IQC培训抽样检验标准
品质部:IQC检验标准
2.3三级面:在正常的客户保养时间内可见的,例如后面和底面。
2.4四级面:不常见的面,这些包括所有除以下(1,2,3)之外的表面。
三、要求
3.1检验员资格要求
●质量检验员一年工作经验;
●经过系统的教育训练至少30H;
●特殊工作培训并通过验证,承认水平,能够立即从事检验工作;
涂层附着力和耐磨试验
7.据附着力和耐磨擦试验作业指导书进行试验和判定。
8.如是丝印印字,对印字的坚牢度按附着力试验作业指导书进行。
焗炉
橡皮擦
界刀
思高牌胶带
4、抽样方案及结果判定:
4.1依照《进料检验抽样方案》和来料数量抽取相应的样本进行检验。试验属于破坏性检验,可根据需要抽取3~5 pcs进行。
4.2结果判定参照《缺陷分级作业指导书》和《进料抽样检验作业指导书》。
●有在质量问题上能够诊察和决策的工程师直接管理。
3.2光线要求
80-120呎烛光(照明单位,指每英呎距离内之照度)
四、外观检验时的检验视角
检验员要使工件水平面成30度角,并着垂直轴向左/右各旋转30度。
有多个面的部件,每一侧面都要当做一个单独的平面来检验。
五、外观检验时间
1 & 2:最大观察时间每10cm2用时4秒,每个面最多20秒时间(一般每5秒一个面),时间因部件的复杂程度而定。
丝锥
试验(必要时)
镀层附着力和耐磨试验
7.电镀件放置于120℃的焗炉中半小时后拿出检查,电镀件不应有起泡现象;
8.根据附着力和耐磨擦试验作业指导书进行试验和判定。
焗炉
橡皮擦
界刀
思高牌胶带
4、抽样方案及结果判定:
IQC 检验标准

二、适用范围:凡本厂使用原物料各加工零组件皆适用之。
三、检验程序:
3.1 IQC接到<<进料验收单>>后,认真核对名称、数量、规格及是否需附材质证明及核对零件是否经过认可,未符合上述条件则直接退单给货仓。
3.2 外箱之内容跟<<进料验收单>>相吻合时,可不贴进料标示纸、,否则必须贴进料标示纸。
套管
34Βιβλιοθήκη 火牛42PCB3
螺丝
11
配件
19
铭牌
27
电容
35
扎带
43
防火巴
4
螺母
12
批(钻)咀
20
包材
28
电阻
36
反光杯
44
塑胶件
5
螺杆
13
风管
21
海棉
29
二极管
37
电池
45
杂项
6
PIN
14
轴套
22
吸塑
30
电感
38
马达
46
7
波珠
15
镍片
23
工具箱
31
三极管
39
开关
47
8
介子
16
轴承
24
电源线
32
IC
40
13风管检验规范
项
次
检查
项目
缺陷描述
使用
仪器
抽样
数量
数量
缺陷级别
CRI
MAJ
MIN
1
外观
表面处理不符合资料或样板要求;
目
(IQC14-006)ANSI ASQ Z1.4 抽样标准

HIP FUNG
HIP FUNG
三、 ANSI/ASQ Z1.4-2003 抽样表的使用方法
合格判定数(允收数):判定一批产品是否合格或不合格的基准不良 个数称为合格判定数,通常以“C”(或Ac)表示。 不合格判定数:判定批为不合格时,样本内所含之最少不良品个数, 通常以“Re”表示.
HIP FUNG
解:查找样本数代码字母表(表Ⅰ ),找到批量数=2000PCS,检 验水准= Ⅱ时对应的字母(查找到为K),再对应到正常检验一 次抽样方案(表Ⅱ-A),根据样本数代码K找到对应的样本量, 横向查找到AQL值。 AQL=0.4时,“K”行对应的允收值为Ac=1,Re=2,样本数125PCS。 AQL=0.65时,“K”行对应的允收值为Ac=2,Re=3,样本数 125PCS。 因实际检查出的不良品数已超标, Maj=2PCS,所以判定该批 来料不合格。
家标准ANSI/ASQC Z1.4-1993代替,但一些公司仍在 用MIL-STD-105E; > 2003年,对ANSI/ASQC Z1.4-1993进行了修订,发布 了2003版美国国家标准ANSI/ASQC Z1.4-2003. >中国的国标同时也作了修订,新版为GB/T2828.1-2003.
