解析岩棉生产工艺办法摆锤法
岩棉板的生产施工工艺及流程
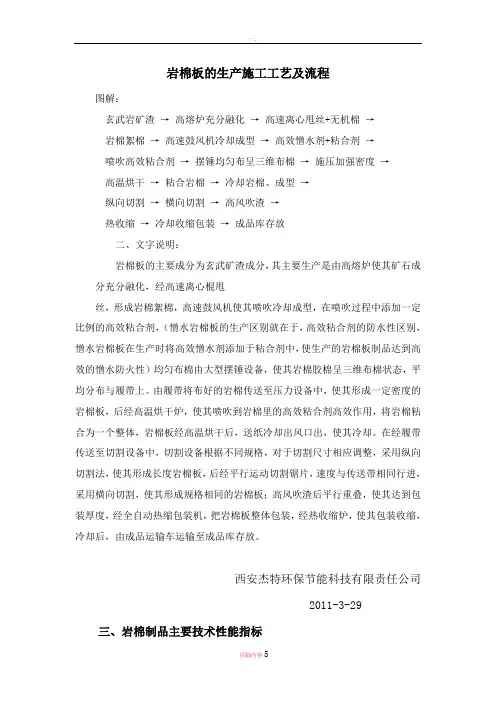
岩棉板的生产施工工艺及流程图解:玄武岩矿渣→高熔炉充分融化→高速离心甩丝+无机棉→岩棉絮棉→高速鼓风机冷却成型→高效憎水剂+粘合剂→喷吹高效粘合剂→摆锤均匀布呈三维布棉→施压加强密度→高温烘干→粘合岩棉→冷却岩棉、成型→纵向切割→横向切割→高风吹渣→热收缩→冷却收缩包装→成品库存放二、文字说明:岩棉板的主要成分为玄武矿渣成分,其主要生产是由高熔炉使其矿石成分充分融化,经高速离心棍甩丝,形成岩棉絮棉,高速鼓风机使其喷吹冷却成型,在喷吹过程中添加一定比例的高效粘合剂,(憎水岩棉板的生产区别就在于,高效粘合剂的防水性区别,憎水岩棉板在生产时将高效憎水剂添加于粘合剂中,使生产的岩棉板制品达到高效的憎水防火性)均匀布棉由大型摆锤设备,使其岩棉胶棉呈三维布棉状态,平均分布与履带上。
由履带将布好的岩棉传送至压力设备中,使其形成一定密度的岩棉板,后经高温烘干炉,使其喷吹到岩棉里的高效粘合剂高效作用,将岩棉粘合为一个整体,岩棉板经高温烘干后,送纸冷却出风口出,使其冷却。
在经履带传送至切割设备中,切割设备根据不同规格,对于切割尺寸相应调整,采用纵向切割法,使其形成长度岩棉板,后经平行运动切割锯片,速度与传送带相同行进,采用横向切割,使其形成规格相同的岩棉板;高风吹渣后平行重叠,使其达到包装厚度,经全自动热缩包装机,把岩棉板整体包装,经热收缩炉,使其包装收缩,冷却后,由成品运输车运输至成品库存放。
西安杰特环保节能科技有限责任公司 2011-3-29三、岩棉制品主要技术性能指标憎水防火岩棉(A级)板资料汇编西安杰特环保节能科技有限责任公司杰特-憎水岩棉外墙外保温系统简介杰特“憎水防火岩棉板”外墙外保温系统,主要以经摆锤法生产的憎水型岩棉板为保温隔热层材料,采用粘、钉结合工艺与基层墙体连接固定,并由抹面胶浆和增强用玻纤网布(或镀锌钢丝网)复合而成的抹面层以及装饰砂浆饰面层或涂料构成的A级不燃型建筑节能保温系统。
该系统符合住建部和公安部46号文的要求:住宅建筑: ①、建筑高度大于100米以上,保温材料的燃烧性能应为A级.②、其他民用建筑: 建筑高度大于50米需要设置A级防火材料③、其他民用建筑: 24≤高度<50可使用A1级,也可使用防火隔离带2.系统构造主要包括:粘结层、保温层、抹面层、饰面层及配件。
工程技术知识:摆锤法岩棉生产的岩棉板
工程技术知识:摆锤法岩棉生产的岩棉板岩棉外墙保温在国内应用不同于传统的聚苯板薄抹灰保温系统那样成熟,岩棉板的薄弱缓解在于内聚强度较聚苯板低很多,按照中等强度规定10kpa的拉拔强度,也仅相当于聚苯板拉拔强度的十分之一。
无论在构造设计上还是在施工节点的处理都有与聚苯板薄抹灰系统有明显区别,不能简单的按照聚苯板薄抹灰工艺套用。
需要综合采用多种安全措施弥补岩棉板自身的不足。
比如要增加粘结面积、增加买固件的数量、采用双层增强网结构、增加对岩棉板的界面处理等多种安全性措施。
