西门子G参数设置
西门子常用参数及修改
输入需要搜 索的数据
输入完毕按 确认
这里可以看 到是X轴
参数数值位 置,此时需 要特别注意, 你需要屏蔽 的是第四轴, 不能直接在 这里修改, 这个地方很 容易犯错
按下取消按 钮
这里显示的就是需要屏 蔽的第四轴
修
改
按轴+按钮,
为0
直到出现AX5
每次修改参数 前都要从这里 确认是否是你 需要修改的轴
▪ 选择操作区域“启动” → “HMI” → “报警文本”,
在操作界面上输入用户 PLC 报警。
▪ 随后可以选择: ▪ 报警文本类型 xml 文件的名称 ▪ 用户循环报警 oem_alarms_cycles ▪ 用户 PLC 报警 oem_alarms_plc ▪ 用户子程序信息文本
oem_partprogram_messages
报警文本文件显示
报警文本设定
常用快捷键
▪
加
结尾
▪
加
程序编辑页面光标会直接到 当前页面拍照
▪
加
汉字编辑(拼音输入法)
▪
加
语言切换
截屏存储路径如下图所示
位移速度设定
▪ 32000 : G00,G01,G02/G03 最快速率 ▪ 32010 : 手动 G00 速率 ▪ 32020 : 手动 JOG 速率 ▪ 36200 = 参数32000 *1.5倍 (监控不可超出
修改 为0
修改为0
从通道数据 里搜索
搜索到
20070 【4】
屏蔽第四轴需注意的地方
1、搜索参数时需注意要先按搜索键,再输入需要搜 索的参数号
2、搜索到参数时,特别要注意确认好是否是你需要 修改的轴,西门子轴参数是一个参数管所有轴的, 这个时候需要利用【轴+】及【轴-】翻页查找你 所需要修改的轴
西门子G150变频器ESD信号参数设置方法
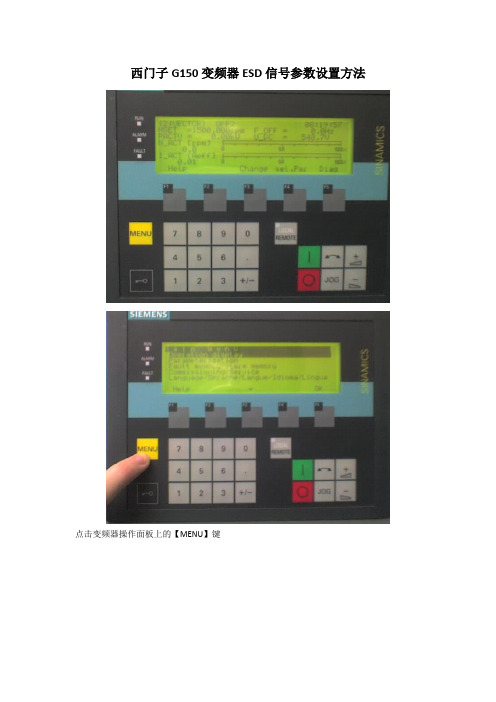
西门子G150变频器ESD信号参数设置方法
点击变频器操作面板上的【MENU】键
进入菜单,选择第二项【Parameterization】
选择【ALL DO】
开始输入参数代码:
1、输入【845】后按【F5】键确认
2、此时再按【F5】键确认,进入【845参数组】
3、继续按【F5】确认,开始参数设置
4、向下选择至TM31选项,按【F5】确认
5、向下选择至r4022选项,按【F5】确认
6、向下选择至X520.1选项,按【F5】确认
以上参数设置完毕后、再按【MENU】键返回主菜单。
还是选择第二项【Parameterization】
