数控绕线机研究与设计
毕业设计:高压线圈全自动绕线机主体设计[管理资料]
![毕业设计:高压线圈全自动绕线机主体设计[管理资料]](https://img.taocdn.com/s3/m/1d566328ce2f0066f4332241.png)
摘要本文设计的是一种用于某些电感线圈、环形变压器、继电器线圈、步进电机线圈等不同规格的线圈进行精确绕线的智能机器。
其设计开发涉及零部件的制造工艺流程、PLC的应用、伺服电机的选择、液晶显示与触摸屏控制的人机平台。
本文重点阐述了绕线机主体结构中主轴箱的结构设计,传动方案的选择确立、装配图及非标准零件图的描绘,并对主轴等零件进行了强度校验。
应用Solidworks三维造型软件对所有零件进行了三维造型,并完成零部件的虚拟装配,并对主轴箱体进行了干涉检验。
设计的主轴箱是全自动绕线机的核心部件,为确保绕线机的设计质量奠定了坚实的基础,为绕线机的平稳运行提供了保障。
关键词:绕线机,五轴联动,主轴箱,线圈ABSTRACTThis design is accurate routing of intelligent machines that are used in coils of different specifications , such as some coil , toroid, relay coil, step motor coils. The design and development related to parts of the manufacturing process, PLC's application, the choice of the servo motor, LCD display and touch screen control of the machine platform.This article focuses on the winding machine spindle box in the structural design of the main structure, the choice of transmission scheme and assembly drawings and non-standard part drawings, and the spindle and other parts of the strength check. Software of three-dimensional modeling is Solidworks. The virtual assembly and spindle box intervened test are completed. Headstock design is a core component of automatic winding machine , that ensure the quality of winding machine and laid a solid foundation for the smooth operation of winding machines to provide a guarantee.Key words:Winding machine, Five-axis, Headstock, Coil目录摘要 (I)ABSTRACT (II)第一章:全自动绕线机简介 (1)全自动绕线机历史背景及发展趋势 (1)全自动绕线机设计意义及价值 (3)第二章:总体设计 (4)设计时应注意的问题 (4)传动方案的比较与选择 (4)主轴的强度计算 (5)第三章:主轴箱零件设计与造型 (7)造型软件的介绍 (7)三维造型软件Solidworks (7)绘图软件AutoCAD (10) (12)Solidworks三维造型 (12)工程图绘制 (16)第四章:主轴箱装配造型 (20)第五章:总结 (25)致谢 (26)参考文献 (27)第一章:全自动绕线机简介1.1全自动绕线机历史背景及发展趋势自九十年代初期以来,随着国内经济的迅速发展,对外开放政策的推行,使我国有机会不断学习和借鉴国外的先进技术,随后国内少数几家变压器企业引进了几台国外先进的绕线设备,但由于价格昂贵,对国内多数变压器企业来说难以承受,变压器行业迫切需要提供性能优良、价格相对低廉的国产绕线设备。
