国内外超硬材料制品的新发展_王秦生
国内外超硬材料制品的新发展

4 结 语
在 我 国超 硬 材 料 及 制 品 发 展 过 程 中 , 相 对 于 材 料 而言, 制 品发展 滞后 , 材 料 与 制 品 比例 失 调 . 我 国 的 超 硬 材料制 品 , 大 部分是 中低端 产 品 , 高 端 制 品 与 国 外 差 距 较大 . 因此 , 在 国家 制 订 的 “ 十二 五” 规 划 和 战 略 性 新 兴 产业发 展规划 中 , 已经 明 确 提 出 把 发 展 制 品 作 为 主 攻 方 向. 把 我 国 变 成 世 界 超 硬 材 料 制 品强 国 , 是 当 前 和 今 后 相 当 长 一 个 阶段 的 奋 斗 目标 .
程中, 磨 削 部 位 金 刚石 颗 粒 产 生 的 热 量 , 必 须 经 过 金 属
镀层 , 然后 传 递到结 合 剂 , 起 到 了一 个 热 量缓 冲作 用 , 使得 与磨 粒相 接触 的树脂 能够 避免脉 冲式 的瞬 时高温 冲击 而不 被烧 伤变质 , 从 而保持 它对磨 粒 的把持 能力.
( 2 ) 可 以提高磨 料 的颗粒强 度. 对 于 树 脂 结 合 剂 磨
参 考文 献 :
E q 王 秦 生 . 超硬材料制造[ M] .北 京 : 中 国标 准 出版 社 , 2 0 0 2 : 儿5 —1 1 9 .
[ 2 ] 王秦生. 超 硬 材 料 及 制 品[ M] . 郑州: 郑 州 大 学 出版 社 ,2 0 0 6 : 1 2 1 —1 2 7 .
剂砂 轮 中磨 料过早 脱 落 的原 因之一 , 是表 面 光 滑 的磨 粒与树 脂结 合不 牢 固. 当磨粒表 面镀 一层金 属后 , 镀层
外表 面粗糙 、 凹凸不平 , 与 树 脂 结 合 牢 固.
( 4 ) 对磨 料起 隔离保 护 和抑 止石 墨化 的作用 . 在高 温烧 结和 高温磨 削 时 , 镀 层 可 以对 金 刚石 起 隔 离保 护 作用 , 使金 刚石 不容 易发 生 氧 化 、 石墨 化 、 溶 剂化 或生 成碳 化物 . 明显 的原 因是 包 裹着 金 刚 石 的镀 层 隔绝 了
超硬材料的研究进展
超硬材料的研究进展超硬材料是一种具有极高硬度、强度和耐磨性的新型材料。
由于它的独特性质,广泛应用于工业、医疗、军事等领域,是当前材料科学研究的热点之一。
随着科技的不断进步,越来越多的先进技术被应用到超硬材料的研究中,使得其性能和应用范围得到了极大的拓展。
本文将对超硬材料的研究进展进行探讨。
一、超硬材料的发展历程超硬材料的研究可以追溯到19世纪末,当时科学家们对碳化物这种材料的特殊性质非常感兴趣。
20世纪初,德国科学家A. W. DeRosset首次制备出钨铁硼(WC-Co)超硬合金材料,此后,在1940年代至1950年代,美国的鲁德克显微硬度试验机的发明为超硬材料的研究提供了直观的手段。
1960年代至1970年代,欧美等国家开始大规模生产超硬合金,如模具、刀具和磨削工具。
随着电子、通讯、能源等新技术的不断发展,超硬材料的应用逐渐拓展到电子、通讯、医疗、航空和航天等领域。
二、超硬材料的种类和特点目前,超硬材料主要包括金刚石、CBN、陶瓷和碳化硅等四种。
其中,金刚石是最早被发现的超硬材料之一,具有极高的硬度,可以用于制作工业用刀具、电子元件和成型模具等。
CBN则比金刚石更为耐磨和耐热,适用于高速切削、高温切削和精密磨削。
陶瓷是稳定化氧化铝、氮化硅和碳化硅等无机陶瓷制品,是一种高硬度、高强度、高韧性和高抗磨损性的材料。
碳化硅是具有高硬度、耐磨性和耐高温性的陶瓷材料,可用于制造深井泵、汽车发动机部件和航空航天器件等。
