聚乙烯的注塑成型条件
常用塑料注塑工艺参数
六、聚乙烯(PE)塑料注塑工艺特性与工艺参数的设定
1、吸湿性小(<0.01%),成型前可不干燥;必要时,可在70~ 80℃下,干燥1~2h。
3、HIPS中可以掺入PS使用。随着PS掺入量的增加,熔体流动 性变好,制品的刚性、表面光洁度提高,但脆性也加大。
4、典型HIPS--奇美公司的POLYREX®,如PH-88(高冲击级)
的主要加工参数
பைடு நூலகம்
四、ABS塑料注塑工艺特性与工艺参数的设定
1、其结构中有极性基团,所以易吸湿。加工前通常要进行干燥, 以消除制品上因水份而产生的银纹及气泡等缺陷。干燥条件 为:在80~90℃的循环热风干燥器中干燥2~4h。
七、RPVC注塑工艺特性与工艺参数的设定
1、RPVC是典型的热敏性塑料。经过稳定化的RPVC即使在不太高的温度 下如180℃,如果时间很长(如40min以上)仍会导致RPVC严重分解。 所以要严格控制成型温度和物料在料筒中的停留时间。RPVC的成型温度 范围在160~200℃之间。通常为160~190℃,最高不超过200℃;料筒 温度分布通常采用阶梯式设置;喷嘴温度应比料筒末端温度低10~20℃。
设备的温度控制系统应指标准确,反应灵敏;
螺杆长径比可小些,螺杆头部呈尖头;螺杆的压缩比为2~2.5, 螺杆的三段长度可分别设置为40%、40%和20%;
选用孔径的通用喷嘴,并配有加热控温装置;
掌握好清洗料筒的技术;
注意温升程序,并在料筒升温过程中,应密切注意温升情况。
料筒内的物料是否过热,可通过主流道料的表面是否有棕色条纹 来判断。如果主流道的料有棕色条纹,则说明料筒内的塑料已过 热,应立即采取措施,对料筒进行清洗,切不可继续操作;
hdpe注塑工艺条件

hdpe注塑工艺条件
摘要:
1.HDPE 的概述
2.HDPE 注塑工艺的流程
3.HDPE 注塑工艺的条件
4.HDPE 注塑工艺的优点与不足
正文:
一、HDPE 的概述
HDPE,即高密度聚乙烯,是一种具有优良性能的塑料材料。
它具有耐腐蚀、耐磨损、耐冲击、耐低温等性能,且具有良好的介电性能和化学稳定性,因此在各个领域都有广泛应用,如包装、容器、建筑等。
二、HDPE 注塑工艺的流程
HDPE 注塑工艺是指将HDPE 颗粒通过熔融、注射、冷却等过程,形成所需形状的制品。
具体流程包括:原料准备、熔融、注射、冷却、脱模等环节。
三、HDPE 注塑工艺的条件
1.温度:熔融温度是影响HDPE 注塑工艺的关键条件。
温度过高,会导致材料降解,影响制品的性能;温度过低,会导致熔融不充分,影响注射和成型效果。
2.压力:注射压力的大小直接影响到制品的尺寸和表面质量。
压力过大,会导致制品变形;压力过小,会导致注射不足,影响制品的尺寸和形状。
3.速度:注射速度的快慢影响到制品的成型效果。
速度过快,会导致制品
表面粗糙;速度过慢,会导致注射不足,影响制品的尺寸。
4.模具:模具的设计和质量直接影响到制品的形状和质量。
设计不合理的模具,会导致制品变形或注射不足;质量不好的模具,会影响制品的表面质量。
四、HDPE 注塑工艺的优点与不足
优点:制品密度高、尺寸精度高、表面光滑、耐腐蚀性能好。
不足:制品易出现熔痕、制品强度较低、易变形。
关于温度、时间以及压力对聚乙烯PE的注塑成型的影响

关于温度、时间以及压力对聚乙烯PE的注塑成型的影响模具081班方毅20081018随着聚乙烯(PE)在市场上的应用越来越广,而且对它的研究也越来越深入。
