美工线设计
美工线设计

大家討論一下關於美工線設計的相關內容:1、美工線的類型。
2、美工線的尺寸。
3、美工線的作用。
以上三方面的內容是我所定的,大家回帖要求如下:1、列舉實例並抓圖片說明。
2、對於相同類型的實例請大家不要重複,可以回貼做補充。
美觀加的美工線,又因工藝問題,因要噴雙色漆, 兩種顏色分界線用美工線分界. 也為噴漆時遮罩治具遮罩方便.因模具製作及成型公差,上下蓋配合容易有斷差,往往設計美工線使配合斷差變的不明顯. 尺寸為0.3*0.3mm.因此產品側孔模具需要跑滑塊, 滑塊位置處增加美工線, 可以將滑塊位置線隱藏到美工線處尺寸0.5*0.5MM因模具需要做互換模仁(不同尺寸的LCD用同一個前框),互換模仁用美工線. 尺寸W0.5*0.3mm手柄處美工線既美觀又防滑尺寸為1*0.5mm因前面設計應該有間隙, 為了保持間隙的連續性,後面做了寬度一致的美工線這兩種方式是做美工線時常用的方式,圖中(1),(2)處尺寸視客戶需要而決定,一般為0.3~0.5mm.同志們,在做美工線時不要光顧著美觀、裝飾!它還起到很重要的作用!比如它運用在電源類的產品上,可在用來防ESD,可以直接影響安規!!藍色部分是鋁合金外殼,黃色部分是電池蓋。
電池蓋上藍色部分是美工線,目的保持電池蓋與鋁合金外觀的整體性。
美工線的寬同鋁合金的厚度,深度為0.05MM左右,深度不能深,只要線條清晰。
美觀、裝飾噴漆分色用! 0.5*0.5為使殼體表面豐富點而不至於太呆板,增加美工線0.3X0.3毛邊的處理也很有用的〃一般是處0〃3X0〃3〃當然產品大小不同要求也不一樣〃美工線作用有幾點:(1)機殼裝配後避免產品精度誤差造成殼子不能很好閉合(製造誤差)。
不過,有一點缺陷,美工線在分型面上,易刮手。
(2)視覺美感的凹顯分明,強化產品視覺效果。
(3)外觀雙色噴塗隔開顏色分明。
(4)模具上行位鑲件的分型線和美工線一體化,外觀很難看出,顯得美觀。
美工線賦予了產品靈性,如下圖如果沒有美工線效果就不同了在配合上可以起到尺寸偏差的處理。
结构设计经验总结

结构设计经验总结结构设计经验总结比较一下五金产品结构设计和塑胶产品设计的异同,来看看你的优势和差距:1.外形方面。
五金件多简单,不过也有复杂的,我见过一个奥林巴斯不锈钢外壳,要7套五金模才能搞定,外形复杂,全内凹,模价50W,这种情况在五金件中较少见,不过在PROE中产品折弯还是较麻烦的;塑胶件多复杂,建模,抽壳都费神。
2.结构方面。
五金件多为大型,尺寸相对不精密,联接方式一般为铆接,焊接,锁螺丝,也有互扣的情况,塑胶件在其上多为装饰件,如不锈钢抽油烟机,还要考虑散热,电磁辐射,噪音,变形整形,防鼠及接地问题;塑胶件多为小型,尺寸要示精密,联接方式一般为扣位,超声,锁螺丝,五金件在其上多为装饰件,如手机,有时还会考虑防水,防尘,防静电,防电磁辐射,有喇叭的话还有前后音腔的问题,嚣叫的问题3.表面处理方面。
