催化裂化装置反应再生系统优化改造
重油催化裂化装置反-再系统构架及管道改造设计

Re s i d u e Fl u i d Ca t a l y t i c Cr a c k i n g( RFCC)u n i t h a s a l wa y s b e e n t h e t e c h n i c a l d i f f i c u l t y o f r e f i n e r y p i p — i n g d e s i g n . By a n a l y z i n g a n d s u m ma r i z i n g t h e p r o b l e ms e n c o u n t e r e d i n t h e d e s i g n a n d c o n s t r u c t i o n
Ke y wo r d s :r e s i d u e f l u i d c a t a l y t i c c r a c k i n g( RFCC),r e a c t o r — r e g e n e r a t o r s y s t e m ,a r c h i t e c t u r e d e —
CH E MI CAL ENGI NEERI NG OF OI L & GAS 3 3
重 油 催 化 裂 化 装 置 反一 再 系统 构 架及 管 道 改 造设 计
吕 昌 海 夏 德 宝
中 国石 油 工程 建设 公 司 华 东设 计 分 公 司
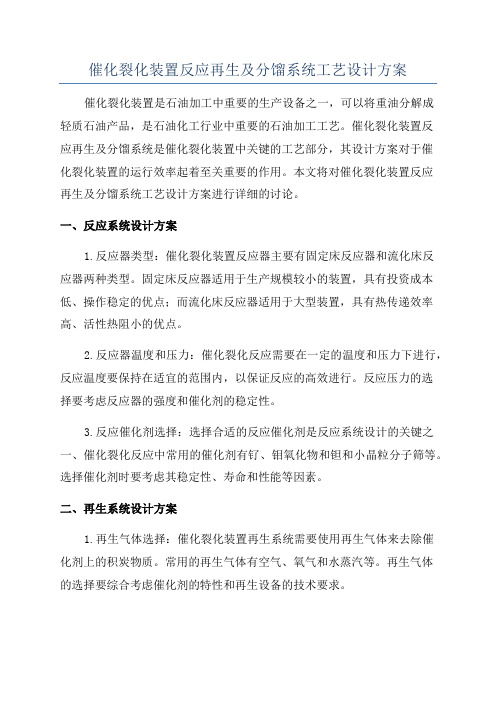
摘 要 作 为炼 厂装 置 的核 心 部 分 ,重 油催 化 裂 化装 置 反 应一 再 生 系统 管道 设 计 一 直是 炼 油 厂 管 道设 计 的技 术难 点 。针 对 中国石 油大连 石化 1 4 0 0 k t / a重 油催 化 裂 化装 置 反一 再 系统 改造 项 目设 计 及 施 工 中遇 到 的 问题 进行 分 析和 总结 , 分 别从反一 再 系统构 架改 造设 计及 管道 改造 设计 两方 面提 出 了解 决 方 法和 建议 。
重油催化裂化装置节能优化措施分析

重油催化裂化装置节能优化措施分析重油催化裂化装置是炼油行业中较为重要的装置之一,能够将较为低级的重质油制成高级的轻质油,满足市场对于能源的需求。
但是这些装置在运行的过程中,也面临着能源消耗较大、环境污染等问题,为此,需要采取相应的节能优化措施,以达到减少能源消耗、提高生产效率、降低环境污染排放的目的。
1. 升级装置升级装置可以改善重油催化裂化装置的工作效率,提高产品质量,并减少其他不必要的成本。
比如,升级催化剂,使用能够降低反应温度的新型氧化物催化剂,这样有助于提高裂解反应的温度,从而提高生产效率。
同时,还可以增加一些分离设备,提高分离效率,降低生产成本。
2. 优化物料配方优化物料配方可以减少催化剂的使用量,降低成本,同时能够提高催化裂化的效率。
另外,在物料配方中添加一些可再生资源,如生物质或废物催化剂,也能够减少原材料的使用量,并降低污染排放,增加环保性。
3. 热集成技术应用重油催化裂化装置需要大量的热量来维持运作,因此使用热集成技术可以通过高温下的余热来为其他设备供应热能,从而减少能源消耗和排放,提高环保和经济效益。
同时,在装置设计中,也可以加装高效换热器和储热设备,以扩大热集成的范围,进一步降低装置的能耗。
4. 加强运转管理优化运转管理可以精细调节装置操作参数,减少不必要的能源消耗,提高生产效率。
比如,实行节约用水、节约电力、节约氮气等环保型改造,能够降低设备的能耗,同时还可以提高催化剂的使用效率。
此外,对于设备管理,应加强维护和保养工作,及时升级修理设备设施,减少停机维护的次数,提高运转时间和生产效率。
综上所述,在重油催化裂化装置的生产过程中,可以采取多种节能优化措施,如升级装置、优化物料配方、应用热集成技术和加强运转管理等,以实现降低能源消耗,提高生产效率和环保性的目标。
同时也需要加强科学的监控和管理,保障装置的正常运转以及设备压力温度等安全指标的稳定。
重油催化裂化反应系统的改进与优化

重油催化裂化反应系统的改进与优化第1章绪论1.1任务的来源和研究背景环保法规对汽油产品的质量要求日益严格,目前我国车用汽油的有害物质控制标准要求限制烯烃含量、硫含量和芳烃含量,其中烯烃含量要求不大于35%,芳烃含量不大于40%,苯含量不大于0.25%,硫含量不大于800PPm,该标准已于2003年7月1日在全国实施。
