天窗密封条的设计分析及优化
汽车天窗玻璃密封条开启关闭异响问题的研究

CL C No . : T Hl l 3 . 1.Do c u me n t c o d e : A Ar t i c l e I D: 1 6 7 1 . 7 9 8 8( 2 0 1 2 )0 7 - 6 4. 0 5
有益 于乘 客 ,尤其 是 驾驶 员 ,可 以使其 不会 轻 易 因
引 言
汽 车天 窗 的功能 介绍
车 内空气 混浊 缺氧 而感 到疲 劳 , 提 高 了驾 驶 安全性 。 其 次 ,在 车辆 高速 行 驶 中 ,实 现通 风 换气 的 同时 ,
空气 灌 入车 内形 成涡流 , 汽 车 天窗 作为 一项 汽车 外饰 功 能件 ,从 早期 的 不 会产 生如打 开侧 窗换气 , 多应用于高档车型上发展至今,已越来越普及于各 带来的噪音 问题 。再次,利用天窗除雾是一种快捷 级别 乘用 车上 。从 功 能上 说天 窗也 是 非常有 用 的 。 除雾 的方法 。特 别是在 夏秋 两季 ,雨 水多 ,湿差 大 , 首先 是换 气 ,天 窗打 开 时,利 用负 压 ,将车 内空气 如 果行 车过 程 中将车 的侧 窗紧 闭 ,就 会 增大 车 内外 快速 抽 出 ,实现快 速 有效 的 空气交 换 。研 究表 明这 温 差 ,前风 挡 玻璃 容 易形成 雾气 。虽然 大 多数车 都 配 备 了防 雾装 置 ,但 有 的效 果 并不那 么 明显 。这 时
看 ,一 个 重要途 径 是解决 消 除异常 的运 行声音 。
汽车密封条截面的设计要点及开发案例分析

A1/A2
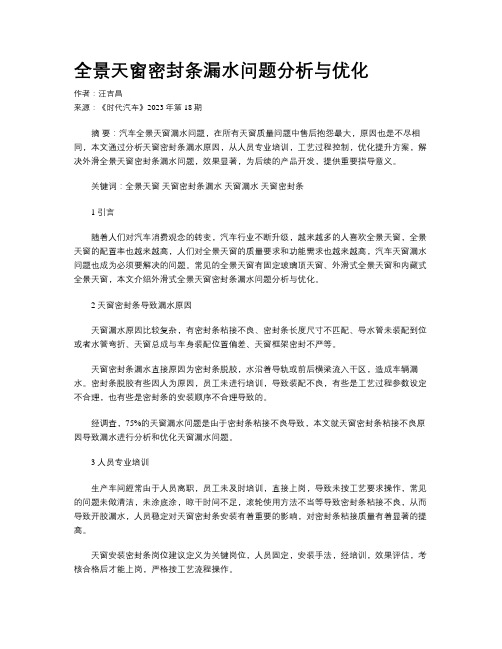
A1/A2为密封尺寸,为外板翻边内侧ቤተ መጻሕፍቲ ባይዱ到玻璃外表面的距离,该尺寸决定了 密封条唇边的长度,与唇边倾斜角度 共同决定了密封力;
B1/B2及D
B1/B2及D为装配尺寸,决定了密封条 在钣金上的固定牢固度
C/α(角度)为造型尺寸,该尺寸受造型 C/α(角度) 隐身影响,变化较大,决定了密封条
断面的宽度
汽车密封条截面的设计要点 及开发案例分析
吉利汽车研究院 张乾 2014.11.28
目录
密封条截面设计要点概述 密封条开发案例分析 Q&A
密封条的功能转换
密封、防水、防尘、防风、防噪
基本功能
对车门的关闭起到缓冲作用,防止车辆在行驶中 车门发生振动
使玻璃能平稳升降移动,降低车辆在行驶过程中 玻璃的振动及噪声
C截面
A截面
B截面
截面1
截面1
截面1
截面2
截面2
截面2
D截面
截面1
截面2
第 17 页
玻璃导槽截面的典型结构及设计要点
ROOF
PLR ROOF
1、使用铜丝,防止ROOF部收缩; 2、使用发泡TPV,达成轻量化。
第 18 页
玻璃导槽截面的典型结构及设计要点
部位
密封唇边形 状、尺寸
设计要点
1、两侧密封唇边应以相同的,大小 适当的力与玻璃接触;
同时接触,因此在设计时一定要考虑接触部位的 受力情况和结构特征;
亮饰条
玻璃
2、在与玻璃接触的部位进行植绒,增大耐磨性;
3、在与钣金接触的地方设计了唇边,防止钣金 脱出;
4、在与内饰板接触的地方设计了沟槽,增加了 配合度和装配的牢固度。
全景天窗密封条漏水问题分析与优化
全景天窗密封条漏水问题分析与优化作者:汪吉昌来源:《时代汽车》2023年第18期摘要:汽车全景天窗漏水问题,在所有天窗质量问题中售后抱怨最大,原因也是不尽相同,本文通过分析天窗密封条漏水原因,从人员专业培训,工艺过程控制,优化提升方案,解决外滑全景天窗密封条漏水问题,效果显著,为后续的产品开发,提供重要指导意义。
