油漆车间工艺操作流程
重工业油漆喷涂工艺流程

重工业油漆喷涂工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!Download Tip: This document has been carefully written by the editor. I hope that after you download, they can help you solve practical problems. After downloading, the document can be customized and modified. Please adjust and use it according to actual needs. Thank you!重工业油漆喷涂工艺流程:①表面预处理:使用抛丸、喷砂等方法清除工件表面的锈蚀、氧化皮及污垢,达到Sa2.5级清洁度标准,确保油漆附着良好。
②防护与遮蔽:对不需要喷涂的部位,如螺纹、孔洞等进行遮盖保护,以防油漆侵入。
③混合调配:根据油漆规格要求,精确调配油漆与固化剂、稀释剂比例,充分搅拌均匀。
④喷涂前准备:检查并调试喷漆设备,如喷枪、空气压缩机等,确保压力稳定,喷嘴畅通无阻。
⑤试喷与调整:在小面积或试板上进行试喷,调整喷枪距离、角度、速度,以达到理想的漆膜厚度和外观效果。
⑥正式喷涂:按层次逐步喷涂,通常包括底漆、中涂、面漆等多道工序,每道喷涂后需适当干燥。
⑦干燥固化:依据油漆类型和环境条件,自然干燥或进入烘烤炉加速固化过程。
⑧检查与修补:干燥后,检查漆面是否有缺陷,如流挂、橘皮、颗粒等,必要时进行打磨和修补。
⑨表面处理:对完成固化的漆面进行抛光、打蜡等处理,提升光泽度和耐候性。
⑩清洁与收尾:清理作业现场,收集废弃物,妥善处理剩余油漆材料,确保环境安全与卫生。
此流程确保重工业产品的油漆涂层具有良好的防护性能和外观质量,适应复杂恶劣的工作环境。
油漆的工艺流程

油漆的工艺流程油漆是一种常用的表面涂料,用于美化物体表面、保护物体表面,以及改善物体表面的性能。
油漆的工艺流程包括原料准备、配料、搅拌、过滤、施工等多个环节,下面将对油漆的工艺流程进行详细介绍。
1. 原料准备油漆的主要原料包括树脂、颜料、溶剂等。
在工艺流程开始之前,需要对这些原料进行准备。
首先是树脂,树脂是油漆的主要成分,可以提供油漆的附着力和耐久性。
常用的树脂有丙烯酸树脂、醇酸树脂、酚醛树脂等。
其次是颜料,颜料是油漆的着色剂,可以赋予油漆不同的颜色。
常用的颜料有氧化铁、钛白粉、碳黑等。
最后是溶剂,溶剂可以使油漆的成分均匀混合,并在施工后迅速挥发,使油漆固化。
常用的溶剂有矿物油、醇类、酮类等。
2. 配料在原料准备完成之后,需要对各种原料进行配料。
首先是树脂,树脂的配料需要根据油漆的使用要求来确定。
一般来说,树脂的配料量应该根据颜料的种类和使用要求来确定。
其次是颜料,颜料的配料需要根据油漆的颜色来确定。
不同的颜色需要不同种类和比例的颜料。
最后是溶剂,溶剂的配料需要根据油漆的使用要求来确定。
一般来说,溶剂的配料量应该根据油漆的使用要求和环境条件来确定。
3. 搅拌配料完成后,需要对原料进行搅拌。
搅拌的目的是将各种原料充分混合,使油漆的成分均匀。
