TC-A00操作说明日本BROTHER手册
兄弟钻攻中心说明手册

16.重置报警方法:根据报警等级执行重置方法。2*报警需断开电源重置,1*报警需按RST重置,无*报警按任意键重置。
17.修改参数:(1)把操作面板上的【数据保护】开关设置为【OFF】;(2)按下【数据库】;(3)选择参数;(4)按下【输入】;(5)输入新数据后按【F0】;(7),某些参数修改后需复位或者重启系统才生效。
5088
5089
攻丝时间常数1
攻丝时间常数2
攻丝时间常数3
0-9999ms
同上
5090
5091
5092
X轴下限时间常数
Y轴下限时间常数
Z轴下限时间常数
0-9999ms
设置各轴加速度和减速度时间常数的最小值。
5093
切削速度下限时间常数
5094
最大主轴速度
设定为10000r/min
5095
主轴控制变化转速
设置刀库可存储的最大刀具数
5136
最大负载重量
设置设备特有的最大负载重量。
5143
5144
5145
X轴绝对编码器旋转方向
Y轴绝对编码器旋转方向
Z轴绝对编码器旋转方向
0—+指令;1—-指令
5200
主轴刀具松锁功能
0—无效;1—有效。设置主轴的刀具松锁功能是否有效
21.的
22.
5046-5072
X/Y/Z轴快速进给时间常数1A/2A/3A/1B/2B/3B/1C/2C/3C。
0-9999ms
【1/2/3】项中1—速度达到规定值时所需时间;2,3—最佳加速度和减速度时间。【A/B/C】项中A—满足下列公式有效(行程≤时间常数变化距离A);B—时间常数距离A<行程距离≤时间常数改变距离B;C—时间常数改变距离B<行程距离
快速操作指引-Brother
选择“花样”。
点选“测试”键。
选择测试花样。
点选“设置”键。
检查花样布局。
按“进料按钮”推送底板。
4
5
6
7
2. 调整刀片刻度ຫໍສະໝຸດ 选择“裁切”。 按“开始/停止”按钮开始裁切。
按“进料按钮”退回底板。
剥离材料。
使用刮铲剥离裁切的花样。
6.裁切所选花样(三叶草)
1
2
3
4
5
6
按照“试裁切”的步骤 3 开始 进行继续操作。
选择“花样”。
选择花样类别。
选择花样。
编辑花样。
检查花样布局。
编辑花样布局。
点选“OK”键。
7.使用“直接裁切”模式裁切材料上绘制的花样
1
2
3
4
5
6
“直接裁切”功能:可以扫描原始图 片,并且对其轮廓进行裁切。 选择“扫描”。 选择“直接裁切”。 将原始图片粘贴到底板上。 水平地握住底板,将其插入。 按“开始/停止”按钮开始扫描。 按“进料按钮”推送底板。
* *
-
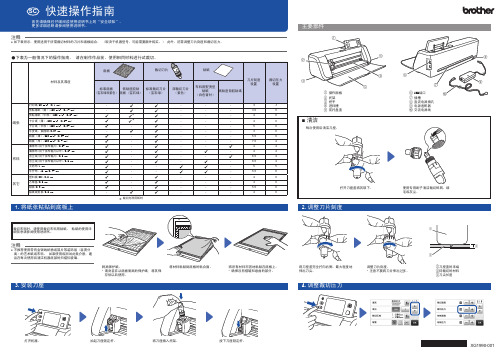
■ 清洁
每次使用后清洁刀座。
布料
其它
乙烯基/0.2 mm 磁铁/0.3 mm 贴纸或封条/0.2 mm
拧开刀座盖将其取下。
使用专用刷子清洁裁切碎屑、细 毛或灰尘。
* 裁切光滑用纸时
1.将纸张粘贴到底板上
2.调整刀片刻度
裁切布料时,请使用裁切布料用粘纸。 粘纸的使用详 细信息请参阅使用说明书。
底板 材料及其厚度 低粘度胶粘 标准裁切刀片 标准底板 (宝石绿和紫色) 底板(宝石绿) (宝石绿) 深裁切刀片 (紫色) 布料用熨烫型 粘纸 高粘度背胶粘纸 (白色背衬)
brother 电脑缝纫机 说明书