注意这时选择第四项【Permanent parameter transfer】进行参数保存!(参数若未经过保存,屏幕右上角会一直有“S”符号闪烁)
至此参数设置并保存完毕。
西门子G代码
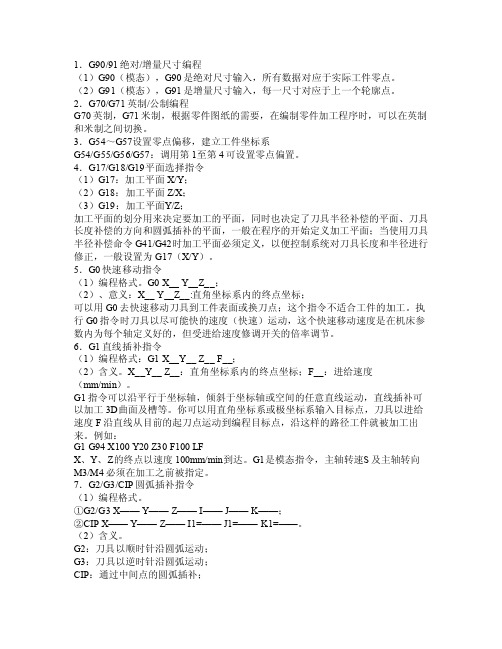
1.G90/91绝对/增量尺寸编程(1)G90(模态),G90是绝对尺寸输入,所有数据对应于实际工件零点。
(2)G91(模态),G91是增量尺寸输入,每一尺寸对应于上一个轮廓点。
2.G70/G71英制/公制编程G70英制,G71米制,根据零件图纸的需要,在编制零件加工程序时,可以在英制和米制之间切换。
3.G54~G57设置零点偏移,建立工件坐标系G54/G55/G56/G57:调用第1至第4可设置零点偏置。
4.G17/G18/G19平面选择指令(1)G17:加工平面X/Y;(2)G18:加工平面Z/X;(3)G19:加工平面Y/Z;加工平面的划分用来决定要加工的平面,同时也决定了刀具半径补偿的平面、刀具长度补偿的方向和圆弧插补的平面,一般在程序的开始定义加工平面;当使用刀具半径补偿命令G41/G42时加工平面必须定义,以便控制系统对刀具长度和半径进行修正,一般设置为G17(X/Y)。
5.G0快速移动指令(1)编程格式。
G0X__ Y__Z__;(2)、意义:X__ Y__Z__:直角坐标系内的终点坐标;可以用G0去快速移动刀具到工件表面或换刀点;这个指令不适合工件的加工。
执行G0指令时刀具以尽可能快的速度(快速)运动,这个快速移动速度是在机床参数内为每个轴定义好的,但受进给速度修调开关的倍率调节。
6.G1直线插补指令(1)编程格式:G1X__Y__ Z__ F__;(2)含义。
X__Y__ Z__:直角坐标系内的终点坐标;F__:进给速度(m m/min)。
G1指令可以沿平行于坐标轴,倾斜于坐标轴或空间的任意直线运动,直线插补可以加工3D曲面及槽等。
西门子G代码

G602
在G60,G9方式下准确定位,粗
G70
英制尺寸
13:英制/公制尺寸模态有效
G71*
公制尺寸
G700
英制尺寸,也用于进给率F
G710
公制尺寸,也用于进给率F
G90*
绝对尺寸
14:绝对尺寸/增量尺寸模态有效
G91
增量尺寸
G94*
进给率F,单位毫米/分
15:进给/主轴模态有效
G332
不带补偿夹具切削内螺纹. 退刀
G332 Z… K… ;不带补偿夹具切削螺纹. Z退刀 ;螺距符号同G331
CT
带切线的过渡圆弧插补
N10…
N20 CT Z… X…F. 圆弧以前一段切线为过渡.