超硬材料的特点是硬度高、热稳定性好、耐磨性强、化学惰性好、导热性能低和脆性大。
它的硬度高达3000—10000HV,可以切削大多数材料。
在高温、高压等恶劣环境下,超硬材料仍能保持较好的物理和化学性能,耐腐蚀能力强但韧性差。
三、超硬材料的制备方法超硬材料的制备方法包括高温高压合成法、化学气相沉积法、化学物质汽相沉积法、热丝蒸发沉积法、等离子体增强化学气相沉积法、激光沉积法和热处理法等。
高温高压合成法是制备单晶金刚石和CBN的主要方法,即用高温高压下的钻石晶种作为种子,通过添加石墨和金属触媒,在5–6GPa、1500–1800°C的条件下熔融钻石结晶生长。
超硬材料行业数家企业获机床协会十佳称号

员企业努力向先进单位 学习,坚持 自主创 新 ,加 快企业 战略调 整和 产 品升级 ,争取 为振 兴我 国装
备制造业做 出更 大的贡献 ,在 今后 的先进 会 员企业表 彰活动 中,协会将 继 续 坚持 “ 公平 、公 正、
超硬材料行业数京企业获机床协会 +佳称罟
在机床协会 广大会 员企业和各分会 的踊跃参 与和积极 支持 下 , 08年度 先进 会 员企业评 定工 20
作 已经 圆满结束 。中国机 床 工具 工 业协会 日前 发布 关 于对 2 0 0 8年 度 先进 会 员企 业 ( 十佳 企 业)
通报表 彰的决定 ,公 告 了评 定结果并对获得先进 称号的会 员企 业 予 以通报表 彰 ,鼓励获得 先进 称
拉槽和保径能 力 差等 普遍 现 象 , 客户 中树 立 在
了 良好 的 口碑 。
②用碱调 P H值 至 5— , 铁 离子 形 成氢 6将
氧化 物沉 淀 , 加入 活 性 炭 , 拌 , 置 过 夜 , 搅 静 过 滤, 除去铁和有机物杂质 ;
③补充 主盐 , 电 流 电解 , 去 多余 的铁 、 小 除
铜等金属杂质 ;
参考文献
[ ] 隆 臣等. 刚石 工具 的设计 与制造 [ , 1段 金 M]
中国地质 大学( 武汉 ) 工程 学院, 0 2 3 0 [ ] 庆 华. 内 电 铸 金 刚 石 钻 头 试 制 评 述 2祝 国
④补加添加剂 , 进行试镀 。
探矿工艺研究所金刚石钻 头组 于七十年代
的各个 环节 , 特别是 前处理 的科 学性 , 在整个流
我国超硬材料的现状与发展

我国超硬材料的现状与发展我国超硬材料的现状与发展超硬材料是指硬度高于天然金刚石的材料,主要包括多晶立方氮化硼(PCBN)和多晶金刚石(PCD)。
这些材料具有极高的硬度、耐磨性和耐腐蚀性,被广泛应用于机械加工、矿山开采、石油勘探等领域。
我国超硬材料的研究和应用起步较晚,但近年来取得了长足的进展。
一、现状目前,我国超硬材料的生产和应用已经进入了快速发展的阶段。
据统计,我国超硬材料的年产量已经超过了全球总产量的50%以上。
其中,多晶立方氮化硼和多晶金刚石的生产量分别占到了全球总产量的80%和70%以上。
我国超硬材料的主要生产企业有新金刚石、中联重科、中钢天源等。
这些企业在技术研发、生产工艺、产品质量等方面都取得了显著的进展。
二、发展趋势未来,我国超硬材料的发展趋势主要体现在以下几个方面:1. 技术创新超硬材料的研究和应用需要不断的技术创新。
未来,我国超硬材料的研究和应用将会更加注重技术创新,尤其是在材料的制备、加工和表面处理等方面。
同时,还需要加强与其他领域的交叉融合,推动超硬材料的多元化应用。
2. 产业升级超硬材料产业是一个高技术含量、高附加值的产业。
未来,我国超硬材料产业将会进一步升级,从单一产品向多元化产品转型。
同时,还需要加强产业链的整合和优化,提高产业的竞争力和核心竞争力。