HIP FUNG
一、 ANSI/ASQC Z1.4-2003 发展历史;
>1950年,美国国防部发布了军用标准MIL-STD-105A; >1958年,修订为MIL-STD-105B ; >1961年,修订为MIL-STD-105C; >1963年,修订为MIL-STD-105D; >1989年,修订为MIL-STD-105E; >1995年,美国军方宣布取消MIL-STD-105E,用美国国
HIP FUNG
IQC培训1-抽样检验标准
在实施抽样检验标准前,应明 确标准的具体要求和适用范围
。
培训人员
对参与抽样检验的人员进行培 训,确保他们熟悉标准和操作 规程。
注意安全
在抽样和检验过程中,应关注 安全问题,采取必要的安全措 施。
合规性检查
定期对抽样检验标准的实施情 况进行合规性检查,确保标准
的正确实施。
04
抽样检验标准的优化与改进
优化方向
抽样方案
优化抽样方案,提高抽样的代表 性和准确性,降低误判风险。
检验方法
采用更先进、更可靠的检验方法, 提高检验效率和准确性。
检验流程
简改进措施
培训与教育
加强员工培训,提高检验人员的 技能和素质,确保检验结果的准
确性和可靠性。
引入自动化设备
应用场景二:环境监测
总结词
在环境监测中,抽样检验标准用于评估环境质量状况,通过对环境样本的抽样检 测,推断出整体的环境质量水平。
详细描述
在环境监测中,如空气、水质、土壤等,按照规定的抽样方案,随机抽取一定数 量的样本进行检测。通过对样本的检测结果进行分析,可以评估环境质量状况是 否符合标准要求,并采取相应的措施进行改善或治理。
05
抽样检验标准的应用案例
应用场景一:产品质量检测
总结词
在产品质量检测中,抽样检验标准用于评估产品整体的质量 水平,通过抽样检测的方式推断出整体的质量情况。
详细描述
在生产线或仓库中,按照规定的抽样方案,随机抽取一定数 量的产品进行检测,如尺寸、重量、性能等方面的检验。通 过抽样结果,可以判断整批产品的质量是否符合标准要求, 从而决定是否接受或拒绝该批产品。
02
抽样检验标准的制定
制定依据
IQC检验标准
1.0目的:在于制定品保部门的工作职责,进厂之物料未被检查或确认符合之前建立料件的抽验程序,保证公司的制程品质。
2.0范围:所有与生产有关的零件或外购的成品、半成品料件。
其中,客供材料仅检验其外观,核对是否与来料清单或BOM一致。
3.0权责:检验部门均适之。
4.0作业内容:4.1抽样依据:1、MIL-STD-105E II 抽样标准 CR:0 MA:0.25 MI:0.42、如不良在未提示或品质有争议性时,以IPC标准进行检验。
4.2 检查程序:查规格——查材质——查外观——查电性功能——查精密度——品质记录4.3 材料分类:材料分类:机构元件、被动元件、主动元件、及生产耗材(包材)4.4各类元件包括内容:A.主动元件:TTL、CHIPS、二级体、电晶体等元件。
B.被动元件:电阻(R)、排阻(RP)、电感(L)、电池(BATTERY)。
C.机构元件:连接器(CONNECT)、排针(HEADER)、SLOT、LED、开关、脚座(SOCKET)、JACK、排线(CABLE)、散热片(HeattSink)、转接器接口(SCWTCH PUSH)。
D.生产耗材(包材):CARTON、珍珠棉、静电袋等。
4.5由于各类元件内容不同,检验标准及方法也有差别,因此作以下标准,以供参考。
4.5.1 BATTERY电池系列(1)抽样计划:依照个别指定抽样计划进行抽验,若无指定则依据105E-AQL表单次抽样计划之正常检验Ⅱ级水准进行抽样。
(2)判定规定:依下列各项检验项目之AQL允收水准判定。
(3)在库材料的追溯及异常处理:自购料储存在物料室一年以上的材料,物料员须通知IQC进行再次检验,有异常材料需要求物料室报废处理,并做好区分标示,不可用到生产中。
