XX公司物流和看板
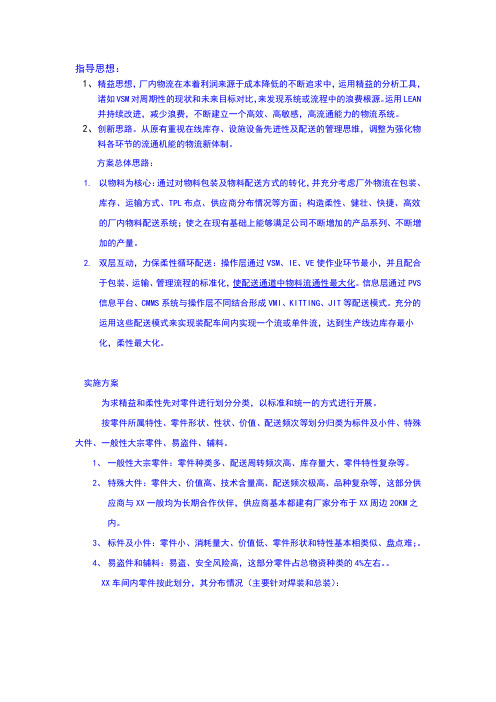
看板与安灯物流拉动系统简介

KANBAN SYSTEM 看板物料拉动系统
线旁操作工每次从新的物流箱中取出第一个部件时,投出箱内那一张看板卡,线旁班组长根
据安东板音乐,每半小时将料架上的看板卡统
一放到车间中央邮箱,
RDC 配送三一拉动的物料到看板工程
物流工将线旁拉动的物料运
送至线旁料架上,并在每个物流工人从该工位上收集空
箱,收卡员工每半小时从车
送回空箱,整理收回看板卡
进行电脑扫描向RDC 进行物料
拉动 1 2 3 4
5
ANDON SYSTEM 安东物料拉动系统
当暗灯上用剩最后几个零件时(拇指卡物料工从协配仓库库位中取出物料,接收工将物流工沿生产线运送物料到
所需要工位,并取走空箱
暗灯上物料索取灯亮,电脑
系统并同时向供应商发出物物流工从暗灯板上取走暗灯
卡,并按动按钮向装配人员
确认物料已经发送
1 2 3 4
5 E F G
A B C
暗
灯
卡 物流工送回空的物流料架并
将暗灯卡放回暗灯按板上
6。
多品种小批量定制式生产
指导思想:1、精益思想,厂内物流在本着利润来源于成本降低的不断追求中,运用精益的分析工具,诸如VSM对周期性的现状和未来目标对比,来发现系统或流程中的浪费根源。
运用LEAN 并持续改进,减少浪费,不断建立一个高效、高敏感,高流通能力的物流系统。
2、创新思路。
从原有重视在线库存、设施设备先进性及配送的管理思维,调整为强化物料各环节的流通机能的物流新体制。
方案总体思路:1.以物料为核心:通过对物料包装及物料配送方式的转化,并充分考虑厂外物流在包装、库存、运输方式、TPL布点、供应商分布情况等方面;构造柔性、健壮、快捷、高效的厂内物料配送系统;使之在现有基础上能够满足公司不断增加的产品系列、不断增加的产量。
2.双层互动,力保柔性循环配送:操作层通过VSM、IE、VE使作业环节最小,并且配合于包装、运输、管理流程的标准化,使配送通道中物料流通性最大化。
信息层通过PVS 信息平台、CMMS系统与操作层不同结合形成VMI、KITTING、JIT等配送模式。
充分的运用这些配送模式来实现装配车间内实现一个流或单件流,达到生产线边库存最小化,柔性最大化。
实施方案为求精益和柔性先对零件进行划分分类,以标准和统一的方式进行开展。
按零件所属特性、零件形状、性状、价值、配送频次等划分归类为标件及小件、特殊大件、一般性大宗零件、易盗件、辅料。
1、一般性大宗零件:零件种类多、配送周转频次高、库存量大、零件特性复杂等。
2、特殊大件:零件大、价值高、技术含量高、配送频次极高、品种复杂等,这部分供应商与XX一般均为长期合作伙伴,供应商基本都建有厂家分布于XX周边20KM之内。
3、标件及小件:零件小、消耗量大、价值低、零件形状和特性基本相类似、盘点难;。
4、易盗件和辅料:易盗、安全风险高,这部分零件占总物资种类的4%左右。
XX车间内零件按此划分,其分布情况(主要针对焊装和总装):零件配送量分布情况(表1)从上表来看,主要集中在于特殊大件和一般性大宗零件的配送。
丰田物流之P-LANE和E看板

挑战 改善 现地现物
安全、洁净的职场
TPS的实践
① 人材育成(高素质、
专业人才育成)
②5
S 的安 彻全 底、 贯 彻
③
标 准 作 业 的 贯 彻
④
简 洁 高 效 的 物 流
J I T 的 追 求
团队合作,共有 (系统、规则等指标的可视化)
支柱 地基(基础)
LEVEL
世界第一
世界NO.1活动
P-lane
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
214210
吸收因生产停线 的延迟
每20台下线后就 进行一lane的运 搬
下线情报
停线
A
根据进度进行运搬
停线时P-lane可作为缓冲区
GTMC物流远景规划
世界No.1
4便/日
8便/日
P-LANE
1 2 3 4 5 6 7 8 9 10 11 12
24
定期纳入和定量供送的转化
1 24
日
=1LANE
A
定量供送
确保部品先进先出,在库最优化
◆P-lane的机能
(2) 进度吸收机能
定期纳入 2便/日
4便/日
8便/日
根据进度进行运搬
Ex) 生产计划 480 台/日 1lane的部品量: 1/24日=20台
生准 挑战 改善 现地现物 投产
尊重 团队合作
06/5
06/10
245L 二值开始
08/05 后续车型
09/X X DATE
8
GTMC物流概要:
定位:世界第一流,世界模范工场!