从目前汽油质量标准的发展趋势来看,在烯烃含量进一步降低的同时,辛烷值的提高和硫含量的降低也会很快成为新的标准要求。
预计2005年后,特别随着2008年的“绿色奥运”的日益临近,汽油质量将实行更严格的欧洲In排放标准,烯烃要求含量在20%以下,辛烷值在95以上,同时,硫含量要求更低。
国外主要从“配方”着手来达到相应的质量标准即利用多种工艺生产汽油,然后将多种汽油进行调配。
我国炼油工艺基本是以催化裂化工艺为主,因为商品汽油中有85%来自催化裂化工艺,其烯烃含量一般高达45%一60%,几乎任何炼油企业都有催化裂化装置;另一方面加氢能力不足,催化重整原料不够以及烷基化、异构化等高辛烷值汽油组分生产工艺缺乏,因此,在我国不能采用“调和”的方法使车用汽油的烯烃含量、硫含量和辛烷值达到更高的标准。
所以目前的成品汽油中烯烃的含量大多高于清洁汽油的规格。
各炼油化工企业除了努力增加汽油调和组分外,都纷纷采用降烯烃工艺。
采用汽油降烯烃工艺后,汽油烯烃的含量基本都能控制在35%以下。
但由于液化气收率和丙烯收率均较低,炼厂的效益受到一定程度的影响。
1.2国内外催化裂化工艺应用现状国内流化催化裂化工艺实现工业化生产即将40年。
根据我国的具体情况,它的发展势头很猛,进入21世纪已建成的装置超过100套,年加工能力超过100Mt。
由于清洁燃料的标准逐步向国外高档次靠拢,催化裂化的汽油和柴油质量明显不能满足商品燃料要求。
我国石化企业及时抓紧了科研工作,相继开发了多种催化剂、助剂和工艺技术,成功的应对了高价引进国外专利技术和市场开放将导致外油大量进口和高辛烷值汽油组分的调和比例,但我国仍继续保持着独有的以催化裂化汽油为主要商品汽油组分的特色。
催化裂化装置反应再生及分馏系统工艺设计方案
催化裂化装置反应再生及分馏系统工艺设计方案催化裂化装置是石油加工中重要的生产设备之一,可以将重油分解成轻质石油产品,是石油化工行业中重要的石油加工工艺。
催化裂化装置反应再生及分馏系统是催化裂化装置中关键的工艺部分,其设计方案对于催化裂化装置的运行效率起着至关重要的作用。
本文将对催化裂化装置反应再生及分馏系统工艺设计方案进行详细的讨论。
一、反应系统设计方案1.反应器类型:催化裂化装置反应器主要有固定床反应器和流化床反应器两种类型。
固定床反应器适用于生产规模较小的装置,具有投资成本低、操作稳定的优点;而流化床反应器适用于大型装置,具有热传递效率高、活性热阻小的优点。
2.反应器温度和压力:催化裂化反应需要在一定的温度和压力下进行,反应温度要保持在适宜的范围内,以保证反应的高效进行。
反应压力的选择要考虑反应器的强度和催化剂的稳定性。
3.反应催化剂选择:选择合适的反应催化剂是反应系统设计的关键之一、催化裂化反应中常用的催化剂有钌、钼氧化物和钽和小晶粒分子筛等。
选择催化剂时要考虑其稳定性、寿命和性能等因素。
二、再生系统设计方案1.再生气体选择:催化裂化装置再生系统需要使用再生气体来去除催化剂上的积炭物质。
常用的再生气体有空气、氧气和水蒸汽等。
再生气体的选择要综合考虑催化剂的特性和再生设备的技术要求。
2.再生温度和压力:再生温度对催化剂的再生效果有重要影响,要选择合适的再生温度,以保证催化剂的活性能得到有效的恢复。
再生压力的选择要考虑再生设备的设计和操作要求。
3.再生设备选择:再生设备主要有再生炉和再生器两种类型。
再生炉适用于小型装置,具有结构简单、操作方便的优点;再生器适用于大型装置,具有稳定的再生效果和高效的催化剂循环的优点。
三、分馏系统设计方案1.分馏塔类型:催化裂化装置的分馏塔主要有常压塔和减压塔两种类型。
常压塔适用于生产重质油品,具有生产成本低、操作稳定的优点;减压塔适用于生产轻质油品,具有产品质量好、产品收率高的优点。
0_5Mt_a重油催化裂化装置再生强化技术改造_李希斌
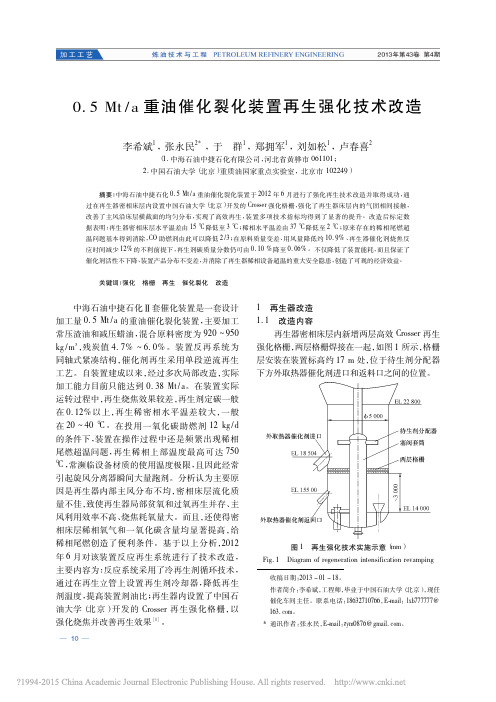
改造前后标定时,原料均为常压渣油和蜡油 的混合原料,原料主要性质见表 1。由表 1 可知, 改造前后原料的组成有所不同,改造后混合原料 偏重,性 质 变 差,主 要 表 现 在 改 造 后 原 料 密 度 由 940. 8 kg / m3 增 加 至 949. 6 kg / m3 ,残 炭 高 出 了 0. 7% ; 硫质量分数由 0. 25% 增加至 0. 30% ; 原料 中钙质量分数增加了 14. 75 μg / g,其他数据基本 一致。
备注
