热处理工艺卡片
热处理工艺卡片
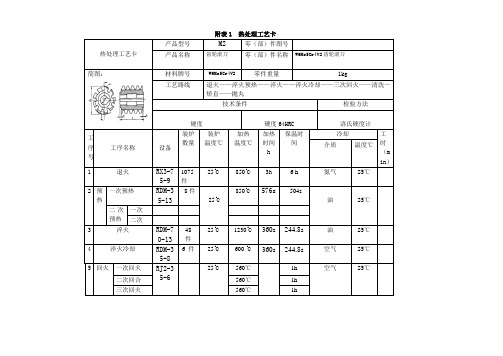
13333件
25℃
850℃
3h
6h
氮气
25℃
2
预热
一次预热
RDM-35-13
42件
25℃
850℃
288s
252s
油
25℃
二次预热
一次
二次
3
淬火
RDM-70-13
330件
25℃
1230℃
180s
122.4s
油
25℃
4
淬火冷却
RDM-35-8
330件
25℃
600℃
180s
122.4s
氮气、空气
装炉
数量
装炉
温度℃
加热
温度℃
加热
时间h
保温时
间h
冷却
工时
(min)
介质
温度℃
1
退火
RX3-75-9
1290件
25℃
850℃
3h
6h
氮气
25℃
2
预热
一次预热
25℃
油
25℃
二次预热
一次
RDM-75-8
108件
650℃
815
487.2
二次
RDM-70-13
80件
850℃
556.8s
487.2s
3
淬火
RDM-70-13
技术条件
检验方法
硬度
硬度64HRC
洛氏硬度计
工序号
工序名称
设备
装炉
数量
装炉
温度℃
加热
温度℃
加热
时间h
保温时
间h
热处理作业指导书

热处理作业指导书一.目的规范公司产品热处理作业流程,保证作业过程符合国家安全和环保要求,稳定并提升产品热处理质量。
二.适用范围适用于产品的整体热处理(正火、退火、回火、调质)、化学热处理(渗碳、氮化)、真空热处理及产品的深冷、抛丸处理和热处理质量检验。
三.安全环保通则1.作业人员应熟知热处理现场危险源,执行五防(防火、防爆、防烫、防毒及防触电)预案;正确使用灭火器,过期灭火器不得使用、及时更换。
2.炉内检修需两人作业,必须切断电源,降至室温,通风、检测合格后方可进入。
3.进入作业场地应穿戴好规定的防护用品;作业时人员不得离岗,定时巡查。
4.作业人员应规范使用起重设备,持证上岗;使用前要检查设备及吊锁具安全状态,杜绝带病使用,严禁超载使用。
5.危化品(煤油、甲醇、液氨及液氮等)要单独存放、专人管理,远离火源;危化品换装应在停电、停炉无火源环境下操作。
6.现场工件(工装)应定置存放,摆放应整齐平稳,不宜过高过宽,不得侵占安全通道。
7.废液应及时回收处理,禁止直排下水道;废料应分类回收并放置在不同的回收箱。
8.作业前应检查设备的电、水、气、油管路及阀门、升降、排气装置,完全正常方可开工。
9.设备不得超载、超温使用,工件出入炉要切断电源,不得带电作业。
10.入炉工件(工装)应干燥,工件出炉应仔细观察吊杆(工装)状态,无隐患方可升炉,人员与工件应保持一定安全距离,防止高温辐射、烫伤及砸伤。
11.淬火油槽周围严禁堆放易燃易爆物品,淬火作业人员与油槽保持一定安全距离,防止油温升高而起火飞溅伤人。
12.作业后做好物料、工件及工装的整理,摆放平稳后清扫设备、现场。
四.作业准备1.设备检查A)机械系统(炉体/炉盖/炉胆/底板/风扇),电气系统及水循环(冷却塔)系统。
B)温控系统(热电偶/测温仪表/记录仪/指示灯)。
C)起重机、吊具(铁链/钢丝绳/吊杆)及工装。
D)淬火槽(油槽/水槽)、搅拌装置及淬火介质(储量/浓度/温度)。
工艺工序过程卡片

工艺工序过程卡片产品型号零件图号零件名称机械加工工序卡片产品名称CA141汽车左转向共14页第节工序名称铣节轴端面钻中心孔1页车间工序号Ⅳ材料牌号40MnB毛坯种类生产类型大批量生产热处理合金钢正火锻件重量18kg量具卡规模锻设备名称铣端面钻中心孔机床设备型号某Z21.4夹具名称专用夹具切削液工位器具名称工序工时(分)准终单件工步号123工粗铣节轴两端钻中心孔1钻中心孔2步内容工艺装备主轴转速r/min16210901090切削速度m/min50.8913.713.7进给量mm/r1.020.050.05切削深度mm622进给次数111工步工时min0.320.2570.257YT1575°端面铣刀直型带护锥60°复合中心钻直型带护锥60°复合中心钻设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品型号零件图号零件名称机械加工工序卡片产品名称CA141汽车左转向共14页第节工序名称粗车节轴各部