第2章-案例1-神龙公司物流系统案例
货畅其流达四海——神龙公司物流系统案例1 案例概述神龙汽车有限公司是中国东风汽车公司和法国PSA集团雪铁龙汽车公司合资,投资百亿元人民币建设的现代化轿车生产企业,生产欧洲20世纪90年代ZX型富康轿车系列。
一期规划生产能力为15万辆整车和20万台发动机;二期规划年产能力为30万辆整车和40万台发动机。
在公司的生产经营大系统中,物流系统占有重要地位。
在吸收东风公司合理有效管理经验的同时,引入雪铁龙公司先进的物流技术,公司内形成了具有神龙特色的物流系统管理模式。
神龙公司目前设有10部2厂,物流系统投资约占全部投资的2%。
武汉工厂是整车厂,包含冲压、焊装、涂装和总装四大工艺车间,厂房及生产线呈流水线布置;襄樊工厂是机加工厂,包含发动机、变速箱、车桥三大总成生产车问,按总成加工工艺布置。
两个工厂的公用动力设施相对集中布置,厂区及车间内部实行人车分道,客货分流,减少物流路线交叉和往复。
神龙富康轿车的总装配线在武汉,但是装配所需的部件和零件则来自襄樊、武汉以及全国各地供应商,包括来自法国的进口件。
例如,装配所需要的发动机、变速箱等是从襄樊运来的,再加上在武汉生产的车身、车厢以及从全国各地,包括从法国购进来的一些进口零部件分别上线进行装配,最后装成一台完整的汽车。
生产出来的神龙轿车又要分销到全国各个城市各个地方。
神龙公司在全国设立了20个商务代表处,构成了全国的分销网络。
像神龙公司这样,一车涉及全国,甚至整个世界,是一种典型的物流系统,而且是一种典型的大物流系统。
1.搭建神龙特色的物流系统2007年11月,神龙公司与整合后的六家供应商中转库签署了服务协议,对中转库管理进行了进一步规范。
这标志着神龙公司在零部件物流管理和控制方面有效延伸至上游供应商,同时,也标志着神龙公司精益物流战略正在向更深层次发展。
物流是企业所需的原材料、零部件和生产的产品及与其相伴的信息和资金的流动过程。
业内人士认为,物流是继降低材料成本和人力成本之后,企业提高自身赢利能力的“第三利润源”。
jit精益生产准时化物流看板均衡化流程化

11. 推动式生产:(Push Production )是指按照MRP 的计算逻辑,各个部门都是按照公司规定的生产计划进行生产。
上工序无需为下工序负责,生产出产品后按照计划把产品送达后工序即可,这种方式称之为推动式生产。
2. 拉式生产:就是指一切从市场需求出发,根据市场需求来组装产品,借此拉动前面工序的零部件加工3.制造过程时间:加工时间和停滞时间之和,资料显示,一般停滞时间占整个生产时间的80-90%。
3.产生停滞的原因与解决方法:4.准时化生产计划体系:25.目视管理:利用形象直观而又色彩适宜的各种视觉感知信息来组织现场生产活动,达到提高劳动生产率的一种管理手段,也是一种利用视觉来进行管理的科学方法。
6. 生产看板例图:7.领料看板例图:8.看板数量计算:S L D B+=CL D N )1(α+=B 为订货点库存量; 为平均日/小时需求量(单位时间);L 为采购/生产提前期; S为安全库存量;N 为看板的数量; a 为安全系数;C 为盛放物料容器的容量。
L 为工序内生产看板摘下至要求生产的物料送达到存放处所需要的时间,简称为生产过程时间(生产看板循环时间、生产看板周转时间),一般包括看板回收时间、物料加工时间、物料搬运时间和等待时间等。