五金件一般为表面拉丝,抛光,喷砂,阳极氧化,电镀,电泳,丝印,喷油,镭雕,五金件还有防锈,防静电和防导电的问题;塑胶件一般为喷油,丝印,烫金,电镀(水镀,真空镀),水转印,IMD,电镀后拉丝,UV,PU,电铸,镭雕,双色4.成型方式五金件一般为冲压,拉伸,折弯,翻边,压铸,精铸,型材塑胶件一般为注塑,吹塑5.跟模及缺陷防止五金件一般来说跟模较简单,产品缺陷主要集中于压铸这一块塑胶件跟模就麻烦多了,还要和注塑,标准件供应商(包括五金的,电子的,胶水的,包材的)打交道总的说来,你在五金件方面有三年设计经验,应聘如下企业是没问题的,如做机柜的,做安防的,但要涉及到数码类产品的话,五金件只占其中一部分,主要为装饰用,所以建议你先做做安防的东东,逐步接触塑胶类产品,相信两三年后就能集五金塑胶于一身,成为全能大师,呵呵一家之言新产品开发定位的策略和方法:首先做好市场调查,摸清行业发展的动向,做好市场定位及产品线的规划,产品是针对一定的消费群体的,各个群体的消费水平,素质爱好不尽相同,对于普通大众产品,要求产品功能齐全,结实耐用,质优价廉,这样的产品外观具有大众性,市面上可能有很多同类产品,竞争激烈,就看成本控制和销售渠道了;对于专控市场,要求做工精良,不惜成本,要体现强烈的个性和超前特征,要在外观上给消费者以“物有所值”的感受,功能强调某个超前特征,不一定做到功能齐全,在内部软硬件上做到专用、专控,保密性强,可仿程度低,对渠道上要实行价格低位控制,不得随意降价。
塑胶结构设计规范

1、材料及厚度1.1、材料的选取a. ABS:高流动性,便宜,适用于对强度要求不太高的部件(不直接受冲击,不承受可靠性测试中结构耐久性的部件),如内部支撑架(键板支架、LCD支架)等。
还有就是普遍用在电镀的部件上(如按钮、侧键、导航键、电镀装饰件等)。
目前常用奇美PA-757、PA-777D等。
b. PC+ABS:流动性好,强度不错,价格适中。
适用于作高刚性、高冲击韧性的制件,如框架、壳体等。
常用材料代号:拜尔T85、T65。
c. PC:高强度,价格贵,流动性不好。
适用于对强度要求较高的外壳、按键、传动机架、镜片等。
常用材料代号如:帝人L1250Y、PC2405、PC2605。
d. POM具有高的刚度和硬度、极佳的耐疲劳性和耐磨性、较小的蠕变性和吸水性、较好的尺寸稳定性和化学稳定性、良好的绝缘性等。
常用于滑轮、传动齿轮、蜗轮、蜗杆、传动机构件等,常用材料代号如:M90-44。
e. PA坚韧、吸水、但当水份完全挥发后会变得脆弱。
常用于齿轮、滑轮等。
受冲击力较大的关键齿轮,需添加填充物。
材料代号如:CM3003G-30。
f. PMMA有极好的透光性,在光的加速老化240小时后仍可透过92%的太阳光,室外十年仍有89%,紫外线达78.5% 。
机械强度较高,有一定的耐寒性、耐腐蚀,绝缘性能良好,尺寸稳定,易于成型,质较脆,常用于有一定强度要求的透明结构件,如镜片、遥控窗、导光件等。
常用材料代号如:三菱VH001。
1.2 壳体的厚度a. 壁厚要均匀,厚薄差别尽量控制在基本壁厚的25%以内,整个部件的最小壁厚不得小于0.4mm,且该处背面不是A级外观面,并要求面积不得大于100mm²。
b. 在厚度方向上的壳体的厚度尽量在1.2~1.4mm,侧面厚度在1.5~1.7mm;外镜片支承面厚度0.8mm,内镜片支承面厚度最小0.6mm。
c. 电池盖壁厚取0.8~1.0mm。
d. 塑胶制品的最小壁厚及常见壁厚推荐值见下表。
产品造型设计中的“线”语言阐述

产品造型设计中的“线”语言阐述【摘要】产品造型是产品设计中的根本,而在造型的塑造中,“线”却是一个最基本的元素和表达,“线”表达“形”的外缘和情感,表现了“形”的存在,进而有“形”塑造为三维的“型”。