及φ95端面2页车间工序号V材料牌号40MnB毛坯种类生产类型大批量生产热处理合金钢正火锻件重量18kg量具卡规模锻设备名称卧式车床设备型号C630夹具名称顶尖切削液工位器具名称工序工时(分)准终单件工步号1234工粗车节轴各轴部车φ95端面φ30处的车削步内容工艺装备主轴转速r/min478478478切削速度m/min91.691.663.4进给量mm/r0.40.150.5切削深度mm224.6进给次数112工步工时min0.6070.3760.1420.195高速钢成形车刀(W18G4V)YT15kr=90°车刀硬质合金YT15车刀YT15切断刀空刀槽φ27、φ39的加工及倒角加工设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品型号零件图号零件名称机械加工工序卡片产品名称CA141汽车左转向共14页第节工序名称半精车节轴部φ30、φ40、φ55处外圆及φ95端面3页车间工序号VIII材料牌号40MnB毛坯种类生产类型大批量生产热处理合金钢调质HB240-270σb=980Mpa锻件重量18kg量具卡规模锻设备名称专用液压仿形车床设备型号夹具名称顶尖切削液工位器具名称工序工时(分)准终单件工步号12工步内容YT15YT15工艺装备主轴转速r/min710710切削速度m/min进给量mm/r0.30.3切削深度mm0.70.7进给次数11工步工时min0.550.125半精车节轴部φ30、φ40、φ55处外圆半精车节轴φ95端面Kr=90°车刀Kr=90°车刀设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品型号零件图号零件名称机械加工工序卡片产品名称CA141汽车左转向共14页第节工序名称磨削φ40、φ55达要求并带φ95端面4页车间工序号I某材料牌号40MnB毛坯种类生产类型大批量生产热处理合金钢正火锻件重量18kg量具卡规模锻设备名称双砂轮端面外圆磨床设备型号M115W夹具名称顶尖切削液工位器具名称工序工时(分)准终单件工步号123工磨削φ40端面磨削φ55端面磨削φ95端面步内容工艺装备主轴转速r/min450450450切削速度m/min57.457.457.4进给量mm/r0.00920.00920.0092切削深度mm242424进给次数222工步工时min0.2840.490.17GZ60ZR2AP300某40某121砂轮GZ60ZR2AP300某40某121砂轮GZ60ZR2AP300某40某121砂轮设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品型号零件图号零件名称机械加工工序卡片产品名称CA141汽车左转向共14页第节工序名称铣主销孔两端面到27.5 5页车间工序号某材料牌号40MnB毛坯种类生产类型大批量生产热处理合金钢正火锻件重量18kg量具卡规模锻设备名称卧式组合铣床设备型号某Z21.4夹具名称专用气动夹具切削液工位器具名称工序工时(分)准终单件工步号1工铣主销孔两端面到27.5步内容工艺装备主轴转速r/min335切削速度m/min90进给量mm/r0.07切削深度mm3.75进给次数1工步工时min0.83YT1575°端面铣刀设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品型号零件图号零件名称机械加工工序卡片产品名称CA141汽车左转向共14页第节工序名称钻、扩、铰φ41主销孔锪孔6页车间工序号某I材料牌号φ85、φ67轴承主端面及钻、攻4M8螺40MnB纹孔毛坯种类生产类型大批量生产热处理合金钢正火锻件重量18kg量具塞规模锻设备名称专用组合机床设备型号夹具名称专用全动夹具切削液工位器具名称工序工时(分)准终单件工步号1234567工钻主销孔至φ39扩主销孔至φ40.5铰孔至φ41+0.0390锪孔φ85锪孔φ67钻4-M8孔钻攻4-M8螺纹孔步内容工艺装主轴转速r/min2501601157070750270切削速度m/min30.6320.3614.8114.7314.7315.796.67进给量mm/r0.40.81.30.20.20.151.25切削深度mm19.50.750.2513133.350.65进给次数1111111工步工时min0.930.590.7431.140.3930.2220.122标准圆柱锥柄麻花钻d=39mmφ40.5锥柄扩孔钻硬质合金铰刀d=41mm 