绕线机设计
绕线机设计绕线机设计摘要随着电子工业的蓬勃发展,对线圈的需求量越来越大、品种也越来越多。
线圈的使用已遍及了人类生活的方方面面,而线圈的绕制则需要绕线机,这样就为绕线机制造业带来了新的发展机遇。
于是各种各样的绕线机便应运而生了。
本文主要介绍了绕线机的简介与发展,总体方案的如何设计及机械部分的设计步骤。
关键词:绕线机;机构设计。
AbstractWith the booming development of electronic industry, the more and more coils will be needed, and it will become various too. The use of Coil has throughout all aspects of human life, and coiling around the system requires the coil winding machine, which brings new development opportunities for coiling machine manufacturing. Then many different kinds of winding machine emerged as required. The winding machines’ performance are close related with the quality and output of electrical product. Also, it’s precis ion has great influence to the entire machine performance.This context mainly introduce the winding machine and it’s development. It also tells how to design the overall plan and the design steps of machine parts. Keywords:winding machine? mechanism design1 绪论1.1 绕线机的简介绕线机:顾名思义绕线机是把线状的物体缠绕到特定的工件上的机器。
毕业设计(论文)-绕线机PLC
毕业设计(论文)- 绕线机PLC引言绕线机是一种常见的机械设备,用于在电子产品制造过程中将导线快速且精确地绕绕在组件上。
在过去的几十年中,随着自动化技术的不断发展,传统的手工绕线方式已被自动绕线机所取代。
自动绕线机不仅可以提高生产效率,还可以提高产品质量和一致性。
在自动绕线机的控制系统中,PLC(可编程逻辑控制器)起着至关重要的作用。
本文将研究和设计一种具有高可靠性和稳定性的绕线机PLC控制系统。
研究目标本文的研究目标是设计一种高可靠性和稳定性的绕线机PLC控制系统,以提高绕线机的生产效率和产品质量。
具体的研究目标如下:1.研究绕线机的工作原理和传统控制系统的局限性;2.设计一种基于PLC的绕线机控制系统,实现精确的线圈绕制;3.优化控制算法,提高绕线机的生产效率;4.实现控制系统的可靠性和稳定性,以保证连续长时间的运行;5.进行实验验证,评估控制系统的性能和效果。
研究方法本文将采用以下研究方法来实现研究目标:1.文献调研:通过查阅相关文献和资料,了解绕线机的工作原理和传统控制系统的局限性,为后续的研究提供理论基础。
2.系统设计:根据绕线机的工作原理和要求,设计基于PLC的控制系统,包括硬件和软件的设计。
3.控制算法优化:通过对绕线机的运行过程进行分析和优化,提高绕线机的生产效率,并确保线圈绕制的精度。
4.可靠性和稳定性设计:通过设计合理的硬件结构和软件逻辑,实现控制系统的可靠性和稳定性,以保证绕线机的长时间稳定运行。
