PLC在布袋除尘器中的应用
S7—300PLC在焦化厂地面除尘站脉冲除尘器的应用
I / 块 可 供 选 择 :无 需 电池 备 份 、免 O模
维护。 在 系 统 硬 件 构 成 上 除 尘 控 制 系 统 有 两 台 上 位 机 内 置 编 程 软 件 ,3 个 西 O 门 子 s —0 P C 块 组 成 。 上 位 机 为 73 0 L 模
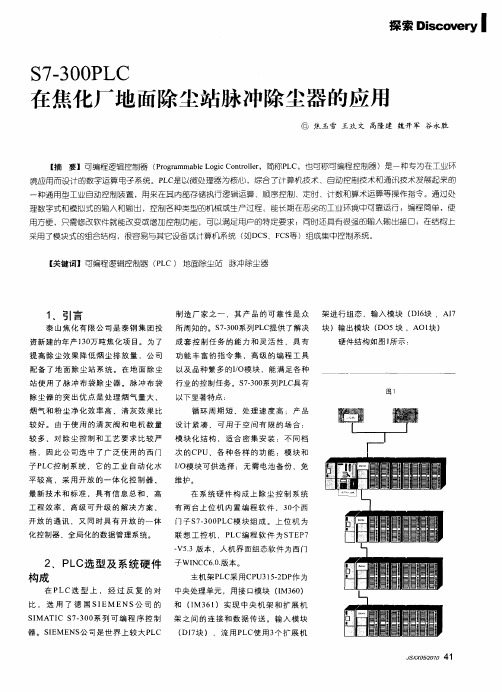
提 高 除 尘 效 果 降 低 烟 尘 排 放 量 ,公 司 功 能 丰 富 的 指 令 集 ,高 级 的 编 程 工 具 / 块 ,能 满 足 各 种 0模 配 备 了地 面 除 尘 站 系 统 。 在 地 面 除 尘 以 及 品 种 繁 多 的 I 站 使 用 了 脉 冲 布 袋 除 尘 器 。 脉 冲 布 袋 行 业 的控 制 任 务 。S .0 系 ̄ P C 有 73 0 tL 具 J
3、低 压控 制系统 的组 成 及功能
组 成 内 部 控 制 程 序 , 以
作 为 生 产 工 艺 设 备 的 布 袋 除 尘 及 其 它 监 测
器 。可靠 性是 第一位 的。在 系统 控制 措 施 等 控 制
程 序 中包 括 : 出 焦 和 装 煤 运 排 灰 控 制
系 统 所 组
出 焦 脉 ; 中除 尘 器 设 计 为 1 个 除 0 尘仓 ,为 了
31脉 冲 清 灰 .
一
V53版 本 ,人机 界 面 组 态 软 件 为 西 门 _
2 、P C 型及 系统硬 件 L 选 构成
比 , 选 用 了 德 国 S E ENS 司 的 IM 公子 W I 来自 .版 本 。 NC 60 .