关键词:全景天窗天窗密封条漏水天窗漏水天窗密封条1 引言随着人们对汽车消费观念的转变,汽车行业不断升级,越来越多的人喜欢全景天窗,全景天窗的配置率也越来越高,人们对全景天窗的质量要求和功能需求也越来越高,汽车天窗漏水问题也成为必须要解决的问题。
常见的全景天窗有固定玻璃顶天窗、外滑式全景天窗和内藏式全景天窗,本文介绍外滑式全景天窗密封条漏水问题分析与优化。
2 天窗密封条导致漏水原因天窗漏水原因比较复杂,有密封条粘接不良、密封条长度尺寸不匹配、导水管未装配到位或者水管弯折、天窗总成与车身装配位置偏差、天窗框架密封不严等。
天窗密封条漏水直接原因为密封条脱胶,水沿着导轨或前后横梁流入干区,造成车辆漏水。
密封条脱胶有些因人为原因,员工未进行培训,导致装配不良,有些是工艺过程参数设定不合理,也有些是密封条的安装顺序不合理导致的。
经调查,75%的天窗漏水问题是由于密封条粘接不良导致,本文就天窗密封条粘接不良原因导致漏水进行分析和优化天窗漏水问题。
3 人员专业培训生产车间經常由于人员离职,员工未及时培训,直接上岗,导致未按工艺要求操作,常见的问题未做清洁,未涂底涂,晾干时间不足,滚轮使用方法不当等导致密封条粘接不良,从而导致开胶漏水,人员稳定对天窗密封条安装有着重要的影响,对密封条粘接质量有着显著的提高。
天窗安装密封条岗位建议定义为关键岗位,人员固定,安装手法,经培训,效果评估,考核合格后才能上岗,严格按工艺流程操作。
4 工艺过程控制天窗密封条选用的是压敏胶带,根据胶带施工要求,粘接形成的四要素必须保证:1、压力16℃以上,5kgf以上压力可达90%以上的浸润率,天窗胶条采用滚轮滚压,建议设定压力6.5kgf~7kgf,可与车身形成良好的接触。
天窗密封条工艺介绍

天窗密封条工艺介绍
首先,天窗密封条的材料通常采用高质量的橡胶或硅胶材料,具有良
好的弹性和耐老化性能。
选用高质量的材料,可以确保天窗密封条在使用
过程中具有良好的密封性能和长久的使用寿命。
第一步,原材料处理。
天窗密封条的原材料通常是橡胶或硅胶,需要
通过橡胶混炼机或橡胶挤出机进行混炼,使原材料达到一定的软度和可塑性。
混炼过程中还可以加入填充剂、增塑剂等辅助材料来提高密封条的性能。
第二步,挤压成型。
将预处理好的橡胶或硅胶原料送入挤出机,通过
挤出模具进行挤出成型。
挤出机通常具有自动化控制系统,可以控制挤出
速度、温度和挤出压力等参数,以保证密封条的尺寸和质量稳定。
第三步,模具修整与涂胶。
挤压成型后,需要对密封条进行模具修整,去除多余的橡胶或硅胶,使其表面光滑平整。
然后,在密封条的表面涂上
专用的密封胶水,以增加密封条的密封性能和抗老化性能。
第四步,固化和质检。
涂胶后的密封条需要进入恒温恒湿的固化室进
行固化处理,使其表面胶水完全干燥和固化。
然后,通过质检部门对密封
条进行严格的质量检验,包括尺寸、外观、硬度和拉伸强度等指标的检测,确保密封条符合相关的技术要求。
综上所述,天窗密封条的制造工艺包括原材料处理、挤压成型、模具
修整与涂胶、固化和质检以及包装和出库等环节。
通过这些工艺步骤,可
以制造出具有良好密封性能和耐老化性能的天窗密封条,为汽车天窗的使
用提供了保障。
浅谈汽车天窗密封验证

浅谈汽车天窗密封验证摘要:汽车科技的快速发展,汽车的外貌也在不断变化,现在很多汽车都配备了天窗,现代汽车中天窗具有增加美观、开阔视野、增加采光、经济性和实用性、美化汽车形象、活动窗口等作用。
但汽车天窗的密封性能是重中之重,汽车天窗密封验证是在整车项目开发及商品化生产过程中,通过一系列模拟客户驾乘过程中淋雨、洗车等不同受雨量情况下识别整车密封不严问题,并针对问题进行改进的专业性验证,持续及阶段性的验证及改进,使整车密封达到既定技术标准的过程,这是提升客户驾乘体验的重要组成部分,天窗密封一旦出现问题不仅会影响人们的驾乘舒适度,甚至会影响室内电器件的功能,进而影响整车安全。