另外,《建筑外墙外保温用岩棉制品》GB/T25975-2010不久将要实施,对规范岩棉板保温也将起到积极作用。
因此,选用岩棉板保温系统,需要充分估计项目工期和投资预算。
同时选择优秀的具备技术实力的系统供应商也是非常关键的考虑因素。
对于岩棉板保温系统由于自身内聚强度低和较高的透气性特征,保温工程饰面层采用瓷砖显然是不合适的。
1。
岩棉 标准
岩棉标准岩棉起源于夏威夷。
当夏威夷岛第一次火山喷发之后,岛上的居民在地上发现了一缕一缕融化后质地柔软的岩石,这就是最初人类认知的岩棉纤维,岩棉的生产过程,其实是模拟了夏威夷火山喷发这一自然过程,岩棉产品均采用优质玄武岩、白云石等为主要原材料,经1450℃以上高温溶化后采用国际先进的四轴离心机高速离心成纤维,同时喷入一定量粘结剂、防尘油、憎水剂后经集棉机收集、通过摆锤法工艺,加上三维法铺棉后进行固化、切割,形成不同规格和用途的岩棉产品,其标准如下。
一、技术要求(一)外观表面平整,不应有妨碍使用的伤痕、污迹、破损。
(二)纤维平均直径和渣球含量纤维平均直径应不大于6.0um,渣球含量(粒径大于0.25mm)应不大于7.0%。
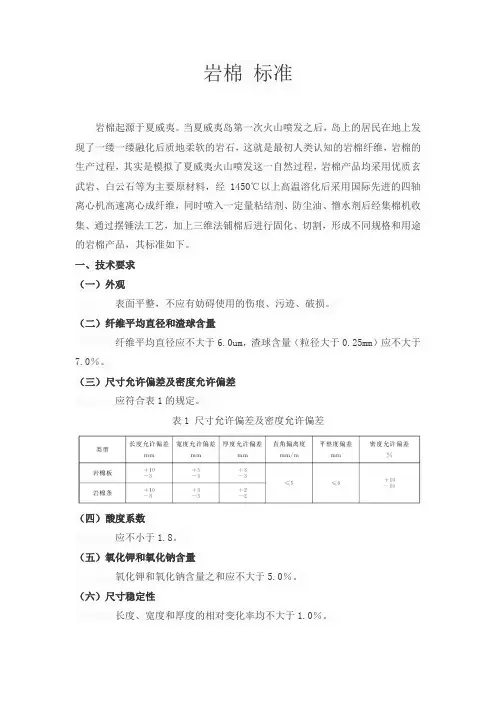
(三)尺寸允许偏差及密度允许偏差应符合表1的规定。
表1 尺寸允许偏差及密度允许偏差(四)酸度系数应不小于1.8。
(五)氧化钾和氧化钠含量氧化钾和氧化钠含量之和应不大于5.0%。
(六)尺寸稳定性长度、宽度和厚度的相对变化率均不大于1.0%。
(七)质量吸湿率应不大于1.0%。
(八)憎水率应不小于98.0%。
(九)短期吸水量(部分浸入)岩棉板应不大于0.4kg/m2,岩棉条应不大于0.5kg/m2。
(十)体积吸水率(全浸)应不大于5.0%。
(十一)导热系数1.岩棉板的导热系数(平均温度25℃)应不大于0.040W/(m·K),有标称值时还应不大于其标称值。
2.岩棉条的导热系数(平均温度25℃)应不大于0.046W/(m·K),有标称值时还应不大于其标称值。
(十二)垂直于表面的抗拉强度应符合表2要求。
表2 垂直于表面的抗拉强度要求(十三)压缩强度应符合表3要求。
表3 压缩强度要求(十四)剪切强度和剪切模量岩棉条的剪切强度和剪切模量应符合表4要求。
表4 岩棉条的剪切强度和剪切模量要求(十五)燃烧性能应符合GB 8624-2012中5.1.1中A(A1)级材料的要求。
(十六)特殊要求1.有水蒸气透过性能要求时,应满足:湿阻因子不大于10,有标称值时还应不大于其标称值。
解析岩棉生产工艺方法摆锤法

解析岩棉生产工艺方法
摆锤法
文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-
解析岩棉生产工艺方法——摆锤法是来源于欧洲生产工艺,经专业人士不断改进,形成了现如今比较成熟的生产工艺。
主要是通过改进收棉方法,先由捕集带收集较薄的岩棉层,经摆锤的逐层叠铺,达到一定的层数和厚度,再由加压辊进行压制,进入固化炉固化,再经冷却、切割、包装等工序制成成品。