主机 架 P C采 用 C U3 52 P 为 L P -D 作 1
PLC在袋式除尘器中的应用

存生 产陶瓷地砖 的喷雾 干燥 塔T序 中 .传统 的除尘
方 法 是 采 用 旋 风 除尘 器 除 尘 ,但 是 该 除尘 方 法 的 效 果 不 彻 底 。 年 来 由 于 清 洁 生 产 和 节 能 减 排 的 需 要 , 企 业 在 近 各 此基础上增 加使用了袋式除尘器 。 风除尘器用作粗滤 , 旋
行 除尘 。 当过滤T作达 到一定时 间( 阻力达到预先设 定 输 出 口来 驱动 , 或 势必繁多 。由于本文采用轮流 清灰 的T作 值 ) 清灰过程 开始 。其 工作过程 为 : , 控制 器发 出信号 , 使 特 点 ,因 此 1 个 脉 冲 提 升 阀 任 何 时 候 只 有 一 个 动 作 .8 8 1 脉 冲提 升 阀关 闭 , 阻断排 气 ; 压缩 空气 脉 冲阀 开启 , 以大 个脉 冲喷气 阀任何 时候 也 只有一 个动作 ,现 只用 Q . 1~ 0
压 缩
袋式 除尘器采 用涤纶针 剌毡滤料 作为过 滤材料 ( 滤 芯 )透气性 能强 , , 除尘效率 高。 其制作成一个个 由金 属 将 骨架 包裹 的 圆柱状 中空 的滤气 组件 ( 称布 袋 )把 数 个 俗 ,
滤 气 组 件 ( 1 j 件 ) 进 一 个 特 制 的 箱 体 内 , 称 为 图 为 = 装 = 简 气 箱 脉 冲袋 , 图 1 示 。 袋 式 除尘 器 是 由多 个 这 样 的 如 所 而 气 箱 脉 冲袋 组 成 。 气 箱 脉 冲 袋 除 尘 器 , 用 反 吹 除 尘 法 , 仅 能 净 化 一 采 不
个 扩 展 模 块 E 2 , 其 中 K 一 A 8是 控 制 l 1 M2 3 A1 K 1 ~便是干净 的气 体。这个T作过 程 脉 冲提 升 阀的 中继 , A1~ A 6是控 制 1 1 K 9K 3 ~ 8号 脉 冲喷
西门子S7—200PLC在离线式布袋除尘器系统中的应用

操作简单 , 维护方便 。
系统控制部件采用西 门子 s 7— 2 0 0 P L C , 触摸 屏选用 国内知名品牌。s 7 — 2 0 0是一种小型可编程 序控制器 , 具有较大 的市场 占用率 , 指令资源丰富,
强大 的通讯 功 能 , 价格低廉 , 性 能 稳定 , 在 小 型控 制
口温度以及除尘室腔体压力进行检测。
2 系统硬 件 配置及 功 能实现 西 门子 s 7— 2 0 0作 为控 制 核心 , D O与脉 冲阀之
1 系统 的组成 及功 能
1 . 1 系统组成 该除尘系统主要 由除尘器本体 、 布袋、 风机及温
度、 压 力等检测 仪 表 组 成 。 除尘 器本 体 完成 离 线式 清灰工 序 。除尘器 总 共有 5个 室 , 每室 安 装 5个 脉
・1 1 8・ 源自山 东 化 工 S H A N D O N G C H E MI C A L I N D U S mY
2 0 1 3年第 4 2卷
西门子 S 7 — 2 0 0 P L C在离线式布袋除尘器系统中的应用
葛庆 刚, 刘 同章
( 山东 天力干 燥股 份有 限公 司 , 山东 济 南 2 5 0 1 0 3 )
控制 , 并为中控 室 D C S预 留 m o d b u s 、 p r o i f b u s d p等
通讯 接 口, 经实 际运转 , 该 系统取 得 了 良好 的控 制效
果。
据实际经验值进行调整。 1 . 2 . 3 温 度与 压力 的检测
