天窗密封条公差
中华人民共和国国家标准塑料门窗用密封条
中华人民共和国国家标准塑料门窗用密封条(节录)3 产品分类密封条根据用途、使用范围、材质、形状及尺寸进行分类并命名。
3.1按用途分类安装玻璃用密封条,代号GL;框扇间用密封条,代号We。
3.2按使用范围分类低层和中层建筑用密封条,代号Ⅰ;高层和寒冷地区建筑用密封条,代号Ⅱ。
3.3按材质分类PVC系列密封条,代号V;橡胶系列密封条,代号R。
3.4按开头分类3.4.1安装玻璃用密封条槽型密封条,代号U;棒型密封条,代号J。
3.4.2框扇间用密封条带中空部分密封条,代号S。
不带中空部分密封条,代号S。
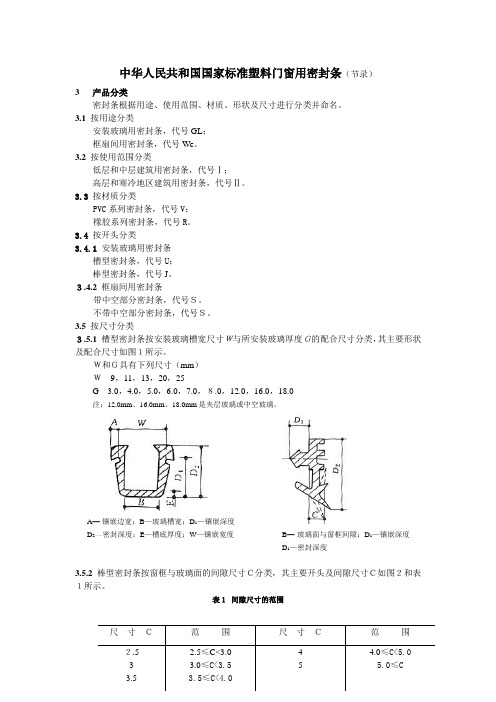
3.5按尺寸分类3.5.1 槽型密封条按安装玻璃槽宽尺寸W与所安装玻璃厚度G的配合尺寸分类,其主要形状及配合尺寸如图1所示。
W和G具有下列尺寸(mm)W9,11,13,20,25G 3.0,4.0,5.0,6.0,7.0,8.0,12.0,16.0,18.0注:12.0mm、16.0mm、18.0mm是夹层玻璃或中空玻璃。
A—镶嵌边宽;B—玻璃槽宽;D1—镶嵌深度D2——密封深度;E—槽底厚度;W—镶嵌宽度B—玻璃面与窗框间隙;D1—镶嵌深度D1—密封深度3.5.2 棒型密封条按窗框与玻璃面的间隙尺寸C分类,其主要开头及间隙尺寸C如图2和表1所示。
表1间隙尺寸的范围尺寸C范围尺寸C范围2.5 3 3.5 2.5≤C<3.03.0≤C<3.53.5≤C<4.0454.0≤C<5.05.0≤C3.5.3 框扇间用密封条是按窗扇与窗边框间隙尺寸C分类,如图3、图4、图5和表2所示。
但如图4所示,遇有框扇正交时,则间隙尺寸C应标明C1和C2两种尺寸的C值。
图3 推拉窗扇与下框的间隙图4 推拉窗扇与边框的间隙图5 平开窗扇与边框单间隙尺寸C范围尺寸C范围尺寸C范围13571≤C<33≤C<55≤C<77≤C<1010131510≤C<1313≤C<1515≤C<1818202318≤C<2020≤C<2323≤C<253.6命名举例例WG按尺寸分类按形状分类按材质分类按使用范围分类按用途分类GL I V U [5/11]GL按尺寸分类按形状分类按材质分类按使用范围分类按用途分类4 技术要求 4.1 产品质量要求 4.1.1 外观外观应光滑、平直无扭曲变形,表面无裂纹,边角无锯齿及其他缺陷。
车用天窗技术条件EQC-683-2008

3 术语
3.1 1 个循环: 关闭-开启-关闭-上掀-关闭。
3.2 内藏式天窗 是一种由密封机构、驱动机构、滑动机构和排水机构四大机构组成,由直流电机驱动通过驱动机构、滑
动机构使天窗玻璃上抬或开启到任意位置来增加车内空气的流通和增加车厢内光线的一种装置。密封机构主 要由玻璃窗及其密封圈组合组成;驱动机构主要由马达、SCU(控制单元)、运动机构组合、拉索、位置传感 器、限位开关等组成;滑动机构主要由两侧滑轨组成;排水机构主要由导水槽、排水管等组成。 3.3 模拟工作状态
4.4.15 防水性
天窗安装在台架上,天窗在前后左右四个方向上倾斜17度,水柱以1.5L/Min的流速将水加到天窗的排水
机构中,经过各种情况后,回到水平位置(加水的位置:排水机构的最高点)
保证无水区无泄露,未排除水量小于25ml
4.4.16 淋水试验
4.4.16.1天窗安装在台架上,淋雨量在25 L/min/㎡,淋雨时间3小时,并观察排水情况;
图1