G4
快速移动
2: 特殊运行,程序段方式有效
G4 F…或G4 S….;自身程序段
G63
快速移动
G63 Z…F…S…M…
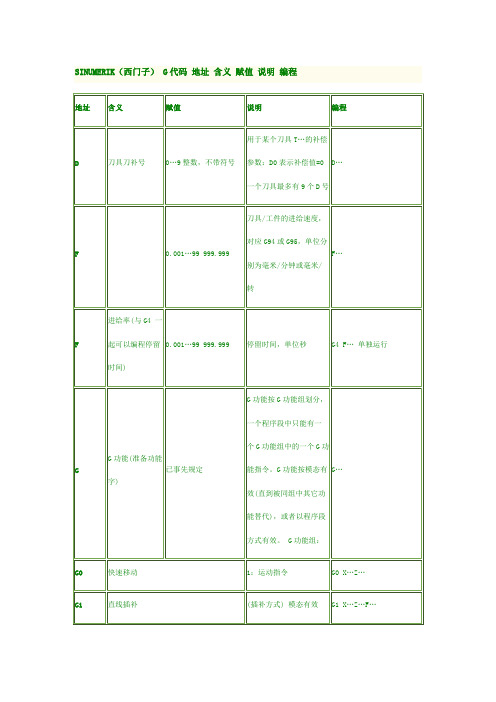
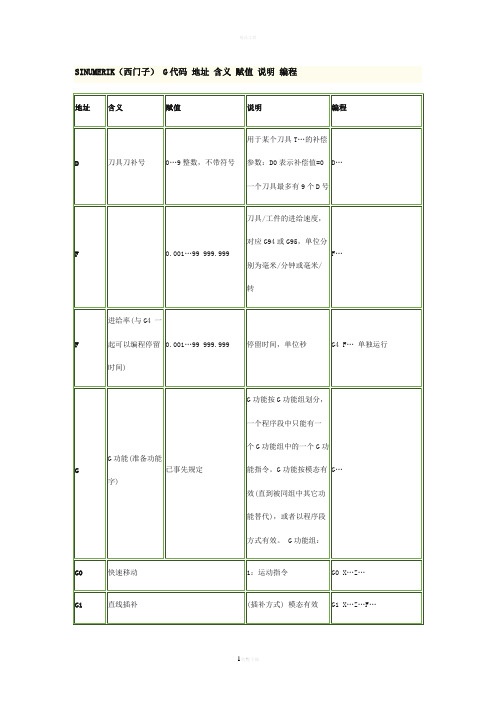
SINUMERIK(西门子) G代码 地址 含义 赋值 说明 编程
地址
含义
赋值
说明
编程
D
刀具刀补号
0…9整数,不带符号
用于某个刀具T…的补偿参数:D0表示补偿值=0一个刀具最多有9个D号
D…
F
0.001…99 999.999
刀具/工件的进给速度,对应G94或G95,单位分别为毫米/分钟或毫米/转
F…
0.001…20000.000
属于X轴;用于CIP进行圆弧插补的参数
参见CIP
K1
圆弧插补的中间点
±0.001…99999.999
螺纹:
0.001…20000.000
属于Z轴;用于CIP进行圆弧插补的参数
西门子G代码
T
刀具号
1…32000整数,无符号
可以用T指令直接更换刀具,可由M6进行。这可由机床数据设定
T…
X
坐标轴
±0.001…99999.999
位移信息
X…
Y
坐标轴
±0.001…99999.999
位移信息
Y…
Z
坐标轴
±0.001…99999.999
位移信息
Z…
AR
圆弧插补张角
0.00001…359.99999
12:准停窗口模态有效
G602
在G60,G9方式下准确定位,粗
G70
英制尺寸
13:英制/公制尺寸模态有效
G71*
公制尺寸
G700
英制尺寸,也用于进给率F
G710
公制尺寸,也用于进给率F
G90*
绝对尺寸
14:绝对尺寸/增量尺寸模态有效
G91
增量尺寸
G94*
进给率F,单位毫米/分
15:进给/主轴模态有效
参见G2/G3
CR
圆弧插补半径
0.001…99999.999
大于半圆的圆弧带负号“-” 在G2/G3中确定圆葫
N10 X…Y…CHR=
N11 X…Y…
CYCLE
加工循环
仅为给定值
调用加工循环时要求一个独立的程序段;事先给定的参数必须赋值(参见章节“循环”)
CYCLE82
钻削,深孔加工
N10 CALL CYCLE 82(…) 自身程序段
快速移动
1:运动指令
G0 X…Z…
G1
直线插补
(插补方式) 模态有效
G1 X…Z…F…
G2
顺时针圆弧插补
西门子变频器常用参数的设置

西门子变频器常用参数的设置1 变频器的控制方式它是由负载的力矩特性所决定的,电动机的机械负载转矩特性由下式决定:P=Tn/9550 式中:P:电动机功率KW. T:电动机转矩N*M. n:电动机的转速rpm。