所以,在产品的造型设计之前,首先应对“线”表现出来的语言情感进行研究,这样才能更好地设计出理想的产品。
【关键词】产品造型结构线装饰线构造封合线产品造型美观大方、色彩协调、舒适方便……,是产品设计工作中的根本和生命,它决定了一款产品的市场销售成败,故而需要设计师理性地分析研究产品的造型。
在研究之初,首先我们对“型”从几何概念进行分解研究,分析“型”的组成属性,就很容易理解――“型”是由多个各种属性的“面”包裹而成,而每个“面”又是由各种属性的“线”围合而成。
这样看来,“线”是“型”的最根本的元素;其次从光学理论来理解,不同方向、不同颜色的光线及不同属性的反光材料,就会产生不同视觉感受的“线”。
那么我们对“线”进行深入研究,特别是在产品造型方面,寻找“线”在产品造型设计中的表达语言,以此来引导设计师对“型”的塑造灵感,进而对于产品造型设计就有了理论基础。
理论指导实践,具体到产品的实际设计中,对“线”又赋予了更深的内涵和灵性。
这里针对产品造型设计中的“线”语言进行简单阐述,期望与业内设计师们以探讨和学习。
1 中轴对称造型的外轮廓线当眼睛在观察一件物品时,首先接受的影像是它的轮廓边缘线,这个轮廓线决定物品造型的基本形态和大小,同时也在一定程度上限定它的基本造型风格。
如制作一件陶瓷器皿,外轮廓线是该器型的基础造型,从设计――拉坯――烧制,都是对轮廓线的修饰设计,最后得到最理想的外轮廓线条的走向和曲度。
这是消费使用者看到产品的第一印象,往往第一印象很重要。
2 非中轴对称造型的结构线对于一些非中轴绝对对称、或异性的造型,我们在研究外轮廓线的同时,同样要研究它的结构线。
因为这时从不同的角度、方向观察时,就会出现不同外轮廓线,这样会影响造型的美观表现。
影响产品外观精致因素分析-二(假线)
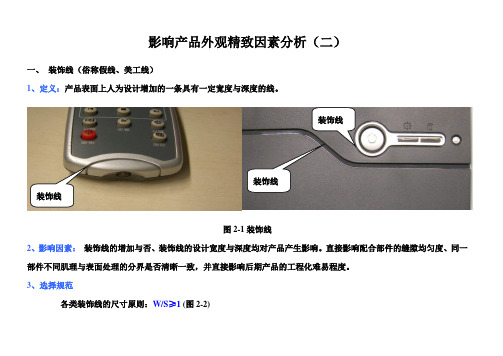
影响产品外观精致因素分析(二)一、装饰线(俗称假线、美工线)1、定义:产品表面上人为设计增加的一条具有一定宽度与深度的线。
装饰线装饰线装饰线图2-1装饰线2、影响因素:装饰线的增加与否、装饰线的设计宽度与深度均对产品产生影响。
直接影响配合部件的缝隙均匀度、同一部件不同肌理与表面处理的分界是否清晰一致,并直接影响后期产品的工程化难易程度。
3、选择规范各类装饰线的尺寸原则:W/S≥1 (图2-2)WS图2-2(1)在同一零件的同一表面上的装饰线(装饰类,如:图2-3);此类装饰线的最小宽度尺寸限制如下:手机类(宽度×深度):塑胶件0.2×0.2mm(W mi n≥0.2mm)、金属压铸件0.4×0.2mm;(W mi n≥0.4mm)笔记本类(宽度×深度):塑胶件0.5×0.5mm(W mi n≥0.5mm)、金属压铸件0.8×0.5mm;(W mi n≥0.8mm)台式电脑类(宽度×深度):塑胶件0.5×0.5mm(W mi n≥0.5mm)、金属压铸件0.8×0.5mm;(W mi n≥0.8mm)图2-3(2) 消除工程痕迹的装饰线(工程类,如:图2-4): 此类装饰线的最小宽度尺寸限制如下:各类产品(宽度×深度):塑胶件0.5×0.5mm (W mi n ≥0.5mm )、金属压铸件0.8×0.5mm (W mi n ≥0.8mm );装饰类 装饰线装饰类 装饰线工程类装饰线图2-4(3)工艺需求必须增加的装饰线(工艺类,如:图2-5):此类装饰线的最小宽度尺寸限制如下:各类产品(宽度×深度):塑胶件0.5×0.5mm(W mi n≥0.5mm)、金属压铸件0.8×0.5mm(W mi n≥0.8mm);工艺类装饰线装饰类装饰线图2-5(4)一个以上零件配合之间的装饰线(配合类,如:图2-6)图2-6此类装饰线的最小宽度尺寸限制如下:面壳底壳配合类 装饰线。
美工线结构设计

美工线结构设计一、认识美工线美工线又叫遮丑线、美观线、美工槽,是一种窄浅的槽缝,在前壳与后壳的分型面用的最多,分型面处的美工线主要作用是能遮丑、防止上下壳错位产生断差等。
如图2-1所示是常见的美工线。
四、美工线的形式美工线根据不同的设计有好几种形式,常见的形式有美工线全部在前壳上,全部在后壳上,前壳及后壳各一半,还有一种美工线直接留在公止口上。
(1)美工线全部留在前壳,如图2-2所示。
(2)(3)美工线前后壳各一半,如图2-4所示。
图2- 4前后壳各一半的美工线(4)美工线直接留在公止口上,如图2-5所示。
图2- 5公止口处美工线以上四种美工线,从外观上说,第三种即前壳及后壳各一半最美观,但模具加工最复杂。
最不美观的是第四种,但模具加工最简单,第一种和第二种美工线,效果一般,模具加工相对简单一点,但在结构设计上要注意切完美工线后的壳体边缘与另一个壳体的边缘要一样大小,否则不仅起不到美观作用,反而前后壳的断差更大。
对于外观没有特别要求的产品可以选用第四种美工线,可以降低模具制作成本,而对于外观要求严格的产品来说,选用第三种最好。
第一种及第二种美工线应用较少。
二、什么情况下设计美工线为什么要在分型面处设计美工线?设计美工线比没有美工线还好吗?其实分型面处的美工线不是非要不可,很多产品如手机结构就没有设计美工线,美工线只是一种补救措施,是一种提前预防措施,其实只要结构可靠、模具制作精密是完全可以不用美工线的。
没有美工线的产品一般比有美工线的产品精密。
需要使用美工线的情况一般有:(1)产品外形尺寸较大。
(2)壳体单薄不够强。
(3)外观没有具体要求。
(4)模具加工与制作水平一般。
不需要美工线的情况有:1、外观有严格要求,前后壳结合面不允许有缝隙。
2、模具加工与制作水平高,属于精密模具。
3、结构设计可靠。
三、美工线的结构设计尺寸美工线的尺寸推荐值如表2-1所示。
表2-1美工线的尺寸推荐值(单位:mm)五、其它美工线其它美工线就是指不在前壳及后壳分型面处的美工线,而是在产品上其它地方。
美工线结构设计
美工线结构设计一、认识美工线美工线又叫遮丑线、美观线、美工槽,就是一种窄浅得槽缝,在前壳与后壳得分型面用得最多,分型面处得美工线主要作用就是能遮丑、防止上下壳错位产生断差等、如图2-1所示就是常见得美工线。
四、美工线得形式美工线根据不同得设计有好几种形式,常见得形式有美工线全部在前壳上,全部在后壳上,前壳及后壳各一半,还有一种美工线直接留在公止口上。
(1)美工线全部留在前壳,如图2-2所示。
(2)(3)美工线前后壳各一半,如图2—4所示。
图2-4 前后壳各一半得美工线ﻫ(4)美工线直接留在公止口上,如图2-5所示。
