注塑机点检表
合集下载
63.注塑机日常点检表

3
电器箱、柜与线路符合要求,控制台各参数显示完好、功能指标清楚,按键动作灵敏可靠
4
液压管路连接可靠,油箱及管路无漏油,控制系统开关齐全,动作可靠
5
模具各紧固螺栓齐全,无松动、变形、裂纹
6
自动取料装置标识清楚、动作灵敏,所控制的工作部件动作准确,机械手的活动区域应有护栏
异常情况记录
1
8
15
2
9
16
3
10
注塑机
点检月份:年月编号:SZHD-39
设备名称
注塑机
规格型号
设备编号
操作者A
操作者B
操作者C
使用部门
检查日期
点检内容 点检记录
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1
防护罩、盖、栏的安装应牢固,无明显的锈蚀或变形,且与电气联锁
2
操作平台结构合理,不得有严重脱焊、变形、腐蚀和断开、裂纹等缺陷
17
4
11
18
5
12
19
6
13
20
7
14
21
备注
查方法:看、听、试
2.检查周期:每天。(由车间负责人负责)
重大安全隐患记录
注:保养后,用“√”表示进行了点检,“○”表示休息或放假,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
电器箱、柜与线路符合要求,控制台各参数显示完好、功能指标清楚,按键动作灵敏可靠
4
液压管路连接可靠,油箱及管路无漏油,控制系统开关齐全,动作可靠
5
模具各紧固螺栓齐全,无松动、变形、裂纹
6
自动取料装置标识清楚、动作灵敏,所控制的工作部件动作准确,机械手的活动区域应有护栏
异常情况记录
1
8
15
2
9
16
3
10
注塑机
点检月份:年月编号:SZHD-39
设备名称
注塑机
规格型号
设备编号
操作者A
操作者B
操作者C
使用部门
检查日期
点检内容 点检记录
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1
防护罩、盖、栏的安装应牢固,无明显的锈蚀或变形,且与电气联锁
2
操作平台结构合理,不得有严重脱焊、变形、腐蚀和断开、裂纹等缺陷
17
4
11
18
5
12
19
6
13
20
7
14
21
备注
查方法:看、听、试
2.检查周期:每天。(由车间负责人负责)
重大安全隐患记录
注:保养后,用“√”表示进行了点检,“○”表示休息或放假,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
注塑机设备点检表
措 施 履 历
CHP-PO-P01-11(A)
A4(210mm*297mm)
担当
检讨
承认
(
设备名 品牌
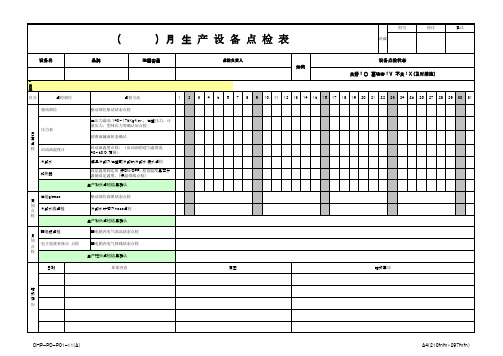
) 月 生 产 设 备 点 检 表
注塑容量
点 检负责人
决裁
设备点检状态 范例 良好 : ○ 要注意 : V 不良 : X 时措施 (及 )
* 日常点检上午 10点进行 / 周 间点检星期一进行 / 月 间点检:每个月第 1周星期一 进行 区分 点检部位 驱动部位 点检方法 驱动部位驱动状态点检 主压力最高 140~175Kgf/㎠ ,注塑 压力,计量 压力,型体压力等确认后点检 压力表 日 常 点 检 润滑油漏油状态确认 启动油温度计 冷却水 加热器 启动油温度点检:(启动油的适当温度是 40~50℃ 范 围) 模具冷却及注塑部冷却的冷却水漏水点检 设定温度到达时 按ON/OFF, 检查温度是否升 温倒设定温度,(保温排线点检) 生产科长点检结果确认 供给gleese 周 间 点 检 冷却水线点检 驱动部位润滑状态点检 冷却水排管及hose点检 生产科长点检结果确认 配电板点检 月 间 点 检 电子盖废弃接点 点检 配电箱内电气部品状态点检 配电箱内电气排线状态点检 生产班长点检结果确认 日期 异常内容 原因 措施事项 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