搅拌的时间和速度需要根据油漆的成分和使用要求来确定。
一般来说,搅拌时间越长,油漆的成分混合越均匀,油漆的质量越好。
4. 过滤搅拌完成后,需要对油漆进行过滤。
过滤的目的是去除油漆中的杂质和颗粒,使油漆的质量更加纯净。
过滤的方式有多种,常用的有网状过滤器、离心过滤器等。
过滤后的油漆质量更加稳定,可以提高油漆的涂装效果。
5. 施工最后是油漆的施工。
油漆的施工包括喷涂、刷涂、滚涂等多种方式。
施工的方式需要根据油漆的使用要求和涂装对象来确定。
施工完成后,油漆需要进行干燥和固化,使油漆的成膜性能更好。
综上所述,油漆的工艺流程包括原料准备、配料、搅拌、过滤、施工等多个环节。
每个环节都需要严格控制,以确保油漆的质量和使用效果。
油漆工艺标准及流程讲解 共30页PPT资料
使用行灯
涂饰工程
1. 滚涂法:将蘸取漆液的毛辊先按“之”方式运动将涂料均匀涂在 基层上,然后用不蘸取漆液的羊毛辊筒紧贴基层上下、左右来回 滚动,使漆液在基层上均匀展开,阴角及上下口宜采用小滚筒刷 涂找齐。
2. 喷涂法:喷枪压力宜控制在0.4~0.8MPa范围内。喷枪与墙面应保 持垂直500mm左右,匀速平行移动。两行重叠宽度宜控制在喷涂宽 度的1/3。
2. 黏贴施工时先刷白乳胶,黏贴时注意牛皮纸中心粘贴在 缝隙上,阴阳角处牛皮纸接头的黏贴需重叠在一起,牛 皮纸完全铺平在白乳胶上后,用棕毛刷从牛皮纸中间往 两边铺平直到无气泡为止,刷时不宜用力过大,以免破 坏牛皮纸及牛皮纸干透后的缩紧导致两端接头不能衔接。
3. 白的确良布与白乳胶的黏贴,先用旧滚筒在处理过的墙 面上满滚涂白乳胶,按贴墙纸的施工标准进行黏贴。白 的确良布的中心应在缝隙上。每道接缝必须粘贴两层牛 皮纸。
更多精品资源请访问
docin/sanshengshiyuan doc88/sanshenglu
墙、顶面的基层处理
1. 用2米铝合金放样找出悬殊太大的不平之 处,并做好记号。
2. 顶面平整度悬殊大于2cm顶面找平时,绝 对不允许一次性找平完整,必须在第一遍 完全干透的情况下再进行第二次找平。顶 面找平时成品腻子在搅拌过程中适量的加 入少许浓缩通用建筑胶来增强腻子的连接 度和强度。
3. 成品腻子批刮时应注意每一批刮接头是 否收光以免大面积平整而局部出现高低, 第一遍与第二遍腻子批刮建议纵向和横 向交叉批刮来增强平整度。
部分必须铲除扫除浮灰再涂浓缩通用建筑胶水待干透后
用石膏粉加浓缩通用建筑胶水搅拌均匀补平,待完全干
透后用宽1米的确良布加白乳胶进行满黏贴。如;局部龟
裂,先用墙纸刀片割缝处理,扫除缝隙中的浮灰涂浓缩
生产油漆工艺流程
生产油漆工艺流程
《生产油漆工艺流程》
油漆是一种涂料,通常由颜料、溶剂和树脂组成,可以涂在建筑物、汽车、家具等物体表面以起到装饰和防护作用。
油漆的生产工艺流程通常包括原料准备、颜料分散、研磨、过滤、调制、包装等多个步骤。
首先,生产油漆的第一步是原料准备。
这包括各种颜料、树脂和溶剂的选购和储存。
颜料的选择是十分重要的,它决定了油漆的颜色、遮盖力和耐久性。
树脂是油漆的主要成分之一,它们决定了油漆的粘附力和耐久性。
溶剂则是用来稀释油漆和调整油漆的流变性。
接下来是颜料分散,这一步骤是把颜料和树脂混合均匀,保证颜料的分散度和稳定性。