图2-5公止口处美工线ﻫ以上四种美工线,从外观上说,第三种即前壳及后壳各一半最美观,但模具加工最复杂。
最不美观得就是第四种,但模具加工最简单,第一种与第二种美工线,效果一般,模具加工相对简单一点,但在结构设计上要注意切完美工线后得壳体边缘与另一个壳体得边缘要一样大小,否则不仅起不到美观作用,反而前后壳得断差更大、ﻫ对于外观没有特别要求得产品可以选用第四种美工线,可以降低模具制作成本,而对于外观要求严格得产品来说,选用第三种最好。
第一种及第二种美工线应用较少。
二、什么情况下设计美工线ﻫ为什么要在分型面处设计美工线?设计美工线比没有美工线还好不?ﻫ其实分型面处得美工线不就是非要不可,很多产品如手机结构就没有设计美工线,美工线只就是一种补救措施,就是一种提前预防措施,其实只要结构可靠、模具制作精密就是完全可以不用美工线得。
没有美工线得产品一般比有美工线得产品精密。
需要使用美工线得情况一般有:ﻫ(1)产品外形尺寸较大、(2)壳体单薄不够强。
(3)外观没有具体要求、(4)模具加工与制作水平一般、ﻫ不需要美工线得情况有:1、外观有严格要求,前后壳结合面不允许有缝隙。
2、模具加工与制作水平高,属于精密模具。
3、结构设计可靠。
三、美工线得结构设计尺寸美工线得尺寸推荐值如表2—1所示。
表2—1 美工线得尺寸推荐值(单位:mm)五、其它美工线ﻫ其它美工线就就是指不在前壳及后壳分型面处得美工线,而就是在产品上其它地方。
塑料结构件的美工线设计
塑料结构件的美工线设计高志华【摘要】针对塑料结构件美工线的作用和类型,结合多年的工作经验,给出了美工线设计原则和常用设计值.【期刊名称】《上海塑料》【年(卷),期】2014(000)002【总页数】4页(P49-52)【关键词】美工线;设计;塑料结构件;原则;注意事项【作者】高志华【作者单位】海湾安全技术有限公司,秦皇岛066004【正文语种】中文【中图分类】TQ320.670 前言美工线是设计塑料产品时常用的遮蔽设计加工缺陷、满足加工工艺要求、美化装饰产品外观的工艺线条,广泛应用于手机、电视、相机等消费电子产品以及工业电子产品设计中。
但很多结构设计者往往不重视美工线设计,甚至认为工业产品的美工线可有可无,致使设计的产品不仅外观存在缺陷,而且为后续加工带来诸多不便。
作者结合多年的设计经验,总结了美工线的设计原则及常用设计参数,以期为年轻的结构设计者提供借鉴。
1 美工线类型和作用美工线根据作用形式,有上下壳美工线、工艺美工线和装饰美工线三种类型。
1.1 上下壳美工线上下壳美工线也叫遮丑线,用于预防上下壳错位产生段差。
此种美工线是对外观缺陷补救的预防措施,除非模具和注塑加工精度高,否则尽量设计美工线,如图1所示。
图1 上下壳美工线1.2 工艺美工线工艺美工线主要用于满足模具、注塑或表面处理等加工工艺要求,降低制造难度,提高生产效率及制品质量。
它主要分喷油美工线和模具工艺美工线两种。
喷油美工线是塑件喷双色漆遮蔽用的分油槽,如图2(a)所示。
模具工艺美工线是避免模具分型出现披风的工艺槽,如图2(b)所示。
图2 (a)喷油工艺美工线图2 (b)模具工艺美工线1.3 装饰美工线装饰美工线用于装饰和点缀以增加产品的美感,愉悦消费者心灵。
有时还会兼顾产品功能分区,协调不同功能区的外观效果,最大程度提升产品使用价值空间,如图3(a,b)所示。