注塑机及机械手每日点检表
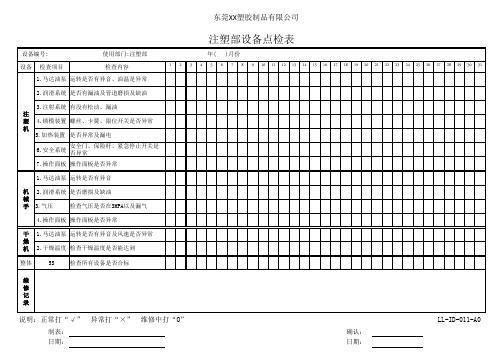
检查气压是否在3MPA以及漏气
4.操作面板 操作面板是否异常
干 1.马达油泵 运转是否有异音及风速是否异常 燥
机 2.干燥温度 检查干燥温度是否能达到
整体
5S 检查所有设备是否合标
维 修 记 录
说明:正常打“√” 异常打“×” 维修中打“O”
制表: 日期:
确认: 日期:
LL-ID-011-A0
Hale Waihona Puke 2.润滑系统 是否有漏油及管道磨损及缺油
3.注射系统 有没有松动、漏油 注
塑 4.锁模装置 螺丝、卡簧、限位开关是否异常 机
5.加热装置 是否异常及漏电
6.安全系统
安全门、保险杆、紧急停止开关是 否异常
7.操作面板 操作面板是否异常
1.马达油泵 运转是否有异音
机 2.润滑系统 是否磨损及缺油
械
手 3.气压
东莞XX塑胶制品有限公司
注塑部设备点检表
设备编号:
使用部门:注塑部
设备 检查项目
检查内容
1.马达油泵 运转是否有异音、油温是异常
年( )月份 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
注塑机设备点检表
点 检 日 期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
作动油量 确认缸内油标 作动油度 确认温度计 漏油 确认各阀配件等 接头漏油
模具安装螺栓
确认螺栓是否松动 安全装置停止按钮
干燥机 缓冲量 温调机
滑块,EP动作是否顺畅 润滑油是否用完 金型開閉時是否有异音
点检者停机前,转模ຫໍສະໝຸດ 要清扫机器内外 点检流程第一周
第二周
第三周
第四周
第五周
及周边,以保持车间整洁、整齐 点检者(每天)→班长确认(周末)→主任审查(月末)→部门长承认
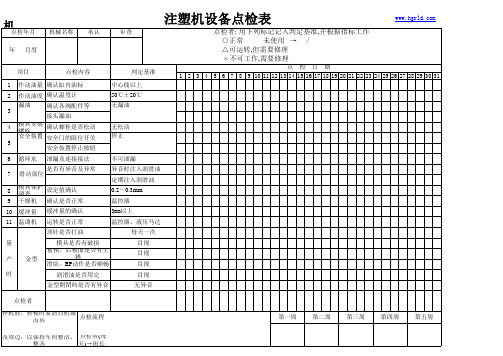
机器设备点检表 注塑机设备点检表
点检年月 年 月度 项目 1 2 3 4 5 6 7 8 9 10 11 量 产 时 金型 点检内容 判定基准 中心线以上 50℃±20℃ 无漏油 机械名称 承认 审查
点检者: 用下列标记记入判定基准,并根据指标工作 ○正常 未使用 → / △可运转,但需要修理 × 不可工作,需要修理
安全装置 安全门的限位开关 循环水 滑动部位
模具保护调查
无松动 停止
泄漏及连接接法 是否有异音及异常 设定值确认 确认是否正常 缓冲量的确认 运转是否正常 顶针是否打油 模具是否有破损
前模、后模面是否有生锈
不可泄漏 异音时注入润滑油 定期注入润滑油 0.2~0.3mm 温控器 3mm以上 温控器、液压马达 每天一次 目视 目视 目视 目视 无异音
作动油量 确认缸内油标 作动油度 确认温度计 漏油 确认各阀配件等 接头漏油
模具安装螺栓
确认螺栓是否松动 安全装置停止按钮
干燥机 缓冲量 温调机
滑块,EP动作是否顺畅 润滑油是否用完 金型開閉時是否有异音
点检者停机前,转模ຫໍສະໝຸດ 要清扫机器内外 点检流程第一周
第二周
第三周
第四周
第五周
及周边,以保持车间整洁、整齐 点检者(每天)→班长确认(周末)→主任审查(月末)→部门长承认
机器设备点检表 注塑机设备点检表
点检年月 年 月度 项目 1 2 3 4 5 6 7 8 9 10 11 量 产 时 金型 点检内容 判定基准 中心线以上 50℃±20℃ 无漏油 机械名称 承认 审查
点检者: 用下列标记记入判定基准,并根据指标工作 ○正常 未使用 → / △可运转,但需要修理 × 不可工作,需要修理
安全装置 安全门的限位开关 循环水 滑动部位
模具保护调查
无松动 停止
泄漏及连接接法 是否有异音及异常 设定值确认 确认是否正常 缓冲量的确认 运转是否正常 顶针是否打油 模具是否有破损
前模、后模面是否有生锈