然后是研磨,通过高速搅拌器或者珠磨机将颜料和树脂进一步混合和研磨,使颜料达到细腻和光滑。
在研磨之后,需要对油漆进行过滤,以去除其中的杂质和固体颗粒。
随后是调制过程,这一步骤是向研磨好的油漆中添加助剂,比如稀释剂、消泡剂、抗UV剂等,以提高油漆的特性和性能。
最后是包装,把处理好的油漆灌装成各种规格的包装,比如桶装、罐装或者散装。
除了上述的基本步骤,油漆生产过程中还需要对产品进行质量
检验和环保控制。
油漆生产是一个复杂的工艺流程,需要严格控制各个环节,以确保生产出优质的油漆产品。
油漆施工工艺

油漆施工工艺1、工艺流程(1)处理基层:用刮刀或玻璃片将表面的灰尘、胶迹、锈斑刮干净,注意不要刮出毛刺。
(2)磨砂纸:将打磨层磨光,顺木纹打磨,先磨线后磨四口平面。
(3)润油粉:用棉丝蘸油粉在木材表面反复擦涂,将油粉擦进棕眼,然后用麻布或木丝擦净,线角上的余粉用竹片剔除。
待油粉干透后,用1号砂纸顺木纹轻打磨,打倒光滑为止。
保护棱角。
(4)满批油腻子:颜色要浅于样板1-2成,腻子油性大小适宜。
用开刀将腻子刮入钉孔、裂缝等内,刮腻子时要横抹竖起,腻子要刮光,不留散腻子。
待腻子干透后,用1号砂纸轻轻顺纹打磨,磨至光滑,潮布擦粉灰。
(5)刷油色:涂刷动作要快,顺木纹涂刷,收刷、理油时都要轻快,不可留下接头刷痕,每个刷面要一次刷好,不可留有接头,涂刷后要求颜色一致、不盖木纹,涂刷程序同刷铅油一样。
(6)刷第一道清漆:刷法与刷油色相同,并应使用已磨出口的旧刷子。
待漆干透后,用1号旧砂纸彻底打磨一遍,将头遍漆面先基本磨掉,再用潮布擦干净。
(7)复补腻子:使用牛角腻板、待色腻子要收刮干净、平滑、无腻子疤痕,不可损伤漆膜。
(8)修色:将表面的黑斑、节疤、腻子疤及材色不一致处拼成一色,并绘出木纹。
(9)磨砂纸:使用细纱纸轻轻往返打磨,再用潮布擦净粉末。
(10)刷第二、三道清漆:周围环境要整洁,操作同刷第一道清漆,但动作要敏捷,多刷多理,涂刷饱满、不流不坠、光亮均匀。
涂刷后一道油漆前应打磨消光。
3、质量标准(1)主控项目①溶剂型涂料涂饰工程所选用涂料的品种、型号和性能应符合设计和国家、行业规定规范的标准要求(检查方法:检查产品合格证、性能检测报告和进场验收记录)。
②溶剂型涂料涂饰工程的颜色、光泽、图案应符合设计要求。
③溶剂型涂料涂饰工程应涂饰均匀、粘结牢固,不得漏刷、透底、起皮和返锈。
④基层腻子应平整、坚实、牢固、无粉化、无起皮和裂缝。
(2)一般项目(3)质量记录①材料应有合格证、环保检测报告。
②工程验收应有质量验评资料。
油漆车间主要工艺过程
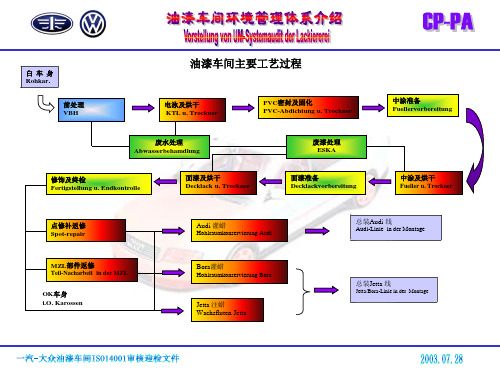
前处理 VBH
油漆车间主要工艺过程
电泳及烘干 KTL u. Trockner
PVC密封及固化 PVC-Abdichtung u. Trockner
废水处理 Abwasserbehamdlung
修饰及终检 Fertigstellung u. Endkontrolle
面漆及烘干 Decklack u. Trockner
B
o
I.O. r
Bora a
zu O
A4 -Wac -Hsf
K 至
-lut A
4
灌
03车至12.5米平台再至综合线 03-Kar.zu E.12.5m zu MZL
OK车 I.O. Kar.