2 美工线结构设计2.1 上下壳美工线上下壳美工线的位置有四种形式:位于公止口、位于母止口、公母止口各半、由公母止口间隙形成,如图4(a~d)所示。
美工线结构设计
美工线结构设计一、认识美工线美工线又叫遮丑线、美观线、美工槽,是一种窄浅的槽缝,在前壳与后壳的分型面用的最多,分型面处的美工线主要作用是能遮丑、防止上下壳错位产生断差等。
如图 2-1 所示是常见的美工线。
四、美工线的形式美工线根据不同的设计有好几种形式,常见的形式有美工线全部在前壳上,全部在后壳上,前壳及后壳各一半,还有一种美工线直接留在公止口上。
(1)美工线全部留在前壳,如图2-2 所示。
(2)( 3)美工线前后壳各一半,如图2-4 所示。
图 2- 4 前后壳各一半的美工线( 4)美工线直接留在公止口上,如图2-5 所示。
图 2- 5 公止口处美工线以上四种美工线,从外观上说,第三种即前壳及后壳各一半最美观,但模具加工最复杂。
最不美观的是第四种,但模具加工最简单,第一种和第二种美工线,效果一般,模具加工相对简单一点,但在结构设计上要注意切完美工线后的壳体边缘与另一个壳体的边缘要一样大小,否则不仅起不到美观作用,反而前后壳的断差更大。
对于外观没有特别要求的产品可以选用第四种美工线,可以降低模具制作成本,而对于外观要求严格的产品来说,选用第三种最好。
第一种及第二种美工线应用较少。
二、什么情况下设计美工线为什么要在分型面处设计美工线?设计美工线比没有美工线还好吗?其实分型面处的美工线不是非要不可,很多产品如手机结构就没有设计美工线,美工线只是一种补救措施,是一种提前预防措施,其实只要结构可靠、模具制作精密是完全可以不用美工线的。
没有美工线的产品一般比有美工线的产品精密。
需要使用美工线的情况一般有:(1)产品外形尺寸较大。
(2)壳体单薄不够强。
(3)外观没有具体要求。
(4)模具加工与制作水平一般。
不需要美工线的情况有:1、外观有严格要求,前后壳结合面不允许有缝隙。
2、模具加工与制作水平高,属于精密模具。
3、结构设计可靠。
三、美工线的结构设计尺寸美工线的尺寸推荐值如表2-1 所示。
表 2-1 美工线的尺寸推荐值(单位:mm)五、其它美工线其它美工线就是指不在前壳及后壳分型面处的美工线,而是在产品上其它地方。
塑胶结构设计要求规范
塑胶结构设计规范1、材料及厚度1.1、材料的选取a. ABS:高流动性,便宜,适用于对强度要求不太高的部件(不直接受冲击,不承受可靠性测试中结构耐久性的部件),如内部支撑架(键板支架、LCD支架)等。
还有就是普遍用在电镀的部件上(如按钮、侧键、导航键、电镀装饰件等)。
目前常用奇美PA-757、PA-777D等。
b. PC+ABS:流动性好,强度不错,价格适中。
适用于作高刚性、高冲击韧性的制件,如框架、壳体等。
常用材料代号:拜尔T85、T65。
c. PC:高强度,价格贵,流动性不好。
适用于对强度要求较高的外壳、按键、传动机架、镜片等。
常用材料代号如:帝人L1250Y、PC2405、PC2605。
d. POM具有高的刚度和硬度、极佳的耐疲劳性和耐磨性、较小的蠕变性和吸水性、较好的尺寸稳定性和化学稳定性、良好的绝缘性等。
常用于滑轮、传动齿轮、蜗轮、蜗杆、传动机构件等,常用材料代号如:M90-44。