专用复合锪刀专用复合锪刀复合丝锥复合丝锥设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品型号零件图号零件名称机械加工工序卡片产品名称CA141汽车左转向共14页第节工序名称铣φ85上耳端面及下耳内侧R42端面车间工序号某II材料牌号40MnB毛坯种类生产类型大批量生产热处理合金钢正火锻件重量18kg量具卡规模锻设备名称专用机床设备型号夹具名称专用夹具切削液工位器具名称工序工时(分)准终单件工步号12工铣φ85上耳端面铣下耳内侧R42端面步内容艺装备主轴转速r/min75切削速度m/min74.2274.14进给量mm/r0.10.12切削深度mm66进给次数11工步工时min1.220.5YT15镶齿三面刀盘铣刀YT15镶齿三面刀盘铣刀118设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品型号零件图号零件名称机械加工工序卡片产品名称CA141汽车左转向共14页第节工序名称铣上、下耳部R27端面8页车间工序号某III材料牌号40MnB毛坯种类生产类型大批量生产热处理合金钢正火锻件重量18kg量具卡规模锻设备名称专用机床设备型号夹具名称专用夹具切削液工位器具名称工序工时(分)准终单件工步号1工铣上、下耳部R27端面步内容工艺装备主轴转速r/min200切削速度m/min69.12进给量mm/r0.12切削深度mm6进给次数1工步工时min0.36YT15.75°端面铣刀设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品型号零件图号零件名称机械加工工序卡片产品名称CA141汽车左转向共14页第节工序名称19页车间工序号某IV材料牌号40MnB钻、铰锥孔φ29锥度1:8钻2-ZG8注油孔并攻丝毛坯种类生产类型大批量生产热处理合金钢正火锻件重量18kg量具塞规模锻设备名称专用组合机床设备型号夹具名称专用夹具切削液工位器具名称工序工时(分)准终单件工步号1234工钻孔至φ28.8+0.210铰孔至φ29+0.0210钻孔φ8.2攻注油孔2-ZG81步内容工艺装备主轴转速r/min300切削速度m/min27.14进给量mm/r0.40.50.140.907切削深度mm14.40.14.14.1进给次数1111工步工时min0.570.68标准圆柱锥柄麻花钻专用锥铰刀专用复合刀具专用复合刀具15062029013.6715.978.330.230.17设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品型号零件图号零件名称机械加工工序卡片产品名称CA141汽车左转向共14页第10页节工序名称拉锥孔键槽8+0.075+0.027某4.1+0.4880达要求车间工序号某IV材料牌号40MnB毛坯种类生产类型大批量生产热处理合金钢正火锻件重量18kg量具塞规模锻设备名称卧式拉床设备型号某Z21.4夹具名称专用夹具切削液工位器具名称工序工时(分)准终单件工步号1工步内容工键槽拉刀艺装备主轴转速r/min切削速度m/min6进给量mm/r0.06切削深度mm4.1进给次数1工步工时min0.256拉锥孔键槽8+0.075+0.027某4.1+0.4880达要求设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品型号零件图号零件名称机械加工工序卡片产品名称CA141汽车左转向共14页第11页节工序名称铣148尺寸两侧端面车间工序号某VI材料牌号40MnB毛坯种类生产类型大批量生产热处理合金钢正火锻件重量18kg量具卡规模锻设备名称专用铣床设备型号夹具名称专用夹具切削液工位器具名称工序工时(分)准终单件工步号1工铣148尺寸两侧端面步内容工艺装备主轴转速r/min450切削速度m/min70.7进给量mm/r0.1切削深度mm4进给次数1工步工时min