这种方法改善了棉层及所含的粘结剂的均匀程度,并且由于棉层叠铺时产生的斜度,纤维呈部分竖向分布,因而抗压强度和层间结合强度得到提高。
摆锤法生产工艺示意图解析:
高温熔融加工制成的人造无机纤维。
具有质轻、导热系数小、吸声性能好、不燃、化学稳定性好等特点。
它是一种性能良好的保温、隔燃、吸声材料,是建筑物、管道、贮藏、蒸馏塔、锅炉、热交换器、风机和车船等工业设备优良的保温、绝热、隔冷、吸音的理想材料。
文章来自:
河南鑫中原岩棉制品有限公司提供。
水平直驱式矿岩棉摆锤式布棉机的原理和力学分析
技术开发
陈宗来,等:水平直驱式矿岩棉摆锤式布棉机的原理和力学分析
(4)
将(4)代入(3)得:
又 所以从时间分配来讲,变速段共占 ,匀速 段共占 。 匀变速段的加速度为:
上述计算建立在一系列假定的基础上: (1) 在左右极限位置处,忽略了摆锤转动方向 的变化过程对整体转动的影响。而这一过程转动惯 量的变化是最大的,而且作用时间非常短,在实际 中对推动机械核动力装置的影响起到十分关键的作 用。 (2) 将摆动周期中在两端部分行程作为匀加速 和匀减速段的大小亦对整个摆锤的设计起重要作用。 如果选择过大,将直接导致其速度变化阶段在整个 摆动周期中所占的比例增大,进一步造成棉层在水平 方向上的分布不均匀影响最终产品的密度均匀性;如 果过小,将会对机械动力装置,如功率的大小、动 力的效率等形成较大的挑战。 (3) 忽略了摆动周期中,摆锤在垂直方向上的 外形影响因素。按照该假定,摆锤在运动至最低点
陈宗来,等:水平直驱式矿岩棉摆锤式布棉机的原理和力学分析
的堆叠的层数不同,一般为3层到10多层。
集棉机到摆锤输送机 垂直皮带输送机
集棉机
旋转90度 摆锤
水平堆叠输送机 图1 摆锤式布棉机示意图
2 摆锤式布棉机驱动方式
摆锤式布棉机的摆动动力,理论上可以从摆锤 旋转轴(即摆锤最上端)提供转动扭矩,提供摆动 动力。但如需在此处提供摆动动力,摆锤垂直输送 机机架的上部需传递的力很大,为防止机架变形, 需加大机架尺寸,从而使整个设备重量增加,旋转 惯量也会很大,因此技术难度很大,所以目前没有 这样驱动的实例。 目前常用的驱动方式是采用水平直驱式驱动。 主要由垂直输送机的侧面用推杆往复运行来提供摆 动动力,这样可以减少机架的承力。推杆的动力可 以由曲柄、链轮链条等机械装置提供,也有少数用 油压或气动力提供的实例。 2.1 水平直驱式驱动的原理 水平直驱式驱动是用直线电机为动力,在摆底 位置装有导轨和滑轮,由直线电机直接拖动摆锤往 复运动。摆锤的顶部垂直方向也有导轨和滑轮,可 自由上下,并有配重装置以抵消摆锤的大部分自重。 水平直驱式驱动,其底部运动轨迹为水平线,不需 要进行圆弧补偿。基于直线电机的控制性能好,自 身功率/重量比高等优势,可显著减小驱动装置的外 形尺寸,并有效降低机构的惯量。该方式结构简单 轻巧,检修方便。 2.2 水平直驱式驱动的力学分析 下面我们以产品宽度1.9,m,最大摆宽2,m,摆锤 半径2.5,m为例,对水平直驱式摆锤进行力学分析。 2.2.1 摆锤式布棉机的摆锤力学分析图