3S T L D M ++=)(CT T L D N s )(++=M 为基准量; 为平均日需求量;L 为采购提前期;T 为定货间隔期,S 为安全库存量;N 为看板的数量; Ts 为安全库存时间;C 为盛放物料容器的容量。
T 为两次领取之间的时间间隔,也叫做看板周期;Ts 为安全库存时间,相当于零部件在存放处的停留时间。
L+T 也称为领取看板循环时间 。
9.厂外物流:大型企业各专业厂间的运输物流或独立工厂与材料、配件供应厂之间的物流。
10.厂内物流:包括车间之物流、生产线物流和受入物流。
受入物流(生产线物流、配货场物流、集货场物流。
11.三个基本原则:一、生产线物流的基本原则:(1)操作人员安排尽量紧凑,减少走动浪费。
丰田公司物流管理战略
则极为重要。
2、 全面质量管理
强调质量是生产出来而非检验出来的,由
生产中的质量管理来保证产品的最终质量。在每道工序进行时
均注意质量的检测与控制,保证及时发现质量问题,培养每位
员工的质量意识。如果发现问题,立即停止生产,直至解决,
从而保证不出现对不合格产品的失效加工。
3、 团队工作方法(Team Work)
丰田公司背景介绍
• 丰田汽车公司(Toyota)是一家总部设在日本爱知县丰田 市和东京都文京区的汽车工业制造公司,隶属于日本三井 产业财阀。丰田汽车公司简称“丰田”,创始人为丰田喜 一郎。1929年底,丰田喜一郎亲自考察了欧美的汽车工业。 1933年,在“丰田自动织布机制造所”设立了汽车部。
• 丰田是世界十大汽车工业公司之一,日本最大的汽车公司。 早期的丰田牌、皇冠、光冠、花冠汽车名噪一时,近来的 克雷西达、凌志豪华汽车也极负盛名。丰田汽车公司自 2008始逐渐取代通用汽车公司而成为全世界排行第一位的 汽车生产厂商。
丰田公司的三个椭圆的标志是从1990年初开 始使用的。标志中的大椭圆代表地球,中间由两个 椭圆垂直组合成一个T字,代表丰田公司。它象征
丰田公司立足于未来,对未来的信心和雄心。
• 丰田的产品范围涉及汽车、钢铁、机床、 电子、纺织机械、纤维织品、家庭日用品、 化工、建筑机械及建筑业等。1993年,总 销售额为852.83亿美元,位居世界工业公 司第5位。全年生产汽车445万辆,占世界 汽车市场的9.4%。目前,丰田是世界第 三大汽车公司,在世界汽车生产业中有着 举足轻重的作用。
1、 拉动式准时化生产
要求以最终用户的需求为生产起点,
强调物流平衡,追求零库存,要求上一道工序加工完的零件立
即进入下一道工序。生产线依靠看板传递信息。生产节拍由人
“零库存”管理的典型
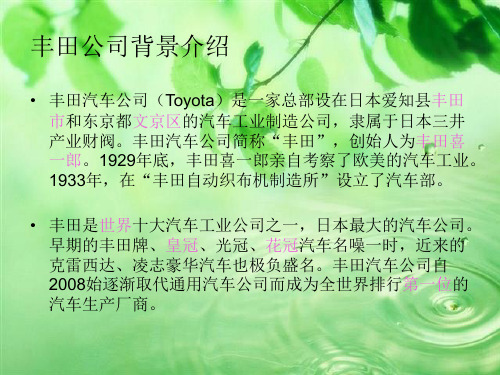
案例11 “零库存”管理的典型----丰田看板方式丰田公司的看板管理是一种生产现场管理方法。
它是利用卡片作为传递作业指示的控制工具,将生产过程中传统的送料制改为取料制,以“看板”作为“取货指令”、“运输指令”、“生产指令”进行现场生产控制。
看板有助于实现整个生产过程的准时化、同步化和库存储备最小化,即零库存。
1.原理(详见教材P68)看板管理的基本原理如下图所示:由上图可以看出:“看板管理”是由代表客户需求的订单开始,根据订单按产品结构自上而下进行分解,得出完成订单所需零部件的数量。
在生产过程中,看板起到指令的作用,通过看板的传递或运动来控制物流。
2.形式(详见教材P68)看板形式很多。