为此本文主要从天窗密封验证内容着手,阐述了汽车天窗密封验证的失效模式及相应的控制措施,以确保并不断提升客户满意度。
关键词:天窗密封淋雨失效1 目的确保汽车天窗防水性能的可靠,客户正常使用过程中无雨水、积水进入汽车室内,保证整车室内电器件的功能及客户驾乘体验。
2 天窗密封验证方法模拟客户可能使用汽车天窗的不同环境和工况,可以将天窗密封验证方法分为以下五种:①强化淋雨验证:整车启动且打开音响、所有灯光、外循环吹面模式,按照顶部30~37.5mm/min、侧部15~22.5mm/min的淋雨强度,淋雨30分钟;②循环淋雨验证:6分钟企标强度淋雨后,路试跑道绕“8”字4圈后,再次进行6分钟20~25mm/min、侧部10~15mm/min的淋雨;③雨雾试验:降雨强度为0.72±0.05mm/Min,喷头压力为0.28±0.014Mpa的环境内静置2小时;④高压水枪洗车验证:喷嘴距离车身80~150cm,-20°~20°的角度范围内上下左右扫描冲洗车身;⑤防雨试验:在车身前端/后端斜度20%、左侧/右侧斜度10%的姿态下,车身前部、顶部降雨强度12 mm/min,侧面、后部、底部降雨强度8 mm/min。
汽车天窗拆装及密封性调整.课件

增强采光
天窗允许阳光进入车内,增强车内采光。
提高安全性
部分车型的天窗具有防夹功能,可以提高安 全性。
02
CATALOGUE
汽车天窗拆装
拆卸前的准备工作
准备工具
准备好所需工具,包括各种螺丝刀、塑料刮刀、 尖嘴钳等。
车辆提升
将车辆提升至适当高度,以便于拆卸天窗。
安全措施
确保拆卸区域安全,防止总结词
为了保证天窗的正常使用,需要 定期检查天窗滑轨和密封条。
详细描述
检查滑轨和密封条时,要确保它 们没有损坏、老化或变形。如果 发现这些问题,需要及时更换滑 轨和密封条。
定期清理天窗排水槽
总结词
为了防止天窗漏水,需要定期清理天 窗排水槽。
详细描述
在天窗的四个角落,有一个排水槽用 于排水。清理时,要确保排水槽畅通 无阻,没有杂物堵塞。同时,要检查 排水槽的接口处是否有松动或损坏。
它是一种可以打开或关闭的装置,旨 在增加车内通风、采光和换气等功能 。
汽车天窗的种类
根据结构特点,汽车天窗可分为固定式和可开启式两种。
固定式天窗不能打开,而可开启式天窗可以打开一定角度,以增加车内通风和换 气。
汽车天窗的作用
提供新鲜空气
通过天窗可以引入新鲜空气,改善车内空气 质量。
降低温度
在炎热的夏天,打开天窗可以促进车内空气 流通,降低车内温度。
拆卸步骤
松开固定螺丝
使用螺丝刀松开天窗固定螺丝。
拆下天窗
小心地将天窗平稳地取出,注意避免损坏天窗玻璃和外观。
安装步骤
清洁安装表面
使用塑料刮刀和清洗剂清洁车顶和天窗安装表面。
定位天窗
将天窗放置在车顶上,确保天窗与车顶对齐,并固定好。
密封条结构参数优化设计方法

7
2
2. 5
12
27. 0 0. 2088
8
2
3. 0
16
16. 9 0. 1047
9
3
1. 5
16
0. 6 0. 0213
10
3
2. 0
20
0. 7 0. 0175
11
3
2. 5
24
1. 0 0. 0164
12
3
3. 0
12
24. 2 0. 1926
13
4
1. 5
12
7. 0 0. 1107
14
4
0 引言