梭芯绕线 ...........................................................................................................................................................................11 底线穿线 ...........................................................................................................................................................................14 面线穿线 ...........................................................................................................................................................................16 拉起底线 ...........................................................................................................................................................................19
BrotherTC-S2A机器操作

COPY:复制程序。格式1111-5555,将程序1111复制为程序5555;
:删除程序。格式 A/B [DEL] 删除从程序A到程序B的全部程 序
5、MEM模式下,操作机器的方法
⑴ 与MEM相关的功能键
斜杠跳转功能键。程序中出现 /,机器执行下一条指令。
电源转换板:将~110V电压变压成DC24V、DC5V, 给NC基板,伺服放大器提供电源。
刀盘马达控制板:控制刀盘马达的旋转位置及旋转方向的。
内存板:存放逻辑运算的数据,语言的 字库,对话编程的格式等资料。
SLAVE基板:NC基板和伺服放大器之 间的接口,数据的转换、交换、传输都 通过SLAVE基板进行。
B、自动设定方法 ①移动光标,选择要设定坐标系的轴。 ②按【F4】键,对应光标所选轴显示如下画面。
按【F0】键后,自动实行X轴与Y轴的设定并返回前一画面。 按【F1】键,则不实行自动设定,而返回前一画面。
7、设定刀长补正的方法
⑴ 按 【数据资料】画面键,显示下列数据资料 目录画面。
输入[2],按
直线插补 3轴(X、Y、Z)(可补偿XY平面的直径)
同时控制轴数 圆弧插补 2轴(XY、XZ、YZ)(可补偿XY平面的直径)
附加轴插补
2轴(X、Y、Z内的1轴 (无直径补正))与A、 B内的1轴
机器使用中须注意的事项
正确掌握安装刀具的方法;
门锁开关状态正常,确认加工
中门处于关闭状态;
机器的使用环境
1、机器上各安全指示铭牌的说明
机器上所示的安全标示
DANGER 危险
电箱中含有高压器件,误触这些部件会导致严重受伤或死亡。 只有合格的电气工和对压机电路有足够了解的人员,才能维护和检查这电气 元件,操作者不允许打开电箱。 维修时需切断主电源,再进行作业,并做好正在作业的标识。
日本兄弟操作以及应用剖析

操作指导Brother-TC-S2A一开、关机1.1.1旋转配电箱开关至ON(见图1-1)1.1.2按下操作面板power键(见图1-2)1.1.3松开紧急开关按钮(见图1-3)1.1.4按下RST键进行复位(见图1-4)1.1.5按下Z.RTN键进行机器回零(见图1-5)(图1-1) (图1-2) (图1-3) (图1-4) (图1-5) 1.2.1移动X Y轴至工作台中间位置,Z 轴空刀下移1.2.2按下紧急开关按钮1.2.3按下操作面板power键,系统电源关闭1.2.4旋转配电箱开关至OFF,断开与外部电源的联系二控制面板的应用2.1手动模式下的按键应用回零刀具交换刀库正转主轴正转主轴停止手动快速进给手动慢速进给手动慢速进给X正向进给X负向进给Y正向进给Y负向进给A负向进给A正向进给Z正向进给Z负向进给2.2手动输入模式下的按键应用在PRGRM状态下可以输入一条程序指令(见图2-1)(图2-1)2.3自动运行模式下的按键运用2.3.1主程序的选择以及运行在MEM状态下,进入PRGRM界面输入需要调用的程序号,按下确认2.3.2功能键介绍跳步功能当程序中出现/,自动执行下条指令选择停止。