+ 1. 1 上部南 上部北 上部北 上部南
- 6. 0% - 54. 5% - 35. 8% - 10. 9%
+5 - 12%
16. 57 0
2. 12 1. 45 0. 12 1. 1
17. 29 0. 92 0. 91 1. 11 0. 06 1. 1
- 0. 06
可以看出,改造后蜡油掺炼比降低了1. 68% , 原料性质变差( 见表 1) ,另外装置处理量增加了 2. 68 t / h。改造后标定工况下,主风流量相对改 造前降低了 2 082 m3 / h( 约占总用风量的 6% ) , 外取热器流化风和提升风流量均有所下降,对应 再生器总用风量相对改造前降低了约 10. 9% 。 另一方面,由于此次反应系统改造,装置剂油比由 原来的 6. 3 提高至 7. 4,而再生器催化剂藏量仅 比改造前增加了 5 t 左右,表明实际催化剂在再 生器内的平均停留时间由原来的 9. 7 min 降低至 8. 5 min,即再生烧焦反应时间减少了 12% 左右。 烧焦空气量以及再生烧焦反应时间的下降均是不 利于再生效果的重要因素,但实际结果表明,再生
— 10 —
重油催化裂化装置节能优化措施分析

重油催化裂化装置节能优化措施分析重油催化裂化装置是一种将重质石油馏分转化为轻质低碳烯烃和汽油等高附加值产品的装置,其操作能耗较大。
为了提高装置的能源利用效率,降低生产成本,需通过优化措施进行节能。
可以在催化裂化反应器的设计上进行优化。
催化裂化反应器是催化裂化装置的核心设备,在反应器内有效地提高催化剂的利用率,可以减少催化剂的用量。
采用先进的反应器结构,如研磨表面修饰技术和四层嵌套床层结构等,可以提高反应的选择性和温度场分布,减少副反应和热点现象,提高产品质量和产量。
对重油催化裂化装置的动力设备进行优化。
可以采用节能型的压缩机、风机和泵等设备,以减少设备能耗。
可通过改进压缩机的压缩比,降低功率消耗。
使用高效率的机械密封装置,减少泄漏。
对于风机和泵等设备,可采用变频调速技术,根据生产需要调整转速,以减少能耗。
对装置的能源系统进行优化也是节能的重要措施。
可以改进能源循环系统,如利用余热进行发电或供暖等,提高热能的回收利用率。
对于催化裂化装置的蒸汽系统,可采用优化的排污系统,增加换热面积,改进煤气分离系统,提高蒸汽的回收率,降低蒸汽的消耗。
还可以采用先进的自动控制系统,实现装置的优化运行。
通过对反应器温度、压力、流量等参数进行实时监控和调整,可以确保装置在最佳状态下运行,减少能耗。
还需加强管理和培训。
通过建立完善的能源管理制度和监测系统,对装置的能源消耗进行监控和评估。
加强技术培训和员工意识的提高,提高对节能技术和方法的掌握和运用水平,进一步推进节能工作。
重油催化裂化装置的节能优化措施包括优化催化裂化反应器、动力设备和能源系统,建立先进的自动控制系统,加强管理和培训等方面。
通过综合采取以上措施,可以有效降低能耗,提高装置的能源利用效率,降低生产成本,实现可持续发展。
重油催化裂化装置再生烟气线路技术改造及效果分析_倪前银
2.2 膨 胀 节 及 衬 里 损 坏 三 催 化 运 行 末 期,监 测 到 高 温 取 热 器 入 口 膨
胀节出现 明 显 的 超 温 现 象,夜 晚 时 整 个 膨 胀 节 处 呈现通红 的 过 热 状 态,使 用 红 外 测 温 枪 测 得 局 部 温度超过 430 ℃。 检 修 时 发 现,几 处 膨 胀 节 严 重 损坏,挡圈变形、钢 板 脱 落,膨 胀 节 表 面 衬 里 脱 落, 内套筒钢 板 几 乎 全 部 锈 蚀,内 部 耐 火 纤 维 毡 填 充 物暴露在外。
O2
2.3
1.8
1.3
6.7
0.8
N2
催化裂化装置反应器和再生器的技术改造
催化裂化装置反应器和再生器的技术改造摘要:延长石油集团公司某炼油厂使用洛阳石油化工公司生产的催化裂化反应再生装置。
针对目前装置存在的生产和安全问题,对系统装置做了进一步的改造,主要是对反应器和再生器的改造。
通过技改生产能力由原来80万t/a扩大到120万t/a。
关键词:催化裂化装置反应再生改造概述目前催化裂化是石油加工的主要手段之一,它在炼油工业生产中占有重要的地位。
一般原油经常减压蒸馏生产的汽油、煤油、柴油等轻质油品仅有10~40%,如果要得到更多轻质产品,须对重油馏分及渣油进行二次加工,使之生成汽油、柴油、气体等轻质产品。
国内外常用的二次加工手段主要有热裂化、焦化、催化裂化和加氢裂化等。
在我国车用汽油的组成最主要是催化裂化汽油,要提高汽油的产量,就要有良好的催化裂化反应和再生装置。