不可泄漏 异音时注入润滑油 定期注入润滑油 0.2~0.3mm 温控器 3mm以上 温控器、液压马达 每天一次 目视 目视 目视 目视 无异音
注塑设备日常点检表【范本模板】

油温油位计是否正常范围之内
13
料斗磁力架
料斗磁力架是否去除铁销
14
模具
模具是否有异常和松动
说明
1、操作本机台的员工须有操作上岗证;
2、每天开机前按要求对机器进行检查和保养,检查完后再相对处打“√”,如有异常在相应处打“×”如未使用则用“o"表示,检查完后签名;此项由主管监督审核;
3、如检查中发现有异常必须向主管汇报,待异常排除后方可生产。
油泵
油泵是否有异常噪音
5
紧急按钮
按下紧急按钮是否能够切断油泵电源
6
安全门
安全门行程开关是否正常
7
溶胶筒
停机换料时是否清理溶胶筒
8
冷却环
冷却换出入水温是否正常,出入量是否一致
9
安全挡板
机械安全挡板工作是否正常
10
润滑部位
机铰哥林柱及射移导轨等润滑部位是否正常润滑
11
发热圈
发热圈是否有烧毁、漏电
12
油温油位计
保养人
审核
注塑设备日常点检表
序号
检查项目
检查内容
月份
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1
机台环境
机台尤其是导杆,导柱量
使用润滑油是否正常
3
润滑油泵
润滑邮箱内的润滑油是否够清洁(无水、无杂物、无变质)
4
13
料斗磁力架
料斗磁力架是否去除铁销
14
模具
模具是否有异常和松动
说明
1、操作本机台的员工须有操作上岗证;
2、每天开机前按要求对机器进行检查和保养,检查完后再相对处打“√”,如有异常在相应处打“×”如未使用则用“o"表示,检查完后签名;此项由主管监督审核;
3、如检查中发现有异常必须向主管汇报,待异常排除后方可生产。
油泵
油泵是否有异常噪音
5
紧急按钮
按下紧急按钮是否能够切断油泵电源
6
安全门
安全门行程开关是否正常
7
溶胶筒
停机换料时是否清理溶胶筒
8
冷却环
冷却换出入水温是否正常,出入量是否一致
9
安全挡板
机械安全挡板工作是否正常
10
润滑部位
机铰哥林柱及射移导轨等润滑部位是否正常润滑
11
发热圈
发热圈是否有烧毁、漏电
12
油温油位计
保养人
审核
注塑设备日常点检表
序号
检查项目
检查内容
月份
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1
机台环境
机台尤其是导杆,导柱量
使用润滑油是否正常
3
润滑油泵
润滑邮箱内的润滑油是否够清洁(无水、无杂物、无变质)
4
注塑机保养年点检表
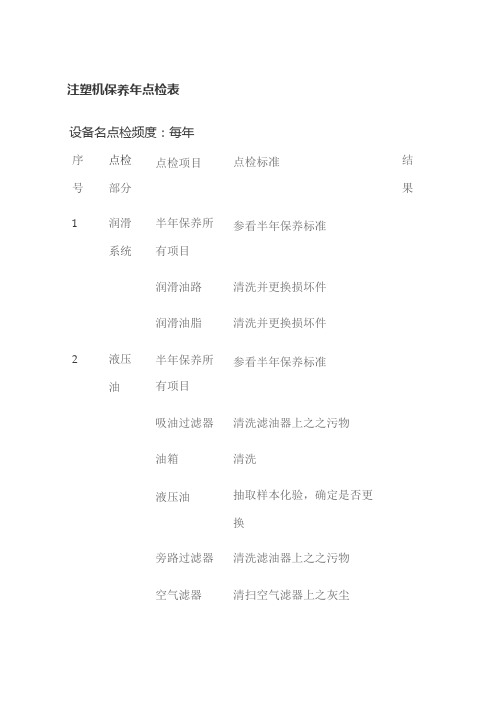
注塑机保养年点检表设备名点检频度:每年
序号点检
部分
点检项目点检标准结
果
1润滑
系统半年保养所
有项目
参看半年保养标准润滑油路清洗并更换损坏件润滑油脂清洗并更换损坏件
2液压
油半年保养所
有项目
参看半年保养标准
吸油过滤器清洗滤油器上之之污物
油箱清洗
液压油抽取样本化验,确定是否更
换
旁路过滤器清洗滤油器上之之污物
空气滤器清扫空气滤器上之灰尘
3电气
部分半年保养所
有项目
参看半年保养标准
接线端子紧固
电线更换老化电线
电机清扫电机扇叶及外毂灰尘,
注入润滑油脂于轴承上
电气元件更换损坏件
4液压
部分半年保养所
有项目
参看半年保养标准
油阀、油路
板
清洗
油缸检查无拉花
管件、联接
件
更换损坏件
冷却器清洗冷却器铜管的内外壁
速度、压力
线性
检查速度、压力的线性比例,
如有需要可重新调校
工作压力检查油压系统的工作压力是否
过低或过高。
漏油检查全机的各部分是否有漏
油现象
5机械
部分半年保养所
有项目
参看半年保养标准
螺丝检查安全机械部分的固定螺
丝是否收紧
机身水平重新检查机身水平
平行度重新检查锁模头板与移动模
板之间的平行度
油马达轴承检查是否有噪音,重新注入润
滑油脂或更换新轴承
(。
:正常,△:要注意,需修理,X:故障,要修理)处置记录:
保养者
确认者。
塑料注射成型机日常点检表