0.4YT15圆柱铣刀设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品型号零件图号零件名称机械加工工序卡片产品名称CA141汽车左转向共14页第12页节工序名称钻6φ12.3+0.240孔及2M16底孔车间工序号某VII材料牌号40MnB毛坯种类生产类型大批量生产热处理合金钢正火锻件重量18kg量具综合量规模锻设备名称专用机床设备型号夹具名称专用夹具切削液工位器具名称工序工时(分)准终单件工步号1工步内容工艺装备主轴转速r/min400切削速度m/min15.46进给量mm/r0.1切削深度mm6.15进给次数1工步工时min0.604钻6φ12.3+0.240孔及2M16底孔φ12.3高速钢直柄麻花钻设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品型号零件图号零件名称机械加工工序卡片产品名称CA141汽车左转向共14页第13页节工序名称扩孔2某M16攻丝达2某M16某1.5-6H车间工序号某VIII材料牌号40MnB毛坯种类生产类型大批量生产热处理合金钢正火锻件重量18kg量具螺纹塞规模锻设备名称专用钻、攻组合机床设备型号夹具名称专用夹具切削液工位器具名称工序工时(分)准终单件工步号12工扩孔2某M16攻丝达2某M16某1.5-6H步内容工复合丝锥复合丝锥艺装备主轴转速r/min200272切削速度m/min9.7413.67进给量mm/r0.250.5切削深度mm1.61.6进给次数11工步工时min0.50.316设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品型号零件图号零件名称机械加工工序卡片产品名称CA141汽车左转向共14页第14页节工序名称车螺纹M30某1.5-6H 车间工序号某I某材料牌号40MnB毛坯种类生产类型大批量生产热处理合金钢正火锻件重量18kg量具螺纹环规模锻设备名称高速螺纹车床设备型号SB8918夹具名称专用夹具切削液工位器具名称工序工时(分)准终单件工步号12工粗车螺纹M30某1.5-6H精车螺纹M30某1.5-6H 步内容工艺装备主轴转速r/min375500切削速度m/min35.3435.34进给量mm/r1.51.5切削深度mm0.170.08进给次数11工步工时min0.281机夹不锈钢螺纹车刀机夹不锈钢螺纹车刀0.11设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)。
热处理的工艺文件.
3)确定加热方法 • 炉内加热方法有以下4种: • ①随炉加热 合金工具钢、高速钢、大型铸件的退火。 • ②预热加热 一般零件的退火和较大零件的淬火加热。 • ③直接装炉加热 碳素钢和低合金钢的中、小型零件的正火或淬火多用此方法加热。 • ④快速加热 形状简单、批量生产的碳素钢及低合金钢件可采用此方法加热。
单元一 热处理工艺准备
• 内容: 1、热处理的工艺文件 2、热处理的生产管理
上一内容
下一内容
回主目录
返回
1.1
热处理工艺文件
• • • •
热处理工艺文件的类型 热处理工艺规程 热处理工艺文件的编制 热处理工艺的编制
上一内容
下一内容
回主目录
返回
1.1.1 热处理工艺常用的工艺文件
热处理工艺是指热处理作业的全过程,包括热处理规程的编制 工艺过程的控制 与质量保证、工艺管理、工艺工装及工艺试验。 通常所指的热处理工艺仅至热处理工艺规程的编制。 • 常用的工艺文件 热处理零件明细表 热处理过程卡 热处理工艺卡片 热处理工艺守则 热处理临时工艺卡
上一内容 下一内容 回主目录 返回
工艺规程的类型:
1.单列式工艺规程 2.工艺说明书+工艺卡 3.工艺说明书+指令卡 4.电脑的热处理工艺自动控制
上一内容
下一内容
回主目录
返回
热处理工艺卡
上一内容
下一内容
回主目录
返回
1.1.2热处理工艺规程
• 热处理工艺规程是指多道热处理工序必须遵守的准则。 • 基本形式:热处理工艺卡 ①、热处理工艺卡的基本内容: 1、零件的基本情况 2、零件简图 3、热处理技术要求 4、所用的工艺装备编号、装炉方式、装炉量 5、工艺参数,操作要领 6、质量检验的内容,检验部位,检验方法,抽检率