一、催化裂化反应再生的原理催化裂化反应是在催化剂表面上进行的,分解反应生成的气体、汽油、柴油等分子较小的产物离开催化剂进入产品回收系统,而缩合反应生成的焦炭,则沉积在催化剂的表面上,使其活性降低,为了使反应不断进行,就必需烧去催化剂表面上的沉积炭使之恢复活性,这一过程称之为“再生”,可见催化裂化包括“反应”和“再生”两个过程。
二、反应器的改造1. 反应器改造目的针对提升管、汽提段、沉降器的改造,使催化裂化装置能适应各种原料,例如,蜡油、脱沥青、各种馏分油和渣油的范围;提高目的产物“汽油和柴油”产率而降低副产品“气体和焦炭”的产率。
2.反应器改造的过程2.1提升管底部结构更新,增设了两个粗汽油回炼喷嘴。
这样可使粗汽油进提升管回炼,因粗汽油中芳烃含量高,难以裂化,为使它和新鲜原料在不同反应操作条件下进行反应,达到多产液化石油气的目的。
2.2提升管设两层原料喷嘴,以适应不同原料加工量,并根据市场需要调整产品分布,增加了装置操作的灵活性。
2.3提升管出口粗旋风分离器改为挡板汽提式粗旋风分离器,将反应油气和催化剂快速分离,同时尽可能地汽提掉催化剂上携带的油气,减少了二次反应,增加了轻质油收率。
催化裂化装置节能优化改造
催化裂化装置节能优化改造摘要:本文以催化裂化装置节能优化改造为主题,系统地介绍了节能改造技术综述、催化剂优化设计、装置操作优化等方面的内容,得出了节能改造的有效性和经济效益。
本文旨在为催化裂化装置的节能优化改造提供参考和指导,促进能源的可持续发展。
关键字:催化裂化装置;节能优化;催化剂设计;装置操作优化引言:催化裂化技术是石油化工领域中一种重要的生产工艺,广泛应用于石油化工、能源等领域。
催化裂化是将高沸点烃类转化成低沸点烃类的过程,通过在高温下将高沸点烃类分解成低沸点烃类,使得石油化工产品更适合市场需求。
因此,催化裂化技术在化工行业中具有非常重要的地位。
如何有效地减少催化裂化装置的能耗,提高装置的能效,成为当前催化裂化行业所面临的挑战。
一、节能改造技术综述催化裂化技术作为一种重要的炼油加工技术,对于提高石油产品质量、扩大石油产品市场和提高炼油企业经济效益有着不可替代的作用。
然而,催化裂化装置的高能耗问题已经成为制约其发展的一个瓶颈。
因此,通过对催化裂化装置进行节能改造,降低其能耗成为了一个重要的课题。
催化裂化装置的能耗主要包括热能和电能两部分。
其中,热能主要用于加热反应物和催化剂,以及升温蒸汽。
电能主要用于驱动机械设备、泵站、风机等。
在催化裂化装置的能耗构成中,热能占比较大。
目前,催化裂化装置的节能技术主要包括改进催化剂、优化工艺操作、回收余热、增加换热设备等方面。
其中,改进催化剂可以提高反应效率,减少反应物的用量,从而减少能耗。
优化工艺操作可以使得催化裂化装置的运行更加稳定,减少设备运行时的能耗。
回收余热可以减少能源的浪费,提高能源利用效率。
增加换热设备可以利用热量,减少能耗。
二、催化剂优化设计(一)如何通过催化剂的优化设计来降低催化裂化反应的能耗催化裂化反应是指将高分子链状或环状烃类分子在催化剂作用下裂解成低碳烯烃和芳烃的过程。
催化剂是催化裂化反应的核心组成部分,其设计优化对提高催化裂化反应效率、降低能耗具有重要意义。
催化裂化装置反应再生部分控制系统设计毕业设计
催化裂化装置反应再生部分控制系统设计摘要催化裂化是一项重要的炼油工艺,其总加工能力已列各种转化工艺的前茅,其技术复杂程度也位居各类炼油工业中占有举足轻重的作用,是炼油厂中提高原油加工深度、生产高辛烷值汽油、柴油和液化气的最重要的一种重油轻质化工艺过程,也是炼油化工企业的主要产品来源和后续精制装置的原料来源。
本论文叙述了催化裂化装置反应再生部分控制系统的整体设计及工艺介绍,具体从装置的工艺原理、工艺流程、生产控制指标、工艺分析指标和产品及其质量指标几个方面组成,催化裂化工艺的核心—反应-再生部分的旋风分离器,空气分离器等组成。
我国原油大多为低硫石蜡基或石蜡中间基,硫含量较低,裂化性能较好,其减压馏分油和重油比较适合催化裂化工艺,因此催化裂化在工业生产中占有重要的地位对催化裂化反应再生系统以及仪表进行介绍即完成对上述几种工艺的控制,确保装置安稳长满优运转,达到预想工艺要求。
本论文针对催化裂化装置中反应再生、分馏和吸收稳定等三个部分进行控制,它是一个非线性、大干扰分布参数和大时滞的复杂系统,重点介绍催化裂化装置的反应再生部分的工艺流程及温度,压力,密度料位等参数等进行初步的设计。