设备编号:BZ-JGSB-20
电 器
热电偶
加热器 线路无松脱、完好 油冷却器 开关完好、指示灯亮 计数器 完整、显示正常 脉冲发生器 外形正常 变频器 完整、动作正常 空气开关 完好 油冷却器 无泄漏
自动润滑系 油位、油压、油脂正 统 常,润滑出油正常
机 械
液压元件 气压元件 固定螺丝 固定防护门
无泄漏,供油正常, 油油泵及马达无异响 、异热 动作灵活 无松动、脱落 紧固、无松动
包装部包材基地设备日常点检表
使用部门:包装部包材区域
年
10 11 12 13 14 15 16
巡检负责人:
月
17 18 19 20 21 22 23 24
S-班; D-天;
25 26 27
说明异常情况。 每班检查定为开机点10分钟!
每月10日、25日由当班班长组织设备清洁保养并检查
; W-1 备注
设备清洁保养并检查
包装部包材基
设备名称:塑料注射成型机
编号: BZ/JL-6.3-10
点检项目 操作台柜 指示灯 开关、按钮 电机 点检内容 外壳完整、清洁 显示正确 完好、弹性正常、动 作一致 无异音、异热、异振 动,外形完好 紧固、使用正常 点检 频次 1/S 1/S 1/S 1/S 1/S 1/S 1/S 1/S 1/S 1/S 1/S 1/S 1/S 1 2 3 4 5 6 7 8 9 10
1/S 1/S 1/S 1/S 1/S 1/S 1/S
设备运行时间(分钟) 设备维修时间(分钟) 点检人签字(竖签)
当班检修员签字 专检员签字(当班第一个白班) 当班班长检查签字(当班第二个晚班) 设备管理员查阅签字(附签字日期)
1/S 1/W 2/M 2/M
注塑机点检表

故障无大小,责任重如山。
注塑机点检表
设备型号: 设备编号: 记录符号正常 (√ ) 异常( × ) 已修复 (○ ) 检查 项目 检查内容 月 1.机台区域,工作现场整洁 清洁 2.模具表面,导柱是否清洁 1.警急按钮是否有效 2安全门行程开关是否正常 安全 3.机械安全挡板是否正常 1.机台油泵运转声音是否正常 2.模具开合模声音是否正常 3.模具水路、压板螺丝是否正常 4.加热温度是否正常 5.电路部分是否有短路、异味 状态 6.机台模具是否漏水、滴油 7.液压油位是否正常 8.各主要技术性能能否满足生产工艺要求 9.设备操作系统或操作机构是否操作灵活可靠 10.各种指示仪表、计量器具能否准确显示 1.机铰、导轨、模具导柱是否润滑 润滑 2.检查油标及各润滑点加油 班长每周确认: 操 作 人 建议增减项: 技术部每月确认: 厂部审核:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
A2
锁紧衬垫
清洁、无污染
用布擦拭
●
清
扫3
操作面板
清洁、无污染
用布擦拭
●
点
检4
液压系统
清洁、无污染
用布擦拭
●
5
冷却系统
清洁、无污染
用布擦拭
●
B 供
NO .
加油点检部位
加油点检标准
点检方 法
处理方 法
月 周 日26 27 28 29 30 31 1
2
3
4
5
6
7
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
油
\ 功
1
润滑油箱(N32)
维持及适量加 油
目视
补充
●
ቤተ መጻሕፍቲ ባይዱ
能
点 检2
开合模限位开关
运作是否正常
手动测 试
修理调 整
●
C 1 设备本体运作异常
●
全 体
2
设备传动机构声音异 常
尽快与相关部门联系处理
●
记录 符号
正常 √
异常 ×
已修好 ○
担当者
硫化机点检表
__ 月
浙江恒勃滤清器有限公司硫化车间 资产编号
设备型号
设备管理
点检内容
周期
检查实绩
项 NO 目.
1
清扫部位 设备本体
清扫标准 清洁、无污染
指导清扫方法 用布擦拭
月 周 日26 27 28 29 30 31 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 ●