OK车 点修补
02 车
Spotrepair
中涂打磨后车身存储线 Pufferlinie
BC/CC喷漆室 Spritzkabinen
油漆车间面漆二线工艺过程及检测控制点 Prozessablauf u. Kontrollpunkte der 2. DL-Linie
来自老车间A3轴10.5米高
Aus der alter Linie Ebene 10.5m
Jetta/Audi OK至12.5米平台 Kar.I.O.zur Ebene 12.5m
01车
04车
修饰线 Fertigstellung
长时间打磨线 NA-Linie
中涂车身打磨线 Fuellerschleifen
中涂后车身颜色编组站 Farbsortierspeicher
水烘干室 Wassertrockner
车身水洗线 Waschlinie
面漆后车身存储线 Pufferstecke
油漆工艺流程及步骤

油漆工艺流程及步骤油漆工艺是一种常见的表面装饰方式,广泛应用于家具、汽车、建筑等多个领域。
本文将介绍油漆工艺的流程和步骤,帮助读者了解如何进行有效的油漆作业。
步骤一:选择合适的油漆材料在进行油漆工艺之前,首先要选择合适的油漆材料。
油漆材料通常包括底漆、面漆和清漆。
底漆可以提供附着力和保护底材,面漆可以提供颜色和光泽,而清漆可以增强光泽和耐久性。
根据不同的需求,选择适合的油漆材料非常重要。
步骤二:准备油漆表面在进行油漆作业时,必须确保油漆表面干燥、坚固和平整。
首先需要进行修复和填平不平整的表面,如砂纸打磨、填补裂缝等。
然后清除油漆表面的灰尘、污垢和油渍,以确保油漆附着力良好。
步骤三:进行底漆处理底漆是油漆工艺中非常重要的一步。
底漆可以提供良好的附着力和保护底材,防止底材受潮、变形和腐蚀。
在涂刷底漆之前,需要先搅拌底漆,然后使用刷子或喷枪均匀地涂抹在底材表面。
涂刷底漆时要避免出现滴漏和空鼓现象,以确保底漆的质量和效果。
步骤四:涂刷面漆在底漆干燥后,可以开始涂刷面漆。
面漆可以提供颜色和光泽,使油漆表面更加美观和耐用。
在涂刷面漆之前,同样需要先搅拌面漆,然后使用刷子、滚筒或喷枪均匀地涂抹在底漆表面。
涂刷面漆时要注意均匀涂抹,避免出现刷痕和漏刷现象。
步骤五:进行清漆处理涂刷面漆后,可以选择涂刷清漆来增强油漆表面的光泽和耐久性。
清漆在涂刷前需要搅拌,然后使用刷子或喷枪均匀地涂抹在面漆表面。
清漆的涂刷可以增加油漆表面的光泽度,并提高油漆的抗污性和耐磨性。
步骤六:干燥和润饰完成油漆工艺后,需要将涂刷的油漆表面进行适当的干燥和润饰。
在油漆干燥期间,要避免暴露在潮湿、尘土和高温环境中,以免影响油漆的干燥效果。
完成干燥后,可以根据需要进行润饰,如抛光、打磨或涂刷维护剂。
总结油漆工艺是一项繁琐而重要的表面装饰工艺。
正确的油漆工艺流程和步骤可以确保油漆的质量和效果。
在进行油漆作业时,首先选择合适的油漆材料,然后准备油漆表面,进行底漆处理,涂刷面漆,进行清漆处理,最后进行干燥和润饰。
油漆生产工艺操作规程
漆业生产操作工艺流程一、金属铝粉漆一、金属铝粉、珠光粉漆1、到仓库领铝粉、珠光粉时必须要两个人,如一个人领铝粉等材料仓管员必须在场监管,再称铝粉、珠光粉,生产工艺卡上的型号与原料桶上的型号必须一致方可使用。
2、浸泡铝粉、珠光粉时要按生产工艺卡上的数量准确加入,泡铝粉的溶剂不能少于配方量的95%,并在生产工艺卡上写上实际加入的数量。