所以我们来谈谈聚乙烯在加工工艺中温度、时间以及压力对它的影响。
首先,了解聚乙烯材料。
聚乙烯英文名称:polyethylene ,简称PE,是乙烯经聚合制得的一种热塑性树脂。
在工业上,也包括乙烯与少量α-烯烃的共聚物。
聚乙烯无臭,无毒,手感似蜡,具有优良的耐低温性能(最低使用温度可达-70~-100℃),化学稳定性好,能耐大多数酸碱的侵蚀(不耐具有氧化性质的酸),常温下不溶于一般溶剂,吸水性小,电绝缘性能优良,但聚乙烯对于环境应力(化学与机械作用)是很敏感的,耐热老化性差。
聚乙烯的性质因品种而异,主要取决于分子结构和密度。
超高分子量聚乙烯的强度非常高,可以用来做防弹衣。
纯度99%以上的乙烯在催化剂四氯化钛和一氯二乙基铝存在下,在压力0.1-0.5MPa和温度65-75℃的汽油中聚合得到HDPE的淤浆。
经醇解破坏残余的催化剂、中和、水洗,并回收汽油和未聚合的乙烯,经干燥、造粒得到产品。
我国研制的一种聚乙烯材料,超过四十度时完全融化,低于十五度时完全凝固。
这是由于物体熔化吸热,凝固放热。
在温度较低时,聚乙烯材料凝固放热,使室温不至于太低。
而温度较高时,材料熔化吸热,使室温保持在一个较低的水平。
其次,我们来了解一下温度、时间、压力对PE塑料的成型工艺上的影响。
第一、塑料的成型工艺1)冷却时释放出的热量大,要充分冷却,高模温成型时注意冷却时间的控制;2)熔态与固态时的比重差大,成型收缩大,易发生缩孔、气孔,要注意保压压力的设定;3)模温低时,冷却快,结晶度低,收缩小,透明度高。
结晶度与塑件壁厚有关,塑件壁厚大时冷却慢结晶度高,收缩大,物性好,所以结晶性塑料应按要求必须控制模温;4)各向异性显著,内应力大,脱模后未结晶折分子有继续结晶化的倾向,处于能量不平衡状态,易发生变形、翘曲,应适当提高料温和模具温度,中等的注射压力和注射速度。
(塑料橡胶材料)常用塑料的注塑工艺参数

常用塑料的注塑工艺参数一、高密度聚乙烯(HDPE)料筒温度喂料区30~50℃(50℃)区1 160~250℃(200℃)区2 200~300℃(210℃)区3 220~300℃(230℃)区4 220~300℃(240℃)区5 220~300℃(240℃)喷嘴220~300℃(240℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度220~280℃料筒恒温220℃模具温度20~60℃注射压力具有很好的流动性能,避免采用过高的注射压力80~140MPa(800~1400bar);一些薄壁包装容器除外可达到180MPa (1800bar)保压压力收缩程度较高,需要长时间对制品进行保压,尺寸精度是关键因素,约为注射压力的30%~60%背压5~20MPa(50~200bar);背压太低的地方易造成制品重量和色散不均注射速度对薄壁包装容器需要高注射速度,中等注射速度往往比较适用于其它类的塑料制品螺杆转速高螺杆转速(线速度为1.3m/s)是允许的,只要满足冷却时间结束前就完成塑化过程就可以;螺杆的扭矩要求为低计量行程0.5~4D(最小值~最大值);4D的计量行程为熔料提供足够长的驻留时间是很重要的残料量2~8mm,取决于计量行程和螺杆直径预烘干不需要;如果贮藏条件不好,在80℃的温度下烘干1h就可以回收率可达到100%回收收缩率 