摆锤法铺毡技术在岩棉行业中的发展
摆锤法铺毡技术在岩棉行业中的发展刘春,鲁欣科(南京玻璃纤维研究设计院,江苏南京210012)摘要:摆锤法铺毡是岩棉生产中把经集棉机收集而来的单层棉毡经过往复摆叠,把单层棉毡叠加成多层棉毡的技术手段。
综述了摆锤铺毡在岩棉生产中更新迭代的历程,通过对弧摆摆锤、带有速度补偿的弧摆摆锤以及最新研发的平摆摆锤运动机理的分析,比较现有各代摆锤的特点,明确未来摆锤法技术在岩棉生产中的发展趋势。
关键词:岩棉铺毡;弧摆摆锤;平摆摆锤Abstract:Pendulum matting is a method that makes the single layer mat coming from collection machine into complex layers mat through it,s back and forth motion.It is an important technical method in forming process in rock wool production・This article illustrates the pendulum matting developing progress in terms of each generation as the rise of rock wool productivity and the gradually enhancement of product quality.By the motion comparison of the arc-swing pendulum,arc-swing pendulum with speed compensation and the horizontal-swing pendulum,summarizing the features of each one,meanwhile ensuring the future developing trend of the pendulum matting method in rock wool industry・Key words:rock wool matting;arc-swing pendulum;horizontal-swing pendulum[中图分类号]TQ176.6[文献标识码]A[文章编号]1004-5538(2020)06-0005-040引言铺毡是现代化岩棉生产工艺中的重要环节,其作用是把前序工段由集棉装置送来的单层棉毡收集并通过其主要铺毡设备——摆锤在板线的幅宽方向往复摆动以实现棉层的多层铺叠。
岩棉板的生产施工工艺及流程