从 20 世纪 90 年代中期 ,对轿车车门密封条 结构的分析研究开始得到重视 。Wagner 等[1] 用 ABAQU S 软件对轿车密封条进行了非线性有限 元分析 。在不考虑密封条结构细节和三维形状的 条件下 ,获得了密封条的受力变形特性曲线 。气 吸压力取决于密封条的压缩量 ,它随密封条压缩 量增大而增大 ,根据气吸压力可进一步计算出轿 车不产生气吸的最大行驶速度 。Wang [2] 研究了 海绵橡胶组织结构对汽车密封条的寿命的影响 。 利用适当的配方和工艺技术 ,控制海绵橡胶结构 参数可以提高轿车密封条的寿命 。尽管国内一些 学者在利用遗传算法进行结构优化设计方面开展 了许多研究[3~5 ] ,但对密封条结构优化设计的研 究在最近几年才开始起步 。文献 [ 6 ,7 ]对密封条 结构进行了初步分析 。但是 ,遗传算法在密封条 大变形非线性结构的优化问题 ,尚未见到有应用 的报道 。
28
7
3. 0
20
48. 1 0. 2911
29
8
1. 5
12
24. 7 0. 1940
浅谈汽车天窗胶条内陷分析及应用

车辆工程技术28 车辆技术1 天窗密封胶条功能要求 天窗主要由天窗骨架总成及天窗玻璃总成。
电动天窗的功能要求有:(1)天窗运行时平稳,无异常噪音及卡滞现象;(2)实车安装到位。
天窗处于关闭状态时,四周密封条与车顶配合应均匀一致,无翘起、鼓包,天窗不能出现漏水现象。
从提高汽车天窗质量和客户满意度的角度来看,一个重要途径是解决消除异常的运行声音。
天窗密封条作用是保证天窗玻璃和车顶窗框间的防雨、防尘、防漏气等功能,并保持一定的美观功效,通常会在天窗玻璃外包覆密封条,通过密封条和车顶窗框之间一定的弹性压缩,以尽可能阻隔车外环境的风雨和灰尘从接口处进入。
由于天窗在开启和关闭的动态过程中,密封条与车顶窗框会发生相对运动,这种运动产生密封条的挤压和摩擦,当出现问题时就会产生胶条的鼓包和内陷,条的鼓包和内陷会直接影响客户对于车辆的感知质量。
2 天窗胶条内陷的形成 汽车天窗的胶条内陷形式据汽车天窗的售后服务统计,在零公里时(即交付到主机厂整车装配时),一般分为两大类,一类是天窗运行中胶条脱落,表现为天窗在运动过程,活动部分与胶条摩擦是将胶条带出钣金,导致内陷,另一类是天窗胶条裙边内陷,表现为天窗在运动过程中支撑臂周围裙边内陷。
3 天窗胶条产生内陷的原因分析3.1 装配环境影响 胶条装配工艺采用3M粘贴保证牢固度,因此对环境要求要满足温度和清洁度的要求;温度要求:胶带表面温度为:18~35℃,因装配涉及冬天装配,过程有温度无法达到18℃,导致胶条无法粘贴到位,造成脱落。
清洁度要求:表面无油污、杂质,因转运环境非密闭空间,存在油污和灰尘的污染,影响粘贴的有效性。
3.2 装配环境影响 胶条的按压工艺要求150-160N,非力矩工装无法保证力的均匀性和过程一致性,导致按压过程存在按压无法满足工艺要求的现状,导致胶条脱落、内陷。
3.3 配合尺寸匹配影响 天窗牙边尺寸要求范围3.5±0.5mm,实测牙边尺寸3.3-4.2mm,天窗牙边尺寸存在上偏差现象。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
天窗密封条的设计分析及优化
Skylight sealing strip design analysis and
optimization
杨一帆纪荣华王远丁晓航
(上海荣南橡塑科技有限公司)
摘要:本文利用非线性有限元分析软件Msc.Marc,对天窗密封条设计断面进行分析验证,根据分析结果,快速判断设计合理性,找出结构问题上存根源,优化出综合性能最佳的结构断面。
将优化后的设计断面投入实际生产,并对实际产品进行测试,其实验结果和仿真均符合要求。
关键词:Msc.Marc.密封条.装配分析.结构优化