3、铝粉必须要浸泡8-10小时后,《浸泡铝粉时是否有铝粉溶剂没有浸泡到》,搅拌(低速分散)均匀再生产时可以加入。
4、在生产前先要检查油漆缸是否干净,在按生产工艺卡上的数量投量生产。
①先准确加入树脂、NC、防沉浆、色浆等材料高速分散800-1000转/10-15分钟②油漆有消光粉分散时间要15-20分钟③确定油漆已分散均匀再加入分散均匀的铝银浆④铝银浆加入后高速人散机转速为500-700转搅拌5-10分钟并检查缸底下是否有铝粉沉底5、进入分散机先要检查高速分散机是否干净。
6、加入助剂必须要15kg电子称按生产工艺卡上的数量,准确称量加入。
7、在生产工艺卡上的所有材料加好后,并搅拌均匀送技术部检验,经技术员检验合格在生产工艺卡上签上名字再可包装。
8、油漆包装完,缸必须清洗干净,并放回原处。
二、色漆1、先要测试色浆的细度是否合格,如细度不合格的色浆先不要用,并马上通知技术部。
2、在生产前先检查油漆缸是否干净,再按生产工艺卡上的数量投料生产,先准确加入、树脂、NC再加色浆,如色浆量很少必须用15Kg电子称准确称量加入。
3、在加流平助剂必须要按生产工艺卡的数量,用15Kg电子称准确称量加入。
4、生产工艺卡上的所有材料加入后,进入分散机800-1000转/15-20钟分散均匀,检测油漆细度是否合格,再送技术部检验,经技术员检验颜色、配套性合格,在生产工艺卡上签上名字再包装。
5、包装时要检查桶是否有油污,干净再可装入,包装完油漆缸必须清洗干净并放回原处。
三、高光清漆1、生产前先检查油漆专用缸内是否有铝粉、珠光粉,如有铝粉、珠光粉必须清洗干净,再可以投料生产。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
油漆车间工艺流程
1.交接:要求上道工序产品,无划伤、无圆珠笔痕、
无胶水、无木皮起泡,产品结构按图纸。
2.整修:要求无划伤、无铅笔痕、无胶水、无木皮
起泡、线条与雕花顺畅层次分明、无钉涸,整件配套。
3.颜色:要求喷湿,拉出导管纹理、颜色均匀,不
能深于色板。
4.底漆:要求封闭底喷湿,不能重复喷涂。
5.打磨:要求320#砂纸轻砂打磨,不能砂穿底色。
6.擦色:要求颜色均匀无布印,无流色、边角均匀
无黑痕,面板进行旋转式操作,擦出木纹纹理,整体效果不能深于色板。
30分钟进行下道工序。
7.底漆:喷涂二次底漆时,油量不能过大,防止导
管一下堵死,出现面板起泡现象。
晒干4至6小时后进入下道工序。
8.打磨:进行寻找钉洞、缝隙,填补,待干后进行
240#砂纸研砂,要求底色不能砂穿。
棱角砂光到位后进入下道工序。
9. 底漆:进行喷涂,把灰吹干净,自检产品上是否
有补土、砂光不到位,底色有无砂穿,观察再进
行喷涂。
10. 打磨:继续寻找钉洞、缝隙,进行填补,待干
后进行240#砂纸进行研砂。
研砂时要求无底色
砂穿,棱角打磨不到位,无砂印、无底漆磨穿。
11. 品检:要求无底色砂穿、无底漆砂穿、无砂印、
无针孔、无底漆亮点,产品配套。
12. 造旧:严格要求照色板进行作业。
均匀对称、
层次分明,产品配套。
13. 修色:严格要求照色板进行作业,无流色、无
色差,产品配套。
14.贴金:严格遵守按图纸进行作业。
15.面漆:要求无颗粒、无流油,漆膜流平均匀,
无桔皮、无渔眼。
16.成品出货:无流油、无色差、无颗粒、无桔皮、
无渔眼、漆膜流平均匀,光泽一致,产品配套。