3. 国际合作超硬材料是一个全球性的产业,需要进行国际合作。
未来,我国超硬材料产业将会加强与国际产业的合作,共同推动超硬材料的研究和应用。
同时,还需要加强国际市场的开拓,提高我国超硬材料的国际竞争力。
4. 环保可持续发展超硬材料的生产和应用对环境造成了一定的影响。
未来,我国超硬材料产业将会更加注重环保可持续发展,推动绿色生产和循环经济。
同时,还需要加强环保技术的研究和应用,减少对环境的影响。
总之,我国超硬材料的现状和发展前景都非常广阔。
未来,我们需要加强技术创新、产业升级、国际合作和环保可持续发展,推动超硬材料产业的快速发展。
superhard material(超硬材料)

Ⅰb diamond
In 1966, Dupont synthetized diamond by explosion method . In1970, Wentorf synthetized large particles of diamond by artificial growth successfully which size is 6mm, weight 1carat. In 1972, Artificial polycrystalline diamond synthetized. In 1980s, the thin film of synthetic diamond researched successfully.
In 1954, the diamond Synthetized firstly. In 1962, Decarli and Jamieson first synthetized diamond by explosion method under 30 Gpa shock pressure . In 1962, Bundy measured the triple point of diamond, graphite, liquid phase is 4100 k, 12.5 GPa in the condition of 1962 ~ 4000 k and the static pressure of over 12 GPa that different catalyst of graphite change to diamond directly.
电镀金刚石线锯上砂方式的进展
450007,China)
Abstract
The method of sand—-tacking・-on for manufacturing electroplated diamond wire saw includes and brush plating method-etc.Sand—bury-eleetroplating
ho m/
一l E
\^_
上r’7
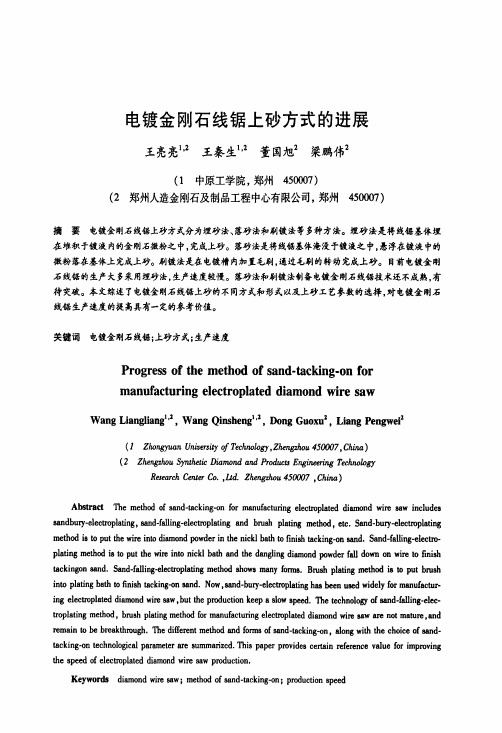
t畦楫i镕:2第一转轴0¥二恃# 4,5进&蕾:6*《槽
采用落砂法上砂,金刚石微粉因为镀液搅拌随镀液流动, 当镀液内部流建达到一定值.基体金属线对微糟的吸附力不能
圈4悬浮法上砂柑圈
将微粉颗粒固结f基体表面.造成上砂困难。高伟等将微粉置于环形毛带上,实现基体和微粉保持相对 静止,完成上砂。在镀液巾保持线锯基体与金剐石微粉相对静止,要充分考虑到镀液的流动会破坏微粉
固2微粉颗粒分布图
圉3自制线锯微将分布围
2落砂法
相对埋砂法而言,落砂法制造线锯要求更高.实现的形式更为多样化。落砂法的基本模型是线锯基 体以一定的走线速度通过上砂槽,槽中的金刚石微粉通过搅拌装置悬浮在镀液中,利用自身重力作用藩 至基体,完成上砂。笔者按照传统上砂基本模型设计了一个简单上砂电镀槽,采用普通瓦特镀液,线锯