1.2~2.5%;容易扭曲;收缩程度高;24h后不会再收缩(成型后收缩)浇口系统点式浇口;加热式热流道,保温式热流道,内浇套;横截面面积相对小,对薄截面制品已足够机器停工时段无需用其它材料进行专门的清洗工作;PE耐温升料筒设备标准螺杆,标准使用的三段式螺杆;对包装容器类制品,混合段和切变段几何外形特殊(L:D=25:1),直通喷嘴,止逆阀二、聚丙烯(PP)料筒温度喂料区30~50℃(50℃)区1 160~250℃(200℃)区2 200~300℃(220℃)区3 220~300℃(240℃)区4 220~300℃(240℃)区5 220~300℃(240℃)喷嘴220~300℃(240℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度220~280℃料筒恒温220℃模具温度20~70℃注射压力具有很好的流动性能,避免采用过高的注射压力80~140MPa(800~1400bar);一些薄壁包装容器除外可达到180MPa (1800bar)保压压力避免制品产生缩壁,需要很长时间对制品进行保压(约为循环时间的30%);约为注射压力的30%~60%背压5~20MPa(50~200bar)注射速度对薄壁包装容器需要高的注射速度(带蓄能器);中等注射速度往往比较适用于其它类的塑料制品螺杆转速高螺杆转速(线速度为1.3m/s)是允许的,只要满足冷却时间结束前完成塑化过程就可以计量行程0.5~4D(最小值~最大值);4D的计量行程为熔料提供足够长的驻留时间是很重要的残料量2~8mm,取决于计量行程和螺杆转速预烘干不需要;如果贮藏条件不好,在80℃的温度下烘干1h就可以回收率可达到100%回收收缩率 1.2~2.5%;收缩程度高;24h后不会再收缩(成型后收缩)浇口系统点式浇口或多点浇口;加热式热流道,保温式热流道,内浇套;浇口位置在制品最厚点,否则易发生大的缩水机器停工时段无需用其它材料进行专门的清洗工作;PP耐温升料筒设备标准螺杆,标准使用的三段式螺杆;对包装容器类制品,混合段和切变段几何外形特殊(L:D=25:1),直通喷嘴,止逆阀三、聚苯乙烯(PS)料筒温度喂料区30~50℃(50℃)区1 160~250℃(200℃)区2 200~300℃(210℃)区3 220~300℃(230℃)区4 220~300℃(230℃)区5 220~300℃(230℃)喷嘴220~300℃(230℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度220~280℃料筒恒温220℃模具温度15~50℃注射压力具有很好的流动性能,避免采用过高的注射压力80~140MPa(800~1400bar)保压压力注射压力的30%~60%;相对较短的保压时间背压5~10MPa(50~100bar);在背压太低的地方,熔料中易产生气泡(制品中有灰黑纹路)注射速度普遍较快,多级注射以制品形状为依据;对薄壁的包装容器应该尽可能快,必要时使用蓄能器螺杆转速高螺杆转速(最大线速度为1.3m/s)是允许的;但为取得好的效果,塑化过程应该缓慢同冷却时间一样计量行程0.5~4D(最小值~最大值);4D的计量行程为熔料提供足够长的驻留时间是很重要的残料量2~8mm,取决于计量行程和螺杆转速预烘干不需要;如果贮藏条件不好,在80℃的温度下烘干1h就可以回收率可达到100%回收收缩率0.3%~0.6%浇口系统点式浇口;加热式热流道,保温式热流道,内浇套;相对较小的横截面为足够机器停工时段无需用其它材料进行专门的清洗工作;PS耐温升料筒设备标准螺杆,直通喷嘴,止逆阀四、聚氯乙烯-未增塑(PVC-U)料筒温度喂料区30~50℃(50℃)区1 