热熔对接焊机推荐焊接参数表TSGD2002-2006(20140404)
焊接工艺参数选择(定稿)

焊接工艺参数选择(定稿)第一篇:焊接工艺参数选择(定稿)焊接工艺参数的选择手工电弧焊的焊接工艺参数主要条直径、焊接电流、电弧电压、焊接层数、电源种类及极性等。
1.焊条直径焊条直径的选择主要取决于焊件厚度、接头形式、焊缝位置和焊接层次等因素。
在一般情况下,可根据表6-4按焊件厚度选择焊条直径,并倾向于选择较大直径的焊条。
另外,在平焊时,直径可大一些;立焊时,所用焊条直径不超过5mm;横焊和仰焊时,所用直径不超过4mm;开坡口多层焊接时,为了防止产生未焊透的缺陷,第一层焊缝宜采用直径为3.2mm的焊条。
表6-4焊条直径与焊件厚度的关系mm 焊件厚度≤23~4 5~12 >12焊条直径3.2 4~5 ≥152.焊接电流焊接电流的过大或过小都会影响焊接质量,所以其选择应根据焊条的类型、直径、焊件的厚度、接头形式、焊缝空间位置等因素来考虑,其中焊条直径和焊缝空间位置最为关键。
在一般钢结构的焊接中,焊接电流大小与焊条直径关系可用以下经验公式进行试选:I=10d2(6-1)式中I ——焊接电流(A);d ——焊条直径(mm)。
另外,立焊时,电流应比平焊时小15%~20%;横焊和仰焊时,电流应比平焊电流小10%~15%。
3.电弧电压根据电源特性,由焊接电流决定相应的电弧电压。
此外,电弧电压还与电弧长有关。
电弧长则电弧电压高,电弧短则电弧电压低。
一般要求电弧长小于或等于焊条直径,即短弧焊。
在使用酸性焊条焊接时,为了预热部位或降低熔池温度,有时也将电弧稍微拉长进行焊接,即所谓的长弧焊。
4.焊接层数焊接层数应视焊件的厚度而定。
除薄板外,一般都采用多层焊。
焊接层数过少,每层焊缝的厚度过大,对焊缝金属的塑性有不利的影响。
施工中每层焊缝的厚度不应大于4~5mm。
5.电源种类及极性直流电源由于电弧稳定,飞溅小,焊接质量好,一般用在重要的焊接结构或厚板大刚度结构上。
其他情况下,应首先考虑交流电焊机。
根据焊条的形式和焊接特点的不同,利用电弧中的阳极温度比阴极高的特点,选用不同的极性来焊接各种不同的构件。
焊接工艺评定参数表

焊接工艺评定参数表共8页第1页工程名称XX新城J2-2地块项目指导书编号GZ/J2-2/GJG/01母材钢号Q345B 规格mm20 供货状态热轧生产厂武钢焊接材料生产厂牌号类型烘干制度(℃×h)备注焊条—————焊丝大西洋ER50-6 ———焊剂或气体广州龙湖CO2纯度≥99.9%,含水率≤0.005%出口部采用自加热至约50°C焊接方法GMAW 焊接位置H焊接设备型号NBC-500 电源及极性阳预热温度(℃)—层间温度后热温度(℃)/时间(min)—焊后热处理/接头及坡口尺寸图焊接顺序图焊接工艺参数 道次 焊接方法焊条或焊丝 焊剂或保护气体保护气体(L/min ) 电流(A ) 电压(V ) 焊接速度(cm/min ) 热输入(Kj/cm)牌号 Φ(cm ) 底层 GMAW ER50-6 1.2 CO 2填充GMAW ER50-6 1.2 CO 2面层GMAW ER50-6 1.2 CO 2技术措施焊前清理衬板、坡口内侧均砂磨至光亮层间清理逐道清除焊渣、粉尘、焊瘤、飞溅及凹凸部修填或刨切背面清根 无其它:首层,中间层直线运焊引入引出段按正式焊缝要求,各道应避免停顿;面层焊前应仔细去除凹凸部,面缝焊接时压低电弧,往复运焊,引弧采用擦弧法,趁接头部红热状态快速续焊,各道快速去渣。
应注意各道接头交错,面层焊道预留深度约2.0mm ,完毕后稍作清理,24h 后检验。
记录日期监理记录日期焊接工艺评定指导表共8页第2页工程名称XX新城J2-2地块项目指导书编号GZ/J2-2/GJG/02母材钢号Q345B 规格mm20 供货状态热轧生产厂武钢焊接材料生产厂牌号类型烘干制度(℃×h)备注焊条—————焊丝大西洋ER50-6 ———焊剂或气体广州龙湖CO2纯度≥99.9%,含水率≤0.005%出口部采用自加热至约50°C焊接方法GMAW 焊接位置 F焊接设备型号NBC-500 电源及极性阳预热温度(℃)—层间温度100~150 后热温度(℃)/时间(min)—焊后热处理/接头及坡口尺寸图焊接顺序图焊接工艺参数道次 焊接方法焊条或焊丝焊剂或保护气体保护气体(L/min ) 电流(A ) 电压(V ) 焊接速度(cm/min ) 热输入(Kj/cm)牌号 Φ(cm )底层 GMAW ER50-6 1.2 CO 2填充 GMAW ER50-6 1.2 CO 2面层 GMAW ER50-6 1.2 CO 2技术措施 焊前清理 衬板、坡口内侧均砂磨至光亮 层间清理逐道清除焊渣、粉尘、焊瘤、飞溅及凹凸部修填或刨切背面清根无其它:首层,中间层直线运焊引入引出段按正式焊缝要求,各道应避免停顿;面层焊前应仔细去除凹凸部,面缝焊接时压低电弧,往复运焊,引弧采用擦弧法,趁接头部红热状态快速续焊,各道快速去渣。
聚乙烯(PE)焊接实用工艺评定全参数

标准文档聚乙烯(PE)焊接工艺评定参数、试验及要求一、焊接工艺参数(一)热熔焊接关键工艺参数1. 热熔焊接工艺温度推荐的焊接工艺温度为200~235℃(见表1-1、表1-2),施工单位在实际施工中,可以根据具体施工环境和材料适当调整焊接温度。
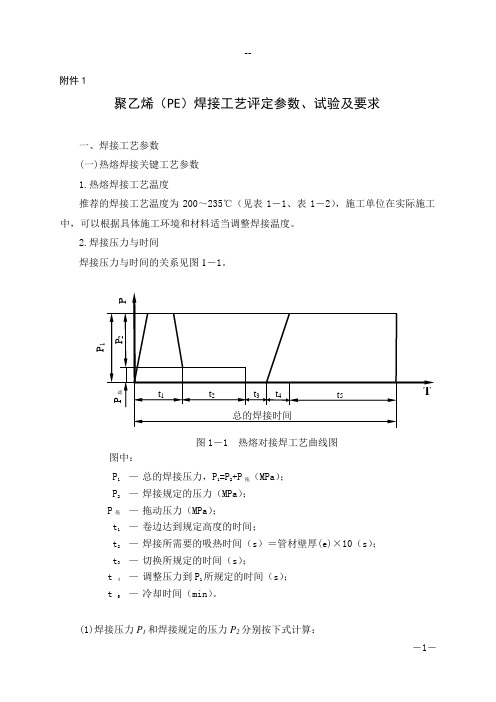
2. 焊接压力与时间焊接压力与时间的关系见图1-1。
图1-1 热熔对接焊工艺曲线图图中:P1 —总的焊接压力,P1=P2+P 拖(MPa);P2 —焊接规定的压力(MPa);P 拖—拖动压力(MPa);t 1 —卷边达到规定高度的时间;t2 —焊接所需要的吸热时间(s)=管材壁厚(e)×10(s);t3 —切换所规定的时间(s);t 4 —调整压力到P1所规定的时间(s);t 5 —冷却时间(min )。
(1)焊接压力P1 和焊接规定的压力P2分别按下式计算:P1 P2 P拖S1 P0p2 S1S2P0附件1式中:S1 —管材的截面积( mm2), S 1=π×e×( d n- e);S2 —焊机液压缸中活塞的有效面积( mm2),由焊机生产厂家提供;P0 —作用于管材上单位面积的力( 0.15N/mm2);P 拖—拖动压力( MPa)。
(2) 吸热时间推荐的吸热时间等于管道元件的公称壁厚( mm)× 10(秒),由管道元件规格、壁厚确定。
当环境条件(温度、风力等)恶劣时,应当根据实际情况适当调整。
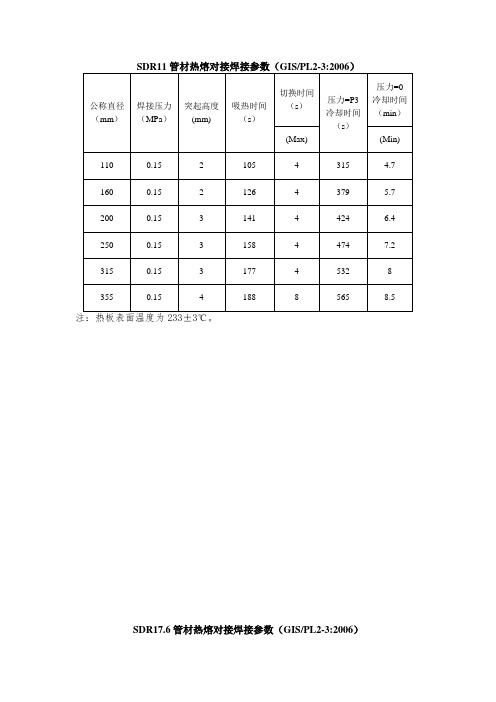
3. 热熔对接焊推荐的标准焊接工艺参数见表1-1、表1-2。
20注:以上参数基于环境温度为20℃。
实用文案(二)电熔承插焊接及电熔鞍型焊接的关键工艺参数包括电压、加热时间、冷却时间、电阻值。
电熔承插焊接及电熔鞍型焊接的关键工艺参数由管道元件制造单位提供。
二、焊接工艺评定试验及要求(一)热熔对接焊接工艺评定试验及要求见表1-3。
表1-3 热熔对接焊接工艺评定试验及要求( 二) 电熔承插焊接工艺评定试验及要求见表1-4表-电熔鞍形焊接工艺评定试验及要求三、焊接工艺评定试件数量均为2 组。
焊接规格表
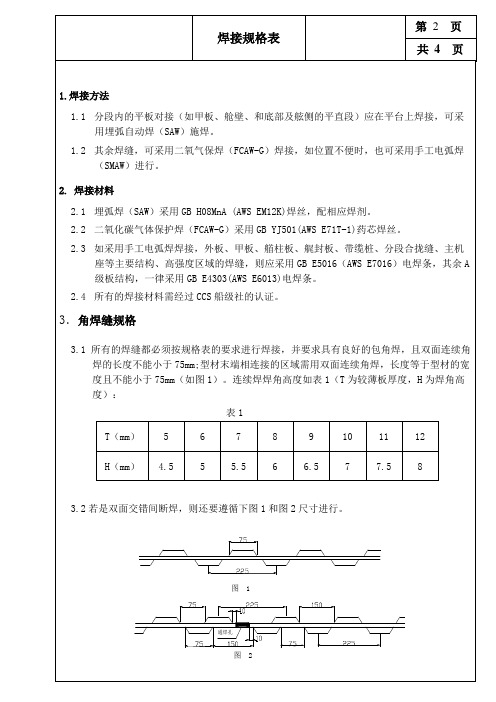
3.2 若是双面交错间断焊,则还要遵循下图 1 和图 2 尺寸进行。
图 1
通焊孔
图 2
焊接规格表
第 3 页 共 4 页
3.5 除焊缝规格表规定外,其余的角焊缝采用间断焊,焊角尺寸均按下表 2 选取(T 为较薄 板厚度,H 为焊脚高度)。
表2 T(mm) H(mm) 5 5 6 6 7 6.5 8 7 9 7.5 10 8 11 9 12 9.5
3.角焊缝规格
3.1 所有的焊缝都必须按规格表的要求进行焊接,并要求具有良好的包角焊,且双面连续角 焊的长度不能小于 75mm;型材末端相连接的区域需用双面连续角焊,长度等于型材的宽 度且不能小于 75mm(如图 1)。连续焊焊角高度如表 1(T 为较薄板厚度,H 为焊角高 度): 表1 T(mm) H(mm) 5 4.5 6 5 7 5.5 8 6 9 6.5 10 7 11 7.5 12 8
第 4 页 共 柱 结构 舷 侧 结 构