高玉飞¨1等将厚尼龙铣削制成上砂槽,上砂时,将线径为2001a,m琴钢丝固定在两端,全部埋于平均 粒径为201a,m的金刚石微粉之中。砂槽底部每隔10em安放尼龙块撑起琴钢丝,避免上砂不均。上砂电 流密度1.5—2.0A/dm2,上砂时间8—10min,镀液温度35—40"t2。吴海洋K1用吸管将含有微分的镀液 挤在线锯基体周围,直到基体完全被覆盖为止,电镀一段时间后,将基体翻转,移开多余的微粉。上砂电 流密度为2.0A/din2,上砂镀层厚度为微粉平均粒径的10%。 笔者用PVC材料加工成V形槽,基体采用线径为0.23mm的钢丝线,金刚石微粉平均粒径为 29la,m。将金刚石微粉放置于V形槽中,基体埋于微粉之中,完成上砂。上砂电流密度控制在0.5
推动我国超硬材料制品向高端发展(上)
s u c h a s t h e l a s e r s a w I d i a mo n d wi r e s a w 。u l t r a - h i g h s p e e d g r i n d i n g t o o l a n d h i g h p e r —
摘
要: “ 十 二 五” 期 问将 是 我 国超 硬 材 料 制 品 产 业 发 展 的 重 要 机 遇 期 , 这 将 加 速 我 国超 硬 材 料 制 品产 业 向
世 界 强 国 行 列 迈 进 。文 章 综 述 了我 国超 硬 材料 制 品 的 发 展 现 状 , 重 点 介 绍 了近 年 来 我 国激 光 锯 片 、 绳锯 、
f o r ma n c e g l a s s g r i n d i n g wh e e l e t c . ,wh i c h r e p l a c e g r a d u a l l y o r e v e n c o mp l e t e l y r e p l a c e t h e
De v e l o pm e n t o f h i g h - e n d s u p e r ha r d a b r a s i v e p r o d u c t s i n Ch i na
LV Z h i .ZHENG Ch a o 。LI N Fe n g 。 W ANG J i n - b a o .XI E Z h i - g a n g t 。
( 1 . Na t i o n a l S p e c i a l Mi n e r a l Ma t e r i a l s En g i n e e r i n g Re s e a r c h C e n t e r。Gu i l i n 5 4 1 0 0 4;
国内外超硬材料的新发展
6 6 0 ); 图 9 年轮 式 两 面 顶
4 超硬 材 料 制 造 和检 测 技 术 的进 展
选择 最有代 表性 的制 造技 术 和 检测 技术 , 其 进 展
情况 绍如 下. 4 . 1 超 硬 材 料 制 造 技 术 的进 展
4 . 1 . 2 组 装 结 构 的 改 变
控制 方式 改进 : 沿 着 人 工 一 自 动 化 一 智 能 化 一 网 络 化 的方 向发展. 国 内外 金 刚石 工 业 用 压 机 主要 有 以 下 3 种:
先前 为直接 加热式 组装 结构 ( 图 1 0 ) , 内 部 是 原 料 柱, 原 料本 身通 电发热 ; 外部 是 绝缘 隔热 的介 质 , 温 度
3 合 成 金 刚石 专用 超 高 压 高 温设 备
压机大 型化 : 压 机 吨 位 逐 步 扩 大 ,5 0 0 t 一5 0 0 0 t
一 1 O 0 0 0 t.