Abstract:This paper,by using nonlinear finite element analysis software Msc.Marc,analyze the skylight sealing strip design section,according to the analysis results,to quickly determine the design rationality,find out the root structure on the issue of deposit,optimize the structure of the best comprehensive properties of the section.Will be put into actual production,optimized the design of cross section and the actual product testing,its experimental results and simulation conform to the requirements.
Key words:Msc.Marc.Sealing strip.Assembly analysis.Structure optimization
1引言
1.1MARC的应用前景及领域
随着汽车工业的高速发展,汽车橡胶密封条的生产技术在不断改进,尤其是中高档轿车对密封条的质量要求越来越高,不仅要具有优良密封性,还需起到防风、防水、防尘的作用,同时要兼具减震、降噪、防冻和隔热的功效。
传统密封条设计是由设计者根据经验设计出密封条的结构,对密封条的基本性能在试验之前无法真实预见,只能根据制造出来的产品进行试验后,再进行分析、材料的调整等。
很难保证产品的质量,产品开发周期长且不稳定。
已经不能满足现在汽车工业快速化、轻量化、高可靠性的发展趋势。
CAE技术是当前先进的、科学的设计分析方法,它打破在研发新产品时先制作样品,装配测试验,调整的旧有模式,在产品的设计之初便可以辅助进行产品结构设计、装配缺陷分
析及产品性能的改进,提高产品整体设计效率,缩短产品开发的周期,降低产品的开发成本,能够多、快、好、省的设计出产品。
出现问题时,通过试验与仿真相结合可以更快速的做出修改。
2天窗密封条的设计与验证
2.1天窗密封条的概述
天窗密封条安装与车顶部位,是一种与天窗玻璃、天窗排水卡槽、车顶相互配合的密封件。
其作用是在天窗关闭时对天窗产生密封性;利用密封条产生的回弹性,弥补天窗之间的装配间隙,阻止灰尘以及绝大部分的雨水进入,吸收、降低汽车在行驶时天窗产生振动以及降低风噪声保持乘坐的舒适性,并起到外观装饰作用。
2.2汽车天窗装配结构
如图1所示,汽车天窗上与密封条的配合件主要有天窗前后玻璃、天窗排卡水槽等。
如图2所示,区域①位置为天窗前玻璃板,天窗闭合时将与密封条配合;区域②位置为天窗排水卡槽,与密封条装配后提供可靠的拔出力,保证密封条装配的可靠性,并将流入的少量雨水排出,防止雨水渗入汽车内部;区域③为天窗后玻璃,与天窗排水卡槽固定,不产生运动。
由此判定在天窗装配上,密封断面结构设计合理性,直接影响着天窗整体性能。
图1密封条的配合结构图2密封条配合结构剖切面
2.3天窗密封条设计方案
天窗密封条的材料主要由海绵橡胶和密实橡胶组成,海绵橡胶用作密封条泡管部分,其他位置为密实橡胶,海绵橡胶是影响密封条大变形特性的关键部分;直接与天窗玻璃A、B 部位接触,产生回弹性来实现密封条的密封功能。
密实橡胶部分主要用于密封条产品的装配,设计成倒扣状态,用于被卡接在配件上,防止密封条的脱落,使密封条具有更可靠的密封性。
天窗密封条设计结构如图3所示。
图3密封条结构设计结构
2.4模型分析