弹簧零件的基本制作流程

弹簧零件的基本制作流程影响弹簧制造精度和质量的因素很多,如材料状态、操作者的技术水平、工艺装置和设备的精度、制造工艺的选择、各工序偏差的计算及分配等。
因而在大批量生产前,应该按弹簧的性能要求进行首件试验(一般为3-10件),首件试验合格后,方可投入大批量生产。
一、冷成形弹簧的基本制作流程当弹簧所用钢材的圆形截面直径小于14mm、矩形截面边长小于10mm、或相近尺寸的扁钢时,一般采用冷成形制造工艺。
当使用成形后不需淬火、回火处理的材料制造弹簧时,其制作流程为:1.圆柱螺旋压簧的加工方法1.1缠制弹簧前首先看懂《制簧工艺卡片》1.2选择缠簧芯轴,选择控制节距的齿轮达配,选择弹簧旋向,进行卷簧加工,检查卷制弹簧的半成品尺寸。
1.3按弹簧的总圈数切断,并对钢丝端头切尾、去毛刺。
1.4对弹簧端部进行加工:用电热并头器对弹簧并头、在砂轮机上磨削端面1.5对弹簧半成品进行校正1.6按《热处理工艺卡片》进行热处理1.7进行强压(或短压)处理1.8检查强压(或短压)后的尺寸,对弹簧成品进行校正,校正后进行去应力退火,短压,自检。
1.9检验1.10 表面防腐处理1.11 包装2. 圆柱螺旋拉簧的加工方法2.1缠制弹簧前首先看懂《制簧工艺卡片》2.2选择缠簧芯轴,选择控制节距的齿轮达配,(如手工缠制,则应选择合理的自缠辅具),选择弹簧旋向,进行卷簧加工,检查缠制弹簧的半成品尺寸。
2.3按《热处理工艺卡片》进行去应力退火处理2.4按弹簧的半成品总圈数切断(或割断)2.5对弹簧端部进行加工:端部拉直,钩环制作2.6对弹簧半成品进行校正:钩环位置,钩环相对角度2.7按《热处理工艺卡片》进行去应力退火处理2.8进行长拉(或短拉)处理2.9检查长拉(或短拉)后的尺寸,根据所加工弹簧的《制簧工艺卡片》上的技术要求,对弹簧成品进行校正,校正后进行去应力回火,短拉,自检。
2.10 切尾,去毛刺2.11检验2.12 表面防腐处理3. 圆柱螺旋扭簧的加工方法3.1缠制弹簧前首先看懂《制簧工艺卡片》3.2选择缠簧芯轴,选择控制节距的齿轮达配,(如手工缠制,则应选择合理的自缠辅具),选择弹簧旋向,进行卷簧加工,检查缠制弹簧的半成品尺寸。
毕业设计(论文)-压铸铝合金用模具的热处理工艺设计

攀枝花学院学生课程设计(论文)题目:压铸铝合金用模具的热处理工艺设计学生姓名:学号:所在院(系):材料工程学院专业:级材料成型及控制工程班级:材料成型及控制工程指导教师:职称:讲师2013年12月28日攀枝花学院教务处制攀枝花学院本科学生课程设计任务书课程设计(论文)指导教师成绩评定表摘要本课设计了压铸铝合金用模具的热处理工艺设计。
主要讨论了压铸模的模具的热处理过程,其工艺路线:锻造→预备热处理(球化退火)→粗加工→去应力处理(650°)→精加工→最终热处理→渗氮。
此模具采用3Cr2W8V中碳高合金钢作为模具材料。
主要是其受热温度很高,同时还能承受很高的应力。
3Cr2W8V点,故可提高钢的热疲劳抗力。
钢中W含量较高,耐回火性高。
W还提高钢的AC1Cr主要提高钢的淬透性,并可提高热疲劳抗力、抗氧化性和耐蚀性。
少量的V 能细化晶粒,提高耐磨性。
关键词:压铸铝合金用模具压铸模3Cr2W8V目录摘要 (Ⅰ)1、设计任务 (1)1.1设计任务 (1)1.2设计的技术要求 (1)2、设计方案 (2)2.1压铸铝合金用模具的热处理工艺的 (2)2.1.1工作条件 (2)2.1.2失效形式 (2)2.2钢种材料 (3)3、设计说明 (4)3.1加工工艺流程 (4)3.2具体热处理工艺 (4)3.2.1预备热处理工艺 (4)3.2.2最终热处理 (4)3.2.3渗氮工艺 (5)4、常见缺陷分析及防止措施 (6)5、结束语 (7)6、热处理工艺卡片 (8)参考文献 (9)1 设计任务1.1设计任务压铸铝合金用模具的热处理工艺设计1.2设计的技术要求压铸模是液态金属制品成型的工具,要求有一定的强韧性、耐热疲劳性和抗蚀性能。
压铸模在工作时于热态金属长时间接触,受热温度高达500~800°甚至千度以上,同时还承受很高的应力,因此高的热稳定性、高温强度和耐热疲劳性能是这类模具用钢的主要性能要求。
而压铸铝合金用模具型腔的工作温度高达600℃左右。