传 压 密 封 介 质 的 改 进 :原 先 为 单 一 介 质 , 现 在 采 用 复合 介质 , 介 质 材 料 由 叶 蜡 石 改 进 为 叶 蜡 石 + 白 云 石 +其 他 添 加 剂 . 同时 , 采 用 内外 不 同 材 质 , 例 如 以 下 多层结 构 : 导 热绝 缘体 ( 内) 一发 热体 ( 中) 一 复 合 传 压 密封 隔热绝缘 介质 ( 外) .
4 . 2 检 测 技 术 的 进 步
1 ~导电装置 ; 2 一合成柱 ; 3 一 传 压 介 质
图 1 O 直 接 加 热 式 结构
检 测项 目: 在 原 有 项 目基 础 上 , 又 新 增 加 了 多 个 检 测 项 目. 例如 , C F S( C o mp r e s s i v e F r a c t u r e S t r e n g t h ,
超硬材料的开发进展
超硬材料的开发进展发布人:zml 发布时间:2015年04月29日 10:16:58 浏览量: 10超硬材料的开发进展一、开发利用人造钻石及钻石材料1.研制人造钻石的新进展⑴利用化学气象沉淀法制成人造钻石。
2004年6月,有关媒体报道,美国华盛顿卡内基研究院地球物理实验室,颜志学博士领导的一个研究小组,研制出一种利用化学气象沉淀法制成人造钻石的技术,只要3天,就可以成功制造一颗巨型5克拉钻石,同时,其硬度比天然钻石高50%。
这种合成钻石的方法,主要是利用微波浆气体堆积方法,比其他方式快了100倍。
不过,这种人造钻石的功用,主要并非用于装饰,而是看好将来可以取代半导体中大量使用的硅,或是发展钻石晶圆应用于高频通讯产业,可使传输的频率提高2倍以上。
以化学气象沉淀法合成人造钻石,价格低廉、速度快、体积大且硬度高。
颜志学表示,这种人造钻石两三年后应当可以开始量产,并广泛运用于工业用途。
⑵通过改进化学气象沉淀法快速制成大钻石。
2005年10月,《世界日报》报道,美国华盛顿卡内基研究院地球物理实验室,毛河光博士和儒赛尔·哈姆雷博士等人组成的研究小组,通过改进化学气象沉淀法,利用高压让“钻石快速长大”的专利技术实验,在日本及美国公布他们制成的一颗10克拉钻石,震惊学术界和珠宝界。
报道称,过去号称要百万年才能结晶的昂贵钻石,总是伴随着美丽浪漫的传说。
不过,毛河光却颠覆了一般人对钻石的价值观。
他大胆预言:“ 21世纪是钻石的年代!有一天,价廉物美的钻石,会取代硅在半导体的角色,硅谷会变成钻石谷,将使人类科技进入另一世界。
”三年前,当他们公开发表人造钻石的化学气象沉淀法后,犹如古代点石成金的术士般带动风潮,全世界有百家实验室一窝蜂投入这种方法的钻石研发,但因无法突破钻石生长的速度,后来纷纷退出,毛河光等人则是耗费百万美元不断实验,终于发现钻石迅速长大的秘方。
哈姆雷说:“我们通过改进的沉积技术,使制成的钻石达到10克拉。
超硬材料行业发展历程
超硬材料行业发展历程
超硬材料是指硬度在20GPa以上的材料,主要包括金刚石和
立方氮化硼两种。
它们具有极高的硬度、热稳定性和耐磨性,被广泛应用于切割、磨削、磨料、陶瓷加工和电子封装等领域。
超硬材料行业的发展可以追溯到20世纪50年代。
当时,金刚石的合成技术得到了突破,开创了人工金刚石的时代。
随后,立方氮化硼的合成技术也取得了突破,成为另一种重要的超硬材料。
从此,超硬材料行业逐渐崭露头角。
随着技术的不断发展,超硬材料的性能得到了进一步提升。
金刚石薄膜、纳米结构金刚石和立方氮化硼的多相合成技术相继出现。
这些新材料的推出,进一步拓宽了超硬材料的应用范围。
