自动绕线机设计
全自动绕线机的研制(1)
高,自动化程度高,24 h 的连续运转只需要最简单 的保养,适应线圈的大批量生产。
图 1 多种空心型线圈
1 主要技术特征
适用线径:0.02~0.1 mm,最大可选择 0.2 mm; 最大加工外径:2.00~15.00 mm;
Nov. 2010(总第பைடு நூலகம்190 期) 41
x轴 offset+ 线径 * 单层圈数
offset
单层圈数 双恸圈数 s 轴
图 5 消除急速换向误差曲线
进行试验,同时参照日本机进行了工艺与程序 上的改动。具体改进为:为了使第一层漆包线紧密 排列,需要排线电机延时一周运行。为了设备的稳 定运行,继续沿用以前在两端停的方法。即凸轮曲 线更改为如图 6 所示。
该机构设有由伺服电机驱动的滚珠丝杆传动 机构,其中丝杆与交流伺服电机的输出轴固定连 接;活动排线架与丝杆螺母固定连接;精密排线的 要求:当导线绕过一圈时,导线架必须移动一个线 径的距离,本传动采用高精度滚珠丝杆,保证了传 动的精确性,减小了换向时的空程,进而保证了两 端的排线精度;
图 2 主体机构
42(总第 190 期)Nov. 2010
x轴 offset+ 线径 * 单层圈数
offset
循环周期
单层圈数 双恸圈数 s 轴
图 6 两端停曲线
在生产过程中出现端面缺,通过多种方法实验 和分析,认为由于丝杠不能完全将漆包线拉到位, 希望能够实现丝杠比线超前,强迫丝杠过冲,凸轮 曲线如图 7。
电机
同步带 2
模具左部件
模具右部件
微分头 同步带 3
同步带 1 中间轴
图 3 分解主体结构
注意事项,模具右部件不同心,就会导致在绕 线过程中模具右部件相互错动而发生摩擦,降低 模具精度和缩短模具寿命,更严重的是擦伤线圈, 降低线圈合格率和使用寿命。所以,在设计图纸 中,严格控制加工及装配精度,保证模具左右部件 回转中心同心。该机构由伺服电机、精密丝杠、精 密导轨组成。
毕业设计:高压线圈全自动绕线机主体设计[管理资料]
![毕业设计:高压线圈全自动绕线机主体设计[管理资料]](https://img.taocdn.com/s3/m/1d566328ce2f0066f4332241.png)
摘要本文设计的是一种用于某些电感线圈、环形变压器、继电器线圈、步进电机线圈等不同规格的线圈进行精确绕线的智能机器。
其设计开发涉及零部件的制造工艺流程、PLC的应用、伺服电机的选择、液晶显示与触摸屏控制的人机平台。
本文重点阐述了绕线机主体结构中主轴箱的结构设计,传动方案的选择确立、装配图及非标准零件图的描绘,并对主轴等零件进行了强度校验。
应用Solidworks三维造型软件对所有零件进行了三维造型,并完成零部件的虚拟装配,并对主轴箱体进行了干涉检验。
设计的主轴箱是全自动绕线机的核心部件,为确保绕线机的设计质量奠定了坚实的基础,为绕线机的平稳运行提供了保障。
关键词:绕线机,五轴联动,主轴箱,线圈ABSTRACTThis design is accurate routing of intelligent machines that are used in coils of different specifications , such as some coil , toroid, relay coil, step motor coils. The design and development related to parts of the manufacturing process, PLC's application, the choice of the servo motor, LCD display and touch screen control of the machine platform.This article focuses on the winding machine spindle box in the structural design of the main structure, the choice of transmission scheme and assembly drawings and non-standard part drawings, and the spindle and other parts of the strength check. Software of three-dimensional modeling is Solidworks. The virtual assembly and spindle box intervened test are completed. Headstock design is a core component of automatic winding machine , that ensure the quality of winding machine and laid a solid foundation for the smooth operation of winding machines to provide a guarantee.Key words:Winding