系统 中需要 对 除尘器 进 出 口差 压 、 进 口温度 、 出
控制精度差。综合各种 因素 , 选用西 门子 s 7— 2 0 0
施耐德M580 PLC和InTouch组态软件在环境除尘系统中的应用

2021年43卷第1期第28页电气传动自动化Vol・43,No・1 ELECTRIC DRIVE AUTOMATION2021,43(1):28-30文章编号:1005—7277(2021)01—0028—03施耐德M580PLC和InTouch组态软件在环境除尘系统中的应用刘照辉(浙江佳环工程技术有限公司,浙江金华321000)摘要:根据已完成项目实际运行情况介绍施耐德M580PLC和InTouch组态软件通过DAServer驱动软件实时通讯,从而对环境除尘系统包括风机子系统、离线脉冲除尘子系统、输灰子系统等监督控制及数据采集,从而实现烧结筛分环境除尘颗粒物超低排放要求。
关键词:筛分环境除尘;布袋除尘器;PLC控制系统;施耐德M580;InTouch中图分类号:TP273文献标识码:AApplication of Schneider M580PLC and Intouch SCADA to Environmental Dust RemovalLIU Zhao-hui{Zhejiang Jiahuan Engineering Technology Co.,Ltd,JinHua321000,China) Abstract:Based on the actual operation of the completed project,this paper introduces Schneider M580PLC and InTouch configuration software.Through the real-time communication of driver DAServer,the monitoring control is implemented over the environmental dust removal system,including fan subsystem,off-line pulse dust removal subsystem,and ash transport subsystem,and the data acquisition of these subsystems is realized.Thus,the ultralow emission of dust particles in sintering screening environment can be achieved.Key words:Sieve environmental dust removal;bag dust collector;PLC control system;Schneider M580;InTouch1概述为了深化实施《关于推进实施钢铁行业超低排放的意见》,按照环保要求钢铁企业一次烟气颗粒物排放限值!10mg/m3要求。
PLC 在除尘器控制系统中的应用
PLC 在除尘器控制系统中的应用摘要:本文对除尘器运行原理进行介绍,以某煤矿集团的燃煤锅炉为例,对除尘器与电气系统的技术要求进行分析,最后从清灰、卸灰、空压机自动化控制三个方面着手,阐述PLC在除尘器系统中的应用,通过理论与实践相结合的方式,充分发挥PLC的作用与优势,达到最佳除尘效果。
关键词:PLC;除尘器;控制系统引言:在城市化不断深入背景下,资源逐渐减少,环境受到破坏。