包括了解工艺过程,控制方案选择及论证,仪表选型,绘制控制方案流图,控制系统投资概率等方面内容,使该控制系统符合制工程设计的基本要求,基本满足生产过程需要,能够安全有效地投入生产且运行良好,能够提高经济效益。
关键词:催化裂化;反应-再生;蒸馏;分馏;催化剂The Satalyst Splits to Masquerade to Place to Respond Reborn Parts of Control System to DesignAbstractCatalyst crack's turning is an important xylene craft, its total process capability already row before various conversion technical Mao, its technique complicated degree also the potential reside to occupy a prominent action in each kind of xylene industry, The most important kind of heavy oil that raises the crude oil transform depth, capacity high octane value petrol, diesel and gasol in the oil refinery light guilder chemical engineering skill process, is also refine oil the staple products source of the chemical engineering business and the raw material source of the follow-up refined device. The our country crude oil is mostly low sulfur paraffin wax radicle or paraffin wax medium radicle, the sulfur contents is lower, crack turn performance better, its pressure reduction Liu deci the oil and heavy oil relatively suit a catalyst crack chemical engineering skill, therefore the catalyst crack turns in the industrial production to occupy an important stance.This text described a catalyst to split masquerade to place the overall design of responding reborn parts of control systems, from device of craft priniple, process flow, production control beacon and craft analysis beaconand product and it mass beacon a few aspects carry on introduction and concretely introduce catalyst crack to turn related up,crack-reaction-regenerate fraction and device progress introduction.Turn to respond that reborn system and meter carries on introduction and treatise to the catalyst crack.Regenerate, divide Liu and absorption to stabilize...etc. to be three to is part of to constitute, it is a nonlinear, change, strong coupling, big jam rayleing distribution rayleigh parameter and big