5.实验验证:设计并进行实验,评估控制系统的性能和效果,与传统控制系统进行对比分析。
预期结果通过本文的研究,预期可以实现以下结果:1.设计出一种高可靠性和稳定性的绕线机PLC控制系统,能够提高绕线机的生产效率和产品质量。
2.优化控制算法,提高绕线机的线圈绕制精度。
3.实现控制系统的可靠性和稳定性,保证绕线机连续长时间运行。
4.通过实验验证,评估控制系统的性能和效果,并与传统控制系统进行对比分析。
台达数控定子绕线机伺服系统应用实例(doc9)(1)
台达数控定子绕线机伺服系统应用实例利用中达CNC数控系统强大的轴控功能和台达伺服系统快速精准的运动响应,使绕线机的工作效率得到了很大的提高。
本文主要介绍了数控定子绕线机功能的需求,以及系统操作界面和I/O的规划。
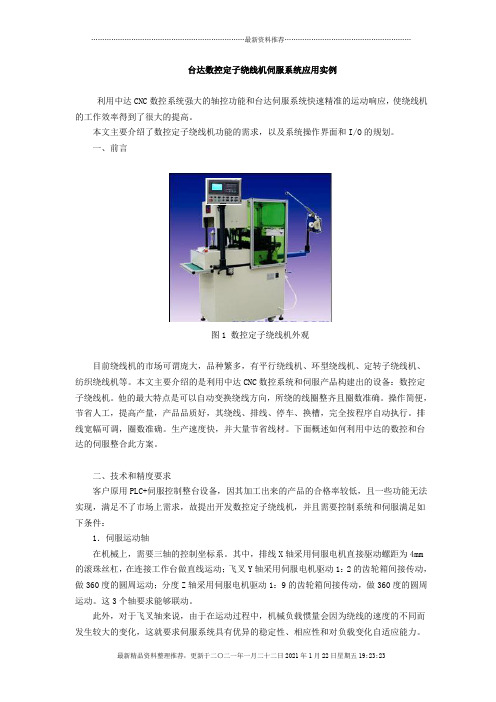
一、前言图1 数控定子绕线机外观目前绕线机的市场可谓庞大,品种繁多,有平行绕线机、环型绕线机、定转子绕线机、纺织绕线机等。
本文主要介绍的是利用中达CNC数控系统和伺服产品构建出的设备:数控定子绕线机。
他的最大特点是可以自动变换绕线方向,所绕的线圈整齐且圈数准确。
操作简便,节省人工,提高产量,产品品质好,其绕线、排线、停车、换槽,完全按程序自动执行。
排线宽幅可调,圈数准确。
生产速度快,并大量节省线材。
下面概述如何利用中达的数控和台达的伺服整合此方案。
二、技术和精度要求客户原用PLC+伺服控制整台设备,因其加工出来的产品的合格率较低,且一些功能无法实现,满足不了市场上需求,故提出开发数控定子绕线机,并且需要控制系统和伺服满足如下条件:1.伺服运动轴在机械上,需要三轴的控制坐标系。
其中,排线X轴采用伺服电机直接驱动螺距为4mm 的滚珠丝杠,在连接工作台做直线运动;飞叉Y轴采用伺服电机驱动1:2的齿轮箱间接传动,做360度的圆周运动;分度Z轴采用伺服电机驱动1:9的齿轮箱间接传动,做360度的圆周运动。
这3个轴要求能够联动。
此外,对于飞叉轴来说,由于在运动过程中,机械负载惯量会因为绕线的速度的不同而发生较大的变化,这就要求伺服系统具有优异的稳定性、相应性和对负载变化自适应能力。
2.精度要求机械回零精度:排线轴0.005mm 飞叉轴+/-1度分度轴+/-1度定位精度:0.02mm +/-1度要求控制系统和伺服系统能够具有检测反馈,来保证机械运动精度。
3.CNC控制系统因定子绕线机不仅讲究绕的匝数要准确,而且排线出来的密度要均匀,即最少需要两轴之间做插补运算,实现联动;画面可以自由规划;要给客户方便传输加工程序,并且可以对NC程序编辑和存储;控制系统要提供一个D/A口,实现恒张力控制功能。
数控自动化生产线优化设计研究
数控自动化生产线优化设计研究一、数控自动化生产线概述数控自动化生产线是指利用数控技术对生产过程进行控制和管理的生产线,它通过计算机编程和自动化设备实现生产过程的自动化、智能化和柔性化。
这种生产线广泛应用于机械制造、电子、汽车、航空等行业,极大地提高了生产效率和产品质量,降低了生产成本。
1.1 数控自动化生产线的核心特性数控自动化生产线的核心特性主要体现在以下几个方面:- 自动化:生产线能够自动完成物料的搬运、加工、装配等生产任务。
- 数字化:通过数控系统对生产过程进行精确控制,实现生产过程的数字化管理。
- 智能化:利用先进的传感器、机器视觉等技术,实现生产过程的智能监控和决策。
- 柔性化:生产线可以根据不同的生产需求快速调整生产流程和工艺参数。
1.2 数控自动化生产线的应用场景数控自动化生产线的应用场景非常广泛,包括但不限于以下几个方面:- 机械加工:实现高精度、高效率的机械零件加工。
- 电子产品组装:自动化组装各种电子元器件和组件。
- 汽车制造:自动化生产线用于汽车零部件的加工和整车的装配。
- 航空航天:用于制造高精度的航空零部件和航天器。
二、数控自动化生产线的设计原则数控自动化生产线的设计是一个系统工程,需要综合考虑生产工艺、设备性能、生产效率、成本控制等多方面因素。