对此,我国提出可持续发展战略,提倡节能减排工作。
在炼钢企业运行中,除尘器系统作为关键设备,在生产活动中发挥着重要作用。
对此,企业应注重技术创新,将PLC技术引入其中,使除尘器在清灰、卸灰方面的效果更加显著。
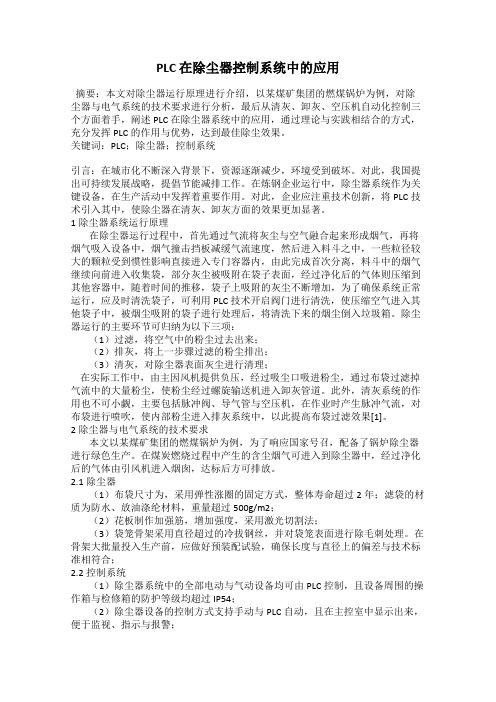
1除尘器系统运行原理在除尘器运行过程中,首先通过气流将灰尘与空气融合起来形成烟气,再将烟气吸入设备中,烟气撞击挡板减缓气流速度,然后进入料斗之中,一些粒径较大的颗粒受到惯性影响直接进入专门容器内,由此完成首次分离,料斗中的烟气继续向前进入收集袋,部分灰尘被吸附在袋子表面,经过净化后的气体则压缩到其他容器中,随着时间的推移,袋子上吸附的灰尘不断增加,为了确保系统正常运行,应及时清洗袋子,可利用PLC技术开启阀门进行清洗,使压缩空气进入其他袋子中,被烟尘吸附的袋子进行处理后,将清洗下来的烟尘倒入垃圾箱。
除尘器运行的主要环节可归纳为以下三项:(1)过滤,将空气中的粉尘过去出来;(2)排灰,将上一步骤过滤的粉尘排出;(3)清灰,对除尘器表面灰尘进行清理;在实际工作中,由主因风机提供负压,经过吸尘口吸进粉尘,通过布袋过滤掉气流中的大量粉尘,使粉尘经过螺旋输送机进入卸灰管道。
此外,清灰系统的作用也不可小觑,主要包括脉冲阀、导气管与空压机,在作业时产生脉冲气流,对布袋进行喷吹,使内部粉尘进入排灰系统中,以此提高布袋过滤效果[1]。
2除尘器与电气系统的技术要求本文以某煤矿集团的燃煤锅炉为例,为了响应国家号召,配备了锅炉除尘器进行绿色生产。
毕业设计脉冲除尘器的PLC操纵
脉冲除尘器的PLC操纵(一)设计题目脉冲除尘器的PLC操纵(二)任务描述及操纵要求水泥厂在生产中可产生大量的水泥粉尘,不但造成了空气污染,还严峻地阻碍了操作工人的身心健康,改善现场的作业环境,可通过布袋式脉冲除尘器回收水泥粉尘。
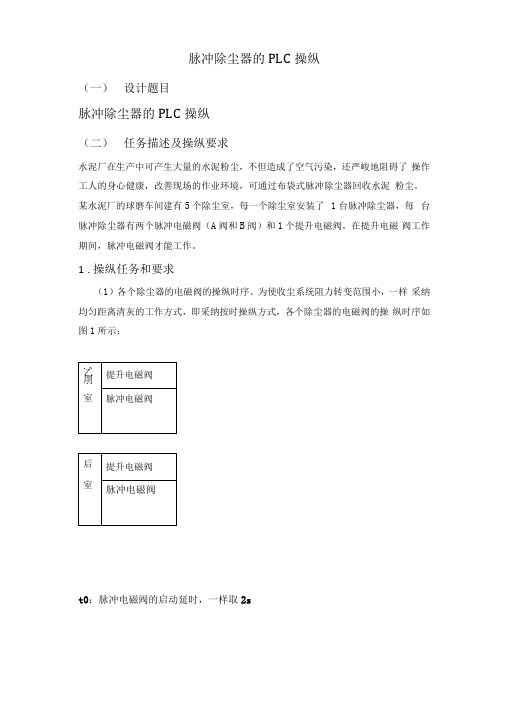
某水泥厂的球磨车间建有5个除尘室,每一个除尘室安装了1台脉冲除尘器,每台脉冲除尘器有两个脉冲电磁阀(A阀和B阀)和1个提升电磁阀。
在提升电磁阀工作期间,脉冲电磁阀才能工作。
1.操纵任务和要求(1)各个除尘器的电磁阀的操纵时序。
为使收尘系统阻力转变范围小,一样采纳均匀距离清灰的工作方式,即采纳按时操纵方式,各个除尘器的电磁阀的操纵时序如图1所示:t0:脉冲电磁阀的启动延时,一样取2st1:提升电磁阀的工作时刻,一样取8st2:脉冲电磁阀的喷吹时刻,一样取t3:室距离时刻,一样取17s(2)各个除尘阀的工作顺序。
考虑到灰斗里绞刀负荷的均衡性、喷吹的有效性及减少清灰时的排放量,一样采纳错开清灰的方式。
各个脉冲电磁阀的工作顺序是:1A f 3A f 5A f 2A f 4A f 1B f 3B f 5B f 2B f4B f 1A f……(3)系统的工作方式。
为检修和保护方便,每一个电磁阀应有自动/手动两种工作方式,正常工作时采纳自动方式:检修和保护时,采纳手动方式。
(4)在各个电磁阀工作期间,应有指示灯指示。
2.设计方案提示(1)在自动方式下,各个电磁阀处于顺序循环操纵进程中。
(2)某个电磁阀工作在手动方式下,那么可不能阻碍其他电磁阀的正常工作。