超硬材料的应用领域也在不断扩展。
在切割和磨削领域,金刚石和立方氮化硼已经成为不可替代的材料。
在电子封装领域,立方氮化硼的热导率和耐高温性能使其成为热管理材料的首选。
此外,超硬材料在陶瓷加工、光学镜片和高压高温实验中也有广泛应用。
未来,随着人工合成技术的进一步改进和超硬材料性能的不断优化,超硬材料行业有望继续迎来发展机遇。
同时,随着技术的突破,可能会出现新的超硬材料,为材料行业带来新的突破和变革。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 产品的发展
超硬材料工具半 个 多 世 纪 的 发 展 历 程 , 大体可划 : 分为 5 个阶段 ( 5 次浪潮 ) — — — 磨具热 1. 1 第一次浪潮 ( 2 0 世纪 6 0 年代起 ) ) 磨削工具 ( 图 1、 图2 包括 : 通用磨具 ( 砂轮 、 砂瓦 、 ; 磨石 、 磨头等 ) 专用石 材 磨 具 ( 盘磨 辊等) 和光学玻璃 ; 磨具 ( 精磨丸片 、 磨边砂轮等 ) 特殊磨具 ( 电解磨轮 , 柔 性磨具等 ) . 超硬材料 ( 金 刚 石、 磨具与普通磨料( 碳化 C B N) 硅、 刚玉 ) 相比 , 具有 巨 大 的 优 越 性 : 加 工 精 度 高、 加工
2 0 1 2-0 7-3 0 收稿日期 : , 王秦生 ( 男, 河南叶县人 , 教授 . 1 9 4 2- ) 作者简介 : 图 1 A D I系列产品
效率高 、 使用寿命延 长 数 十 至 数 百 倍 . 例 如, 用金刚石 砂轮加工硬质合金 , 其寿命是碳化硅砂轮的 2 0 0 多倍 . 又如 , 用立方氮化硼 砂 轮 可 以 解 决 刚 玉 砂 轮 不 能 解 决 — —对 飞 机 发 动 机 的 喷 油 嘴 进 行 精 密 磨 削 加 的 问 题— 工, 以保证其足够长的使用寿命 , 从而延长飞机的远程 巡航时间 . 精密加工用金刚 石 磨 具 和 立 方 氮 化 硼 磨 具 , 是现
国内外超硬材料制品的新发展
2 2 ,李利红2, ,刘 杰2 王秦生1, 林 玉2,赵清国1,
( ) 中原工学院 , 郑州 4 河南省金刚石及制品工程技术研究中心 , 郑州 4 1. 5 0 0 0 7; 2. 5 0 0 0 1 摘 要: 锯切工具 、 钻进工具 、 切削刀具等 几 大 类 广 泛 应 用 的 超 硬 材 料 工 具 以 及 用 于 激 光 、 射频等的 介绍了磨削工具 、 金刚石功能元件 , 并从产品 、 工艺装备 、 制造技术等方面介绍了近些年来国内取得的新进展 . 关 键 词: 加工工具 ; 发展 超硬材料制品 ; : / 中图分类号 : G 7 文献标志码 : O I 1 0. 3 9 6 9 . i s s n . 1 6 7 1-6 9 0 6. 2 0 1 3. 0 1. 0 1 1 T A D j
第1期
王秦生 , 等: 国内外超硬材料制品的新发展
·4 3·
图 3 钻头 图 2 N I C O L A I质 钻 头 和 石 油 钻 头 钻 探 总 量 中, 金刚石钻头工作量已经占 8 0% 以上 . — — — 锯片热 1. 3 第三次浪潮 ( 2 0 世纪 8 0 年代起 ) 、 锯切工 具 包 括 金 刚 石 圆 锯 ( 图 4) 排 锯、 绳锯( 图 ) 、 半导体线锯 、 超 薄 切 割 片 等. 这 是 一 类 高 效、 节 能、 5 、 降耗 无公害的绿色新型锯切工具 .
2] 径[ .