在室温下放置 2 个小时
重复关闭和开启10个循环,保证零件处于稳定状态;按照4.4.1.1和4.4.1.2进行检测满足各项指标;
4.4.12 湿度交变
将天窗放入环境箱内并保证天窗玻璃处于正常的供货的状态;
4.4.12.1环境箱温度变化:由42℃加热30分钟到48℃,再由48℃经过30分钟降低到42℃, 95% RH(保证42℃
4.2.1 照 5.1.2 检查产品的表面应无划痕、毛刺、斑点、锈蚀等缺陷。
4.2.3 产品的外协、外购件应符合有关标准和图样的要求,并经厂质量检验部门检查验收合格后方可使用,天
窗玻璃要求具有 3C 认证。
天窗玻璃的开启行程见相应图纸的要求。
4.3 工作环境
Q-SQR.04.130-2006橡胶密封条

奇瑞汽车有限公司发布前言本标准规定了奇瑞汽车有限公司汽车用橡胶密封条。
为确保产品质量,特制定本企业标准。
本企业标准由范围、引用标准、基本要求、外观要求、材料要求、尺寸要求、成品件的性能要求、试验方法、检验规则、包装贮运等部分组成。
是在Q/SQR.04.130-2000(试行)的基础上进行修改的,本标准在上试行版本的基础上增加了产品性能的一些试验要求,删除了材料要求的一些内容;本标准还根据实际情况对一些指标进行了调整,并重新进行了排版。
本标准由奇瑞汽车有限公司汽车工程研究院提出。
本标准由奇瑞汽车有限公司汽车工程研究院归口。
本标准由奇瑞汽车有限公司汽车工程研究院负责起草。
本标准主要起草人:车用橡胶密封条1 范围本标准规定了奇瑞汽车有限公司用橡胶密封条的技术要求、试验方法、检验规则、标志、包装及贮运等。
本标准适用于奇瑞汽车有限公司车用橡胶密封条的检验。
有植绒的密封条请参照Q/SQR.04.131执行。
2 引用标准下列标准包含的条文,通过在本标准中引用而构成本标准的条文。
在本标准出版时,所示版本均为有效,所有标准都会被修改,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB 2828.1-2003 计数抽样检验程序Q/SQR.04.015 门窗密封条用EPDM橡胶GB/T 2941-1991 橡胶试样环境调节和试验的标准温度、湿度及时间QC/T 709-2004 汽车密封条压缩永久变形的试验方法QC/T 710-2004 汽车密封条压缩负荷的试验方法QC/T 711-2004 汽车密封条植绒耐磨性的试验方法QC/T 716-2004 汽车密封条插入力和拔出力的试验方法QC/T 639-2004 汽车用橡胶密封条GB/T 3511-2001 硫化橡胶或者热塑性橡胶直接自然气候老化试验方法GB/T 3512-2001 硫化橡胶或者热塑性橡胶热空气加速老化和耐热试验Q/SQR.04.103-2004 散发性能检验——气味性试验Q/SQR.04.057 CAC——商标标记Q/SQR.04.057 汽车零部件标记要求3术语无。
密封条设计规范

密封条设计规范Document number:WTWYT-WYWY-BTGTT-YTTYU-2018GT密封条设计规范密封条设计规范1范围本标准规定了汽车密封条技术规范.本标准适用于产品开发.2规范性引用文件下列文件中的条款通过本规范的引用而成为本规范的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本规范。