(3)为节省输出点,可将电磁阀线圈与指示灯并联.(4)其操作面板如图2:1室2室3室4室5室O® ® ® 0 ®R厂声动厂干劭厂产动尸产动厂手动©自动"自动W自动储动4动AR ® ® 0 ® ®手动手动手劭手动手动他动脑动部动盗动国自动Bl^ ® 0 ® ® 0启动停止电源系统配置选用门子224XP扩展选用EM223 (8I/8Q)I/O 口分派I 口:…十六个I 口O 口:…十五个O 口I 口:O □:脉冲电磁阀5A(三)程序设计设计出顺序功能图,实现提升电磁阀的工作任务。
PLC在除尘控制系统中的研究与应用
PLC在除尘控制系统中的研究与应用摘要:为了预防工业烟尘对环境产生的破坏性影响,维护人类赖以生存的环境,采取必要的除尘措施势在必行。
本文针对目前除尘控制系统中存在的一系列问题,提出在除尘控制系统中应用plc 与wincc组态软件结合的方法,从软件设计和硬件配置两方面进行plc在除尘控制系统中的研究和应用。
关键词:除尘;plc自动控制;pid控制器;wincc组态控制中图分类号:tm571.61 文献标识码:a 文章编号:1674-7712 (2013) 04-0083-01随着经济的进步,工业和制造业飞速的发展,人们经济生活水平提高,生活条件越来越便利。
工业发展带来积极影响的同时,也给人类赖以生存的环境带来了污染和破坏。
保护大气环境,控制废气和粉尘的污染成为环境保护方面的重要问题。
为了防止烟尘带来的污染日趋严重,必须采取科学有效的除尘控制措施,净化空气,保护环境。
在除尘控制方面,国内外专家和研究机构通过多年的研究开发,取得了一定的成绩。
d但在实际应用中,原有的除尘控制系统显示出运行不稳定,运行效率低等一系列的弊端,除尘效果不够理想,很多除尘系统无法将性能充分的发挥。
如何设计和开发一套科学有效的除尘控制系统是目前环境控制部门亟待解决的首要问题。
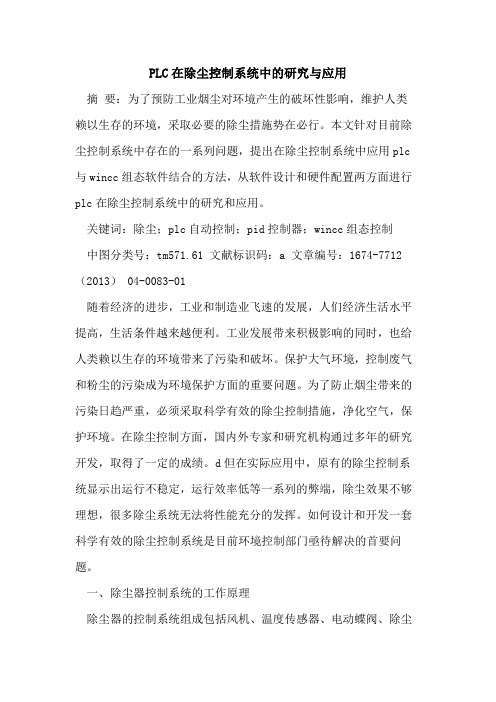
一、除尘器控制系统的工作原理除尘器的控制系统组成包括风机、温度传感器、电动蝶阀、除尘器、粉尘输送装置、输送管道以及各个阀门等,具体工作流程原理见图1所示:参照图1所示,主风机对烟尘进行吸引作用,使烟尘的温度降低后被吸入到除尘器布袋中过滤掉其中的粉尘,经过净化作用后的气体经烟囱向大气中排放。
除尘器中的粉尘逐渐积累,压差也随之增加,达到一定的值后进行清灰的处理,然后将灰尘进行卸除,每隔一段时间由车将其运走处理。
二、除尘控制系统的总体设计(一)除尘控制系统的控制要求。
除尘控制系统要求存在自动与手动两种工作模式。
在自动模式工作中,对系统运行的控制是通过智能程序计算来实现的。
S7-300 PLC在电袋除尘器控制系统中的应用

电袋复 合式 除尘 器 由前级 电除尘 区与后 级布
袋 除尘 区组 成 ,其 除尘 工艺过 程充 分利 用 了 电除
尘 器及 布袋 除 尘器 的优 点 ,可 满足 目前 国家 高标
压 降低 ,电晕输 出功 率变 小,除尘 效率 下降 ; 阳极
板严 重积 灰 容 易形成 反 电晕,使 已经 被 收集在 阳 极板 上 的粉 尘再 次进 入 气流 。因此 ,选择 合 理 的
上位机与 S .0 L 实时通信, 73 0P C 达到上位机对整个 电袋 复合 式除尘器系统运行情况的实时监控 ,实现透 明工厂 、管控一
体 化 目的 。
关键词:电袋复合式除尘器 ;控制系统 ;P C 监控软件 ;Wic L ne 中图分类号 :X 0 . P 7 文献标识码:A 文章编号 :6 24 0 (0 20 .9.4 7 1 T 2 3 2 17 .8 1 1)20 40 2
体。 随着 纤 维 体 上粉 尘 嵌 入 到 纤 维体 内并 在 滤 袋
表 面 形 成 一 灰层 , 这 时 烟 气 流 中 的粉 尘 主 要 是 而