4.5.2晶体系列(1)抽样计划:依照个别指定之抽样计划进行抽验,若无指定则依据105E-AQL表单次抽样计划之正常检验Ⅱ级水准进行抽样。
(2)判定规定:依下列各项检验项目之AOL 允许水准判定之。
IQC检验标准
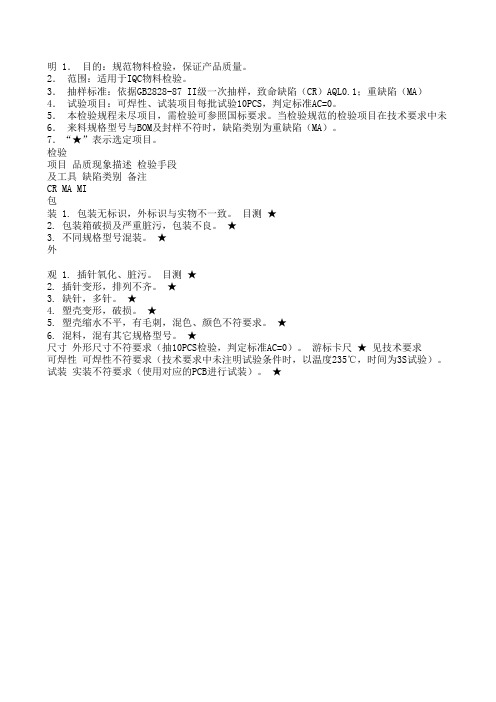
明 1. 目的:规范物料检验,保证产品质量。
2. 范围:适用于IQC物料检验。
3. 抽样标准:依据GB2828-87 II级一次抽样,致命缺陷(CR)AQL0.1;重缺陷(MA)AQL0.4;轻缺陷4. 试验项目:可焊性、试装项目每批试验10PCS,判定标准AC=0。
5. 本检验规程未尽项目,需检验可参照国标要求。
当检验规范的检验项目在技术要求中未作规定时,6. 来料规格型号与BOM及封样不符时,缺陷类别为重缺陷(MA)。
7.“★”表示选定项目。
检验项目 品质现象描述 检验手段及工具 缺陷类别 备注CR MA MI包装 1. 包装无标识,外标识与实物不一致。
目测 ★2. 包装箱破损及严重脏污,包装不良。
★3. 不同规格型号混装。
★外观 1. 插针氧化、脏污。
目测 ★2. 插针变形,排列不齐。
★3. 缺针,多针。
★4. 塑壳变形,破损。
★5. 塑壳缩水不平,有毛刺,混色、颜色不符要求。
★6. 混料,混有其它规格型号。
★尺寸 外形尺寸不符要求(抽10PCS检验,判定标准AC=0)。
游标卡尺 ★ 见技术要求可焊性 可焊性不符要求(技术要求中未注明试验条件时,以温度235℃,时间为3S试验)。
锡炉 ★ 见试装 实装不符要求(使用对应的PCB进行试装)。
★L0.4;轻缺陷(MI)AQL1.5。
术要求中未作规定时,可不作检验要求。
S试验)。
锡炉 ★ 见仪器操作规程。
IQC检验规范
IQC检验规范1.目的规范公司产品进货检验标准,确保本公司生产之产品能符合客户之要求。
2.范围适用于本公司采购的所有原材料、半成品、外协加工等产品的检验。
3.权责说明3.1品质部IQC负责进货的检验和判定,完成《进货检验报告》、《进货统计表》,如果产品有异常时,向上级反馈,必要时开据《质量信息反馈处理单》交上级审批处理。
并对所有金属件产品做盐雾实验,并在检验后的产品外包装上贴上“合格”或“不合格”标签。
3.2仓库负责将检验后的产品,根据品质判定后所贴的状态标签进行分类入库。
3.3采购负责在来料异常时,将品质开据的《质量信息反馈处理单》传相应供应商,并要求其按规定的要求和时间内回复不良原因分析和纠正预防措施。
4.程序进货检验程序按照《过程和产品的监视和测量控制程序》中的4.3要求执行。
5.检验基准要去细则5.1抽样标准:5.1.1外观检查: GB/T2828.1-2003 Ⅱ AQL=1.05.1.2尺寸检查: GB/T2828.1-2003 Ⅱ AQL=0.655.1.3功能测试: GB/T2828.1-2003 Ⅱ AQL=0.655.2根据进货数量,进行抽样。
5.3根据工程图纸、技术规范要求检查产品外形、结构、性能、尺寸、包装是否正确。
5.4外观检查:检查项目:参照工程图纸、技术规范要求、目视对照样品进行检查产品表面是否有刮伤、毛刺、污渍、变形、凹痕、黑斑、露底、色差、缺损、错漏、字唛不良、方向错误、杂质等外观缺陷。
5.5外观接受标准:按照《相应产品检验规范》执行。
5.6尺寸检查:5.6.1按工程图纸、技术规范要求测量产品的关键尺寸。
5.6.2必要时,检验相关尺寸时需与配合件实配检测。
5.7相关测试试验:5.7.1性能测试,仅针对客户有要求进行相应性能测试。
5.7.3以上相关试验根据客户提供的技术标准资料参数或工程图纸要求执行,试验仪器的操作按照相关的试验仪器操作规范执行。
5.8不合格品处理经检验发现不合格品时按照《不合格品控制程序》执行。
《IQC抽样检验》课件
02
抽取样品
按照确定的抽样方案,从待检产品中 随机抽取一定数量的样品。
03
检验样品
按照规定的检验方法对样品进行检测 ,获取检测数据。