machine, Five-axis, Headstock, Coil目录摘要 (I)ABSTRACT (II)第一章:全自动绕线机简介 (1)全自动绕线机历史背景及发展趋势 (1)全自动绕线机设计意义及价值 (3)第二章:总体设计 (4)设计时应注意的问题 (4)传动方案的比较与选择 (4)主轴的强度计算 (5)第三章:主轴箱零件设计与造型 (7)造型软件的介绍 (7)三维造型软件Solidworks (7)绘图软件AutoCAD (10) (12)Solidworks三维造型 (12)工程图绘制 (16)第四章:主轴箱装配造型 (20)第五章:总结 (25)致谢 (26)参考文献 (27)第一章:全自动绕线机简介1.1全自动绕线机历史背景及发展趋势自九十年代初期以来,随着国内经济的迅速发展,对外开放政策的推行,使我国有机会不断学习和借鉴国外的先进技术,随后国内少数几家变压器企业引进了几台国外先进的绕线设备,但由于价格昂贵,对国内多数变压器企业来说难以承受,变压器行业迫切需要提供性能优良、价格相对低廉的国产绕线设备。
绕线机设计
绕线机设计绕线机设计摘要随着电子工业的蓬勃发展,对线圈的需求量越来越大、品种也越来越多。
线圈的使用已遍及了人类生活的方方面面,而线圈的绕制则需要绕线机,这样就为绕线机制造业带来了新的发展机遇。
于是各种各样的绕线机便应运而生了。
本文主要介绍了绕线机的简介与发展,总体方案的如何设计及机械部分的设计步骤。
关键词:绕线机;机构设计。
AbstractWith the booming development of electronic industry, the more and more coils will be needed, and it will become various too. The use of Coil has throughout all aspects of human life, and coiling around the system requires the coil winding machine, which brings new development opportunities for coiling machine manufacturing. Then many different kinds of winding machine emerged as required. The winding machines’ performance are close related with the quality and output of electrical product. Also, it’s precis ion has great influence to the entire machine performance.This context mainly introduce the winding machine and it’s development. It also tells how to design the overall plan and the design steps of machine parts. Keywords:winding machine? mechanism design1 绪论1.1 绕线机的简介绕线机:顾名思义绕线机是把线状的物体缠绕到特定的工件上的机器。
新型全自动转子绕线机设计
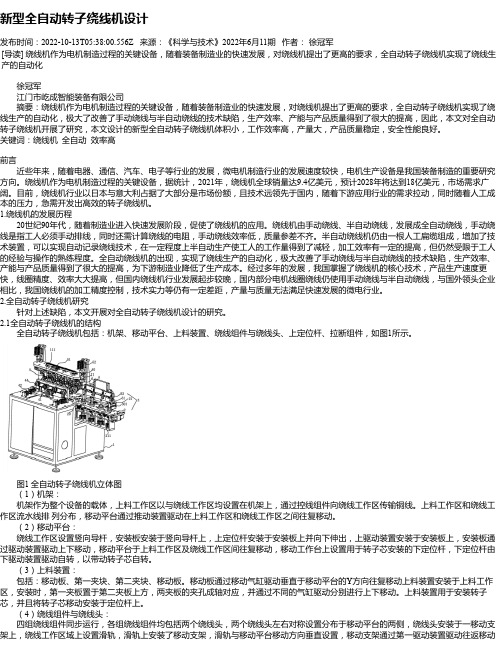
新型全自动转子绕线机设计发布时间:2022-10-13T05:38:00.556Z 来源:《科学与技术》2022年6月11期作者:徐冠军[导读] 绕线机作为电机制造过程的关键设备,随着装备制造业的快速发展,对绕线机提出了更高的要求,全自动转子绕线机实现了绕线生产的自动化徐冠军江门市屹成智能装备有限公司摘要:绕线机作为电机制造过程的关键设备,随着装备制造业的快速发展,对绕线机提出了更高的要求,全自动转子绕线机实现了绕线生产的自动化,极大了改善了手动绕线与半自动绕线的技术缺陷,生产效率、产能与产品质量得到了很大的提高,因此,本文对全自动转子绕线机开展了研究,本文设计的新型全自动转子绕线机体积小,工作效率高,产量大,产品质量稳定,安全性能良好。
关键词:绕线机全自动效率高前言近些年来,随着电器、通信、汽车、电子等行业的发展,微电机制造行业的发展速度较快,电机生产设备是我国装备制造的重要研究方向。
绕线机作为电机制造过程的关键设备,据统计,2021年,绕线机全球销量达9.4亿美元,预计2028年将达到18亿美元,市场需求广阔。
目前,绕线机行业以日本与意大利占据了大部分是市场份额,且技术远领先于国内,随着下游应用行业的需求拉动,同时随着人工成本的压力,急需开发出高效的转子绕线机。
1.绕线机的发展历程20世纪90年代,随着制造业进入快速发展阶段,促使了绕线机的应用。
绕线机由手动绕线、半自动绕线,发展成全自动绕线,手动绕线是指工人必须手动排线,同时还需计算绕线的电阻,手动绕线效率低,质量参差不齐。
半自动绕线机仍由一根人工扁缆组成,增加了技术装置,可以实现自动记录绕线技术,在一定程度上半自动生产使工人的工作量得到了减轻,加工效率有一定的提高,但仍然受限于工人的经验与操作的熟练程度。