岩棉板的生产施工工艺及流程图解:玄武岩矿渣→高熔炉充分融化→高速离心甩丝+无机棉→岩棉絮棉→高速鼓风机冷却成型→高效憎水剂+粘合剂→喷吹高效粘合剂→摆锤均匀布呈三维布棉→施压加强密度→高温烘干→粘合岩棉→冷却岩棉、成型→纵向切割→横向切割→高风吹渣→热收缩→冷却收缩包装→成品库存放二、文字说明:岩棉板的主要成分为玄武矿渣成分,其主要生产是由高熔炉使其矿石成分充分融化,经高速离心棍甩丝,形成岩棉絮棉,高速鼓风机使其喷吹冷却成型,在喷吹过程中添加一定比例的高效粘合剂,(憎水岩棉板的生产区别就在于,高效粘合剂的防水性区别,憎水岩棉板在生产时将高效憎水剂添加于粘合剂中,使生产的岩棉板制品达到高效的憎水防火性)均匀布棉由大型摆锤设备,使其岩棉胶棉呈三维布棉状态,平均分布与履带上。
由履带将布好的岩棉传送至压力设备中,使其形成一定密度的岩棉板,后经高温烘干炉,使其喷吹到岩棉里的高效粘合剂高效作用,将岩棉粘合为一个整体,岩棉板经高温烘干后,送纸冷却出风口出,使其冷却。
在经履带传送至切割设备中,切割设备根据不同规格,对于切割尺寸相应调整,采用纵向切割法,使其形成长度岩棉板,后经平行运动切割锯片,速度与传送带相同行进,采用横向切割,使其形成规格相同的岩棉板;高风吹渣后平行重叠,使其达到包装厚度,经全自动热缩包装机,把岩棉板整体包装,经热收缩炉,使其包装收缩,冷却后,由成品运输车运输至成品库存放。
西安杰特环保节能科技有限责任公司2011-3-29三、岩棉制品主要技术性能指标憎水防火岩棉(A级)板资料汇编西安杰特环保节能科技有限责任公司杰特-憎水岩棉外墙外保温系统简介杰特“憎水防火岩棉板”外墙外保温系统,主要以经摆锤法生产的憎水型岩棉板为保温隔热层材料,采用粘、钉结合工艺与基层墙体连接固定,并由抹面胶浆和增强用玻纤网布(或镀锌钢丝网)复合而成的抹面层以及装饰砂浆饰面层或涂料构成的A级不燃型建筑节能保温系统。
该系统符合住建部和公安部46号文的要求:住宅建筑: ①、建筑高度大于100米以上,保温材料的燃烧性能应为A级.②、其他民用建筑: 建筑高度大于50米需要设置A级防火材料③、其他民用建筑: 24≤高度<50可使用A1级,也可使用防火隔离带2.系统构造主要包括:粘结层、保温层、抹面层、饰面层及配件。
岩棉加工工艺流程解析
岩棉加工工艺流程解析1. 引言岩棉是一种常用的建筑材料,具有优良的隔热、防火和吸音性能。
岩棉加工工艺是将天然岩石经过一系列热力处理和成型工序,制成纤维状的绝热材料。
本文将详细解析岩棉加工的工艺流程,帮助读者更深入地了解这一过程。
2. 岩棉加工工艺的基本步骤岩棉加工的基本步骤包括材料准备、熔化、纤维化、成型、固化和切割等。
2.1 材料准备岩棉的主要原料是天然岩石,常用的原料包括玄武岩、蜜岩和安山岩等。
这些岩石首先需要经过破碎和筛分等工序进行预处理,将其制成适合加工的颗粒状或片状物料。
2.2 熔化将经过预处理的岩石原料投入到高温熔炉中进行熔化,使其融化成岩浆状物料。
熔化温度通常在1450°C左右,这样岩石原料中的结晶水和气体等杂质会被释放出来,在岩浆中形成气泡。
2.3 纤维化在熔化的岩浆上方喷射高速气流,将岩浆迅速拉伸成纤维状。
在这个过程中,岩浆中的气泡会被拉伸成绝热材料的纤维内部孔隙结构,形成岩棉的基本骨架。
拉伸速度和气流压力等参数会影响纤维的形成和质量。
2.4 成型将纤维化的岩棉通过传送带或机械手等设备运送到成型机上,进行短纤维或长纤维的成型。