the complicated system , The catalyst splits masquerades to place to press the craft priniple to dividing can is divided into regard chemical reaction as principle of reaction reborn fraction with with distil, the absorption compromise absorb physical process of etc. for lord of deci Liu and stabilization two fractions. On the Zong say, respond regenerate fraction again can is divided into the catalyst crack under the heat to turn reaction oil article fraction and take being burned as main of catalyst activity regenerate fraction.Key word:The catalyst crack turns;Reaction-regenerate;Distil;Divide ;Catalyst目录摘要 (I)ABSTRACT (II)第1章前言 (1)第2章催化裂化工艺流程 (3)2.1工艺概述 (3)2.2工艺组成 (5)2.2.1 反应-再生系统 (5)2.2.2 分馏系统 (6)2.2.3 吸收稳定系统 (7)2.2.4反应—再生系统流程 (8)第3章控制方案设计及论证 (13)3.1控制系统的控制目标 (13)3.2设计控制系统应遵循的原则 (13)3.3自动控制系统的基本方案 (15)3.4控制方案的设计及论证 (16)3.4.1 加热炉控制 (19)3.4.2 反应—再生系统工艺参数控制 (22)第4章主要仪表及选型 (27)4.1仪表的选型 (27)4.1.1 温度测量仪表 (27)4.1.2 压力测量仪表 (28)4.1.3 流量测量仪表 (28)4.1.4 液位测量仪表 (30)4.2调节阀的选择 (31)4.3DCS系统选型 (32)4.4系统概算 (34)第5章总结 (35)参考文献 (36)谢辞 (37)第1章前言石油炼制工艺的根本目的,一是提高原油加工深度,得到更多数量的轻质油产品;二是增加品种,提高产品质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
/
干气 液化石油气 3 # !4 3 # 3$ !4 # 4$
・ 0" 1 *! ) )2& 0" 7" 8" 97 97" 90% 9" 0$ 9" 0% 9! 04 9! 0$ ! :9% 0&3 " :9% 0&3 ! :9% 04 " :9% 04 # :9% 04 $ :9% 04 96 合计 &’ # &’ 3 # 6" &% # &! 3 # 6’ " # !" 4 # "" % # ’$#$ % # "4 &- # -’ $ # ’& # !$ ! # 4$ " # 4! & # !" & # 6$ ! # ’& &33 &" # 6 3 # 64 &" # "$ 3 " # 3" 4 # 6! ! # ’’ 6 # &! % # "&- # 66 4 # -% & # 4% $ # 6% # && & # ’4#& &33
计
!&&! 年第 "! 卷
达到多产液化石油气的目的。 (!) 提升管设两层原料喷嘴, 以适应不同原料 加工量, 并根据市场需要调整产品分布, 增加了装 置操作的灵活性。 (") 提升管出口粗旋风分离器改为挡板汽提 式粗旋风分离器, 将反应油气和催化剂快速分离, 同时尽可能地汽提掉催化剂上携带的油气, 减少 了二次反应, 增加了轻质油收率。 (#) 粗旋风分离器与顶旋风分离器采取软直 联形式, 缩短了反应油气和催化剂在沉降器中的 停留时间, 减少了二次反应, 同时减少了沉降器内 部的焦块形成, 保证了装置长周期运行。 ($) 汽提段的环形挡板改为新型高效汽提挡 板, 增加了汽提效果, 降低了焦炭中氢含量, 提高 了目的产品的收率。 (%) 沉降器中部增设格栅, 防止沉降器顶部的 焦块脱落后顺着待生立管掉到塞阀阀头, 影响催 化剂的循环量, 甚至堵塞待生立管。
!