靠灰 尘层 来完 成截 留 。所 以, 袋 除尘器 刚开始 使 布 用 时 除尘 效 率低 , 尘器 阻力 小, 除 当布袋 除尘 器使
作 者简 介 :钟 育  ̄(9 5 ) 17 - ,男 ,助理 工程师 ,长 期从 事大 气污染 治理 设备研 究设 计与 现场 工作 。
合式 除尘 器 阻力检 测 的压差 变送 器 ,采集 后 的信 号经 过P C 拟 量转 换模 块 给 予转 换 显示 ,并 参 L模 与控 制与报 警 。
2 L P C系统硬件配置及硬件组 态
本 文 以某 3 0 0MW 机 组 电袋 复 合 式 除 尘器 项 目为 例 ,该系 统主 要控 制脉 冲喷 吹 、提升 阀、旁 路 阀、压 力压差 信 号检测 、进 口温 度 检测 ,本 项
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PLC在布袋除尘器中的应用一、引言可编程逻辑控制器(Programmable Logic Controller,简称PLC,也可称可编程控制器)是一种专为在工业环境应用而设计的数字运算电子系统,综合了计算机、自动控制、通讯等现代科技的一种新型工业自动控制装置,能长期在恶劣的工业环境中可靠运行;编程简单,使用方便,只需修改软件就能改变或增加控制功能,可以满足用户的特定要求;同时还具有很强的输入输出接口,既能处理数字量,又能处理模拟量;在结构上采用了模块式的组合结构,很容易与其它设备或计算机系统(如DCS、FCS等)组成集中控制系统。
引进国外先进的PLC,研制开发了LY低压长袋离线除尘器PLC控制系统,该系统克服了驱动部分采用接触器、继电器所引起的可靠性差、保护功能差等缺陷,它在技术特性、应用功能等方面与我公司除尘器低压控制系统有较强的互补性,能满足不同用户的多种需要。
二、PLC选型及系统硬件构成在PLC选型上,经过反复的对比,选用了德国SIEMENS公司的SIMATIC S7-300系列可编程序控制器。
SIEMENS公司是世界上较大PLC制造厂家之一,其产品的可靠性是众所周知的。
S7-300系列PLC提供了解决成套控制任务的能力和灵活性,具有功能丰富的指令集,高级的编程工具以及品种繁多的I/O模块,能满足各种行业的控制任务。
S7-200系列PLC具有适用范围广,定时中断、自检功能、自定义故障中断服务程序、网络通讯功能等,使维护工作变得简单。
CPU根据用户控制点数要求,确定具体型号规格。
三、低压控制系统的组成及功能作为生产工艺设备的LY低压长袋离线除尘器,可靠性是第一的。
在系统控制程序中包括定时、定阻和混合的清灰控制程序;定时、料位的输卸灰控制程序;同时还有布袋除尘的在线检修控制程序。
其中,低压控制系统主要有脉冲清灰、在线检修、振打与反吹、卸灰与输灰、温度检测与控制、破袋检漏以及其它监测措施等控制系统所组成。
图1 远程监控画面3.1 脉冲清灰脉冲清灰袋式除尘器是目前国内外应用最广泛的一种高效清灰袋式除尘器。
脉冲清灰系统是袋式除尘器的核心,也是其技术的关键所在,其设计必须根据工艺的实际情况进行恰当的配置,这样才能保证除尘器高效的运行。
我公司根据实际工况,采用PLC自动控制低压脉冲离线清灰,主要是定时、定阻和混合控制方式,我们多年来根据现场使用情况所总结出的经验,以定时为主,定阻、混合为辅的方式。
3.1.1 定时清灰定时离线清灰要求除尘器设计为多室组合的形式,实现逐室清灰,当某过滤室需要清灰时,首先要控制挡板使这个气室不再进行烟气过滤,即过滤室与主气流隔离开来,过滤室被隔离是通过设置在出气口的提升阀来实现的。