处理不合格产品
对于不合格的产品进行处理,采取相 应的纠正措施,确保产品质量得到控 制。
05
04
判定整批产品质量
根据检测数据和判定标准,对整批产 品的质量进行判断,确定是否合格。
格产品的出现。
抽样检验过程中,通常会选取一定数量 的样品进行测试,以评估整批产品的质 量。测试项目包括外观、性能、安全等 方面,以确保产品的各项指标均达到标
准要求。
如果发现样品不合格,则需要对整批产 品进行重新测试或采取其他措施,以确 保产品的质量符合要求。同时,对于不 合格的产品,需要进行追溯和处理,避
明确了在抽样检验中发现不合格品的处理流程和 责任部门。
03
IQC抽样检验的方法
一次抽样检验
01
一次抽样检验是指只进 行一次抽样和一次判断 的抽样检验方式。
02
适用于批量大、产品稳 定、质量要求不高的场 合。
03
优点是操作简单,检验 费用低。
04
缺点是一旦判为不合格 ,整批产品都会被拒收 ,可能导致生产方损失 较大。
抽样检验的误差控制
误差控制原则
在抽样检验中,应采取有效措施控制误差,避免因误差过大导致检验结果失真或不可靠。误差可能来源于抽样方 法、检验方法、人员操作等方面,需要进行全面控制。
误差控制的方法
为实现误差控制原则,可以采用多种措施,如定期对检验设备进行校准、对检验人员进行培训和考核、采用标准 化的检验方法等。这些方法可以提高检验结果的准确性和可靠性,降低误差对检验结果的影响。同时,对于已经 出现的误差,应及时进行分析和处理,采取纠正措施防止误差再次发生。
IQC和OQC抽样检验标准规范
来料、成品抽样检查规范1.目:规范来料检查、成品检查之抽样水准、抽样方案以统一检查原则,保证来料及成品质量稳定、良好。
2.范畴:合用我司IQC进料检查、OQC成品出货检查所有产品。
3.职责:a)IQC、OQC负责执行本规定b)品管部负责监督执行并视产品实际状况制定、修改本规定4.程序:A.来料检查1)抽样原则:按MIL-STD-105E Ⅱ级检查水平一次抽样进行2)合格质量水准AQL规定:MAJOR:0.65(性能);MINOR:2.5(外观)3)检查严格度:正常检查4)抽样方式:随机抽样(抽样时尽量选用包装破损、变形严重或目视有问题包装箱内取样)5)抽样批量:每一订单作为一种检查批次以上规定了来料检查通用抽样检查原则,某些物料特别规定除外,特殊状况生产、技术、品质协商决定。
B.成品出货检查1)抽样原则:按MIL-STD-105EⅡ级检查水平一次抽样方案进行2)合格质量水准AQL规定:信息采集盒MAJOR:0.65(性能);MINOR:2.5(外观)3)检查严格度:正常检查4)抽样方式:随机抽样5)抽样批量普通以生产一种订单量作为一种批次,每次抽检数量≥抽样筹划。
①新开发机型或新开发供应商提供物料时,由生产经理及品质主管决定加严抽检或全检;②当天产量≤50pcs时,抽检数量不得低于日产量一半。
附件附件一附件二IQC检查流程不良品退给供应商附件三附件四来料检查表单品质鉴定:口接受口退货检查员/检查日期:品质主管/日期:附件五PCB检查项目及规范附件六铁盒检查项目及规范附件七:其他物料检查项目及规范注:所有大件,抽检时确认每箱或每袋数量。
IQC(QA)检验抽样方案
检验水平
样本量字码
加严检验一次抽样方案表
字母代码
特殊检验水平
一般检验水平
字母代码
样
本
数(n)
接收质量限(AQL)
批量(N)
S-1
S-2
S-3
S-4
Ⅰ
Ⅱ
Ⅲ
0.25
1.0
1.5
2.5
2~8
A
A
A
A
A
A
B
AcRe
AcRe
AcRe
AcRe
9~15
A
A
A
A
A
B
C
A
2
0 1
0 1
0 1
0 1
16~25
东莞威虎照明科技有限公司
威虎照明
Q C管理文件
文件编号
IQC/QA检验抽样方案
版本:A/1
页码:1/2
1、目的
指导IQC开展工作,确保来料品质之控制,给生产提供合格的物料.