原料与产品性质 呼和浩特石化公司原油来源比较稳定, 主要
是二连原油和长庆原油。所以催化裂化装置的原 料性质相对稳定, 但改造后的混合原料残炭比改 造前高了 & ’ #$ 个百分点 (见表 () 。 装置改造后, 催化裂化产品性质较以前有了 明显的改善 (见表 ! ) ") , 主要表现在: (() 催化裂化汽油的诱导期较改造前延长了 (#& *+,。 (!) 催化裂化汽油的烯烃体积分数比改造前 降低了 ( ’ - 个百分点。 (") 催化裂化汽油辛烷值比改造前降低了 & ’ . 个单位。 (#) 柴油十六烷值比改造前提高 # 个单位。 ($) 原料重金属含量降低, 平衡催化剂上重金 属污染减轻, 干气中氢气含量比改造前有明显的 下降。 (%) 液化石油气中的丙烯含量比改造前有所 下降, 但达到了设计值。
呼和浩特石化公司催化裂化装置由洛阳石油 化工工程公司设计, 曾于 "++& "++5 年建成投产, 年和 "++6 年分别进行了改造, 改造后装置设计处 理能力为 ! $ ,, -0 / 7。该装置具有如下特点: (") 采用两段再生技术。第一再生器 (以下简 称一再) 在贫氧和较低温度下进行不完全再生, 烧 掉 6!8 以上的焦炭和全部的氢, 半再生催化剂进 入第二再生器 (以下简称二再) , 在高温和高过剩 氧条件下烧掉剩余炭。这样既避免催化剂的高温 水热 失 活, 又可使再生催化剂碳含量降低到 ! $ !&8 以下。 (5) 一再设置外取热器。 (%) 一再烟气和二再烟气采用分流流程, 一再 烟气经过烟气轮机后进入余热锅炉, 防止一再烟 气和二再烟气混合后发生二次燃烧。 (’)沉降器和一再采用同轴式布置。 (&) 该装置的原料主要由蜡油、 脱沥青油和减 压渣油组成。掺渣比例在 &8 9 "!8 , 个别情况能 达到 "&8 9 5!8 。 5!!5 年 , 月由洛阳石油化工工程公司设计, 对该装置进行了优化改造, 采 用 了 多 项 新 技 术。 改造后装置投料试车一次成功, 截至 5!!5 年 "" 月 已平稳运行四个多月, 各项经济技术指标与改造 前相比有相当大的改进, 取得了可观的经济效益。 " "$" 改造内容及新技术运用情况 再生部分 (") 将待生套筒加高, 在待生套筒出口配置特
改造前后气体产品体积分率数据比较
改造前 液化石油气 富气 干气 !" # 66 5 "& # 4" " # &" "$ # "6 3 ! # %! &’ # ’$ - # %" && # 63 # &3 # 46 3 # 66 3 # &6 3 # !& 3 # 6% 3 # &’ 改造后 液化石油气 富气 设计值
5!!5 年 "5 月
炼 油 设 计 =>?2@A>B- 2>CDE>2F >EGDE>>2DEG
第 %5 卷第 "5 期
加工工艺
催化裂化装置反应再生系统优化改造
刘前保 关丰忠 王建军 武正宇
呼和浩特石化公司 (内蒙古呼和浩特市 !"!!#!)