140~160℃(150℃)区2 165~180℃(170℃)区3 180~210℃(190℃)区4 180~210℃(200℃)区5 180~210℃(200℃)喷嘴180~210℃(200℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度210~220℃料筒恒温120℃模具温度30~60℃注射压力80~160MPa(800~1600bar)保压压力不可设置太高,注射压力的40~60%,以模件和浇口为依据背压鉴于它的热敏感性,正确设置背压是很关键的;螺杆转动摩擦产生的热量(关闭热量输入控制)比从料筒加热圈产生的热量更好;背压不超过30MPa(300bar)注射速度不要设置太高并小心物料产生剪切效应;制品易产生变性或锐边的地方,应绝对需要多级注射速度螺杆转速使用允许的最低设置,最大速度折合线速度为0.2m/s;如果必要,延迟塑化以确保在冷却时间长的情况下,计量操作在低螺杆转速时能在冷却时间结束前完成;需要高扭矩并保持均匀计量行程 1.0~3.5D残料量应较小:1~5mm,取决于计量行程和螺杆直径;螺杆在安装料筒时确保最小配合预烘干如果贮藏条件不好,在70℃的温度下烘干1h就可回收率允许在材料没有热分解的状态下再生利用收缩率0.5%~0.7%浇口系统直浇口,片式浇口或圆片式浇口较好,对小的制品也可采用点式浇口;浇口朝着制品的方向应有圆弧过渡机器停工时段关闭加热,无背压塑化,允许熔料驻流2~3mm,然后像挤出机那样缓慢操作机器;重复操作直到料筒温度降到160℃,然后挤出余料,清空料筒料筒设备硬质PVC螺杆;有些需要料筒有加热圈和冷空气吹气装置;螺杆头有螺槽或没有螺槽,直通喷嘴五、增塑聚氯乙烯(P-PVC)料筒温度喂料区30~50℃(50℃)区1 140~160℃(150℃)区2 150~180℃(165℃)区3 160~220℃(180℃)区4 160~220℃(190℃)区5 160~220℃(190℃)喷嘴160~220℃(200℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度200~220℃料筒恒温120℃模具温度30~50℃注射压力80~120MPa(800~1200bar)保压压力注射压力的30%~60%背压5~10MPa(50~100bar)注射速度为了获得好的表面质量,注射不应该太快(如果必要,采用多级注射)螺杆转速设置中等螺杆转速,最大折合线速度为0.5m/s计量行程 1.0~3.5D残料量2~6mm,取决于计量行程和螺杆直径预烘干不需要;只有在贮藏条件不好,在70℃的温度下烘干1h就可回收率允许在材料没有热分解的状态下再生利用收缩率1%~2.5%浇口系统对小的制品可采用点式浇口;浇口朝着制品的方向应有圆弧过渡机器停工时段关闭加热,无背压塑化,操作几次挤出循环料筒设备标准螺杆,止逆环,直通喷嘴六、尼龙6(PA6)料筒温度喂料区60~90℃(70℃)区1 230~240℃(240℃)区2 230~240℃(240℃)区3 240~250℃(250℃)区4 240~250℃(250℃)区5 240~250℃(250℃)喷嘴230~240℃(250℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1喂料区和区1的温度是直接影响喂料效率,提高这些温度可使喂料更平均熔料温度240~250℃料筒恒温220℃模具温度60~100℃注射压力100~160MPa(1000~1600bar),如果是加工薄截面长流道制品(如电线扎带),则需要达到180MPa(1800bar)保压压力注射压力的50%;由于材料凝结相对较快,短的保压时间已足够。