常见的成型方式包括板材、管材、毡材和毡坯等多种形式。
2.5 固化成型后的岩棉需要经过固化工艺,使其具有一定的强度和稳定性。
固化的方式通常是通过加热或加压等手段,将纤维结构中的鬃毛状纤维进行相互交联,形成牢固的结构。
2.6 切割经过固化的岩棉制品需要进行切割,以满足不同尺寸和形状的需求。
常见的切割方式包括机械切割、手工切割和热切割等。
3. 岩棉加工工艺的策略与改进在岩棉加工工艺中,有一些策略和改进措施可以提高产品质量和生产效率。
3.1 材料选择和控制岩棉的原料选择和质量控制对最终产品的质量具有重要影响。
选择适合的天然岩石原料,并控制原料的化学成分和物理性能等指标,可以保证产品的稳定性和一致性。
3.2 工艺参数优化熔化、纤维化和成型等工艺步骤中的参数优化,可以改善产品的纤维结构和性能。
岩棉对比玻璃棉
关于岩棉板与玻璃棉的对比分析报告一、背景概况国内65号文的出台,造成了外墙外保温材料的种类日益增加,导致外墙外保温市场的严重混乱。
一些不符合或者不适合上墙要求的材料,相继被使用上墙。
其中就包括玻璃棉。
玻璃棉属于玻璃纤维中的一个类别,是一种人造无机纤维。
玻璃棉是将熔融玻璃纤维化,形成棉状的材料,化学成分属玻璃类,表面一般采用铝箔纸。
目前国内的A级材料,推得最广、用的最稳定的就当属岩棉外墙外保温系统了。
岩棉外墙外保温系统采用憎水型岩棉板,作为系统的保温层。
憎水型岩棉板以天然岩石为主要原料,掺入少量高炉矿渣。
经高温熔融、离心喷吹制成的一种矿物质纤维,在掺入一定比例的粘结剂和添加剂后经摆锤压制并裁割而成。
二、技术数据对比1. 施工方面:岩棉板所采用的是粘钉结合的方式,此方式大大保证的岩棉板的安全性,而玻璃棉由于其特性不能进行抹灰,故只能进行锚固形式固定,而玻璃棉没有压缩强度,所以板子本身相对较软,在锚固施工时很难施工。
其安全性也相对降低。
岩棉板施工容易,平整度能有效控制,玻璃棉无法保证其平整度。
2. 生产工艺:岩棉板的生产工艺产用国际上先进的摆锤法三维立体交织而成,而玻璃棉无法采用此施工工艺,只能采用平织法生产。
所其强度不法满足上墙的要求。
3. 强度要求:作为可以用于上墙的A级材料(棉制品),所要满足两方面强度的要求,是压缩强度需≥40Kpa。
垂直于板面的拉伸强度需≥7.5Kpa。
玻璃棉的这两个指标为0。
4. 酸度系数:岩棉板的酸度系数≥1.6,玻璃棉的酸度系数≤1.6。
而酸度系数越高对板的强度,耐高温,耐久性等性能有显著的提高。
5. 尺寸稳定:岩棉板的尺寸稳定性相对比较稳定为≤1%,而玻璃棉的尺寸稳定性在≥8%。
尺寸稳定性对保温系统有着重要的影响,尺寸稳定性差,容易使保温板膨胀或收缩,导致饰面层破坏,影响保温系统。
6. 工作温度:岩棉板的工作温度在≥650℃;玻璃棉的工作温度在≥250℃,虽然同为A1级防火材料,但两者在工作温度上的差别还是相当明显的。
岩棉的简介、生产工艺过程和岩棉优势