图样及技术文件的管理规定
图样及技术文件的管理规定1 目的为了本公司对内对外的技术交流,根据产品工程图样和技术文件的特点,本规定规定了本公司工程图样及技术文件的编制、编号、原样和复制品的保存、发放和更改的管理方法。
2 适用范围适用于本公司工程图样、技术文件的管理和控制。
3 产品图样及技术文件的编制3.1 凡本公司设计或转化编制的产品图样及技术文件,均由设计(或编制)人员、审核、会签和批准人员在图样标题栏或技术文件的首、尾栏中履行签字。
3.2 产品图样及技术文件由技术中心主管审核、相关使用部门负责人会签,报经总工程师批准。
3.3 产品图样及技术文件的审核包括标准化审核。
3.4 对顾客提供的技术资料,由技术中心主管组织进行审核验证,并加盖“现行生产用图依据”印章,标明来图日期后存档。
技术中心负责转化为本公司的产品图样及技术文件,报经总工程师批准后发布。
4 产品图样及技术文件的编号4.1 每种产品及其部件、零件的图样和所有的技术文件均应有独立的编号。
4.2 产品图样编号4.2.1 对于顾客提供的产品图样,在转化为本公司的图样时,尽量沿用原图样编号。
4.2.2 公司自己设计的产品图样,一般按如下格式进行编号:a)总成图纸:产品型号(代号)b)部件图纸:产品型号(代号)—部件序号如有分部件,则是:产品型号(代号)—部件序号—分部件序号c)零件图纸:产品型号(代号)—部件序号—零件序号4.3 技术文件的编号:由产品型(代)号、部件序号、零件序号和文件的类型组成。
其编号方法为:产品型号与部件序号之间用圆点隔开,与零件序号之间用短横线隔开,零件序号后为文件的类型编号且与零件序号之间用圆点隔开。
产品型(代)号·部件序号—零件序号·文件类型4.3.1 产品型(代)号、部件序号和零件序号同所配套的产品图纸保持一致,并由技术中心予以验证、确认,报总工程师批准。
4.3.2 文件类型的编号GK——过程工艺卡片JK——机械加工工序卡片RK——热处理工艺卡片ZM——制模工艺卡片ZK——铸造加工工艺卡ZD——作业指导书4.5 工艺装备编号4.5.1 每种加工工艺装备均应有独立的编号。
阀体零件机械加工工艺过程卡片
阀体零件机械加工工艺过程卡片阀体零件机械加工工艺过程卡片一、工艺概述阀体是阀门的主要零件之一,其作用是连接阀门的其他零件,并承受介质流动的压力。
阀体的机械加工工艺过程主要包括:铸造或锻造原料准备、铸造或锻造、热处理、精密加工、组装等环节。
二、工艺流程1.铸造或锻造原料准备根据阀体的设计要求,选择合适的铸造或锻造原料,如铁、钢等。
然后进行原料的切割、熔炼等预处理工作,以获得符合要求的原料。
2.铸造或锻造将预处理好的原料进行铸造或锻造,以得到初步成型的阀体零件。
铸造方法主要有砂型铸造、金属型铸造等,锻造方法主要有自由锻造、模锻等。
3.热处理对铸造或锻造后的阀体零件进行热处理,以改善其组织结构和性能。
常用的热处理方法有退火、正火、淬火等。
4.精密加工对经过热处理的阀体零件进行精密加工,以满足设计要求。
精密加工包括车削、铣削、钻削、磨削等工艺,以及涂层、喷砂等表面处理工艺。
5.组装将精密加工好的阀体零件进行组装,与其他阀门零件相连接,形成完整的阀门产品。
三、工艺参数1.铸造或锻造原料的选择要根据阀体的工作环境和要求来确定,通常需要考虑材料的强度、耐磨性、耐腐蚀性等因素。
2.铸造或锻造过程中的温度、时间、压力等参数需要根据具体的材料和工艺来确定,以保证铸造或锻造的质量。
3.热处理过程中的温度、时间、冷却速率等参数需要根据材料的性质和热处理方法来确定,以获得理想的组织结构和性能。
4.精密加工过程中的切削速度、进给量、切削深度等参数需要根据材料的硬度和加工要求来确定,以保证加工的精度和表面质量。
四、设备工具1.铸造或锻造需要的设备工具主要有炉子、模具、铸造或锻造机床等。
2.热处理需要的设备工具主要有炉子、冷却设备、测温仪等。
3.精密加工需要的设备工具主要有车床、铣床、钻床、磨床等。
4.组装需要的设备工具主要有手工工具、夹具等。
五、质量控制在阀体零件的机械加工过程中,需要进行严格的质量控制,以保证产品的质量。
主要包括材料的质量检验、铸造或锻造过程的质量控制、热处理过程的质量控制、精密加工过程的质量控制等。