连接件名称 面板 垂直桁复板 封板 加强筋 封板 支柱 纵骨 水平扶强材 端板 筋板 面板 垂直桁复板 舷侧板 加强筋 舷侧板 纵骨 水平扶强材 面板 强横梁复板 甲板 加强筋 壁板 面板 中桁材复板 甲板 壁板 强横梁复板 甲板纵骨 甲板 面板 旁桁材复板 甲板 壁板 强横梁复板 肘板与结构 舱内 肘板与结构 肘板与结构 肘板与结构 舱外 肘板与结构 肘板与结构
4.焊缝规格表
区域 连接件名称 面板 底板 横壁板 底 旁龙复板 部 结 构 肋板复板 纵骨 面板 底板 横壁板 底板 面板 底板 加强筋 纵壁板 中旁龙复板 面板 横 壁 结 构 垂直桁复板 壁板 加强筋 壁 板 四周 扶强材 面板 纵 壁 结 构 垂直桁复板 壁板 加强筋 壁 板 四周 扶强材 最小板厚 (mm) 8 8 8 8 8 8 10 8 8 8 8 8 8 8 8 10 10 8 8 8 10 10 焊角高度 (mm) 5 5 5 5 5 5 6 5 5 5 5 5 5 4 4 6 5 5 4 4 5 4 双面连续焊 双面连续焊 双面连续焊 双面连续焊 双面连续焊 双面连续焊 双面连续焊 备注
热熔对接焊机

热熔对接焊机使用说明书SHBD-160SHBD-250SHBD-315济南一点通机械设备有限公司地址:山东省济南市天桥区王炉工业园2号院客服:0531-********目录1、概述 (4)2、特别说明 (5)3、注意事项 (6)4、适用范围及主要技术参数 (11)5、设备结构简介 (13)6、操作说明 (17)7、计时器和温控仪的设定和使用 (21)8、焊接参考标准 (24)9、维护与检测 (29)10、常见故障分析与解决方法 (31)11、液压原理图 (36)12、电气原理图 (37)13、产品质量检验报告 (38)14、装箱清单 (42)1、概述随着聚乙烯原材料性能的不断完善和提高,聚乙烯管道已经越来越广泛地的应用于燃气输配、给排水、化工原料输送、矿山等领域。
为促进聚乙烯管道在我国的发展,本公司自行研制开发了适用于聚乙烯、聚丙烯管道连接的SH系列塑料管道热熔对接焊机,并获国家实用新型专利。
经过10多年不断发展和改进,已达到国外同等技术水平,满足ISO12176-1的技术要求。
该产品安全可靠、使用方便、质优价廉。
本手册适用于SHBD-160、SHBD-250和SHBD-315塑料管道热熔对接焊机,所有使用者应仔细阅读,严格按照本手册要求进行操作和维护保养。
2、特别说明任何单位或个人在使用本设备之前,必须认真阅读本使用说明,以保证操作人员和他人的安全。
本册使用说明妥善保存。
2.1 本设备不适用于未说明的材料之间的连接或其他操作,否则可能损坏设备或造成其他安全事故;2.2 不应在有爆炸危险的环境中使用本设备;2.3 操作本设备的操作人员应经过专业的培训;2.4 焊机应置于干燥的场地操作,在雨天或潮湿的地面使用时应采取防护措施。
2.5 本设备使用220V±10 %, 50Hz电压,如使用电源延长线,其延长线应有足够的导通面积。
3、注意事项在使用对接焊机等时,应小心操作和运输,并且遵守使用手册的说明和各种安全规范。
热熔数据表

日期:12-12-2010 管材壁厚系列:17.60 MFR2: Tf:—————开始时间:13:40:00 管材1生产批号:101030 1 Info_3: TfRe:—————结束时间:14:07:00 Type: Info_4: Pf2:————焊工编号:H-114_ 管材1原料厂家:HE 热板温度:+206C Tf2:—————工程编号: PEl:拖动压力:13b Tf2Re:—————焊口编号:1 管材1原料牌号:3490 卷边阶段设定压力:29b 焊接冷却阶段设定压力:29b 焊机编号:R-119 MFR:卷边分阶段设定时间:60s 焊接冷却阶段设定时间:1357s 项目经理编号:G-147 Info_l:卷边分阶段实际时间:60s 焊接冷却阶段实际时间:1357s 施工编号: Info_2:吸热阶段设定压力:0b 卷边阶段实际压力:29b 焊接模式:KEYPAD 管材2生产批号:101030 1 吸热阶段设定时间:178s 吸热阶段实际压力:0b 焊接标准:DVS 2207/1 U Type2:吸热阶段实际时间:178s PmF:0b环境温度:+5.C 管材2原料厂家:HE 转换时间:9s 焊接冷却阶段实际压力:26bPE材质:100 PE2:调压时间:2s 错误代码:OK12-30-2010焊口序列号: 2 管材直径:200mm 管材2原料牌号:3490 Pf:————日期:12-12-2010 管材壁厚系列:17.60 MFR2: Tf:—————开始时间:13:40:00 管材1生产批号:101030 1 Info_3: TfRe:—————结束时间:14:07:00 Type: Info_4: Pf2:————焊工编号:H-114_ 管材1原料厂家:HE 热板温度:+206C Tf2:—————工程编号: PEl:拖动压力:13b Tf2Re:—————焊口编号:2 管材1原料牌号:3490 卷边阶段设定压力:29b 焊接冷却阶段设定压力:29b 焊机编号:R-119 MFR:卷边分阶段设定时间:60s 焊接冷却阶段设定时间:1357s 项目经理编号:G-147 Info_l:卷边分阶段实际时间:60s 焊接冷却阶段实际时间:1357s 施工编号: Info_2:吸热阶段设定压力:0b 卷边阶段实际压力:29b 焊接模式:KEYPAD 管材2生产批号:101030 1 吸热阶段设定时间:178s 吸热阶段实际压力:0b 焊接标准:DVS 2207/1 U Type2:吸热阶段实际时间:178s PmF:0b环境温度:+5.C 管材2原料厂家:HE 转换时间:9s 焊接冷却阶段实际压力:26bPE材质:100 PE2:调压时间:2s 错误代码:OK12-30-2010焊口序列号: 3 管材直径:200mm 管材2原料牌号:3490 Pf:————日期:12-12-2010 管材壁厚系列:17.60 MFR2: Tf:—————开始时间:13:40:00 管材1生产批号:101030 1 Info_3: TfRe:—————结束时间:14:07:00 Type: Info_4: Pf2:————焊工编号:H-114_ 管材1原料厂家:HE 热板温度:+206C Tf2:—————工程编号: PEl:拖动压力:13b Tf2Re:—————焊口编号:3 管材1原料牌号:3490 卷边阶段设定压力:29b 焊接冷却阶段设定压力:29b 焊机编号:R-119 MFR:卷边分阶段设定时间:60s 焊接冷却阶段设定时间:1357s 项目经理编号:G-147 Info_l:卷边分阶段实际时间:60s 焊接冷却阶段实际时间:1357s 施工编号: Info_2:吸热阶段设定压力:0b 卷边阶段实际压力:29b 焊接模式:KEYPAD 管材2生产批号:101030 1 吸热阶段设定时间:178s 吸热阶段实际压力:0b 焊接标准:DVS 2207/1 U Type2:吸热阶段实际时间:178s PmF:0b日期:12-12-2010 管材壁厚系列:17.60 MFR2: Tf:—————开始时间:13:40:00 管材1生产批号:101030 1 Info_3: TfRe:—————结束时间:14:07:00 Type: Info_4: Pf2:————焊工编号:H-114_ 管材1原料厂家:HE 热板温度:+206C Tf2:—————工程编号: PEl:拖动压力:13b Tf2Re:—————焊口编号:4 管材1原料牌号:3490 卷边阶段设定压力:29b 焊接冷却阶段设定压力:29b 焊机编号:R-119 MFR:卷边分阶段设定时间:60s 焊接冷却阶段设定时间:1357s 项目经理编号:G-147 Info_l:卷边分阶段实际时间:60s 焊接冷却阶段实际时间:1357s 施工编号: Info_2:吸热阶段设定压力:0b 卷边阶段实际压力:29b 焊接模式:KEYPAD 管材2生产批号:101030 1 吸热阶段设定时间:178s 吸热阶段实际压力:0b 焊接标准:DVS 