转矩T与转速n的关系可分为3种:①恒转矩:转速变化时转矩恒定的负载。
如传送带,起重机等;②恒功率:转速和转矩成反比关系,但是二者之积恒定不变。
如机床主轴;③变转矩:转矩随着转速的变化按照一定的函数关系变化的负载。
如风机,泵类等。
当参数变频器控制方式P1300=0时变频器工作在线性U/F方式,此方式能够适应大多数恒转矩负载。
如果负载是风机,泵类则P1300=1。
在变频调速的时候系统可能会发生共振现象,从而造成系统工作异常甚至机械损坏,为此变频器提供了可跳转频率的功能,P1091~P1094用于设置跳转频率点P1101用于设置跳频带宽,从而避免共振。
当P1300=3时变频器的工作在可编程的U/F控制方式P1320.P1322.P1324提供了可编程频率坐标,P1321.P1323.P1325提供了可编程的电压坐标,该方式能在某一特定频率下为电动机提供特定的转矩以适应负载的变化。
矢量控制是仿照直流电动机的控制思想对异步电动机进行控制,首先将定子三相电流通过坐标换算成励磁电流分量和电枢电流分量并且分别对这2个量进行控制。
因此电动机的机械特性是非常硬的而且具有很高的动态响应能力。
根据需要可以将P1300=20/21无/有反馈矢量控制或P1300=22/23无/有反馈的矢量转矩控制以满足负载的控制精度。
2 加/减速时间加速时间定义为输出频率从0上升到最大频率所需要的时间,减速时间定义为输出频率从最大下降到0所需要的时间。
加/减速时间设置的合理与否对电动机的起动,停止,以及调速系统对速度变化的响应都有很大的影响。
加速时间的设置应该把电动机的定子电流限制在变频器的额定电流以内而不使过流保护装置动作。
电动机在减速过程中处于再生发电制动状态,其回馈的能量通过逆变器上的续流二极管反送到直流母线的电解电容器上,从而使其起两端的电压升高。
西门子G代码
不带补偿夹具切削内螺纹. 退刀
G332 Z…K…;不带补偿夹具切削螺纹. Z退刀 ;螺距符号同G331
CT
带切线的过渡圆弧插补
N10…
N20 CT Z…X…F. 圆弧以前一段切线为过渡.
G4
快速移动
2: 特殊运行,程序段方式有效
G4 F…或G4 S….;自身程序段
G63
快速移动
G63 Z…F…S…M…
FFOWF
预控关闭
预控
模态有效
FFOWN*
预控打开
WALIMON*
工作区域限制生效
工作区域限制
模态有效
适用于所有轴,通过设定数据激活;值通过G25,G26设置
WALIMOF
工作区域限制取消
G920*
西门子方式
其它NC语言
G921
其它方式
模态有效
带* 的功能在程序启动时生效(如果没有编程新的内容,指用于“铣削”时的系统变量).