PET 注塑工艺

PET (聚乙烯对苯二甲酸)典型应用✍ 汽车(结构零件如后视镜,格子护栏,电气零件如照射灯反射镜与发电机盖子)✍ 电气器具(马达盖子,电气连接器,继电器与开关,微波炉内器皿)✍ 工业应用(家俱,椅子,扶手,泵壳及手用工具)射出成型加工条件干燥:成型前进行干燥很重要.PETs 材料对水解非常敏感.建议干燥条件120 -165 C (248 -329 F) 4 小时.水分小于0.02%.熔化温度:未充填级别:265 -280 C (509 -536 F)玻璃增强级别:275 -290 C (527 -554 F)模具温度:80 -120 C (176 -248 F)(较佳范围:100 -110 C;(212 -230 F)射出压力:(300 -1,300 bar ;4,350 -19,000 psi)射出速度: 高速但不造成脆化流道与浇口可以使用任何常用的浇口类型;浇口应该为产品厚度的50 -100%.化学与物理特性PET 是芳香族的聚合物,由(TPA) 或乙烷脂酸(DMT)及乙烯乙二醇(EG)聚合形成.玻璃转换过渡温度大约为165 C (330 F)原料在120 -220 C(248 -428 F)温度范围内结晶.PET 在高温时对湿气非常敏感,当以玻纤增强时具有过大变形. 结晶成型具有高模系数,光泽与热变形温度. 通过增加如MICA的特殊填充物可以将变形降至最低.当模具温度较低时,未填充的PET材料可以达到透明的成型.主要厂商✍ DuPont (Rynite)✍ Eastman Chemical (Eastapak)✍ Hoechst Celanese (Impet),✍ Allied Signal (Petra)[此文档可自行编辑修改,如有侵权请告知删除,感谢您的支持,我们会努力把内容做得更好]。
聚乙烯及其共聚物
聚乙烯及其共聚物聚乙烯(Polyethylene,简称PE),是半结晶性高分子化合物。
在分子链中仅含有C、H两种元素,其分子结构式为一(CH2一CH2一)n,相对分子质量都在1500以上,它是非极性物质。
乙烯单体聚合有高压法、中压法与低压法。
此外,尚有流化床气相法、浆料浆料法、溶液法生产支链少的线型低密度聚乙烯法。
聚乙烯有很好的性能,如可以耐-70℃的低温,耐化学药品腐蚀性,耐辐射性,优异的电绝缘性能等。
由于聚乙烯结晶的程度和分子量的不同,其密度、机械强度诸特性也均不相同。
因此聚乙烯可根据密度和分子量来分类:低密度聚乙烯(LDPE), 密度为0.910~0.925g/cm3,中密度聚乙烯(MDPE), 密度为0.926~0.940g/cm3,高密度聚乙烯(HDPE), 密度为0.941~0.965g/cm3,线性低密度聚乙烯(LLDPE), 密度为0.915~0.931g/cm3,一、低密度聚乙烯(LDPE)低密度聚乙烯(LDPE)也叫做高压聚乙烯,是由乙烯单体聚合而成。
低密度聚乙烯由于按游离基聚合历程进行反应,所以易发生链转移,产品中存在大量支链结构,分子结构缺乏规整性,因此LDPE的结晶度较小,为65% ~75%,密度较低,为0.910~0.93g/cm3,分子量一般为25000左右。
LDPE的电绝缘性能良好,基本不受温度和频率的影响。
其力学性能、化学性、热性能、透气性、耐老化性能均良好。