2207/1 U Type2:吸热阶段实际时间:178s PmF:0b环境温度:+5.C 管材2原料厂家:HE 转换时间:9s 焊接冷却阶段实际压力:26bPE材质:100 PE2:调压时间:2s 错误代码:OK12-30-2010焊口序列号: 5 管材直径:200mm 管材2原料牌号:3490 Pf:————日期:12-12-2010 管材壁厚系列:17.60 MFR2: Tf:—————开始时间:13:40:00 管材1生产批号:101030 1 Info_3: TfRe:—————结束时间:14:07:00 Type: Info_4: Pf2:————焊工编号:H-114_ 管材1原料厂家:HE 热板温度:+206C Tf2:—————工程编号: PEl:拖动压力:13b Tf2Re:—————焊口编号:5 管材1原料牌号:3490 卷边阶段设定压力:29b 焊接冷却阶段设定压力:29b 焊机编号:R-119 MFR:卷边分阶段设定时间:60s 焊接冷却阶段设定时间:1357s 项目经理编号:G-147 Info_l:卷边分阶段实际时间:60s 焊接冷却阶段实际时间:1357s 施工编号: Info_2:吸热阶段设定压力:0b 卷边阶段实际压力:29b 焊接模式:KEYPAD 管材2生产批号:101030 1 吸热阶段设定时间:178s 吸热阶段实际压力:0b 焊接标准:DVS 2207/1 U Type2:吸热阶段实际时间:178s PmF:0b环境温度:+5.C 管材2原料厂家:HE 转换时间:9s 焊接冷却阶段实际压力:26bPE材质:100 PE2:调压时间:2s 错误代码:OK12-30-2010焊口序列号: 6 管材直径:200mm 管材2原料牌号:3490 Pf:————日期:12-12-2010 管材壁厚系列:17.60 MFR2: Tf:—————开始时间:13:40:00 管材1生产批号:101030 1 Info_3: TfRe:—————结束时间:14:07:00 Type: Info_4: Pf2:————焊工编号:H-114_ 管材1原料厂家:HE 热板温度:+206C Tf2:—————工程编号: PEl:拖动压力:13b Tf2Re:—————焊口编号:6 管材1原料牌号:3490 卷边阶段设定压力:29b 焊接冷却阶段设定压力:29b 焊机编号:R-119 MFR:卷边分阶段设定时间:60s 焊接冷却阶段设定时间:1357s 项目经理编号:G-147 Info_l:卷边分阶段实际时间:60s 焊接冷却阶段实际时间:1357s 施工编号: Info_2:吸热阶段设定压力:0b 卷边阶段实际压力:29b 焊接模式:KEYPAD 管材2生产批号:101030 1 吸热阶段设定时间:178s 吸热阶段实际压力:0b 焊接标准:DVS 2207/1 U Type2:吸热阶段实际时间:178s PmF:0b日期:12-12-2010 管材壁厚系列:17.60 MFR2: Tf:—————开始时间:13:40:00 管材1生产批号:101030 1 Info_3: TfRe:—————结束时间:14:07:00 Type: Info_4: Pf2:————焊工编号:H-114_ 管材1原料厂家:HE 热板温度:+206C Tf2:—————工程编号: PEl:拖动压力:13b Tf2Re:—————焊口编号:7 管材1原料牌号:3490 卷边阶段设定压力:29b 焊接冷却阶段设定压力:29b 焊机编号:R-119 MFR:卷边分阶段设定时间:60s 焊接冷却阶段设定时间:1357s 项目经理编号:G-147 Info_l:卷边分阶段实际时间:60s 焊接冷却阶段实际时间:1357s 施工编号: Info_2:吸热阶段设定压力:0b 卷边阶段实际压力:29b 焊接模式:KEYPAD 管材2生产批号:101030 1 吸热阶段设定时间:178s 吸热阶段实际压力:0b 焊接标准:DVS 2207/1 U Type2:吸热阶段实际时间:178s PmF:0b环境温度:+5.C 管材2原料厂家:HE 转换时间:9s 焊接冷却阶段实际压力:26bPE材质:100 PE2:调压时间:2s 错误代码:OK12-30-2010焊口序列号: 8 管材直径:200mm 管材2原料牌号:3490 Pf:————日期:12-12-2010 管材壁厚系列:17.60 MFR2: Tf:—————开始时间:13:40:00 管材1生产批号:101030 1 Info_3: TfRe:—————结束时间:14:07:00 Type: Info_4: Pf2:————焊工编号:H-114_ 管材1原料厂家:HE 热板温度:+206C Tf2:—————工程编号: PEl:拖动压力:13b Tf2Re:—————焊口编号:8 管材1原料牌号:3490 卷边阶段设定压力:29b 焊接冷却阶段设定压力:29b 焊机编号:R-119 MFR:卷边分阶段设定时间:60s 焊接冷却阶段设定时间:1357s 项目经理编号:G-147 Info_l:卷边分阶段实际时间:60s 焊接冷却阶段实际时间:1357s 施工编号: Info_2:吸热阶段设定压力:0b 卷边阶段实际压力:29b 焊接模式:KEYPAD 管材2生产批号:101030 1 吸热阶段设定时间:178s 吸热阶段实际压力:0b 焊接标准:DVS 2207/1 U Type2:吸热阶段实际时间:178s PmF:0b环境温度:+5.C 管材2原料厂家:HE 转换时间:9s 焊接冷却阶段实际压力:26bPE材质:100 PE2:调压时间:2s 错误代码:OK12-30-2010焊口序列号: 9 管材直径:200mm 管材2原料牌号:3490 Pf:————日期:12-12-2010 管材壁厚系列:17.60 MFR2: Tf:—————开始时间:13:40:00 管材1生产批号:101030 1 Info_3: TfRe:—————结束时间:14:07:00 Type: Info_4: Pf2:————焊工编号:H-114_ 管材1原料厂家:HE 热板温度:+206C Tf2:—————工程编号: PEl:拖动压力:13b Tf2Re:—————焊口编号:9 管材1原料牌号:3490 卷边阶段设定压力:29b 焊接冷却阶段设定压力:29b 焊机编号:R-119 MFR:卷边分阶段设定时间:60s 焊接冷却阶段设定时间:1357s 项目经理编号:G-147 Info_l:卷边分阶段实际时间:60s 焊接冷却阶段实际时间:1357s 施工编号: Info_2:吸热阶段设定压力:0b 卷边阶段实际压力:29b 焊接模式:KEYPAD 管材2生产批号:101030 1 吸热阶段设定时间:178s 吸热阶段实际压力:0b 焊接标准:DVS 2207/1 U Type2:吸热阶段实际时间:178s PmF:0b日期:12-12-2010 管材壁厚系列:17.60 MFR2: Tf:—————开始时间:13:40:00 管材1生产批号:101030 1 Info_3: TfRe:—————结束时间:14:07:00 Type: Info_4: Pf2:————焊工编号:H-114_ 管材1原料厂家:HE 热板温度:+206C Tf2:—————工程编号: PEl:拖动压力:13b Tf2Re:—————焊口编号:10 管材1原料牌号:3490 卷边阶段设定压力:29b 焊接冷却阶段设定压力:29b 焊机编号:R-119 MFR:卷边分阶段设定时间:60s 焊接冷却阶段设定时间:1357s 项目经理编号:G-147 Info_l:卷边分阶段实际时间:60s 焊接冷却阶段实际时间:1357s 施工编号: Info_2:吸热阶段设定压力:0b 卷边阶段实际压力:29b 焊接模式:KEYPAD 管材2生产批号:101030 1 吸热阶段设定时间:178s 吸热阶段实际压力:0b 焊接标准:DVS 2207/1 U Type2:吸热阶段实际时间:178s PmF:0b环境温度:+5.C 管材2原料厂家:HE 转换时间:9s 焊接冷却阶段实际压力:26bPE材质:100 PE2:调压时间:2s 