e. PA坚韧、吸水、但当水份完全挥发后会变得脆弱。
常用于齿轮、滑轮等。
受冲击力较大的关键齿轮,需添加填充物。
材料代号如:CM3003G-30。
f. PMMA有极好的透光性,在光的加速老化240小时后仍可透过92%的太阳光,室外十年仍有89%,紫外线达78.5% 。
机械强度较高,有一定的耐寒性、耐腐蚀,绝缘性能良好,尺寸稳定,易于成型,质较脆,常用于有一定强度要求的透明结构件,如镜片、遥控窗、导光件等。
常用材料代号如:三菱VH001。
1.2 壳体的厚度a. 壁厚要均匀,厚薄差别尽量控制在基本壁厚的25%以内,整个部件的最小壁厚不得小于0.4mm,且该处背面不是A级外观面,并要求面积不得大于100mm²。
b. 在厚度方向上的壳体的厚度尽量在1.2~1.4mm,侧面厚度在1.5~1.7mm;外镜片支承面厚度0.8mm,内镜片支承面厚度最小0.6mm。
c. 电池盖壁厚取0.8~1.0mm。
d. 塑胶制品的最小壁厚及常见壁厚推荐值见下表。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
大家讨论一下关于美工线设计的相关内容:
1、美工线的类型。
2、美工线的尺寸。
3、美工线的作用。
以上三方面的内容是我所定的,大家回帖要求如下:
1、列举实例并抓图片说明。
2、对于相同类型的实例请大家不要重复,可以回贴做补充。
美观加的美工线,又因工艺问题,因要喷双色漆, 两种颜色分界线用美工线分界. 也为喷漆时屏蔽治具屏蔽方便.
因模具制作及成型公差,上下盖配合容易有断差,往往设计美工线使配合断差变的不明显. 尺寸为0.3*0.3mm.
因此产品侧孔模具需要跑滑块, 滑块位置处增加美工线, 可以将滑块位置线隐藏到美工线处尺寸0.5*0.5MM
因模具需要做互换模仁(不同尺寸的LCD用同一个前框),互换模仁用美工线. 尺寸W0.5*0.3mm
手柄处美工线既美观又防滑尺寸为1*0.5mm
因前面设计应该有间隙, 为了保持间隙的连续性,后面做了宽度一致的美工线
这两种方式是做美工线时常用的方式,图中(1),(2)处尺寸视客户需要而决定,一般为0.3~0.5mm.
同志们,在做美工线时不要光顾着美观、装饰!它还起到很重要的作用!
比如它运用在电源类的产品上,可在用来防ESD,可以直接影响安规!!
蓝色部分是铝合金外壳,黄色部分是电池盖。
电池盖上蓝色部分是美工线,目的保
持电池盖与铝合金外观的整体性。
美工线的宽同铝合金的厚度,深度为0.05MM左右,
深度不能深,只要线条清晰。
美观、装饰喷漆分色用! 0.5*0.5
为使壳体表面丰富点而不至于太呆板,增加美工线0.3X0.3
美工线的设计,一些重要的作用,PL线的处理,配合时的段差处理,同时对一些
毛边的处理也很有用的.一般是处0.3X0.3.当然产品大小不同要求也不一样.
美工线作用有几点:
(1)机壳装配后避免产品精度误差造成壳子不能很好闭合(制造误差)。
不过,有一点缺陷,美工线在分型面上,易刮手。
(2)视觉美感的凹显分明,强化产品视觉效果。
(3)外观双色喷涂隔开颜色分明。
(4)模具上行位镶件的分型线和美工线一体化,外观很难看出,显得美观。
美工线赋予了产品灵性,如下图如果没有美工线效果就不同了
在配合上可以起到尺寸偏差的处理。