设计过程中应遵循以下原则:2.1 工艺流程优化工艺流程是生产线设计的基础,需要根据产品特性和生产需求,合理规划工艺流程,确保生产过程的连续性和稳定性。
2.2 设备选型与布局选择合适的自动化设备和数控系统,根据工艺流程和生产能力,合理布局生产线,实现设备的最佳组合和协同工作。
2.3 系统集成与控制生产线的各个设备和系统需要实现高度集成,通过统一的控制平台实现生产过程的集中控制和管理。
2.4 人机工程与安全在设计过程中,要充分考虑人机工程学原理,确保操作人员的舒适性和安全性,同时采取必要的安全措施,防止生产事故的发生。
2.5 可扩展性与维护性生产线设计要具有可扩展性,能够适应未来生产需求的变化,同时要便于维护和升级,降低维护成本。
关于开发全自动环形绕线机及分析
关于开发全自动环形绕线机的分析一、项目背景及现状目前我国绕线机行业处于初级阶段,整个行业还处于技术的互相模仿与残酷的价格战等困境中。
绕线机结合了机械、传动、电气控制等多方面的技术,所以基础理论研究是开发新技术的基础,只有核心技术的发展才能推动绕线设备的进步,各方面为技术开发做努力,这样才会使我国的绕线设备逐步走上自主创新的道路。
国产的绕线机自动化水平低、控制手段落后是普遍存在的问题。
只能应用于绕线要求相对不高的场合,高端设备都有日本、瑞士、德国等进口设备占领市场,而国产设备只能在很小的市场份额里以低价来争得客户,分析我国绕线机市场目前处于高速发展的时期,相反我国的绕线机生产企业的处境却相当的艰难,不难看出,极大的市场份额都是进口设备,在国内市场获得高利润的回报,在新机型的开发上就有了强大的资金保障,而我们国内企业的销售利润偏低,去掉销售环节中存在的费用,留给企业的回报已经所剩无及了,所以不断的提升自主创新能力,才能市场份额较大的中高端市场,来打破目前的艰难局面。
对电子电工行业而言,没有强大的装备工业支撑,空谈振兴行业就成了无本之木、无源之水。
而其中作为机电一体化装备的数控绕线机,集高效、柔性、精密、复合、集成诸多优点于一身,已经成为当前电子设备制造业的主力加工设备和数控市场的主流产品,其拥有量的多少及技术水平的高低成为一个电子企业竞争力强弱的重要体现。
在国家振兴装备制造业的大背景下,作为电子行业最常用的生产工具——绕线机其需求会保持较快的增长速度。
而作为绕线机的主流产品,数控绕线机的增长速度一定会更快。
我们维持绕线机行业增长的同时也要加强自身的技术升级。
数控绕线机行业:下游需求拉动增长盈利提升,绕线机本属于机械行业,而机械行业与下游行业固定资产投资密切相关。
下游行业每年固定资产投资中,约60%用于购买机械产品。
因此在本行业下游产业中,固定资产投资的主要部分都是用来购买装——工业装备如绕线机等。
通过统计发现,下游行业固定资产投资增速远快于全社会平均增速水平。
数控细微绕线机控制系统的设计与实现

3 控 制 系 统 原 理
如 图 1 示 的 以 AT8 C5 所 9 2单 片机 为 中心 构 成 的
控 制 系统 ,由 于程 序 存 储 器 在 单 片 机 内部 , 四个 口都 可 以作 为 io 使 用 , 大 简 化 了外 围 电 路 , 高 了 系 / 大 提 统 的可靠 性 。
2 实现 原理
与 普 通绕 线 机一 样 , 密 绕线 机 的排 线 也 是 用 步 精 进 电 机来 实 现 的 , 线 张力 的控 制 也用 了弹 簧 摩 擦 片 放
擦 片 式 , 过细 致 调节 完全 可 以 满足 要求 。 经 2 2 排 线原 理 . 绕 细线 线 圈 时一 般 采 用 两 种 排 线 方 式 , 自由排 即 线 和强 制排 线 。 这两 种 排线 方 法各 有 千秋 , 自由排线 靠 线 的张 力 及摆 动 轮或 摆 锤 的摆 动 来 排 线 , 轮 与 线 圈 导 骨架 之 间 的距 离较 远 , 只要 调 节得 当 , 匝线 都 能 紧密 每 排绕 , 全 可 以使 绕 出 的线 圈达 到“ 面 ” 果 , 是调 完 镜 效 但 节起 来 比较 困难 , 主要 是 机械 方 面 的调试 量 太 多 ; 强制 排线 利 用 绕 线 主 轴 与排 线 轴 的 同步 运 动 技 术 , 每 绕 使 圈 , 线 机构 步进 一 定 的距 离 , 排 一般 是 步进 一 个线 径 的距 离 , 电子 数控 技 术发 展 的今 天 , 现起 来 并 不 困 在 实 难, 只要 事 先设 置 好绕 线参 数 , 需 要太 多 的调 试 即可 不 绕线 , 经 过我 们 反复 试 验 , 但 强制 排 线方 式 用 于高ቤተ መጻሕፍቲ ባይዱ速绕 制 01 . mm 以下 的线 圈 时 非 常 困难 , 常 出 现 乱 绕 现 经