采用定时离线清灰,可设置脉冲宽度和脉冲间隔时间。
当除尘器工作一段时间后,滤袋外侧的灰层厚度增加,其阻力亦增大,此时应对滤袋进行清灰。
脉冲清灰过程中,每台除尘器的每个过滤室上都设置了多个脉冲阀,以压缩空气为清灰动力,由PLC发出控制信号,依次触发各个脉冲阀,在瞬间释放低压空气。
由于动能与势能的共同作用,由脉冲阀瞬间喷吹的低压空气,使相应等待清灰的一组滤袋突然膨胀和振动,抖落积附在滤袋外侧的灰尘,以恢复滤袋的除尘功能,使除尘器自始至终保持良好的工作状态。
3.1.2 定阻清灰定阻清灰是通过在除尘器进出口的压差变送器来控制的,当压差变送器的检测值大于设定值时,则执行定阻自动清灰。
3.1.3 混合清灰清灰的目的是清除布袋的灰尘,使布袋粉尘保持合适的厚度,除尘器有较高的除尘效率和较低的能耗。
早期的除尘系统风量一般恒定,常用的清灰控制方式有定时清灰和定阻清灰。
定时清灰是指按照预先设定的清灰周期和脉冲间隔控制清灰机构动作,属于开环控制,不考虑除尘器的实际阻力。
若时间设置不合理,会使除尘效率太低或系统能耗太高。
定阻清灰是根据除尘器实际阻力来控制清灰。
通常设定一个目标阻力,当实际阻力高于目标阻力一定范围时开始清灰,直到实际阻力小于目标阻力一定范围时停止清灰。
这种方式相比定时清灰实现了阻力的简单闭环控制,因此在风量恒定的除尘系统中应用较为广泛。
由于本系统中采用了变频调速,除尘风量不再恒定,定时清灰和定阻清灰都不适用,经分析和试验,系统采用了定时定阻混合清灰控制策略。
当运行压差小于设定值时,按时间设定启动清灰,当运行压差大于设定值时,则强行启动清灰程序。
除尘系统的压差值进入PLC的模拟量输入模块,当除尘系统投入正常运行后;PLC 读取除尘系统的进出口压差信号跟预先设定好的参数实时比较来确定布袋是否需要清灰,使除尘器运行在最佳状态。
3.2 在线检修除尘器正常工作是采用离线清灰,需要检修时可以分室进行而不影响除尘器整体的正常工作。
3.3 振打与反吹振打清灰是除尘器的主要过程,其目的是防止灰斗的堵塞。
振打周期对其影响也很大,其控制可分为手动振打和定时振打。
在振打力度与均匀性都满足要求时,振打频率是否合理,对除尘器灰斗的堵塞影响极大。
因此,选择合理的振打周期,将有助于更好地防止灰斗的堵塞。
3.4 卸灰与输灰除尘器的卸灰方式可分为定时自动卸灰;高、低料位自动卸灰。
我公司采用的是定时输卸灰和料位卸灰方式。
所谓高料位卸灰指的是当低压控制系统检测到某一灰斗高料位信号时,延时一定时间后启动相应的卸灰装置;当料位低于低料位时停止相应的卸灰装置。
为避免料位计损坏或误报而导致灰斗堵灰,又加入定时自动卸灰功能,以保证系统能够进行自动卸灰。
在定时自动卸灰方式下,每个室顺序依次卸灰,循环工作,避免了多室同时工作,致使输灰机阻塞等现象的事情发生,有效的保证除尘系统的正常运行。
3.5 温度检测与控制温度采集处理单元由温度传感器、热电阻全隔离信号调理器等组成。
温度传感器采用铂热电阻Pt100,它将进出口烟气的温度信号转换为电阻值,经热电阻全隔离信号调理器转换成标准的4~20mA电流信号,送到PLC的模拟量输入模块中,供PLC分析处理用。
在生产工况稳定时进入除尘器的烟气温度在100~180℃之间。