当程序中出现MO1指令时,程序暂按下START键,程序继续执行单步。
每次按下START键,机器只执行单段程序指令空运行机器机械部分锁定一般应用与程序检测程序指令启动键START程序指令暂停键HOLD快速进给速度倍率开关,只对G0指令有效1挡0% 2档25% 3档50% 4档100%切削进给速度倍率开关0·200%正常调节至100%(正常情况严禁变动)2.4程序编辑模式下的按键运用2.4.1程序编辑修改在EDIT模式下,选择PRGRM界面出现(如下图)选择(1)进入程序编辑界面输入已有的程序号码进入可以对此程序进行修改编辑输入新的程序代码可以编辑新的加工程序SHIFT键可以切换输入数字键和字母键右上端的小字插入键输入数值取消删除键输入确认及回车扩展键JUMP跳转COPY复制PASTE粘帖2.4.2程序复制删除在EDIT模式下,选择PRGRM界面出现(如下图)选择(2)进入目录界面(如下图)选择(1)进入程序复制删除界面COPY:复制程序。
Brother TC-S2A机器操作
单句程序执行功能键。每次按下<START>键, 机器只执行单句程序指令。
空运转功能键。Z轴抬高高度在用户参数<空运转偏置量> 中设定。
机器机械部分锁定功能键。 所有功能的移动都处于停止状态 而机床显示为各功能都在动作,一般用于检查程序。
导轨:工作台安放在导轨的滑块上,对工作台起到支承、定向的作用。
主轴马达:和主轴通过联轴器相联, 10~10000rpm转速 控制。可以通过编码器 控制马达的定位。
刀盘马达:通过一套蜗轮机构带刀 盘旋转,刀盘的定位是 由光电盘来完成的。
地脚:用于支承机器的重量,在一 般情况下,机器可以仅用 螺栓和垫块安装定位即可, 而不需要特别的地基。 如地基不够牢固,机器可能 倾覆或倾斜,则在安装前进 行适当的地基工程。
项目 温度 温度变化
条件
17℃~25℃(运作时) -15℃~60℃(保管、运输时)
备注 允许范围0℃~40℃
每分1.1℃以下
理想日温差±2.0℃
湿度
20℃时,约40%~75%
无结露
振动
0.5G以下
二、机器机械结构及电气元件的介绍
1、机器各部件的介绍及作用说明
机器正面
机器侧面
工作台:用于将工件或夹具安放在上面 进行加工
Brother TC-S2A机器操作 培训教材
山善(深圳)贸易有限公司工程技术部制作
一、安全操作规程 二、机器机械结构及电气元件的介绍 三、机器操作方法的说明 四、加工编程方法的说明 五、日常保养、点检及简单故障的处理说明
一、安全操作规程
1、机器上各安全指示铭牌的说明 2、安全操作机器的方法 3、机器使用能力和安全须注意的事项
brother打印机使用说明书
Brother 激光打印机使用说明书HL-2140 HL-2150N HL-2170W 对于视障的用户您可以使用“ 文本发声” 软件阅读本使用说明书。
在您使用打印机之前,您必须设置硬件并安装驱动程序。
请使用快速安装指南设置打印机。
包装箱内有印刷副本。
请在使用打印机之前,仔细阅读使用说明书。
将随机光盘放置在方便的地方,以便随时迅速查询。
请访问。
您可以获取更多产品支持信息、最新的打印驱动程序和实用程序、常见问题解答FAQs 和技术问题等。
版本B SCHN使用本说明书本说明书使用的符号本使用说明书使用以下图标:此图标警告您避免可能造成的人身伤害。
此图标警告您避免可能发生的触电伤害。
此图标警告您不要触摸烫热的设备部件。
此图标说明了您必须遵守或避免的一些步骤以防止损坏打印机或其他物品。