— — — 钻头热 1. 2 第二次浪潮 ( 2 0 世纪 7 0 年代起 ) ) 钻进工具 ( 图3 包括以下 4 类 : — —用 金 刚 石 单 晶 或 柱 状 聚 晶 制 造 而 地质钻 头 — 成, 用于地质勘探取岩芯 . — — 用聚晶复合片制成 , 石油钻头 — 用于打油井 , 进 行石油开采 . — — 又称薄壁钻 , 工程钻头 — 用于工程施工中钻孔 、 打巷道等 . — — 在宝石 、 套料刀 — 玉 器、 光 学 玻 璃 加 工 中, 用于 套料或掏孔 . 在我国普遍开展 的 大 规 模 地 质 勘 查 工 作 中 , 金刚 石钻头逐渐替代钢质钻头 , 并得到推广应用 . 金刚石钻 头可以一次连续钻进上千米的地层而不需要像其他钻 头那样多次提钻更换 钻 杆 , 而且可以钻透最硬的碧玉 级地层 ; 钻井口径 小 、 井 斜 度 小, 效 率 高, 消 耗 动 力 少、 , 圆锯 : 大型 ( 单锯或组 1 0 0 0mm~ 5 0 0 0mm) ; 合锯 , 用于 解 板 ( 锯 切 整 块 板 材) 中型( 3 0 0 mm ~ ,用 于 板 材 分 割 ;小 型 ( 5 0 0 mm ) 1 0 0 mm ~ ) , 用于现场施工中切割边角料 2 0 0mm .
图 7 金刚石制品专用设备
由中原工学院和郑州金海威科技实业有限公司等 单位联合开发的规则 植 砂 高 效 自 动 成 型 机 , 新近在国 内问世并逐渐完善 , 可以解决有序排列金刚石工具生 产效率低的瓶颈问题 , 将会对有序排列工具新技术的 推广应用起到巨大的促进作用 . 2. 3 焊接设备 自动 高 频 焊 机 得 到 普 遍 应 用 ; 在 此 基 础 上, 功率 图 8) 成功应用于焊接中型和小型 2kW的激光焊 机 ( 规格的金刚石锯片 . 3 0 0mm 以下的锯片可以单面一 次焊成 ; 由于目前激 光 3 0 0 mm~ 5 0 0 mm 的锯片 , 焊机的功率不够大 , 需要两面焊接才能完成 . 2. 4 后处理设备 、 自动磨孤机 、 自动开刃机( 图 9) 应 力 检 测 仪、 应 力校正仪 ( 张力调整 机 ) 等, 这些金刚石工具后加工设 备和产品质量检测专 用 仪 器 设 备 , 国内产品已经成功
排锯 : 用于大理石 6 0 条以 上 锯 条 组 合 成 框 架 锯 , 解板 . 采用粉末冶金和焊接方法制造的金属结合剂金刚 排锯 , 在2 随 石圆锯 、 0世纪7 0 年 代 后 得 到 迅 速 发 展, 后又开发了各种磨盘 、 激光焊接圆锯和绳锯 , 从而成为 这类用于加工天然和人造 金刚石工具中的一个 大 类 . 石材等建筑材料的工 具 所 耗 用 的 金 刚 石 数 量 , 在国内 占5 外耗用的工业金刚石总量中上升 到 第 一 位 , 0% 左 右. 近年来 , 又出现了光伏行业加工单晶硅和多晶硅的 金刚石线锯 . — — — 刀具热 1. 4 第四次浪潮 ( 2 0 世纪 9 0 年代起 ) 超硬材料刀具 (车 刀 、 铣 刀、 铰刀等) 是现代制造 业必不可少的新型刀具 . 金刚石 聚 晶 ( 刀 具 :加 工 对 象 为 有 色 金 属 P C D) ( 、 木材 、 塑胶 . A l合金 、 C u 合金 ) 立方氮化 硼 ( 刀 具: 加工对象为硬而韧的 P C B N) 合金钢等难加工钢材 . 金刚石刀具和立 方 氮 化 硼 刀 具 的 出 现 , 意味着刀 具材料的革命性变化 , 解决了难以加工的硬脆材料和 硬韧材料的加工问题 . 金刚石刀具具有 很 高 的 耐 磨 性 , 金刚石车刀比硬 质合金车刀寿命长上百倍 . 在加工汽车发动机汽缸时 , 利用金刚石车刀进行 精 车 , 达到很高的尺寸精度和表 可以收到以车代磨的显著效果 . 面粗糙度 , C B N 车刀具有 极 低 的 表 面 粗 糙 度 以 及 极 高 的 热 硬性 ( 这种“ 红硬性” 可用 1 4 0 0 ℃ 时仍保持其硬度) . 于高速 干 切 削 , 高速切削产生的高温软化了被加工材