常见的有塑料夹内装着的卡片或类似的标识牌、存件箱上的标签、流水生产线上各种颜色的小球或信号灯、电视图像等。
看板主要可以分为生产看板和取货看板两种不同的类型。
(1)生产看板生产看板是在工厂内指示某工序加工制造规定数量工件所用的看板,内容包括:需要加工工件的件号、件名、类型、工件存放位工件背面编号、加工设备等,如表1(2)取货看板取货看板是后工序的操作者按看板上所列件号、数量等信息,到前工序领取零部件的看板。
它指出应领取的工件件号、件名、类型、工件存放位置、工件背面编号、前加工工序号、后加工工序号等,如表2所示。
3.过程日本丰田公司利用看板进行生产现场管理的过程如下图2所示。
图2中,在总装配线上有许多工位,每个工位有相应的存料点。
各加工线上有多个工序,每个工序附近有两个存料点:一为进口存料点;二为出口存料点。
4.评述怎样实现零库存,一直以来是现代企业在进行库存控制时所追求的最佳状态,现在普遍认为从理论上实现零库存的途径有如下几种:①委托营业仓库存储和保管货物。
②推行配套生产和“分包销售”的经营制度。
③实行“看板供货”制度。
④依靠专业流通组织,准时而均衡供货。
(1)特点与启示①丰田看板方式的特点是在企业内部各工序之间,采用固定格式的卡片由下一个环节根据自己的生产节奏逆向向上一个环节提出供货要求,上一个环节则根据卡片上指定的供应数量品种等即时组织供货。
常见6种物流模式对比
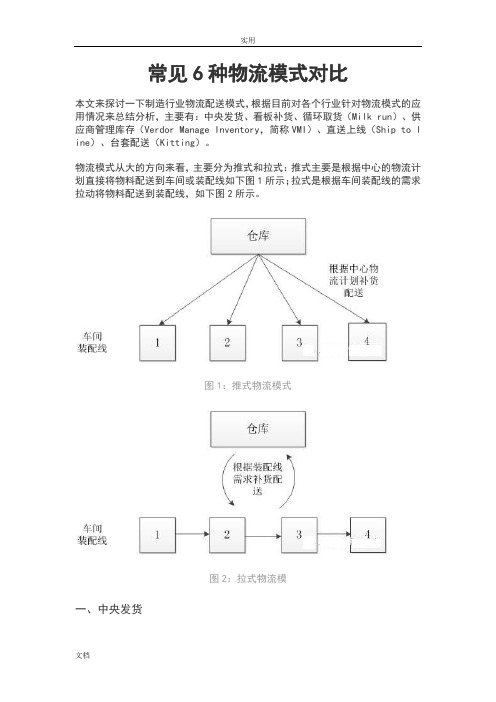
常见6种物流模式对比本文来探讨一下制造行业物流配送模式,根据目前对各个行业针对物流模式的应用情况来总结分析,主要有:中央发货、看板补货、循环取货(Milk run)、供应商管理库存(Verdor Manage Inventory,简称VMI)、直送上线(Ship to l ine)、台套配送(Kitting)。
物流模式从大的方向来看,主要分为推式和拉式:推式主要是根据中心的物流计划直接将物料配送到车间或装配线如下图1所示;拉式是根据车间装配线的需求拉动将物料配送到装配线,如下图2所示。
图1:推式物流模式图2:拉式物流模一、中央发货中央发货是一种推式的物流模式,即直接根据主生产计划来计算车间物料需求,定期将物料从中央仓库配送到车间。
这种方式的优点是管理简单、操作简洁,缺点是不考虑车间装配线的实际情况导致库存高。
虽然随着生产方式的改变,这种物流模式已经逐渐被淘汰,但是从物料分析的角度来看,目前有些情况还是适合应用该模式的。
二、看板补货看板补货是一种拉式的物流模式,指在车间或装配线边设置物料存储区域,并对每种物料设置最高库存和最低库存,低于最低库存水平时看板拉动实现补货,如下图3所示。
其分为单一看板和双看板,单一看板是指只有一个环节的看板补货即从供应商直接补货到车间,双看板是指从供应商到配送中心再到车间两个环节的补货。
最高库存和最低库存水平则根据物料需求信息及相关分析来设定。
图3:看板补货流程看板补货的优点是根据需求拉动,降低库存水平;缺点是占用车间或装配线的空间较多。
其目前的应用主要在小体积的通用性物料。
三、循环取货(milk run)循环取货(milk run)通常由制造商或者物流公司根据确定的取货路线、频次、时间窗到若干个供应商处依次取货,最后汇集并送到区域配送中心或者总装配企业车间,在此过程中还配合完成空容器的流转,即在上门取货前将空容器装车,到达供应商处先将对应空容器卸下再取货。
如下图4所示。