错误代码:OK12-30-2010焊口序列号: 11 管材直径:200mm 管材2原料牌号:3490 Pf:————日期:12-12-2010 管材壁厚系列:17.60 MFR2: Tf:—————开始时间:13:40:00 管材1生产批号:101030 1 Info_3: TfRe:—————结束时间:14:07:00 Type: Info_4: Pf2:————焊工编号:H-114_ 管材1原料厂家:HE 热板温度:+206C Tf2:—————工程编号: PEl:拖动压力:13b Tf2Re:—————焊口编号:11 管材1原料牌号:3490 卷边阶段设定压力:29b 焊接冷却阶段设定压力:29b 焊机编号:R-119 MFR:卷边分阶段设定时间:60s 焊接冷却阶段设定时间:1357s 项目经理编号:G-147 Info_l:卷边分阶段实际时间:60s 焊接冷却阶段实际时间:1357s 施工编号: Info_2:吸热阶段设定压力:0b 卷边阶段实际压力:29b 焊接模式:KEYPAD 管材2生产批号:101030 1 吸热阶段设定时间:178s 吸热阶段实际压力:0b 焊接标准:DVS 2207/1 U Type2:吸热阶段实际时间:178s PmF:0b环境温度:+5.C 管材2原料厂家:HE 转换时间:9s 焊接冷却阶段实际压力:26bPE材质:100 PE2:调压时间:2s 错误代码:OK12-30-2010焊口序列号: 12 管材直径:200mm 管材2原料牌号:3490 Pf:————日期:12-12-2010 管材壁厚系列:17.60 MFR2: Tf:—————开始时间:13:40:00 管材1生产批号:101030 1 Info_3: TfRe:—————结束时间:14:07:00 Type: Info_4: Pf2:————焊工编号:H-114_ 管材1原料厂家:HE 热板温度:+206C Tf2:—————工程编号: PEl:拖动压力:13b Tf2Re:—————焊口编号:12 管材1原料牌号:3490 卷边阶段设定压力:29b 焊接冷却阶段设定压力:29b 焊机编号:R-119 MFR:卷边分阶段设定时间:60s 焊接冷却阶段设定时间:1357s 项目经理编号:G-147 Info_l:卷边分阶段实际时间:60s 焊接冷却阶段实际时间:1357s 施工编号: Info_2:吸热阶段设定压力:0b 卷边阶段实际压力:29b 焊接模式:KEYPAD 管材2生产批号:101030 1 吸热阶段设定时间:178s 吸热阶段实际压力:0b 焊接标准:DVS 2207/1 U Type2:吸热阶段实际时间:178s PmF:0b日期:12-12-2010 管材壁厚系列:17.60 MFR2: Tf:—————开始时间:13:40:00 管材1生产批号:101030 1 Info_3: TfRe:—————结束时间:14:07:00 Type: Info_4: Pf2:————焊工编号:H-114_ 管材1原料厂家:HE 热板温度:+206C Tf2:—————工程编号: PEl:拖动压力:13b Tf2Re:—————焊口编号:13 管材1原料牌号:3490 卷边阶段设定压力:29b 焊接冷却阶段设定压力:29b 焊机编号:R-119 MFR:卷边分阶段设定时间:60s 焊接冷却阶段设定时间:1357s 项目经理编号:G-147 Info_l:卷边分阶段实际时间:60s 焊接冷却阶段实际时间:1357s 施工编号: Info_2:吸热阶段设定压力:0b 卷边阶段实际压力:29b 焊接模式:KEYPAD 管材2生产批号:101030 1 吸热阶段设定时间:178s 吸热阶段实际压力:0b 焊接标准:DVS 2207/1 U Type2:吸热阶段实际时间:178s PmF:0b环境温度:+5.C 管材2原料厂家:HE 转换时间:9s 焊接冷却阶段实际压力:26bPE材质:100 PE2:调压时间:2s 错误代码:OK12-30-2010焊口序列号: 14 管材直径:200mm 管材2原料牌号:3490 Pf:————日期:12-12-2010 管材壁厚系列:17.60 MFR2: Tf:—————开始时间:13:40:00 管材1生产批号:101030 1 Info_3: TfRe:—————结束时间:14:07:00 Type: Info_4: Pf2:————焊工编号:H-114_ 管材1原料厂家:HE 热板温度:+206C Tf2:—————工程编号: PEl:拖动压力:13b Tf2Re:—————焊口编号:14 管材1原料牌号:3490 卷边阶段设定压力:29b 焊接冷却阶段设定压力:29b 焊机编号:R-119 MFR:卷边分阶段设定时间:60s 焊接冷却阶段设定时间:1357s 项目经理编号:G-147 Info_l:卷边分阶段实际时间:60s 焊接冷却阶段实际时间:1357s 施工编号: Info_2:吸热阶段设定压力:0b 卷边阶段实际压力:29b 焊接模式:KEYPAD 管材2生产批号:101030 1 吸热阶段设定时间:178s 吸热阶段实际压力:0b 焊接标准:DVS 2207/1 U Type2:吸热阶段实际时间:178s PmF:0b环境温度:+5.C 管材2原料厂家:HE 转换时间:9s 焊接冷却阶段实际压力:26bPE材质:100 PE2:调压时间:2s 错误代码:OK12-30-2010焊口序列号: 15 管材直径:200mm 管材2原料牌号:3490 Pf:————日期:12-12-2010 管材壁厚系列:17.60 MFR2: Tf:—————开始时间:13:40:00 管材1生产批号:101030 1 Info_3: TfRe:—————结束时间:14:07:00 Type: Info_4: Pf2:————焊工编号:H-114_ 管材1原料厂家:HE 热板温度:+206C Tf2:—————工程编号: PEl:拖动压力:13b Tf2Re:—————焊口编号:15 管材1原料牌号:3490 卷边阶段设定压力:29b 焊接冷却阶段设定压力:29b 焊机编号:R-119 MFR:卷边分阶段设定时间:60s 焊接冷却阶段设定时间:1357s 项目经理编号:G-147 Info_l:卷边分阶段实际时间:60s 焊接冷却阶段实际时间:1357s 施工编号: Info_2:吸热阶段设定压力:0b 卷边阶段实际压力:29b 焊接模式:KEYPAD 管材2生产批号:101030 1 吸热阶段设定时间:178s 吸热阶段实际压力:0b 焊接标准:DVS 2207/1 U Type2:吸热阶段实际时间:178s PmF:0b日期:12-12-2010 管材壁厚系列:17.60 MFR2: Tf:—————开始时间:13:40:00 管材1生产批号:101030 1 Info_3: TfRe:—————结束时间:14:07:00 Type: Info_4: Pf2:————焊工编号:H-114_ 管材1原料厂家:HE 热板温度:+206C Tf2:—————工程编号: PEl:拖动压力:13b Tf2Re:—————焊口编号:16 管材1原料牌号:3490 卷边阶段设定压力:29b 焊接冷却阶段设定压力:29b 焊机编号:R-119 MFR:卷边分阶段设定时间:60s 焊接冷却阶段设定时间:1357s 项目经理编号:G-147 Info_l:卷边分阶段实际时间:60s 焊接冷却阶段实际时间:1357s 施工编号: Info_2:吸热阶段设定压力:0b 卷边阶段实际压力:29b 焊接模式:KEYPAD 管材2生产批号:101030 1 吸热阶段设定时间:178s 吸热阶段实际压力:0b 焊接标准:DVS 2207/1 U Type2:吸热阶段实际时间:178s PmF:0b环境温度:+5.C 管材2原料厂家:HE 转换时间:9s 焊接冷却阶段实际压力:26bPE材质:100 PE2:调压时间:2s 错误代码:OK12-30-2010焊口序列号: 17 管材直径:200mm 管材2原料牌号:3490 Pf:————日期:12-12-2010 管材壁厚系列:17.60 MFR2: Tf:—————开始时间:13:40:00 管材1生产批号:101030 1 Info_3: TfRe:—————结束时间:14:07:00 Type: Info_4: Pf2:————焊工编号:H-114_ 管材1原料厂家:HE 热板温度:+206C Tf2:—————工程编号: PEl:拖动压力:13b Tf2Re:—————焊口编号:17 管材1原料牌号:3490 卷边阶段设定压力:29b 焊接冷却阶段设定压力:29b 焊机编号:R-119 MFR:卷边分阶段设定时间:60s 焊接冷却阶段设定时间:1357s 项目经理编号:G-147 Info_l:卷边分阶段实际时间:60s 焊接冷却阶段实际时间:1357s 施工编号: Info_2:吸热阶段设定压力:0b 卷边阶段实际压力:29b 焊接模式:KEYPAD 管材2生产批号:101030 1 吸热阶段设定时间:178s 吸热阶段实际压力:0b 焊接标准:DVS 2207/1 U Type2:吸热阶段实际时间:178s PmF:0b环境温度:+5.C 管材2原料厂家:HE 转换时间:9s 焊接冷却阶段实际压力:26bPE材质:100 PE2:调压时间:2s 错误代码:OK12-30-2010焊口序列号: 18 管材直径:200mm 管材2原料牌号:3490 Pf:————日期:12-12-2010 管材壁厚系列:17.60 MFR2: Tf:—————开始时间:13:40:00 管材1生产批号:101030 1 Info_3: TfRe:—————结束时间:14:07:00 Type: Info_4: Pf2:————焊工编号:H-114_ 管材1原料厂家:HE 热板温度:+206C Tf2:—————工程编号: PEl:拖动压力:13b Tf2Re:—————焊口编号:18 管材1原料牌号:3490 卷边阶段设定压力:29b 焊接冷却阶段设定压力:29b 焊机编号:R-119 MFR:卷边分阶段设定时间:60s 焊接冷却阶段设定时间:1357s 项目经理编号:G-147 Info_l:卷边分阶段实际时间:60s 焊接冷却阶段实际时间:1357s 施工编号: Info_2:吸热阶段设定压力:0b 卷边阶段实际压力:29b 焊接模式:KEYPAD 管材2生产批号:101030 1 吸热阶段设定时间:178s 吸热阶段实际压力:0b 焊接标准:DVS 2207/1 U Type2:吸热阶段实际时间:178s PmF:0b日期:12-12-2010 管材壁厚系列:17.60 MFR2: Tf:—————开始时间:13:40:00 管材1生产批号:101030 1 Info_3: TfRe:—————结束时间:14:07:00 Type: Info_4: Pf2:————焊工编号:H-114_ 管材1原料厂家:HE 热板温度:+206C Tf2:—————工程编号: PEl:拖动压力:13b Tf2Re:—————焊口编号:19 管材1原料牌号:3490 卷边阶段设定压力:29b 焊接冷却阶段设定压力:29b 焊机编号:R-119 MFR:卷边分阶段设定时间:60s 焊接冷却阶段设定时间:1357s 项目经理编号:G-147 Info_l:卷边分阶段实际时间:60s 焊接冷却阶段实际时间:1357s 施工编号: Info_2:吸热阶段设定压力:0b 卷边阶段实际压力:29b 焊接模式:KEYPAD 管材2生产批号:101030 1 吸热阶段设定时间:178s 吸热阶段实际压力:0b 焊接标准:DVS 2207/1 U Type2:吸热阶段实际时间:178s PmF:0b环境温度:+5.C 管材2原料厂家:HE 转换时间:9s 焊接冷却阶段实际压力:26bPE材质:100 PE2:调压时间:2s 错误代码:OK12-30-2010焊口序列号: 20 管材直径:160mm 管材2原料牌号:3490 Pf:————日期:12-12-2010 管材壁厚系列:17.60 MFR2: Tf:—————开始时间:13:40:00 管材1生产批号:101030 1 Info_3: TfRe:—————结束时间:14:07:00 Type: Info_4: Pf2:————焊工编号:H-114_ 管材1原料厂家:HE 热板温度:+206C Tf2:—————工程编号: PEl:拖动压力:13b Tf2Re:—————焊口编号:20 管材1原料牌号:3490 卷边阶段设定压力:29b 焊接冷却阶段设定压力:29b 焊机编号:R-119 MFR:卷边分阶段设定时间:60s 焊接冷却阶段设定时间:1357s 项目经理编号:G-147 Info_l:卷边分阶段实际时间:60s 焊接冷却阶段实际时间:1357s 施工编号: Info_2:吸热阶段设定压力:0b 卷边阶段实际压力:29b 焊接模式:KEYPAD 管材2生产批号:101030 1 吸热阶段设定时间:178s 吸热阶段实际压力:0b 焊接标准:DVS 2207/1 U Type2:吸热阶段实际时间:178s PmF:0b环境温度:+5.C 管材2原料厂家:HE 转换时间:9s 焊接冷却阶段实际压力:26bPE材质:100 PE2:调压时间:2s 错误代码:OK12-30-2010焊口序列号: 21 管材直径:160mm 管材2原料牌号:3490 Pf:————日期:12-12-2010 管材壁厚系列:17.60 MFR2: Tf:—————开始时间:13:40:00 管材1生产批号:101030 1 Info_3: TfRe:—————结束时间:14:07:00 Type: Info_4: Pf2:————焊工编号:H-114_ 管材1原料厂家:HE 热板温度:+206C Tf2:—————工程编号: PEl:拖动压力:13b Tf2Re:—————焊口编号:21 管材1原料牌号:3490 卷边阶段设定压力:29b 焊接冷却阶段设定压力:29b 焊机编号:R-119 MFR:卷边分阶段设定时间:60s 焊接冷却阶段设定时间:1357s 项目经理编号:G-147 Info_l:卷边分阶段实际时间:60s 焊接冷却阶段实际时间:1357s 施工编号: Info_2:吸热阶段设定压力:0b 卷边阶段实际压力:29b 焊接模式:KEYPAD 管材2生产批号:101030 1 吸热阶段设定时间:178s 吸热阶段实际压力:0b 焊接标准:DVS 2207/1 U Type2:吸热阶段实际时间:178s PmF:0b日期:12-12-2010 管材壁厚系列:17.60 MFR2: Tf:—————开始时间:13:40:00 管材1生产批号:101030 1 Info_3: TfRe:—————结束时间:14:07:00 Type: Info_4: Pf2:————焊工编号:H-114_ 管材1原料厂家:HE 热板温度:+206C Tf2:—————工程编号: PEl:拖动压力:13b Tf2Re:—————焊口编号:22 管材1原料牌号:3490 卷边阶段设定压力:29b 焊接冷却阶段设定压力:29b 焊机编号:R-119 MFR:卷边分阶段设定时间:60s 焊接冷却阶段设定时间:1357s 项目经理编号:G-147 Info_l:卷边分阶段实际时间:60s 焊接冷却阶段实际时间:1357s 施工编号: Info_2:吸热阶段设定压力:0b 卷边阶段实际压力:29b 焊接模式:KEYPAD 管材2生产批号:101030 1 吸热阶段设定时间:178s 吸热阶段实际压力:0b 焊接标准:DVS 2207/1 U Type2:吸热阶段实际时间:178s PmF:0b环境温度:+5.C 管材2原料厂家:HE 转换时间:9s 焊接冷却阶段实际压力:26bPE材质:100 PE2:调压时间:2s 错误代码:OK12-30-2010焊口序列号: 23 管材直径:110mm 管材2原料牌号:3490 Pf:————日期:12-12-2010 管材壁厚系列:17.60 MFR2: Tf:—————开始时间:13:40:00 管材1生产批号:101030 1 Info_3: TfRe:—————结束时间:14:07:00 Type: Info_4: Pf2:————焊工编号:H-114_ 管材1原料厂家:HE 热板温度:+206C Tf2:—————工程编号: PEl:拖动压力:13b Tf2Re:—————焊口编号:23 管材1原料牌号:3490 卷边阶段设定压力:29b 焊接冷却阶段设定压力:29b 焊机编号:R-119 MFR:卷边分阶段设定时间:60s 焊接冷却阶段设定时间:1357s 项目经理编号:G-147 Info_l:卷边分阶段实际时间:60s 焊接冷却阶段实际时间:1357s 施工编号: Info_2:吸热阶段设定压力:0b 卷边阶段实际压力:29b 焊接模式:KEYPAD 管材2生产批号:101030 1 吸热阶段设定时间:178s 吸热阶段实际压力:0b 焊接标准:DVS 2207/1 U Type2:吸热阶段实际时间:178s PmF:0b环境温度:+5.C 管材2原料厂家:HE 转换时间:9s 焊接冷却阶段实际压力:26bPE材质:100 PE2:调压时间:2s 错误代码:OK12-30-2010焊口序列号: 24 管材直径:110mm 管材2原料牌号:3490 Pf:————日期:12-12-2010 管材壁厚系列:17.60 MFR2: Tf:—————开始时间:13:40:00 管材1生产批号:101030 1 Info_3: TfRe:—————结束时间:14:07:00 Type: Info_4: Pf2:————焊工编号:H-114_ 管材1原料厂家:HE 热板温度:+206C Tf2:—————工程编号: PEl:拖动压力:13b Tf2Re:—————焊口编号:24 管材1原料牌号:3490 卷边阶段设定压力:29b 焊接冷却阶段设定压力:29b 焊机编号:R-119 MFR:卷边分阶段设定时间:60s 焊接冷却阶段设定时间:1357s 项目经理编号:G-147 Info_l:卷边分阶段实际时间:60s 焊接冷却阶段实际时间:1357s 施工编号: Info_2:吸热阶段设定压力:0b 卷边阶段实际压力:29b 焊接模式:KEYPAD 管材2生产批号:101030 1 吸热阶段设定时间:178s 吸热阶段实际压力:0b 焊接标准:DVS 2207/1 U Type2:吸热阶段实际时间:178s PmF:0b日期:12-12-2010 管材壁厚系列:17.60 MFR2: Tf:—————开始时间:13:40:00 管材1生产批号:101030 1 Info_3: TfRe:—————结束时间:14:07:00 Type: Info_4: Pf2:————焊工编号:H-114_ 管材1原料厂家:HE 热板温度:+206C Tf2:—————工程编号: PEl:拖动压力:13b Tf2Re:—————焊口编号:25 管材1原料牌号:3490 卷边阶段设定压力:29b 焊接冷却阶段设定压力:29b 焊机编号:R-119 MFR:卷边分阶段设定时间:60s 焊接冷却阶段设定时间:1357s 项目经理编号:G-147 Info_l:卷边分阶段实际时间:60s 焊接冷却阶段实际时间:1357s 施工编号: Info_2:吸热阶段设定压力:0b 卷边阶段实际压力:29b 焊接模式:KEYPAD 管材2生产批号:101030 1 吸热阶段设定时间:178s 吸热阶段实际压力:0b 焊接标准:DVS 2207/1 U Type2:吸热阶段实际时间:178s PmF:0b环境温度:+5.C 管材2原料厂家:HE 转换时间:9s 焊接冷却阶段实际压力:26bPE材质:100 PE2:调压时间:2s 错误代码:OK12-30-2010焊口序列号: 26 管材直径:110mm 管材2原料牌号:3490 Pf:————日期:12-12-2010 管材壁厚系列:17.60 MFR2: Tf:—————开始时间:13:40:00 管材1生产批号:101030 1 Info_3: TfRe:—————结束时间:14:07:00 Type: Info_4: Pf2:————焊工编号:H-114_ 管材1原料厂家:HE 热板温度:+206C Tf2:—————工程编号: PEl:拖动压力:13b Tf2Re:—————焊口编号:26 管材1原料牌号:3490 卷边阶段设定压力:29b 焊接冷却阶段设定压力:29b 焊机编号:R-119 MFR:卷边分阶段设定时间:60s 焊接冷却阶段设定时间:1357s 项目经理编号:G-147 Info_l:卷边分阶段实际时间:60s 焊接冷却阶段实际时间:1357s 施工编号: Info_2:吸热阶段设定压力:0b 卷边阶段实际压力:29b 焊接模式:KEYPAD 管材2生产批号:101030 1 吸热阶段设定时间:178s 吸热阶段实际压力:0b 焊接标准:DVS 2207/1 U Type2:吸热阶段实际时间:178s PmF:0b环境温度:+5.C 管材2原料厂家:HE 转换时间:9s 焊接冷却阶段实际压力:26bPE材质:100 PE2:调压时间:2s 错误代码:OK12-30-2010焊口序列号: 27 管材直径:110mm 管材2原料牌号:3490 Pf:————日期:12-12-2010 管材壁厚系列:17.60 MFR2: Tf:—————开始时间:13:40:00 管材1生产批号:101030 1 Info_3: TfRe:—————结束时间:14:07:00 Type: Info_4: Pf2:————焊工编号:H-114_ 管材1原料厂家:HE 热板温度:+206C Tf2:—————工程编号: PEl:拖动压力:13b Tf2Re:—————焊口编号:27 管材1原料牌号:3490 卷边阶段设定压力:29b 焊接冷却阶段设定压力:29b 焊机编号:R-119 MFR:卷边分阶段设定时间:60s 焊接冷却阶段设定时间:1357s 项目经理编号:G-147 Info_l:卷边分阶段实际时间:60s 焊接冷却阶段实际时间:1357s 施工编号: Info_2:吸热阶段设定压力:0b 卷边阶段实际压力:29b 焊接模式:KEYPAD 管材2生产批号:101030 1 吸热阶段设定时间:178s 吸热阶段实际压力:0b 焊接标准:DVS 2207/1 U Type2:吸热阶段实际时间:178s PmF:0b日期:12-12-2010 管材壁厚系列:17.60 MFR2: Tf:—————开始时间:13:40:00 管材1生产批号:101030 1 Info_3: TfRe:—————结束时间:14:07:00 Type: Info_4: Pf2:————焊工编号:H-114_ 管材1原料厂家:HE 热板温度:+206C Tf2:—————工程编号: PEl:拖动压力:13b Tf2Re:—————焊口编号:28 管材1原料牌号:3490 卷边阶段设定压力:29b 焊接冷却阶段设定压力:29b 焊机编号:R-119 MFR:卷边分阶段设定时间:60s 焊接冷却阶段设定时间:1357s 项目经理编号:G-147 Info_l:卷边分阶段实际时间:60s 焊接冷却阶段实际时间:1357s 施工编号: Info_2:吸热阶段设定压力:0b 卷边阶段实际压力:29b 焊接模式:KEYPAD 管材2生产批号:101030 1 吸热阶段设定时间:178s 吸热阶段实际压力:0b 焊接标准:DVS 2207/1 U Type2:吸热阶段实际时间:178s PmF:0b环境温度:+5.C 管材2原料厂家:HE 转换时间:9s 焊接冷却阶段实际压力:26bPE材质:100 PE2:调压时间:2s 错误代码:OK12-30-2010焊口序列号: 29 管材直径:110mm 管材2原料牌号:3490 Pf:————日期:12-12-2010 管材壁厚系列:17.60 MFR2: Tf:—————开始时间:13:40:00 管材1生产批号:101030 1 Info_3: TfRe:—————结束时间:14:07:00 Type: Info_4: Pf2:————焊工编号:H-114_ 管材1原料厂家:HE 热板温度:+206C Tf2:—————工程编号: PEl:拖动压力:13b Tf2Re:—————焊口编号:29 管材1原料牌号:3490 