GB/T3672橡胶制品的公差GB7529模压和压出橡胶制品外观质量的一般规定GB/T12422客车门窗用植绒密封条GB/T12423客车门窗用塑料密封条QC/T639-2004汽车用橡胶密封条QC/T641-2005汽车用塑料密封条HG/T3088车辆门窗橡胶密封条3术语PVC:聚氯乙烯EPDM:三元乙丙橡胶4目标性能4.1填充间隙;4.2吸收、降低振动;4.3隔绝噪声,防止水、尘埃等向车内渗透,保持乘坐舒适性;4.4向活动零部件提供移动通道;4.5 弥补钣金制造及装配中的误差; 4.6 降低风雨噪声; 4.7 起外观装饰作用。
5 设计方法5.1 密封条分类密封条按照安装位置分四类:门密封条、门框密封条、发动机舱密封条、车窗内外夹条、顶盖密封条。
5.2 材料选择车窗内外夹条(车门玻璃内外夹条/三角窗玻璃/前风窗玻璃/后风窗玻璃密封条)的材料一般为:PVC ;车身其它部位密封条材料一般都为EPDM 。
5.3 密封条开发流程图常规密封条设计优选断面图1图2尾门车身钣金后侧围内饰板 背门内饰板外夹条车窗玻璃车门腰线加强板车门外板车门内板车门腰线加强板车门内饰板车玻璃内夹条顶盖密封条侧围外板侧围外板顶盖卡接结构顶盖外板顶盖边梁内板图3图4安装方式:卡扣图5 车门外板侧围外板车门内板门密封条车门内饰板侧围内饰板密封条安装钣金车门锁扣车门内板门框密封条图6图7后三角窗玻璃侧围内饰板玻璃尼槽导轨 后门玻璃后三角窗玻璃密封条发动机盖板前保进气栅发动机前密封条卡扣图8图96 尺寸及外观要求 尺寸要求3672中表2中E2级执行; 3672中表2中E2级执行; 3672中表2中E2级的下偏差执行。
全车密封条技术要求

全车胶条技术和质量要求一、技术要求1密封条应按经规定程序批准的图样及技术文件制造,并应符合本标准的规定。
2密封条工作温度为 -40 ℃~80 ℃。
3材料要求3.1 密封条用材料类别应符合表1的规定。
表1 密封条用材料类别4、橡胶密封条胶料性能按此标准执行5、外观质量按照以下要求执行6、未注公差尺寸的极限偏差6.1密实胶密封条尺寸公差6.1.1密实胶密封条截面尺寸公差密实胶密封条截面尺寸公差按此表进行,其中装配尺寸公差按E2级,非装配尺寸公差按E3级规定;密实胶密封条截面尺寸公差(单位:mm)6.1.2密实胶密封条长度尺寸公差实心橡胶密封条长度尺寸公差按此表进行,其中接角、接头产品按L1级。
密实胶密封条长度公差(单位:mm)6.2海绵橡胶密封条尺寸公差6.2.1海绵橡胶密封条截面尺寸公差,安装尺寸按G1执行,非安装尺寸依照G3执行。
海绵橡胶截面尺寸公差(单位:mm)6.2.3海绵橡胶接角的长度公差。
)6.3海绵类密封条的尼龙扣钉孔距偏差按±1.5mm,排气孔距偏差按±10mm。
6.4密封条冲孔、冲槽、端头冲切尺寸偏差按GB/T 3672.1表7中EC2级的规定。
7、成品性能要求7.1橡胶密封条成品性能8. 供方提供的产品需要满足法律、法规要求。
a) 禁限用有害物质:标准符合Q/CC JT098-2008《汽车产品中有毒有害物质的限量要求》中关于铅、镉、汞、六价铬、PBB、PBDE的限值要求。
汽车产品中有毒有害物质的详细检测方法依照IEC 62321、DIN3314执行。
试验周期为:“不定期抽检”。
b)针对内饰非金属件气味散发性应符合Q/CC JT001-2009《汽车内饰材料气味散发性试验方法和限值》中4级要求。
9、出厂检验9.1外观质量、成品长度检验:出厂前按GB/T2828.1-2003正常检查一次,抽样方案取AQL为1.5和一般检验水平Ⅱ随机抽样进行检验。
如检验不合格,退回生产部门逐根检查。