由于烟气进入除尘器的温度低于70℃时,容易造成烟气中粉尘粘在滤袋表面,形成一层不透气且不易清除的结块,使滤袋失效;而进入除尘器的烟气温度高于220℃时,会造成滤袋使用寿命降低或烧坏滤袋,因此,除尘器另设两只冷风阀,当进气温度达180℃时开始报警要求调整工况,同时控制打开一个冷风阀输入冷空气降温;当进气温度达200℃,同时打开两个冷风阀输入冷空气降温;此外,在设计中增加了旁路系统,主要是考虑系统生产时工况不稳定等因素导致入口烟气温度可能超过滤袋的允许范围,确保滤袋安全。
在这时,要采取紧急措施,走旁路系统,避免影响整个系统的正常生产。
3.6 破袋检漏操作人员发现超标报警后,将控制柜上的清灰选择转换开关扳至“0”位置,终止清灰控制程序,然后单击控制柜上的滤袋破损检测按钮,监控机向PLC发布检漏指令,PLC接到命令后启动除尘器检漏程序,使除尘器内提升阀按预定的节奏逐个依次关闭开启,如果当一个除尘室中的提升阀被关闭时,相应除尘器的排放浓度PD1明显减少,说明此除尘室中有破袋现象,PLC将向环保中心发送破损室号。
可及时有效地发现哪个除尘过滤室有破袋现象,及时更换,保证整个除尘系统的正常运行。
3.7 监测措施为了保证除尘系统的正常运行,提高除尘效率,节省能源,在系统上设置一些必要的仪表监测措施,设计有除尘器进出口压差;除尘器进、出口温度以及风机的一些检测点(风机轴承、电机轴承、定子温度,风机进出口烟气压力、风机轴承振动、冷却水压力、压缩空气压力等)。
四、应用与维护由于采用了先进的PLC,系统控制结构更为合理,控制性能明显提高,系统获得了更大的可控性和可扩展性。
同时结合先进的控制算法,使得布袋使用寿命明显增长,气源的利用率得以提高,整个系统的运营成本大幅下降,这一切使得布袋除尘器在工业领域具有了更加光明的应用前景。
4.1 控制方式除尘系统控制柜体设备与现场设备的距离较远,一般需两地控制。
因此,我们增设了就地现场操作箱,便于设备的调试与检修;就地现场操作包括除尘系统上的所有提升阀、脉冲阀、螺旋输灰电机、卸灰阀以及振打器等等。
当设备切换至远程状态时一般为PLC自动控制和计算机操作,无需人员干预。
4.2 低压控制柜可靠性设计应用于工业现场的控制设备,提高其可靠性水平是十分必要的,低压控制设备的可靠性设计涉及电器元件的选型、程序编制、结构和总体设计等各个方面。
我们在低压程控柜的设计过程中采用了屏蔽、隔离、接地、风冷等多项可靠保证措施,大大提高了设备的可靠性水平。
4.3 控制系统维护PLC对物理环境要求高,保证通风与散热。
PLC工作环境温度为0~40℃,环境温度较高时,应打开PLC柜顶部的冷却风扇,以使得PLC工作在适当的环境;控制柜安装场所不得有剧烈震动,不得有导电、易爆炸、有腐蚀的气体尘埃、相对湿度不得超过85%、更不得有凝结水,否则必须加相应的防范措施。
五、系统特点5.1 控制系统采用国外先进PLC产品,可靠性高、通用性强;5.2 控制系统采用了模块式组合结构,并集开关量控制和模拟量控制处理于一体,使用方便,维护量少;5.3 控制系统对除尘器清灰、输卸灰、压差、温度等运行参数能实时监控;并可以与中心计算机实现远程通讯,进行远程控制。
总之,先进的技术使得控制系统自动化程度高,操作使用方便。
六、结束语PLC的引进和利用,是现代工业控制领域提高生产效率和管理水平的必然趋势,采用软硬结合的控制方案则是充分利用系统资源,提高系统效率的有效手段,本系统就是在这样的指导思想下进行设计的。
现场实际运行表明,本系统稳定可靠,达到了设计要求,具有自动化程度高,操作使用方便等优点。
我们相信,技术先进、功能强大的PLC在LY低压长袋离线除尘器控制系统上的应用会更加广泛。
同时,该系统也适用于工业自动化生产线的控制。