在天窗关闭压缩密封条的过程中,密封条受到的挤压的横截面是一致的,故此模型可以按照平面应变问题来分析,无需单独建立三维体模型,以减小模型的网格数量,提高分析效率。
密封条的网格单元尺寸选择在0.1mm-0.3mm,以便在密封条厚度方向和表面接触区域进行足够的网格细分。
将天窗玻璃和密封条排水卡槽的线性定义为刚性体,密封条截面长度方向定义为100mm与实验室测试标准一致,以便后期数据的校对。
天窗密封条的结构网格模型如图4所示
图4密封条结构网格模型
2.5材料模型
密封条材料主要由海绵橡胶和密实橡胶组成,在实验室通过对2种橡胶进行测试,得到材料的单轴拉伸、平面剪切、体积压缩等试验数据。
使用非线性软件MSC.Marc中Mentat 的实验曲线拟合功能得到Ogden的模型参数。
2.6接触有限元计算分析
使用Msc.mentat软件完成前后处理,利用marc求解器进行接触有限元计算,得出天窗密封条装配后的受力分析结果。
分析结果为图6、图7。
由图6得出结论,玻璃在与密封条接触的过程中,与天窗玻璃A部分的面完全贴合,符合要求;但是密封条并没有B部位的凸台接触,此设计的密封条断面不能在天窗的装配上发挥出全部的功效。
根据图7中密封条的压缩负荷值与天窗密封条的实验要求对比,100mm长度的密封条在与天窗完全装配时候压缩荷重值为21±3.5N范围以内,图7中此密封条断面的的数值为13.6N,不符合实验要求需进一步优化。
图6密封条垂直压缩结构状态图7密封条垂直压缩负荷
2.7密封条结构改进方案分析
2.7.1密封条结构改进方案
针对密封条压缩变形后与天窗玻璃B部位的凸台没有接触,以及密封条压缩载荷未满足要求,对原密封条截面设计结构做如下改进。
将密封条C位置的海绵泡管向下挪动1.5mm 左右,密封条D部位密实胶向上移动4mm,并再次增加一个变形点。
如图8所示。
图8密封条结构改善对比
2.7.2密封条结构改善分析
图9为优化后的密封条截面分析结果,当密封条压缩至装配设计位置时候,密封条与天窗的B点凸台接触干涉,密封性和隔音效果有很大提高,能够达到设计要求。
同事压缩反作用力提高到21.9N根据为密封条的实验要求载荷为21±3.5N,应而该密封条的压缩载荷满足实验要求。
图9密封条结构改进后有限元分析云图和载荷曲线
3实测数据与CAE分析结果比较
将优化设计断面投入生产,把生产出的断面结构进行性能测试分析,图10为密封条测试现场。
将优化后结构垂直压缩5mm后,得出测试数据值20.72N,如图11。
Mcs.Marc仿真计算的数据为21.9N,实际生产的密封条实测值为20.72N,满足密封条的实验要求,压缩载荷在21±2N以内。
图10密封条测试现场图11实验室测试数据
4结论
本文阐述了汽车天窗密封条设计原则及流程。
优良的密封条结构设计方案是保证车辆的密封性前提,因此在密封条的设计之初就对其结构进行CAE分析,对密封条结构上可能存在的问题提前预见,找出结构问题上的存在问题的根源,优化出综合性能最佳的结构断面。
避免了开发新品时的修模、改模的次数,提高产品整体设计效率,缩短产品开发的周期,降低产品的开发成本,能够更快更好的设计出符合要求的产品。
参考文献:
[1]冯超,孙丹丹,陈火红《全新Marc实例教程与常见问题解析》[M].北京水利水电出版社.2012
[2]陈火红《新编MARC有限元实例教程》[M].北京.机械工业出版.2008
[3]黄燕敏,郭永进,周致宏《轿车导槽密封条的计算机防止与结构改进研究》[J]汽车技术.2011
[4]赵建材《CAE技术在轿车车门密封条结构优化中的应用》[J].上海.上海交通大
学.2004
[5]黄燕敏《基于防止分析的轿车车门密封条结构改进研究》[D].上海.上海交通大学.2010。