改
工序号
第5页 共32页
DG1020系列
DG1021系列
TQ2乙
依据
签字日期
工 序 号
喷涂工艺卡片
喷涂工艺卡片
喷涂工艺卡片是指在喷涂过程中所需的相关技术参数和工艺要求的一种记录卡片。
它记录了喷涂工艺的各个环节,包括底材处理、涂装设备、喷涂材料、喷涂方法和喷涂参数等内容。
一般来说,喷涂工艺卡片的内容包括以下几个方面:
1. 底材处理:包括对底材的清洁、除锈、除油等预处理工作,这是确保喷涂效果好坏的重要环节。
2. 涂装设备:记录使用的喷涂设备型号、喷枪类型、气压要求等信息,确保喷涂设备的正常运行。
3. 喷涂材料:包括喷涂涂料的种类、规格、配方等信息,以及稀释剂、添加剂等辅助材料。
4. 喷涂方法:记录喷涂的方法和顺序,包括底漆、面漆的涂装顺序、涂装厚度、涂层结构等。
5. 喷涂参数:包括涂装速度、喷涂距离、喷涂角度、压力等喷涂参数,这些参数直接影响喷涂效果。
喷涂工艺卡片的作用主要有以下几个方面:
1. 标准化:喷涂工艺卡片记录了标准化的喷涂要求,使喷涂过程更加规范化,提高涂装质量的一致性和稳定性。
2. 信息共享:将喷涂工艺的相关信息记录下来,方便工艺人员、操作人员共同参考和使用。
3. 效率提升:喷涂工艺卡片可以提供喷涂工艺的参考依据,使工艺操作更加高效,减少浪费和返工。
总而言之,喷涂工艺卡片是一种记录和传递喷涂工艺要求的工具,它对于提高喷涂质量和工艺效率起到了重要的作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
材料
产品制造工艺卡 工艺卡编号 设备名称 生产流程图 版本号 微电机槽绝缘粉末涂敷机 A/0 设备编号
产品名称 工序号 3 客户
产品型号 工序名称 涂敷 下道工序
重要度符号 重要度说明
重要度符号名称 关键特性 重要特性 处理方式
去油
上夹具
涂敷
凝固
成品检查
包装
清点
入库
反应计划
发生问题
外 观 不 良 图 示
编辑
审核
Hale Waihona Puke 批准日期产品图纸
检查规格成绩书
检验项目 重要度符号 技术要求 Min 1 2 3 4 5 Max 测量仪器 巡检频率 备注
产品图示 6 7 8 9 10 11
自检要点 1.绝缘层均匀、附着牢固、无开裂、脱落 2.标识的是否正确,清楚,完整。 应急措施 1.当班出现设备,材料,工艺问题要通知领班解决 2.领班如在工艺范围内无法解决是应暂停生产并通知主管 3.操作人无法判定质量时,应对比样件货请当班检验员 判定
操作步骤及要点 1.工作前,工件要除去表面的毛刺和油污。 2.涂粉箱和自动送粉箱内的粉末要添加充足。 3.开启脉冲回收设备、把工件装上工艺套。 4.按工件大小调节清粉装置及高频感应线圈的合适范围。 5.首先开启冷却塔、水泵,然后按开高频开关,调节输 出频率。 6.开机进行涂敷。 7. 涂敷好的产品按要求进行检测。 8.确定产品OK后按照包装指导书将产品一一包装好,并 贴好相应标识。 注意事项 1.使用的粉末必须保持干燥。 2.为防止粉末受潮,涂敷机里的粉末应每天清理并收集 起来以备第二天使用,脉冲回收设备抽屉内的粉末需每 天清理,清理后的粉末经过筛干燥后使用。并将回收风 管内的粉末清理干净。 3.设备在运行工作时,严禁打开所有设备的任何一扇门。 4.涂敷机周围严禁存放易燃、易爆物品。 5.每种工件经调整合理后应作原始记录,在生产过程中 不要随意改动各技术参数。 工艺参数项目 静电高压 工艺参数 50 工艺参数项目 高频模拟电流 工艺参数 62.8 工艺参数项目 去油烤箱温度 工艺参数 230ْ 工艺参数项目 工艺参数 凝固时间 60分钟 出粉气压 1.5 送粉气压 1.5 去油时间 30分钟 螺杆传速 50.27 流化气压 1.5 凝固烤箱温度 190ْ