自动绕线机毕业设计

自动绕线机毕业设计自动绕线机毕业设计毕业设计是大学生在校期间最为重要的一项任务,它既是对所学知识的综合运用,也是对学生能力的全面考察。
在我的专业领域中,我选择了自动绕线机作为我的毕业设计主题。
下面我将从设计需求、原理及实现、优化方案等方面进行论述。
设计需求自动绕线机是一种用于电子元器件生产的机器,它能够自动完成线圈的绕制工作。
在设计自动绕线机时,首先要明确设计需求。
根据市场调研和用户需求分析,我确定了以下几点设计需求:高效率、精准性、稳定性和易操作性。
原理及实现在自动绕线机的设计中,核心原理是通过电机驱动线圈的旋转,同时通过传感器实时检测线圈的位置,从而实现精准绕线。
具体实现过程中,需要考虑以下几个关键因素。
首先,选择合适的电机。
电机是自动绕线机运行的核心部件,需要选择适合的电机类型和规格。
常见的选择有步进电机和伺服电机,它们具有不同的特点和适用范围。
其次,设计合理的传感器系统。
传感器用于检测线圈的位置和状态,以便对绕线过程进行控制。
常见的传感器有光电传感器、霍尔传感器等,选择合适的传感器对于实现精准绕线至关重要。
此外,还需要设计合理的控制系统。
控制系统是自动绕线机的大脑,负责对电机和传感器进行控制和协调。
可以采用单片机或者PLC等嵌入式系统进行控制,通过编程实现自动化操作。
优化方案在设计自动绕线机的过程中,我也考虑了一些优化方案,以提高机器的性能和功能。
首先,我考虑了实现多种绕线方式的需求。
不同的电子元器件需要不同的绕线方式,例如圆形绕线、方形绕线等。
因此,我设计了可调节的绕线模块,可以根据不同的需求进行灵活调整。
其次,我考虑了自动调节线圈张力的需求。
绕线过程中,线圈的张力对于绕线质量至关重要。
因此,我设计了张力传感器和自动调节装置,能够实时监测和调节线圈的张力,以保证绕线质量。
最后,我考虑了安全性和可靠性的需求。
自动绕线机在运行过程中,需要保证操作人员的安全,并且能够稳定可靠地完成绕线任务。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
床的加工特点 ; 刨削时整个刨头直接穿人工件 内档 ,
图 1变速箱示意图
图 3 机 架工 示 意 图
刚性较好 , 加工平稳 。 3 结束语 以上加工机架 内档 的方法 比 B 一 3 F 1A落地镗床
图 2 动 力滑 台示 意 图
机架 , 加工精度和效率都有很大提高 , 成本也大大降 低, 经检测完全符合 图纸要求 , 各项精度均能满足使 用, 并且经用户使用未提出任何异议。
控制形式上看 ,从单一 的开环控制发展到使用直流 伺服系统和交流伺服系统 的闭环控制 ,已经形成 了 由单轴绕制线 圈到多轴 同时绕制多个线圈的系列产
品。但这些先进的绕线机产品价格很高 , 中小型电 对 机制造企业 的绕线使用来说 , 功能有 比较大的冗余 ,
1齿轮 Z = 0 2绕线轴 3线模 4金属线 5金属线滚子 2 3 6抱 闸制动器 7齿轮 Z = 5 8 10 C 10 12 3B 3 0 A步 进电
宽度方向基准面及地脚面定位安装 ,同时以基准找 正, 来保证》沈 阳机床厂 】 ,
匝数时 , 单片机控制抱闸制动器使线滚子制动。根据 生产中小 型 电机 的需要 ,本绕 线机绕 线的直径 为 4 5 m 的要 求 ,该 步进 电机运 行 频率 比较高 , .N 5 为
10 0 z 50 H , 矩频特性 比较好, 在较高频下输出转矩不下