摘要: 重点介绍了呼和浩特石油化工公司重油催化裂化装置反应再生系统优化改造的目的、 内容及运用的新 技术; 着重从物料平衡、 原料及产品性质、 催化剂性质、 装置能耗、 操作参数等方面与改造前进行了对比。装置改造 后, 在原料明显变重, 催化剂单耗明显降低的情况下, 生焦率下降了 ! $ "% 个百分点, 轻质油收率提高了 % $ &’ 个百分 点; 汽油诱导期较改造前延长了 "’! ()*, 烯烃体积分数降低了 " $ + 个百分点; 柴油十六烷值比改造前提高了 ’ 个单 位; 装置能耗较改造前下降了 +!, -. / 0, 年创经济效益 " !%! $ + 1 "!’ 2-3 4 。 主题词: 催化裂化装置 改造 能耗 优化
表!
项 目 干气 !" # "" 5 %- # 66 & # 33 "’ # 6& # !& ! # %& &! # 44 $ # !" 4 # -% 3#" 3 # -! 3 # "! 3 # 3’ 3 # 33 # &3 # 3$ 3 # 36 3 # 3&- .! * (), 说明改造后的烧焦能 力与烧焦效率明显提高。
收稿日期: 5!!5 < "" < "6。 作者简介: 刘前保, 高级工程师, "+65 年毕业于大庆石油学院 炼油专业, 获学士学位, "+6+ 年毕业于东北大学研究生院计 算机应用专业, 获硕士学位, 现任呼和浩特石化公司副总经理 兼总工程师, 长期从事炼油生产和技术管理工作。
— ! —
炼
油
设
%
物料平衡 装置 改 造 后 原 料 处 理 量 比 改 造 前 提 高 了
一再密相床温度 * ; 二再密相床温度 * ; 原料预热温度 * ; 催化剂循环量 * + ・ ,2& 再生滑阀压力降 * (<= 半再生滑阀压力降 * (<= 待生滑阀压力降 * (<= 回炼比 剂油比 平衡催化剂微反活性 再生催化剂碳含量, / 催化剂自然跑损 * () ・ +2& 2& 催化剂单耗 * () ・ + 负荷率, / 提升管停留时间 * > 烧焦罐线速 * . ・ ・ + ,2& 一再烟气过剩氧含量, / 二再烟气过剩氧含量, / 焦中氢含量, / 耗风指标 * .! ・ () 2 & 2& 烧焦强度 * () ・ (+ ・ ,) 一再烧焦比例, / 二再烧焦比例, /
改造前 稳定汽油 & ’ .(. " (’% .- ’ " -( #" ’ $!&
密度 (!&/ ) ・ 01 2* 3 " 凝点 0 / 3( 胶质 0 *1 ・ ((&&1) 十六烷值 !"# $"# 烯烃体积分数, 5 诱导期 0 *+,
"
主要操作参数 装置改造后, 操作比以前更灵活、 弹性更大
二次反应。 (!) 催化剂循环量比改造前有了很大的提高, 而且催化剂循环的三个特阀压力降都比较大, 说 明目前催化剂循环量仍有提高的潜力。
(见表 #) , 主要表现在: (() 反应时间比改造前缩短了 & ’ !4 :, 减少了
第 &" 期
刘前保等 # 催化裂化装置反应再生系统优化改造
— ! —
(!) 焦炭中的氢含量比改造前下降了 " # $" 个 百分点, 说明汽提效果明显提高。 (%) 烧焦强度比改造前增加了 && # ’ ()( ・ , * + ,)
3 # !$ 3 # 3! - # 4" %3 # ’% &% # $ ! # ’$#’ 6#& 4 # !6 4 # !% " # && &33
表%
项 目 反应温度 * ;
改造前后主要操作参数比较
改造前 636 $$% $’6 &43 6’3 改造后 63& $$& $’$ &’& ’"% !% # ’ !’ # % !& 3 # &$! ’#3 $! # 3 3 # 3! 3 # 63 3 # 6! -% # 63 "#! # &4  !#4 $ # ’6 -#% -% 4& &设计值 6&3 $’" ’33 &43 $63 !3 # & !! # % %% # !6 $ # 3"