密封条试验标准(20200524201537)

密封条试验标准(20200524201537)QC/T 639-2004 汽车用橡胶密封条(1)2007-08-21 17:20:55 作者:来源:互联网文字大小:大中小简介:QC/T 639-2004(2004-10-20发布,2005-04-01实施)前言本标准代替QC/T 639-2000《客车门窗用橡胶密封条》和QC/T 640-2000《客车门窗用植绒密封条》。
本标准与QC/T 639—2000和QC/T 640-2000的 ...QC/T 639-2004(2004-10-20发布,2005-04-01实施)前言本标准代替QC/T 639-2000《客车门窗用橡胶密封条》和QC/T 640-2000《客车门窗用植绒密封条》。
本标准与QC/T 639—2000和QC/T 640-2000的主要差异如下: ——将两个标准合并为一个标准,并将标准名称改为《汽车用橡胶密封条》;——增加附录A、附录B、附录C、附录D和附录E;——增加产品长度尺寸未注公差表;——胶料性能中增加“腐蚀性”、“耐水性”项目;——胶料性能中删除“撕裂性能”项目;——胶料性能中增加胶料的三个硬度范围:50±5、80±5、90±5,并相应提高了原指标;——臭氧浓度的表示方法用10-6代替ppm;——增加成品性能11个项目以及相应的试验方法标准。
本标准附录A、附录B、附录C和附录D均为规范性附录,附录正为资料性附录。
本标准山全国汽车标准化技术委员会提出。
本标准由全国汽车标准化技术委员会归口。
本标准起草单位:上海申雅密封件有限公司、北京万源金德汽车密封制品有限公司、贵州贵航股份红阳密封件公司、天津星光橡塑有限公司、重庆益丰汽车密封条有限公司、厦门百吉工业有限公司、湖北诺克汽车密封条有限公司。
本标准主要起草人:陈海燕、马俊礼、胡主庚、郝杰、邓明香、贺文兵、俞刚莉。
QC/T 639-2004汽车用橡胶密封条1 范围本标准规定了汽车用橡胶密封条的技术要求、试验方法、检验规则及标志、包装、运输和贮存。
密封条设计规范
6.1.1.2橡胶密封条截面尺寸公差按GB/T 3672中表2中E2级执行;
6.1.1.3导槽、呢槽类密封条截面尺寸公差按GB/T 3672中表2中E2级的下偏差执行。
6.1.2密封条长度尺寸公差
6.1.2.1密实橡胶密封条,塑料密封条及塑料复合密封条(含带有非冲切钢带的复合密封条)长度尺寸公差按GB/T 3672中表6中L2级执行。
5.2材料选择
Rl?_^dPx车窗内外夹条(车门玻璃内外夹条/三角窗玻璃/前风窗玻璃/后风窗玻璃密封条)的材料一般为:PVC;
车身其它部位密封条材料一般都为EPDM。
5.3密封条开发流程图
5.4
5.4 常规密封条设计优选断面
5.4.1尾门密封条优选断面,见图1:
图1
5.4.2车窗玻璃内、外夹条优选断面,见图2:
GB/T 3672 橡胶制品的公差
GB 7529 模压和压出橡胶制品外观质量的一般规定
GB/T 12422 客车门窗用植绒密封条
GB/T 12423 客车门窗用塑料密封条
QC/T 639-2004 汽车用橡胶密封条
QC/T 641-2005汽车用塑料密封条
HG/T 3088 车辆门窗橡胶密封条
3术语
6.1.2.2复合体橡胶密封条(含带有冲切钢带的复合体塑料密封条)长度尺寸公差按GB/T 3672中表6中L2级执行。
密封条设计规范
1范围
本标准规定了汽车密封条技术规范.
本标准适用于产品开发.