卷边阶段设定压力:29b 焊接冷却阶段设定压力:29b 焊机编号:R-119 MFR:卷边分阶段设定时间:60s 焊接冷却阶段设定时间:1357s 项目经理编号:G-147 Info_l:卷边分阶段实际时间:60s 焊接冷却阶段实际时间:1357s 施工编号: Info_2:吸热阶段设定压力:0b 卷边阶段实际压力:29b 焊接模式:KEYPAD 管材2生产批号:101030 1 吸热阶段设定时间:178s 吸热阶段实际压力:0b 焊接标准:DVS 2207/1 U Type2:吸热阶段实际时间:178s PmF:0b环境温度:+5.C 管材2原料厂家:HE 转换时间:9s 焊接冷却阶段实际压力:26bPE材质:100 PE2:调压时间:2s 错误代码:OK12-30-2010焊口序列号: 30 管材直径:110mm 管材2原料牌号:3490 Pf:————日期:12-12-2010 管材壁厚系列:17.60 MFR2: Tf:—————开始时间:13:40:00 管材1生产批号:101030 1 Info_3: TfRe:—————结束时间:14:07:00 Type: Info_4: Pf2:————焊工编号:H-114_ 管材1原料厂家:HE 热板温度:+206C Tf2:—————工程编号: PEl:拖动压力:13b Tf2Re:—————焊口编号:23 管材1原料牌号:3490 卷边阶段设定压力:29b 焊接冷却阶段设定压力:29b 焊机编号:R-119 MFR:卷边分阶段设定时间:60s 焊接冷却阶段设定时间:1357s 项目经理编号:G-147 Info_l:卷边分阶段实际时间:60s 焊接冷却阶段实际时间:1357s 施工编号: Info_2:吸热阶段设定压力:0b 卷边阶段实际压力:29b 焊接模式:KEYPAD 管材2生产批号:101030 1 吸热阶段设定时间:178s 吸热阶段实际压力:0b 焊接标准:DVS 2207/1 U Type2:吸热阶段实际时间:178s PmF:0b日期:12-12-2010 管材壁厚系列:17.60 MFR2: Tf:—————开始时间:13:40:00 管材1生产批号:101030 1 Info_3: TfRe:—————结束时间:14:07:00 Type: Info_4: Pf2:————焊工编号:H-114_ 管材1原料厂家:HE 热板温度:+206C Tf2:—————工程编号: PEl:拖动压力:13b Tf2Re:—————焊口编号:31 管材1原料牌号:3490 卷边阶段设定压力:29b 焊接冷却阶段设定压力:29b 焊机编号:R-119 MFR:卷边分阶段设定时间:60s 焊接冷却阶段设定时间:1357s 项目经理编号:G-147 Info_l:卷边分阶段实际时间:60s 焊接冷却阶段实际时间:1357s 施工编号: Info_2:吸热阶段设定压力:0b 卷边阶段实际压力:29b 焊接模式:KEYPAD 管材2生产批号:101030 1 吸热阶段设定时间:178s 吸热阶段实际压力:0b 焊接标准:DVS 2207/1 U Type2:吸热阶段实际时间:178s PmF:0b环境温度:+5.C 管材2原料厂家:HE 转换时间:9s 焊接冷却阶段实际压力:26bPE材质:100 PE2:调压时间:2s 错误代码:OK12-30-2010焊口序列号: 32 管材直径:110mm 管材2原料牌号:3490 Pf:————日期:12-12-2010 管材壁厚系列:17.60 MFR2: Tf:—————开始时间:13:40:00 管材1生产批号:101030 1 Info_3: TfRe:—————结束时间:14:07:00 Type: Info_4: Pf2:————焊工编号:H-114_ 管材1原料厂家:HE 热板温度:+206C Tf2:—————工程编号: PEl:拖动压力:13b Tf2Re:—————焊口编号:32 管材1原料牌号:3490 卷边阶段设定压力:29b 焊接冷却阶段设定压力:29b 焊机编号:R-119 MFR:卷边分阶段设定时间:60s 焊接冷却阶段设定时间:1357s 项目经理编号:G-147 Info_l:卷边分阶段实际时间:60s 焊接冷却阶段实际时间:1357s 施工编号: Info_2:吸热阶段设定压力:0b 卷边阶段实际压力:29b 焊接模式:KEYPAD 管材2生产批号:101030 1 吸热阶段设定时间:178s 吸热阶段实际压力:0b 焊接标准:DVS 2207/1 U Type2:吸热阶段实际时间:178s PmF:0b环境温度:+5.C 管材2原料厂家:HE 转换时间:9s 焊接冷却阶段实际压力:26bPE材质:100 PE2:调压时间:2s 错误代码:OK12-30-2010焊口序列号: 33 管材直径:110mm 管材2原料牌号:3490 Pf:————日期:12-12-2010 管材壁厚系列:17.60 MFR2: Tf:—————开始时间:13:40:00 管材1生产批号:101030 1 Info_3: TfRe:—————结束时间:14:07:00 Type: Info_4: Pf2:————焊工编号:H-114_ 管材1原料厂家:HE 热板温度:+206C Tf2:—————工程编号: PEl:拖动压力:13b Tf2Re:—————焊口编号:33 管材1原料牌号:3490 卷边阶段设定压力:29b 焊接冷却阶段设定压力:29b 焊机编号:R-119 MFR:卷边分阶段设定时间:60s 焊接冷却阶段设定时间:1357s 项目经理编号:G-147 Info_l:卷边分阶段实际时间:60s 焊接冷却阶段实际时间:1357s 施工编号: Info_2:吸热阶段设定压力:0b 卷边阶段实际压力:29b 焊接模式:KEYPAD 管材2生产批号:101030 1 吸热阶段设定时间:178s 吸热阶段实际压力:0b 焊接标准:DVS 2207/1 U Type2:吸热阶段实际时间:178s PmF:0b。
聚乙烯(PE)焊接工艺评定参数
附件1聚乙烯(PE )焊接工艺评定参数、试验及要求一、焊接工艺参数 (一)热熔焊接关键工艺参数 1.热熔焊接工艺温度推荐的焊接工艺温度为200~235℃(见表1-1、表1-2),施工单位在实际施工中,可以根据具体施工环境和材料适当调整焊接温度。
2.焊接压力与时间焊接压力与时间的关系见图1-1。
图中:P 1 — 总的焊接压力,P 1=P 2+P 拖(MPa ); P 2 — 焊接规定的压力(MPa ); P 拖 — 拖动压力(MPa ); t 1 — 卷边达到规定高度的时间;t 2 — 焊接所需要的吸热时间(s )=管材壁厚(e)×10(s ); t 3 — 切换所规定的时间(s );t 4 — 调整压力到P 1所规定的时间(s ); t 5 — 冷却时间(min )。
(1)焊接压力P 1和焊接规定的压力P 2分别按下式计算:图1-1 热熔对接焊工艺曲线图201 2S PS p ⋅=拖P PP+=21式中:S1—管材的截面积(mm2), S1=π×e×(d n-e);S2—焊机液压缸中活塞的有效面积(mm2),由焊机生产厂家提供;P0—作用于管材上单位面积的力(0.15N/mm2);P拖—拖动压力(MPa)。
(2)吸热时间推荐的吸热时间等于管道元件的公称壁厚(mm)×10(秒),由管道元件规格、壁厚确定。
当环境条件(温度、风力等)恶劣时,应当根据实际情况适当调整。
3.热熔对接焊推荐的标准焊接工艺参数见表1-1、表1-2。
表1-1 SDR11管材焊接参数注:以上参数基于环境温度为20℃。
表2 SDR17.6管材的焊接参数注:以上参数基于环境温度为20℃。
(二)电熔承插焊接及电熔鞍型焊接的关键工艺参数包括电压、加热时间、冷却时间、电阻值。
电熔承插焊接及电熔鞍型焊接的关键工艺参数由管道元件制造单位提供。
二、焊接工艺评定试验及要求(一)热熔对接焊接工艺评定试验及要求见表1-3。
热熔对接焊接参数
5.2~5.9
8.2~9.2
110
110~110.7
≤2.2
——
6.3~7.1
10.0~11.1
160
160~161
≤3.2