岩棉的简介、⽣产⼯艺过程和岩棉优势岩棉产品均采⽤优质⽞武岩、⽩云⽯等为主要原材料,经1450℃以上⾼温熔化后采⽤国际先进的四轴离⼼机⾼速离⼼成纤维,同时喷⼊⼀定量粘结剂、防尘油、憎⽔剂后经集棉机收集、通过摆锤法⼯艺,加上三维法铺棉后进⾏固化、切割,形成不同规格和⽤途的岩棉产品。
岩棉起源于夏威夷。
当夏威夷岛第⼀次⽕⼭喷发之后,岛上的居民在地上发现了⼀缕⼀缕融化后质地柔软的岩⽯,这就是最初⼈类认知的岩棉纤维,岩棉的⽣产过程,其实是模拟了夏威夷⽕⼭喷发这⼀⾃然过程。
岩棉和⽣产⼯艺过程 熔化系统——⾼容量窑炉和富氧燃烧及助燃风预热技术 熔炉⽣产熔体能⼒为3.0吨/⼩时,熔炉配套富氧、⾼温助燃风系统和废⽓处理换热系统。
熔炉的助燃风预热并稳定在550~650℃,强化了熔炉的燃烧,提⾼了熔体的产量、均匀性和稳定性,从⽽提升了纤维的质量。
成纤系统 离⼼机有两台:⼀台⽣产,⼀台备⽤。
离⼼机设计成⼩车形式,每个离⼼机有四个辊轮(扇型结构),每个辊轮由单独电动机驱动,各辊轮转速不同,范围4000~6000 r/m,流股在辊轮⾼速运转下,使流股纤维化。
每个辊轮内部通冷却⽔蒸⽓,以防⽌辊轮及轴承过热,辊轮轴承采⽤油雾润滑装置。
为了优化成纤,第2、3、4辊的传动电机变频。
产品固化及⽣产控制系统 岩棉⽣产线的电⽓控制采⽤集中和分散相结合的⽅式,根据⽣产线⼯艺流程的需要设置原料+熔炉控制系统及岩棉⽣产线控制系统,两个控制系统互为通讯,远程互为监测。
控制柜,仪表盘集中在各⾃的控制室。
⽣产线采⽤中型PLC控制系统,控制精度⾼、系统抗⼲扰能⼒强。
岩棉的优势 岩棉优势---憎⽔(憎⽔率⾼达99%以上。
——能有效防⽌⽔渗⼊岩棉内部) 通过添加德国进⼝有机硅乳液憎⽔剂可⼤幅度降低普通岩棉制品的吸⽔量。
有机硅乳液的憎⽔原理:通过在硅酸盐基材表⾯或⽑细孔内壁形成憎⽔的硅树脂⽹络,使基材的表⾯张⼒发⽣变化,增⼤基材表⾯和⽔的接触⾓θ≥130o,以阻⽌⽑细孔对⽔的吸收,赋予材料憎⽔性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
解析岩棉生产工艺办法摆
锤法
Jenny was compiled in January 2021
解析岩棉生产工艺方法——摆锤法是来源于欧洲生产工艺,经专业人士不断改进,形成了现如今比较成熟的生产工艺。
主要是通过改进收棉方法,先由捕集带收集较薄的岩棉层,经摆锤的逐层叠铺,达到一定的层数和厚度,再由加压辊进行压制,进入固化炉固化,再经冷却、切割、包装等工序制成成品。
这种方法改善了棉层及所含的粘结剂的均匀程度,并且由于棉层叠铺时产生的斜度,纤维呈部分竖向分布,因而抗压强度和层间结合强度得到提高。
摆锤法生产工艺示意图解析:
摆锤法生产出来的岩棉板以精选的玄武岩、辉绿岩为主要原料,以高温熔融加工制成的人造无机纤维。
具有质轻、导热系数小、吸声性能好、不燃、化学稳定性好等特点。
它是一种性能良好的保温、隔燃、吸声材料,是建筑物、管道、贮藏、蒸馏塔、锅炉、热交换器、风机和车船等工业设备优良的保温、绝热、隔冷、吸音的理想材料。
文章来自:
河南鑫中原岩棉制品有限公司提供。