降。 ③抱 闸制动器 的选择 :制动器工作 原理是利用 摩擦 副中产生 的摩擦力矩来实 现机 械轴停止运转 ,
1 数控 绕线 机 研 制 问题 的提 出
随着 电子电器工业的发展 ,线 圈的需求量越来 越大 、 品种也越来越 多 , 从大型 的电力变压器 、 引 牵 电机绕组到充电用 的微型线 圈、 能灯具用线 圈, 节 以
对某 中小型电机制造厂使用机械式绕线机 的缺点 , 根据实际生产不需要排线的要求 , 研制成本低 、 功能
关键词 : 绕线机 数控技术 制动器 自动控制 中图分类号 :HI 文件 标识 码 : T 6 A
Ree r h a dDe i no s a c n sg n NC i d n a h n W n i gM c i e
GAO Z e h a。 I h n u LANG n h i. I Ro g a JANG Z n l o gi n
原理图如图 4 所示 。 微机并行输 出口 ( 下转第 3 页) 5
3 3
维普资讯
设 计 与 研 究
称度要求。
加工过程 中,刨刀行程 5 0 0 毫米 ,粗加工速度 6 毫米 / , . 4 分 精加工速度 1. 毫米 / , 2 8 分 符合 牛头刨
2 数控绕线机总体方案的制定
21 . 总体方案的制定 如图 1 所示 ,6 1 位单片机控制步进 电机转动 , 通
价格太高 , 出现故障 自己难以维修 , 以作者针 一旦 所
3 2
过一级齿轮降速把转动传递 到绕线轴 ,当即将绕满
维普资讯
设 计 与 研 究 。 玛 ≮ 蠢 誓 ≮
量为: = =
1
引人抱 闸制动器解决 了停止绕线时 ,因线滚子惯性 继续旋转出现散线划伤线表面绝缘层 ,省去了人工 控制 , 降低 了劳动强度 , 提高了产 品质量和材料利用
率 ,通过计算和 比较选择短行程 电磁铁 双瓦块式制 动器, 制动器的型号为 J Z 0/5制动器上电磁铁型 C 201,
步进电机的动态力矩一下子很难确定 ,我们往
往先确定 电机的静力矩 。静力矩选择 的依据是电机 工作的负载 ,而负载可分为惯性 负载和摩擦负载二
种。 单一的惯性负载和单一的摩擦负载是不存在的。 直接起动时( 一般由低速 ) 二种负载均要考虑 , 加速 起动时主要考虑惯性负载 ,恒速运行只要考虑摩擦 负载。 一般 隋况下 , 静力矩应为摩擦负载的 2 3 — 倍为 好。绕线最大张力经机械式绕线机试验为 3 . 4千克 ,
b o ue n o t l n r g a t e n me c l o t l i d n c i ea e o d a tg rc u t g p r c y c mp tra d c n r l g p o r m,h u r a n r n i gma h n l fa v na e f o n i , e f t o i i c o w o n e
= .( ) 25度
号为 M S — 5线圈电压为 30 Z11 , 8 伏三相交流电压。 3 数控 绕线 机控 制部 分设 计
31数控绕线机步进电机控制部分设计 . 步进电机控制部分主要 有如下功能 :人工通过 键盘向微机输入绕线匝数 、 输入速度级数 , 开发控制
. 3UI二. )
(.io ni n naPo ci c n e eerhadD s nIs t eZB 5 0 5 1 b v ome t rt t nSi c sac ei tu 。io 5 ; Z E r l e o e R n g n it 2 4
2En i n na ntrn ne f i oC t, i o 2 5 5 . vr me tl o Mo i i gCe tr B i Z B 5 0 ) o oZ y 4
满足使用要求 、 简单易学 、 操作方便的数控绕线机 。
及各类电子设备都使用线圈。绕线机是用来绕制线 圈的设备 。 在使用的各种绕线机 中, 有最早的手工绕 线, 现在大都用机械式的绕线机。机械式绕线机精度 较差 , 线圈需逐匝检验 , 工作效率较低 , 劳动强度高 , 尤其是机械式绕线 机 由于没有采用 自动控制技术 ,
3 . 2工艺步骤 根据机架 的加工要求及我公 司现有设备情况 , 为了保证窗 口各面间的相互平行与垂直 ,窗 口面与