2、适用范围
适用于本公司所有物料的质量计数抽样检验。
3、定义
加严检验:具有比相应正常检验抽样方案接收准则更严厉的接收准则的抽样方案的一种使用法。
东莞威虎照明科技有限公司
威虎照明
Q C管理文件
文件编号
IQC/QA检验抽样方案
版本:A/1
页码:2/2
3.样本的抽取:在连续提交的送检批总数(批量N)中,随机(即上、中、下,前、后、左、右)、分散、均匀抽取样本。
4.抽取的样本(n)经检(试)验之不良缺陷≤“Ac”值,则该提交检验批(物料或产品)判定为合格;当不良缺陷数“≥Re”值,则该提交检验批(物料或产品)判定为不合格。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
连续5批被接收
供应方改进了质量
12
可编辑
14
15
抽取大小为n的样本
检验样本n中有r个不合格品
r ≤ Ac
判为合格
接收
r > Ac或r≥ Re
判为不合格
拒收
16
17
18
19
20
4、Brief Introduction of GB/T 2828.1-2003
附表1:样本量字码表
21
附表2:主抽检表
方案的规则的组合。
8
10
11
转移规则和程序
—当前转移得分至少是 30分
—且生产稳定 —且负责部门认为放宽
检验可取
开始
连续5批或少于5批中 有2批是不接收的
加严控制时,累计 5批不被接收
放宽 检验
正常 检验
加严 检验
暂停 检验
—一批不被接收 —或生产不稳定或延迟 —或认为回复正常检验
正当的其它情况
IQC培训 1
——抽样标准介绍
DRAFT
1
• Defination—what is IQC • Responsibility • Flow chart • Brief Introduction of GB/T 2828.1-2003
2
3
4
5
简介:本部分规定了一个计数抽样检验系统,采用属于接收质量限(AQL)来检索。 目的:通过批不接受使供方产生的经济上和心理上的压力,促使其将过程平均保持在至少和
主要用于连 续系列批的 检验
7
术语和定义
• 检验 inspection:为确定产品或服务的各特性是否合格,测定、检查、试 验或度量产品或服务的一种或多种特性,并与规定要求相比较的活动。
• 计数检验 inspection by attributes:关于规定的一个或一组要求,或者 仅将单位产品划分为合格或不合格,或者仅计算单位产品中不合格数的检 验。
22
Thank you!
23
可编辑
• 批 lot :汇集在一起的一定数量的某种产品、材料或服务。 • 批量 lot size:批中产品的数量。 • 样本 sample:取自一个批并且提供有关该批的信息的一个或一组产品。 • 抽样方案 sampling plan:所使用的样本量和有关批接收准则的组合。 抽样计划 sampling scheme:抽样方案和从一个抽样方案改变到另一抽样
规定的接收质 量限一样好,而同时给使用方偶尔接收劣质批的风险提供一个上限。
• Sampling standard :GB/T 2828.1-2003
适用范围 术语和定义 正常、加严和放宽检验 转移规则和程序 一次抽样方案 举例说明
6
适用范围
抽样计划可用于但不局限于下述检验
• 最终产品 • 零部件和原材料 • 在制品 • 操作 • 在制品 • 库存品 • 维修操作 • 数据或记录 • 管理程序