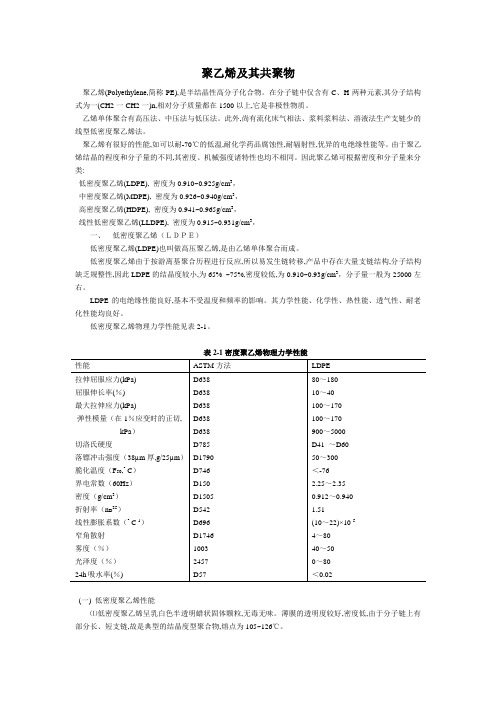
低密度聚乙烯物理力学性能见表2-1。
表2-1密度聚乙烯物理力学性能(一) 低密度聚乙烯性能⑴低密度聚乙烯呈乳白色半透明蜡状固体颗粒,无毒无味。
薄膜的透明度较好,密度低,由于分子链上有部分长、短支链,故是典型的结晶度型聚合物,熔点为105~126℃。
(2)有良好的韧性、耐低温性,脆化温度-60~-80℃,连续使用温度为82~100℃.其刚性小,蠕变性、热膨胀性大。
(3)电性能优,特别是高频绝缘性能优异。
(4)吸水性极低,具有良好的阴湿性,但对CO2、有机性臭气渗透性大,对水蒸气、空气的渗透性差。
浅叙聚乙烯塑料的性能特点与注塑工艺
浅叙聚乙烯塑料的性能特点与注塑工艺发表时间:2018-07-09T13:38:27.907Z 来源:《基层建设》2018年第12期作者:马振松胡聖思李谷男[导读] 摘要:聚乙烯为典型的热塑性塑料,是无臭、无味、无毒,手感似蜡的可燃性白色粉末。
抚顺石化公司乙烯化工厂聚乙烯车间辽宁抚顺 113004摘要:聚乙烯为典型的热塑性塑料,是无臭、无味、无毒,手感似蜡的可燃性白色粉末。
成型加工的PE树脂均是经挤出造粒的蜡状颗粒料,外观呈乳白色。
具有优良的耐低温性能,化学稳定性好,能耐大多数酸碱的侵蚀。
常温下不溶于一般溶剂,吸水性小,电绝缘性能优良。
关键词:聚乙烯塑料;性能特点;注塑工艺1聚乙烯塑料的主要组分聚乙烯(PE)是的塑料一种,人们常用的方便袋就是聚乙烯,它是最结构简单的高分子,也是应用最广泛的高分子材料。
聚乙烯的性能取决于它的聚合方式。
在中等压力有机化合物催化条件下进行聚合而成的是高密度聚乙烯(HDPE)。
这种条件下聚合的聚乙烯分子是线性的,且分子链很长,分子量高达几十万。
如果是在高压力(100~300)MPa,高温(190~210)℃,过氧化物催化条件下自由基聚合,生产出的则是低密度聚乙烯(LDPE),它是支化结构的。
聚乙烯无臭,无毒,手感似蜡,具有优良的耐低温性能(最低使用温度可达-70~-100℃),化学稳定性好,能耐大多数酸碱的侵蚀,常温下不溶于一般溶剂,吸水性小,电绝缘性能优良;但聚乙烯对于环境应力是很敏感的,耐热老化性差。
聚乙烯的性质因品种而异,主要取决于分子结构和密度。
聚乙烯的种类有:低密度聚乙烯、高压聚乙烯LDPE;线形低密度聚乙烯LLDPE;中密度聚乙烯、双峰树脂MDPE;高密度聚乙烯、低压聚乙烯HDPE;超高分子量聚乙烯UHMWPE;改性聚乙烯CPE、交联聚乙烯(PEX);乙烯共聚物乙烯-丙烯共聚物、EVA、乙烯-丁烯共聚物、乙烯-其它烯烃的共聚物、乙烯-不饱和酯共聚物(EAA、EMAA、EEA、EMA、EMMA、EMAH)。
常用塑料的注塑工艺
PE树脂准备
• 根据制品的需求,选择适合注射成型的树 脂。
• 聚乙烯的吸水率很低(<0.01%),成型中 水分的允许含量可达0.1%,不需要进行干 燥。
PE的成型工艺
• 注射温度LDPE160~200℃HDPE180~230 ℃ • 注射压力与注射速度,PE具有较好的熔体
流动性,应选用较低的注射压力,厚制品 注射压力为60~80MPa,一般在100MPa,特殊 在120MPa。 • 模具温度一般为35~70℃ • 成型周期 控制冷却时间,注射时间、保压 时间。
透明ABS
190~200 220~240 200~220 190~200 50~70 70~100 50~60
0~4 15~40 15~30 30~80 30~60