第2 4 卷第 6 期 2 0 1 3年2月
中原工学院学报 J OUR NA L O F Z HONG YUAN UN I V E R S I T Y O F T E CHNO L O G Y
o . 1 V o l . 2 4 N , F e b . 2 0 1 3
( ) 1 6 7 1-6 9 0 6 2 0 1 3 0 1-0 0 4 2-0 5 文章编号 :
图 5 绳锯
修整工具 : 从常规 修 整 器 ( 单 点 式、 多点式的修正 笔、 修正快 ) 向成型修 整 器 ( 修整滚轮) 的 转 变, 是修整 工具发展的历史性进步 . 复杂型面高精度滚轮 , 其尺寸 可实现超精密修正和超精密加工 . 精度达到 ±2μ m, 拉丝模具 : 人造金 刚 石 聚 晶 拉 丝 模 寿 命 比 天 然 金 刚石拉丝模高 5 倍 , 比硬质合金高 2 能够胜任拉 5 0倍, 制特硬 、 特细的各种金属丝 . 其他 工 具 : 粗 糙 度 测 定 仪 触 头, 硬 度 计 压 头, 牙医 磨头 , 发动机气缸珩磨油石 , 什锦锉 , 指甲锉等 . 功能元件 : 化学气 相 沉 积 ( 金刚石薄膜可以 C V D) 制成各种具有特殊 声 光 电 热 性 能 的 功 能 元 件 和 器 件 . 按照用途分为功能薄和机械膜 2 类 . 、 功能类薄膜制品 : 热沉元件 ( 热学级薄膜 ) 激光窗 、 口( 光学 级 薄 膜 ) 介电射频元件( 电 子 级 薄 膜, 图 6) 等.
代制造业中数控机床 、 自动加工线 、 柔性加工中心配套 的必不可少的先进加 工 工 具 , 在“ 十 二 五” 规划中被列 入战略性新型产业 . 金刚石磨具和立方氮化硼磨具越来越多地取代用 普通磨料制造的 碳 化 硅 磨 具 和 刚 玉 磨 具 . 所 谓 A( a l i - , 、 刚玉 ) 立 方 氮 化 硼) u m i n a b o r a z o n, C( c a r b o → B( - , 碳化硅 ) 金刚石 ) 进展 , 即“ r u n o u m, d i a m o n d A→ →D( 、 ” , B C→D 进展 是世界公认的磨 料 磨 具 工 业 发 展 的 路
功能元件 、 耐磨器 超硬材料制品可分为加工工具 、 [ 1] 件等几大类 . 加工工具 : 精密 、 高效 、 节能 、 降耗 、 绿色 、 先进加工 工具 , 主要有 磨 削 工 具 、 锯 切 工 具、 钻 进 工 具、 切削刀 修正工具 、 拉丝模具等 . 具、 功能元件 : 具有特殊的声 、 光、 电、 热等物理性能的 功能元件 . 耐磨 器 件 : 机 床 导 轨、 硬 度 计 压 头、 制 动 器 件、 轴 承、 粗糙度测定仪等 . 这些产品广泛应 用 于 国 民 经 济 的 各 行 各 业 , 并在 国防和科研中扮演越来越重要的角色 . 例如 , 用于加工 加工长二捆火箭 , 加工导弹 原子反应堆的中子控制棒 , 防流罩 , 用作激光器的发射窗口 , 用作 L E D 光源等 .
图 4 圆锯
·4 4·
中原工学院学报