2规范性引用文件
下列文件中的条款通过本规范的引用而成为本规范的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本规范。
汽车-天窗玻璃密封条 技术规范

零部件子系统技术规范天窗玻璃密封条2020年3月21日1天窗密封条的设计天窗玻璃密封条主要作用是保证天窗关闭时的灰尘、水汽以及噪音密封性要求;在车辆的各种路况行驶时,其功能必须得到满足。
在天窗总成及整车所有的试验后,天窗密封条不能出现掉色、损坏、开裂,不能因密封条原因导致天窗功能失效或降级。
在天窗耐久循环后密封条应保持连接良好、无松脱,仍能满足密封性要求。
1.1天窗玻璃密封条应包含有排气孔,排气孔直径及间距根据隔音性及天窗的关闭性能来最终确定。
1.2密封条的反弹力:预选供应商提供技术方案时对反弹力及试验方法进行详细说明。
1.3材料的选择材料选择要满足《汽车用EPDM橡胶》的要求。
2技术要求2.1使用条件使用温度范围-40℃~+90℃存储温度-40℃~+90℃目标寿命:10年或160000公里2.2外观密封条以闭环形式接缝:由预选供应商在提供方案时对接头工艺进行说明,不允许有任何可能损坏外观或密封性的缺陷产生。
密封条按接缝位置:由预选供应商提供方案时进行说明。
密封条上无气泡、表皮龟裂、破皮、缺陷等影响产品外观和使用性能的缺陷。
2.3粘接性能密封条在车身上粘接性能:由预选供应商在提供技术方案时进行粘接力及试验方法的详细说明。
2.4尺寸精度预选供应商进行反馈时应注明密封条各尺寸精度要求。
3试验项目清单3.1与天窗共同进行的试验清单版本:1.0Page 3 of 11版本:1.0Page 4 of 11版本:1.0Page 5 of 113.2密封条零件试验版本:1.0Page 6 of 11版本:1.0Page 7 of 114与天窗共同进行的试验接受标准4.1外观当玻璃处在关闭位置时,密封条不能高于玻璃表面4.2开闭速度在+24℃和电机加载14V电压下,天窗在整个生命周期内,玻璃的打开和关闭速度满足Q/xxxx要求,在此试验过程中密封条无外观和功能缺陷。
4.3排水系统静态试验天窗关闭,驾驶室内不允许有任何进水。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
计算方法
計算方法
密封条最大压缩量 シールの 2)2 (b / 2)2
密封条最小压缩量 シールの最小压缩量
E.min (E
(a / 2) (b / 2)2 ) Ks
e
e (E.max E.min) / 2
数值/値
1.4 70%
压缩量 E
公差/公差 a b e
2.010 0.553 0.729
数值/値 1
0.7 0.729
根据《GB/T 15055-2007 冲压件未注公差尺寸极限偏差》中表2“未注公差成形件线性尺寸的极限偏差”进行取值,基本尺寸为400~1000,材料厚度为 ≤1mm 。 15055-2007 公差をマークないのプレス部品の偏差のリミット》中の“公差をマークないの成形部品の線性サイズの偏差のリミット”によって値を取る、基本サイズは400~1000、材料の厚さは ≤
mm 。 、基本サイズは400~1000、材料の厚さは ≤1mm 。
《GB/T
c(coarse 粗糙级) 粗いレベル 1.4
0.860 2.260 0.378 0.941
v(very coarse 最粗糙) 最も粗い 2.2
1.208 2.608 0.134 1.237
SUNROOF GLASS ASM TO ROOF HOLE
A±a
B±b 密封条压缩量老化残存率
シールを压缩量老化するの残存率
0.7
E±e
老化の残存率Ks 老化老化残存率Ks
0.8
位置/場所 A B E Ks
描述/説明 玻璃总成/ガラスのアセンブリ
车顶开孔/トップの開口部 密封条压缩量/シールの圧縮 密封条老化残存率/シール老化の残存
公差等级 公差レベル
公差值
(a / 2)2 (b / 2)2 E.max E.min
e E.max E.min
f(fine 精密级) 精度レベル 0.55
0.571 1.971 0.581 0.695
m(medium 中等级) ミッドレベル 0.9
0.673 2.073 0.509 0.782
LE