该加工方案投入成本低 , 效益高 , 不仅仅适合加
工机架 ,也适合加工其它一些大型工件的内档及平 面的加工 , 大大扩展 了牛头刨床的加工范围 , 对没有 大型设备 的公司非常适合 。
fn t n o eaigsmpy T en meia o t l n igma hn lrielb rp d cii n ewieue n u ci , p rt i l. h u r l nr dn c iewi as o r u t t a dh d sdi o n c c o wi l a o vy s la dme im- ie nep s. mal n du s de trr e z i Ke r s W idn c ie Nu r a o t leh ooy B a e Auo t o t l ywod : n igma hn , me c l nr c n lg , rk , tmai c nr i c o t c o
换算功率 , 力矩与功率换算如下 : 根据功率 P ∞M, =
∞= 1r 0 ∞ 为角速度 , 2T 6 , g 单位为弧度 / , 秒 n为转速
转 / , 以 P 2T M 6, 中 P为功率 , 分 所 = 1n / 其 0 单位为瓦 , M为力矩 , 单位为牛顿米。综上所述 , 步进 电机的计 算选择步骤如图 2 所示 。
Abt c: hsat l t d c dtersac n e ino u r a o t l idn c iewi tpmoo sr t T i rcei r u e ee rha dd sg f me c l nr n igma hn t se tr a i no h n i c ow h
摘 要 : 文介绍了采用步进 电动机数 控技术研究设计 的数 控绕线机 , 本 该设 计包 括机械部分 、 电气 部
分 、 机控 制电磁抱闸制动设 计 、 微 数控程序设计 , 具有计数准确 、 功能齐全 、 作方便等优点 , 了劳动生 操 提高 产率 。适用于 中小 电机制造企业 , 成本低 、 精度高 、 作简单方便 、 操 应用前景广 阔。
维普资讯
垫 堡 兰兰 竺 兰兰 竺 !
~
数控 绕线机研究 与设计
高振华 梁荣海 。姜 宗林 z
( 淄博 市环境保 护科 学研 究设 计院, 1 淄博 254 ; , 505 2 淄博市环境监测中心站, 淄博 25 5 50 ) 4
人匝数 和速度级数 , 框图如图 3 所示 。
摩擦负载转矩为 3 0 4 5 m。 . —.N 4 5
择静力矩一样 的步进 电机 , 由于电流参数不 同,
其运行矩频特性差别很大 , 可依据矩频特性 曲线 图, 判断电机 的驱动电压和电流。步进电机一般在较大
范围内调速使用 、 其功率是变化的 , 一般只用力矩来
参考文献: [《 1 机械设计手册》 机械 出版工业 出版社 】 ,
地脚面相对位置及对称 , 移动式牛头刨床加工前 , 首 先在 B 一 3 F 1A落地镗床上分别加工出安装定位基准、
找正基准及测量基准并在 B 一 F 1A落地镗床] - 3 J  ̄出 n
地 脚各 面 。
在移动式牛头刨床上加工窗 口各面时 ,分别 以
a d n me c l o t ln c n lg . h ein icu e c ie ee tct, lcrma n t r kn o t l d n u r a nr l gt h oo y T ed s ld sma hn , lcr i ee t i c oi e g n i y o g ei b a igc nr l c oe
图 2步进 电机选择计算步骤
图 3 微机控制数控绕线级原理框 图
选择 10 C 10型步进 电机 ,三相六拍工作方 3B 30
3 . 闸制动器控制设计 2抱
式, 步距角 0 度 , . 6 驱动电流 8 , A 高低驱动 电压 8 伏 0
抱 闸制动器控制为弱电控制强 电设计 ,其控制
和 30伏 ,保持 静 转 矩 1. N ,满 足负 载 转矩 0 16m 7