聚甲基丙烯酸甲酯PMMA
1. 工艺特性 2. 制品与模具 3. 树脂准备 4. 成型工艺 5. 注意事项
PMMA工艺特性
• 聚甲基丙烯酸甲酯为无定形聚合物,Tg为 105℃熔融温度大于160℃分解温度大于 270℃。
PP树脂准备
• 选择合适的树脂。 • 聚乙烯的吸水率<0.02%,成型中水分的允
许含量可达为0.05%,不需要对树脂进行干 燥。
PP的成型工艺
• 注射温度,PP的熔点温度为164~170℃分解 温度在300℃以上。料筒温度在220~280℃
• 注射压力选择较高的注射压力,以防止物 料在充模时冷却效应给流动性所带来的不 利影响。
取。 • 对设备无特殊要求。
PE制品与模具
• 制品:制品的壁厚与熔体的流动长度有关, LDPE流动比为280:1,HDPE流动比为230:1, 制品的壁厚一般为0.8~3.5mm
• 模具:为防止因收缩不均,方向性明显所 引起的翘取,应注意浇口位置的选择。PE 容易脱模,可采取强制脱模方式成型侧孔。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
聚乙烯的注塑成型条件
聚乙烯为结晶性原料,吸湿性极小,不超过0.01%,因此在加工前无需进行干燥处理。
聚乙烯分子联链柔性好,键间作用力小,熔体粘性低,流动性极好,因此成型时无需太高压力就能成型出薄壁长流程制品。
聚乙烯的收缩率范围大,收缩值大,方向性明显,LD聚乙烯收缩率为1.22%左右,HD聚乙烯收缩率在1.5%左右。
因此容易变形翘曲,模具冷却条件对收缩率的影响很大,故应该控制好模具温度,保持冷却均匀、稳定。
聚乙烯的结晶能力高,模具的温度对塑件的结晶状况有很较大的影响。
模温高,熔体冷却慢,塑件结晶度高,强度也就高。
聚乙烯的熔点不高,但比热容较大,因此塑化时仍需要消耗较多的热量,故要求塑化装置要有较大的加热功率,以便提高生产效率。
聚乙烯的软化温度范围较小,且熔体易氧化,因此在成型加工中应尽可能避免熔体与氧发生接触,以免降低塑件质量。
聚乙烯制件质地较软,且易脱模,因此当塑件有浅侧凹槽时可以强力脱模。
聚乙烯熔体的非牛顿性不明显,剪切速率的改变对粘度的影响较小,聚乙烯熔体粘度受温度的影响也较小。
聚乙烯熔体的冷却速度较慢,因此必须充分冷却。
模具应该有较好的冷却系统。
若聚乙烯熔体在注射时采用直接进料口进料,易增大应力和产生搜索不均匀及方向性明显的增大变形,因此应注意选择进料口参数。
聚乙烯的成型温度较宽,在流动状态下,温度的少许波动对注塑成型没有影响。
聚乙烯的热稳定性较好,一般在300度以下无明显的分解现象,对质量没什么影响。
聚乙烯的主要成型条件:
料筒温度:料筒温度主要是与聚乙烯的密度高低和熔体流动速率大小有关,另外还与注塑机的类型和性能,一级塑件的形状有关。
由于聚乙烯为结晶型聚合物,在熔融时晶粒要吸收一定热量,因此料筒温度应高于它的熔点10度。
度于LD聚乙烯来说,料筒温度控制在140-200℃,HD聚乙烯的料筒温度控制在220℃,料筒后部取最小值,前端取最大值。
模具温度:模温对塑件的结晶状况有较大影响,模温高,熔体结晶度高,强度高,但收缩率也会增大。
通常LD聚乙烯的模具温度控制在30℃-45℃,而HD聚乙烯的温度相应再高10-20℃。
注塑压力:提高注塑压力有利于熔料的充模,由于聚乙烯的流动性很好,因此除薄壁细长制品外,应该精良选择较低的注射压力,一般注射压力为
50-100MPa。
形状简单。
壁后较大的塑件,注射压力可以低些,反之则高。