此图标提醒您与打印机不兼容的设备和操作。
此图标提醒您如何对应可能出现的情况或提供有关当前操作如何与其它功能工作的提示。
i安全注意事项安全使用打印机请妥善保存说明书以备日后参考,进行任何维护之前请仔细阅读。
警告打印机内部有高压电极。
清洁打印机内部之前,务必关闭电源开关,并将打印机插头从电源插座中拔出。
不要用湿手插拔插头,否则可能会导致触电伤害。
始终确保插头完全插入。
不要使用吸尘器清洁打印机中泄漏的墨粉,否则可能导致吸尘器内部墨粉阻塞,引起火灾。
使用干燥的无绒毛布清除残余墨粉,并根据当地法规处理废弃的墨粉。
不要使用易燃物品或任何类型的喷雾清洁设备的内部或外部。
否则可能引起火灾或触电伤害。
关于如何清洁设备,请参阅第73 页上的清洁。
ii在您刚使用过打印机后,打印机内部的一些零件温度会非常高。
当您打开打印机的前盖或后盖后出纸托板时,不要触摸图中所示的阴影部分。
打印机内部打印机内部前视图后视图塑料袋用于包装设备。
请将这些塑料袋放于儿童不易触及的地方,以免儿童误吞而窒息。
清洁打印机的外部: 请确保已经从交流电源插座上拔下打印机插头。
请使用中性清洁剂。
brother缝纫机说明书

9. 保养 ····················································· 39
请使用兄弟工业公司指定更换的零部件。
T-8421B, 8422B, 8452B, 8722B, 8752B
iii
[3] 警告标签
缝纫机上有下列警告标签。 当使用缝纫机时,请遵守标签上的说明。如果标签脱落或模糊不清,请和购买商店联系。
1
2
3
必须接地。
接驳地线不牢固,是造成触电或误动作的原因。
4
表示转动方向
10. 旋梭供油量的调整 ·························· 44
11. 故障检修··········································· 45
11-1. 缝纫 ··················································· 45 11-2. 显示错误代码 ······································· 50
7. 缝纫 ····················································· 32
7-1. 缝纫····················································· 32 7-2. 倒缝加固的方法 ······································ 33 7-3. 缝纫密针的方法 ······································ 34
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
兄弟攻丝、钻孔加工中心操作简明说明上海北滨精密机械有限公司技术服务中心2006年7月G代码操作说明1、G代码介绍1-1、G00快速移动 (3)1-2、G01直线插补 (3)1-3、G02、G03圆弧插补 (3)1-4、G04暂停 (3)1-5、G09、G61、G64定位/切削模式 (3)1-6、G10资料设定 (3)1-7、G22、G23软极限设定 (4)1-8、G28由指定点复归到机械原点 (4)1-9、G29从诫械原点经G28点再移动到指定点 (4)1-10、G30由指定点复归到第2、3、4机械点 (4)1-11、G40、G41、G42刀具半径补偿 (4)1-12、G43、G44、G49刀具长度补偿 (4)1-13、G53机械坐标系 (5)1-14、G54→G59第1→6工作坐标系 (5)1-15、G54.1P1→48扩张坐标系 (5)1-16、G68坐标旋转 (5)1-17、G133单项攻牙(攻入) (5)1-18、G134单项攻牙(退出) (5)1-19、G90/G91绝对值/增量值坐标系 (5)1-20、G94每分钟进给量mm/min (5)2、子程序指令2-1、M98呼叫子程序 (5)2-2、M99返回主程序 (5)3、条件指令3-1、G65指令(呼叫指令) (5)3-2、G66指令(轴转移后呼叫) (6)3-3、G67取消G66指令 (6)3-4、IF语句 (6)3-5、GOTO语句 (6)3-6、WHILE语句 (6)4、变量说明4-1、空变量 (6)4-2、区域变量 (6)4-3、公用变量 (6)4-4、条件式说明 (7)4-5、算式说明 (7)5、固定循环指令5-1、固定循环指令说明 (7)5-2、G73钻孔循环(孔内停顿) (8)5-3、G74攻丝(左牙) (8)5-4、G76精镗孔 (8)5-5、攻丝循环(右牙) (8)5-6、攻丝循环(左牙) (9)5-7、G81、G82钻孔 (9)5-8、G83钻孔循环(孔外停顿) (9)5-9、攻丝(右牙) (9)5-10、G85、G89铰孔 (9)5-11、G86粗镗孔 (9)5-12、G86背镗孔 (9)5-13、G36圆形分布孔加工 (9)5-14、G37直线分布孔加工(指定孔间距) (9)5-15、G38直线分布孔加工(指定孔增量坐标) (10)5-16、G39网状分布孔加工 (10)5-17、G173高速深孔钻 (10)5-18、G181、G182两段式深孔钻 (10)5-19、G183深孔钻 (10)5-20、G185、G189两段式铰孔 (10)5-21、G186两段式镗孔 (10)5-22、G100无停止换刀 (10)6、S、T、M功能6-1、S功能 (11)6-2、T功能 (11)6-3、M功能 (11)7、计数器的使用 (12)1、G代码介绍1-1、G00快速移动G00X_Y_Z_B1-2、G01直线插补G01X_Y_,C_F_G01X_Y_,R_F_G01X_Y_Z_F_G01Z_F_G01B_F_说明:直线插补在一条语句中写入3轴坐标值旋转轴为1旋转轴+1直线轴X、Y、Z、B为坐标终点C、R为倒角大小;C为直线倒角、R为圆弧倒角F为切削进给速度mm/min刀具进给路线为直线1-3、G02、G03圆弧插补G02X_Y_I_J_F_顺时针插补G02X_Y_R_F_顺时针插补G03X_Y_I_J_F_逆时针插补G03X_Y_R_F_逆时针插补说明:X、Y为坐标终点R为圆弧半径(圆弧角度≤180度时R为+)(圆弧角度≥180度时R为-)I、J为圆弧起点到1-4、G04暂停G04P_G04X_说明:P、X为停顿秒数在某些加工条件下,执行暂停可以获得良好的加工质量1-5、G09、G61、G64定位/切削模式G09定位模式(单节有效)G61定位模式(连续有效)G64切削模式(连续有效)在加工时,由于控制系统和机械动作的延时,造成在加工工件转角时产生微小的倒角,若工件转角需要绝对正确时就必须使用G09、G61。
1-6、G10资料设定G10L2PnX_Y_Z_B_(n=1→6)坐标系设定G10L10PnR_(n=1→99)刀长设定G10L11PnR_(n=1→99)刀长微小补正设定G10L12PnR_(n=1→99)刀具半径设定G10L13PnR_(n=1→99)刀具半径微小补正设定G10L20PnX_Y_Z_B_(n=1→48))扩张坐标值设定1-7、G22、G23软极限设定G22X_Y_Z_I_J_K_G23取消G22说明:X、Y、Z为上极限点(机械坐标系)I、J、K为下极限点(机械坐标系)当机床运转时,刀具进入设定的极限区时发生报警,并停止动作1-8、G28由指定点复归到机械原点G28X_Y_Z_B_说明:X、Y、Z、B为指定的中途点执行G28指令时,刀具以G00速度经过指定点复归到机械原点。