附加可编程镜像功能
AMIRROR X0 改变方向的坐标轴,自身程序段
G25
主轴转速下限
G25S…;自身程序段 G25 X…Z…;自身程序段
G26
主轴转速上限
G26S…;自身程序段G26 X…Z…;自身程序段
G17
(在加工中心孔时要求)
6: 平面选择
G17…所在平面的垂直轴为刀具长度补偿轴
G18*
Z/X平面
SINUMERIK(西门子) G代码 地址 含义 赋值 说明 编程
地址
含义
赋值
说明
编程
D
刀具刀补号
0…9整数,不带符号
用于某个刀具T…的补偿参数:D0表示补偿值=0一个刀具最多有9个D号
西门子 SINAMICS G130 G150高性能单机传动变频调速器 说明书

高性能单机传动变频调速器SINAMICS G130/G150SINAMICS—适合各种任务的最佳变频器着眼未来的新一代传动家族SINAMICS 为客户呈献了一代能适合各种任务的最佳变频器—所有变频器都能够以标准方式进行组态、参数化、调试和操作。
SINAMICS —可完成任何任务• 宽广的功率范围:0.12 kW ~120 MW• 宽广的电压范围:220 V~10 kV• 共用的软硬件平台保证了功能统一• 变频器的工程组态仅需两个工具:SIZER 用于工程选型STARTER 用于参数化和调试• 高度灵活性和模块化SINAMICS G130 — 变频装置适用于大功率,恒/变转矩应用,性能要求较高的单机应用场合SINAMICS G130 功率和电压范围380~480 V 110~560 kW 500~600 V 110~560 kW 660~690 V75~800 kW结构紧凑,操作简单,运行安静SINAMICS G130 作为西门子公司的新一代变频装置,适用于大功率,高性能,而无需再生反馈的单机驱动的场合。
它既适用于恒转矩负载,如挤出机、搅拌机或输送机等,也可用于具有平方转矩负载,如泵、风机和压缩机等。
由于采用了全新设计理念:模块化的机械设计,损耗极低的半导体器件 IGBT 以及革新的冷却系统,SINAMICS G130 成为一款性能非常优良,运行异常安静、结构极为紧凑的变频器。
优异的性价比SINAMICS G130 变频器经全新开发设计,使其在整个产品周期都具有投入成本低廉而客户获益众多的特点。
这些优点不仅体现在一次采购中,还体现在安装、调试、以及日常运行以及服务的整个过程中。
作为全集成自动化系统中的一员,更凸现出 SINAMICS G130 的高性价比。
电机端得到 100% 输入电源电压 — 无任何次生危害到目前为止,电压源型变频器主要使用两种技术来调制可变的输出电压。
每种技术都有其自身的优缺点:空间矢量技术可将电机电流中的谐波降到最低程度,从而降低了电机的附加损耗。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
西门子G120参数设置
1.快速设定:
P0003=3用户访问
P0010=1快速调试
P0304=380V电机电压
P0305=电机电流
P0307=电机功率
P0310=电机频率
P0311=电机转速
P0314=2 4级电机
P0400=12增量编码器带有零脉冲P0408=1024光码脉冲
P0700=2命令源端子
P1000=2设定源模拟量
P1300=21有传感器的矢量控制
P1500=0转矩设定值选择
P1900=3选择电机参数识别*静态
P3900=3结束快速调试
断电重启
2.电机识别
P1910=3启动电机识别
3.速度优化
P1960=1(张力给定=100%,端子10与1短接)?启动4.优化完毕:
?(1)模拟量(0~10V)设置
?P0460=0?
P1460=15?
P1520=
转矩上限
?P1521=
?P1522=
转矩上限
?P1040=5
?MOP设定值确定电动电位计MOP的设定值[Hz]? P0771=31
模拟量输出转矩(2)模拟量(10V~10V)设置?P0492=0允许的速度差
P1460=15?
P1520=?
P1521=?
P1522=?
P1523=?
P1525=-100%
转矩标定
电压信号
?P0771=31
模拟量输出转矩(完)?
注:当优化失败时,报警为
F0090,调换编码器脉冲线重试。
?当张力设定变小会报警时,检查P0492是否为0。