——
9.1~10.2
14.6~16.2
200
200~201.2
≤4.0
——
11.4~12.7
18.2~20.2
250
250~251.5
≤5.0
——
14.2~15.8
22.7~25.1
SDR17.6管材热熔对接焊接参数(CJJ63-2008)
公称直径
(mm)
焊接压力
(MPa)
突起高度
(mm)
吸热时间
(s)
切换时间
(s)
增压时间
(s)
冷却时间
(min)
110
305/S2
1.0
63
≤5
<6
9
160
646/S2
1.5
91
≤6
<7
13
200
1010/S2
1.5
114
≤6
<8
15
250
1578/S2
冷却时间
(s)
压力=0
冷却时间
(min)
(Max)
(Min)
110
0.15
2
105
4
315
3.8
160
0.15
2
126
4
379
4.5
200
0.15
3
141
4
424
5.1
250
0.15
3
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
≤8
<8
17
250
14.2
26.8
2.0
142
≤8
<9
19
注:以上参数依据TSG D2002-2006 《燃气用聚乙烯管道焊接技术规则》。 以上参数基于环境温度为20℃。 PF 250型热熔焊机油缸截面积5.88cm2 。
热熔对接焊机推荐焊接参数表
公称 直径DN (mm)
90
PF 315型 SDR11管材焊接参数
205
≤10
<12
≥26
250
22.7
28.8
2.5
227
≤10
<13
≥28
280
25.5
36.1
2.5
255
≤10
<14
≥31
315
28.6
45.7
3.0
286
≤12
<15
≥35
注:以上参数依据TSG D2002-2006 《燃气用聚乙烯管道焊接技术规则》。
以上参数基于环境温度为20℃。
PF 315型热熔焊机油缸截面积8.46cm2。
加热板表面温度: PE80=(210±10)℃; PE100=(225±10)℃
公称 壁厚S (mm)
p2 (bar)
压力=p1 卷边高度h
(mm)
压力≈pt 吸热时间t2
(s)
切换时间t3 (s)
增压时间t4 (s)
8.2
3.7
1.5
82
≤6
<7
压力=p1 冷却时间t5
(min)
≥11
110
10.0
增压时间t4 (s)
压力=p1 冷却时间t5
(min)
8.2
7.3
1.5
82
≤6
<7
≥11
10.0
10.9
1.5
100
≤6
<7
≥14
11.4
14.1
1.5
114
≤6
<8
≥15
12.7
17.7
2.0
127
≤8
<8
≥17
14.5
23.1
2.0
145
≤8
<9
≥19
注:以上参数依据TSG D2002-2006 《燃气用聚乙烯管道焊接技术规则》。 以上参数基于环境温度为20℃。 PF 160型热熔焊机油缸截面积4.32cm2 。
热熔对接焊机推荐焊接参数表
PF 160型 SDR11管材焊接参数
公称 直径DN (mm)
90
110
125
140
160
加热板表面温度: PE80=(210±10)℃; PE100=(225±10)℃。
公称 壁厚S (mm)
p2 (bar)
压力=p1 卷边高度h
(mm)
压力≈pt 吸热时间t2
(s)
切换时间t3 (s)
8.2
5.4
1.5
82
≤6
<7
压力=p1 冷却时间t5
(min)
≥11
110
10.0
8.0
1.5
100
≤6
<7
≥14
125
11.4
10.3
1.5
114
≤6
<8
≥15
140
12.7
13.0
2.0
127
≤8
<8
≥17
160
14.5
16.9
2.0
145
≤8
<9
≥19
180
16.4
21.4
2.0
164
<8
<10
≥21
200
18.2
26.5
2.0
182
≤8
<11
≥23
225
20.5
33.5
2.5
205
≤10
<12
≥26
250
22.7
41.4
2.5
227
≤10
<13
≥28
注:以上参数依据TSG D2002-2006 《燃气用聚乙烯管道焊接技术规则》。 以上参数基于环境温度为20℃。 PF 250型热熔焊机油缸截面积5.88cm2 。
热熔对接焊机推荐焊接参数表
公称 直径DN (mm)
90
PF 250型 SDR11管材焊接参数
加热板表面温度: PE80=(210±10)℃; PE100=(225±10)℃
公称 壁厚S (mm)
p2 (bar)
压力=p1 卷边高度h
(mm)
压力≈pt 吸热时间t2
(s)
切换时间t3 (s)
增压时间t4 (s)
3.6
1.0
63
≤5
<6
压力=p1 冷却时间
t5 (min)9来自1257.14.7
1.5
71
≤6
<6
10
140
8.0
5.9
1.5
80
≤6
<6
11
160
9.1
7.6
1.5
91
≤6
<7
13
180
10.2
9.7
1.5
102
≤6
<7
14
200
11.4
11.9
1.5
114
≤6
<8
15
225
12.8
15.1
2.0
5.6
1.5
100
≤6
<7
≥14
125
11.4
7.2
1.5
114
≤6
<8
≥15
140
12.7
9.0
2.0
127
≤8
<8
≥17
160
14.5
11.8
2.0
145
≤8
<9
≥19
180
16.4
14.9
2.0
164
<8
<10
≥21
200
18.2
18.4
2.0
182
≤8
<11
≥23
225
20.5
23.3
2.5
1.0
63
≤5
<6
压力=p1 冷却时间t5
(min)
9
125
7.1
9.1
1.5
71
≤6
<6
10
140
8.0
11.5
1.5
80
≤6
<6
11
160
9.1
14.9
1.5
91
≤6
<7
13
注:以上参数依据TSG D2002-2006 《燃气用聚乙烯管道焊接技术规则》。 以上参数基于环境温度为20℃。 PF 160型热熔焊机油缸截面积4.32cm2 。
1.0
63
≤5
<6
压力=p1 冷却时间t5
(min)
9
125
7.1
6.7
1.5
71
≤6
<6
10
140
8.0
8.4
1.5
80
≤6
<6
11
160
9.1
11.0
1.5
91
≤6
<7
13
180
10.2
13.9
1.5
102
≤6
<7
14
200
11.4
17.2
1.5
114
≤6
<8
15
225
12.8
21.7
2.0
128
128
≤8
<8
17
250
14.2
18.7
2.0
142
≤8
<9
19
280
15.8
23.4
2.0
159
≤8
<10
20
315
17.9
29.6
2.0
179
≤8
<11
23
注:以上参数依据TSG D2002-2006 《燃气用聚乙烯管道焊接技术规则》。 以上参数基于环境温度为20℃。 PF 315型热熔焊机油缸截面积8.46cm2。
PF 315型 SDR17.6管材焊接参数
加热板表面温度: PE80=(210±10)℃; PE100=(225±10)℃
公称 直径DN (mm)
公称 壁厚S (mm)
p2 (bar)
压力=p1 卷边高度
h (mm)
压力≈pt 吸热时间
t2 (s)
切换时间 t3 (s)
增压时间 t4 (s)
110
6.3
公称 直径DN (mm)
110
PF 250型 SDR17.6管材焊接参数
加热板表面温度: PE80=(210±10)℃; PE100=(225±10)℃
公称 壁厚S (mm)
p2 (bar)
压力=p1 卷边高度h
(mm)
压力≈pt 吸热时间t2
(s)
切换时间t3 (s)
增压时间t4 (s)
6.3
5.2
公称 直径DN (mm)
110
PF 160型 SDR17.6管材焊接参数
加热板表面温度: PE80=(210±10)℃; PE100=(225±10)℃
公称 壁厚S (mm)
p2 (bar)
压力=p1 卷边高度h
(mm)
压力≈pt 吸热时间t2
(s)
切换时间t3 (s)