未指定的轴向则不作原点复归,此指令的目的为避让加工障碍或者用于换刀。
1-9、G29从诫械原点经G28点再移动到指定点G29X_Y_Z_B_说明:X、Y、Z、B为指定坐标点刀具由机械原点经过G28所指定坐标点再到达G29所指定坐标点,所以在使用G29指令之前必须先指定G28指令。
1-10、G30由指定点复归到第2、3、4机械点G30PnX_Y_Z_B_(n=2→4)说明:P2、P3、P4为第2、3、4机械点X、Y、Z为指定坐标点本指令功能同G28相同,差异在于复归到第2、3、4机械点1-11、G40、G41、G42刀具半径补偿G40半径补正取消G41Dn左补正(n=1→99)G00X_Y_G42Dn右补正(n=1→99)G00X_Y_说明:D为刀具补正代码以刀具的走向判定左右补偿刀具补正功能的作用在于使刀具的实际移动路线与程序指令的路线偏离一个刀具的半径,使得加工后的轮廓与图纸要求相符合,无须考虑刀具半径大小造成的计算困扰。
1-12、G43、G44、G49刀具长度补偿G49刀具长度补正取消G43Hn刀具长度补正(+方向)(n=1→99)G00Z_G43Hn刀具长度补正(-方向)(n=1→99)G00Z_说明:H为刀具长度补正代码由于刀具的长度不一,所以Z轴方向的位置补正修正刀具长度的误差。
1-13、G53机械坐标系G53以机械原点作为零点的坐标系1-14、G54→G59第1→6工作坐标系1-15、G54.1P1→48扩张坐标系编写加工程序时,可以在的加工零件上设定数个坐标系,将设定的工件坐标系零点到机械原点的各轴向距离编写入参数中。
1-16、G68坐标旋转G68X_Y_R_说明:X、Y为旋转中心;R为旋转角度1-17、G133单向攻牙(攻入)1-18、G134单向攻牙(退出)G133Z_I_(J_)S_G134Z_I_(J_)S_说明:Z为终点坐标I(J)为公制螺距(每英寸牙数)S为主轴转速1-19、G90/G91绝对值/增量值坐标系G90以工件坐标零点为坐标的基准点计算(绝对增量)G91以前一个点为坐标基准点计算(相对增量)1-20、G94每分钟进给量mm/minG94刀具的进给速度F为mm/min2、子程序指令2-1、M98呼叫子程序2-2、M99返回主程序M98P_L_说明:P为子程序号码L为重复次数M99P_说明:P为主程序序号如果程序中有一段指令重复使用,可以将这些特定的指令单独写成一个子程序以便简化程序,子程序可以再次呼叫其他子程序,最多可以重复呼叫4次。
3、条件指令3-1、G65指令(呼叫指令)G65P_L_说明:P子程序代码L重复次数3-2、G66指令(轴转移后呼叫)3-3、G67取消G66指令G66P_L_(移动轴程序)G67说明:P子程序代码L重复次数3-4、IF语句IF_(条件式)_GOTO_n(n=1→9999)(程序内容)3-5、GOTO语句GOTO_n3-6、WHILE语句WHILE_()_DOm(m=1→4)(程序内容)ENDm4、变量说明4-1、空变量#0条件式时为空计算式时为04-3、公用变量在DATABANK中设定#100→#199电源关闭后资料丢失#500→#599电源关闭后资料存在4-4、条件式说明5、固定循环指令5-1、固定循环指令说明固定循环指令是将几个单节指令集合在一起,以一个指令代替数个单独的指令,当进入固定循环后一直连续到G80为止。
通常一个固定循环切削功能包括六个动作:1、快速定位至X、Y坐标2、快速定位至R点3、孔加工至Z点4、Z点的动作5、返回到R点6、快速定位到起始点7、在固定循环指令中,必须包含以下三个功能:1、G90/G91绝对值/增量值坐标2、G98/G99回归点的起始点选择3、固定循环指令G73、G74G76→G78G80→G87G89P1、G90/G91绝对值/增量值坐标P2、G98/G99回归点的起始点选择P3、固定循环指令格式G※※X_Y_Z_R_(1)Q_(1)I_P_F_S_L_K_(2)W_V_(2)J_说明:G※※循环代码X_Y_定位点Z_加工终点Q_(1)G73、G83、G77、G78时为每一次加工深度(2)G76、G87时作为主轴定位后的偏移量,以增量值计算W_为G73、G83、G77、G78渐减式进刀的第一次进给量V_为G73、G83、G77、G78渐减式进刀的最后一次进给量I_螺距(公制螺纹)J_每英寸牙输(英制螺纹)P_暂停时间secF_进给速度mm/min;G77、G78为螺距×转速S_主轴转速rpmL_G77、G78攻牙时的退刀速度rpmK_加工次数G90时为同一位置的加工次数G91时为加工数5-2、G73钻孔循环(孔内停顿)1、G73X_Y_Z_R_P_Q_F_S_2、G73X_Y_Z_R_P_W_V_F_S_5-3、G74攻丝(左牙)G74X_Y_Z_R_P_F_S_5-4、G76精镗孔G76X_Y_Z_R_P_Q_F_5-5、攻丝循环(右牙)1、G77X_Y_Z_R_I_Q_S_L_J_2、G77X_Y_Z_R_I_W_V_S_L_J_5-6、攻丝循环(左牙)1、G78X_Y_Z_R_I_Q_S_L_J_2、G78X_Y_Z_R_I_W_V_S_L_J_5-7、G81、G82钻孔1、G81X_Y_Z_R_P_F_G822、G81X_Y_Z_R_W_V_L_F_G825-8、G83钻孔循环(孔外停顿)1、G83X_Y_Z_R_P_Q_S_2、G83X_Y_Z_R_W_V_F_5-9、攻丝(右牙)G84X_Y_Z_R_P_F_S_5-10、G85、G89铰孔G85X_Y_Z_R_P_F_G895-11、G86粗镗孔1、G86X_Y_Z_R_P_F_2、G86X_Y_Z_R_W_V_P_F_5-12、G87背镗孔G98G87X_Y_Z_R_P_Q_F_5-13、G36圆形分布孔加工G36X_Y_I_J_K_P_说明:X、Y为圆心位置I为半径值J为起始角度K为起始角度P为分割数(P=360/等分角度)5-14、G37直线分布孔加工(指定孔间距)G37X_Y_I_J_K_说明:X、Y为第一个孔坐标I为孔间隔距离J为起始角度K为加工孔数5-15、G38直线分布孔加工(指定孔增量坐标)G37X_Y_I_J_K_说明:X、Y为第一个孔坐标I为X轴间距J为Y轴间距K为加工孔数5-16、G39网状分布孔加工G39X_Y_I_J_K_P_Q_说明:X、Y为第一个孔坐标I为X轴间距J为Y轴间距K为X轴方向加工孔数P为Y轴方向加工孔数Q为起始角度5-17、G173高速深孔钻1、G173X_Y_Z_R_Q_F_2、G173X_Y_Z_R_W_V_F_5-18、G181、G182两段式深孔钻G181X_Y_Z_R_I_J_W_V_E_L_F_G1825-19、G183深孔钻1、G183X_Y_Z_R_Q_F_2、G183X_Y_Z_R_W_V_F_5-20、G185、G189两段式铰孔G185X_Y_Z_R_I_J_E_L_F_G1895-21、G186两段式镗孔G186X_Y_Z_R_I_J_W_V_E_L_F_5-22、G100无停止换刀G100R_T_X_Y_Z_B_说明:R为Z轴退至R点T为刀具号码X、Y、Z、B为换刀后的定位点该指令可加入刀长补正,其动作与M06有所不同G100R_T_X_Y_Z_B_G43H_S_M_动作如下:1、(1)Y轴退回机床原点(2)Z轴退回R点(加工坐标)(3)主轴定位,切削液关闭(4)刀具长度补偿取消2、Y轴到刀库换刀位置3、(1)换刀(2)B轴定位4、(1)Y轴移至机械原点换刀(2)切削液开启5、(1)X、Y、Z轴移至指定位置(2)刀具长度补偿(3)主轴转动M06R_T_X_Y_Z_B_动作与G100相同,分为5步,但是刀具长度补正、主轴和切削液开闭必须另外书写。