全自动绕线机的出现,实现了绕线生产的自动化,极大改善了手动绕线与半自动绕线的技术缺陷,生产效率、产能与产品质量得到了很大的提高,为下游制造业降低了生产成本。
自动排线绕线机的设计分析

190 320丝杆:(2)在设置状态按(增加)(减少)键切换1到8设置项。
按(设置)键进入某一设置项参数设置,按(增加)(减少)键修改参数值。
设置完成,按(设置)键退出参数修改状态。
进入设置状态。
然后重复上述操作过程,直到第6项设置完成。
第7项为《触发计数》是计正转触发,反转触发的次数。
该项目只能查看,和清零,不能修改。
在设置状态按(设置)键进入查看计数数值0-9999,同时按(增加)(减少)键清零计数值。
第8项为《手动点动》在设置状态按(设置)键进入点动状态,按(增加)键为正转,按(减少)键为反转。
显示0-9999实际发出的脉冲量。
正反转速度分别为第2,第4项设置的速度。
(3)《正转距离》,《反转距离》,设置参数为0-9999。
距离的单位可以由第5项《细分设置》,定义。
比如我们定义距离单位为电机转动一周。
那么我们根据驱动器的细分为8细分得知1600个脉冲电机转动一周,所以我们设置《细分设置》等于1600. 这样《正转距离》,《反转距离》0-9999对应的实际距离就是0-9999周,当然同样道理我们还可以定义为MM,CM,等等单位,《正转速度》,《反转速度》设置参数为0-500,对应频率为5-35Khz《加速设置》,设置参数为0-10,根据速度,设置加速值,高速要求加速时间长,三接口说明:注:触发信号为下降沿触发,0-5V,最高不能超过24V例子1:要求触发一次电机转到2圈。
驱动细分参数: 1驱动器使用8细分,(即1600脉冲转一周)通过上面驱动器细分得知道1600脉冲电机转一周,这样我们就可以在《5-CF》里面设置为1600. 在《1-CN》里面设置2,就能达到触发一次电机转2圈,当然这个时候我们修改《1-CN》里面的数值为3,则这个时候我们触发一次,电机就是转动3圈。
例子2:要求触发一次电机转到45度。
驱动细分参数: 1驱动器使用16细分,(即3200脉冲转一周)通过上面驱动器细分得知道3200脉冲电机转一周,那么一个脉冲电机应该转动的角度就应该是360°/3200=0.1125°好知道了一个脉冲的角度是0.1125°反过来我们需要的是45度是需要多少脉冲呢。
自动绕线机毕业设计

自动绕线机毕业设计自动绕线机毕业设计毕业设计是大学生在校期间最为重要的一项任务,它既是对所学知识的综合运用,也是对学生能力的全面考察。
在我的专业领域中,我选择了自动绕线机作为我的毕业设计主题。
下面我将从设计需求、原理及实现、优化方案等方面进行论述。
设计需求自动绕线机是一种用于电子元器件生产的机器,它能够自动完成线圈的绕制工作。
在设计自动绕线机时,首先要明确设计需求。
根据市场调研和用户需求分析,我确定了以下几点设计需求:高效率、精准性、稳定性和易操作性。
原理及实现在自动绕线机的设计中,核心原理是通过电机驱动线圈的旋转,同时通过传感器实时检测线圈的位置,从而实现精准绕线。
具体实现过程中,需要考虑以下几个关键因素。
首先,选择合适的电机。
电机是自动绕线机运行的核心部件,需要选择适合的电机类型和规格。
常见的选择有步进电机和伺服电机,它们具有不同的特点和适用范围。
其次,设计合理的传感器系统。
传感器用于检测线圈的位置和状态,以便对绕线过程进行控制。
常见的传感器有光电传感器、霍尔传感器等,选择合适的传感器对于实现精准绕线至关重要。
此外,还需要设计合理的控制系统。
控制系统是自动绕线机的大脑,负责对电机和传感器进行控制和协调。
可以采用单片机或者PLC等嵌入式系统进行控制,通过编程实现自动化操作。
优化方案在设计自动绕线机的过程中,我也考虑了一些优化方案,以提高机器的性能和功能。
首先,我考虑了实现多种绕线方式的需求。
不同的电子元器件需要不同的绕线方式,例如圆形绕线、方形绕线等。
因此,我设计了可调节的绕线模块,可以根据不同的需求进行灵活调整。
其次,我考虑了自动调节线圈张力的需求。
绕线过程中,线圈的张力对于绕线质量至关重要。
因此,我设计了张力传感器和自动调节装置,能够实时监测和调节线圈的张力,以保证绕线质量。
最后,我考虑了安全性和可靠性的需求。
自动绕线机在运行过程中,需要保证操作人员的安全,并且能够稳定可靠地完成绕线任务。
自动绕线机设计方案说明
自动绕线机设计方案说明一、绕线机工作原理:绕线机是用于切割硅单晶上的一种细合金钢丝,由于是在美国进口的大卷筒估计有50000米左右长(重量?),用在线切割机太大太重不能使用,在正常工作情况下只能使用小卷的合金钢丝筒,因此需要将大卷合金钢丝筒,卷成小的合金钢丝筒,小卷的合金钢丝筒约2500-5000米,(重量?)才能用于线切割机使用,合金钢丝直径为Ф0.31。
二、绕线机主要技术要求分析:1、由于合金钢丝直径只有Ф0.31mm比较细,而且合金钢丝本身比较硬,在绕制过程中拉紧容易断,绕松了容易跑而且排列不整齐,不符合工艺要求,2、在绕制过程中,绕线的速度不能太快,也不能太慢,启动或停止时,不能堵启、堵停刚好适应合金钢丝本身物理特性。
3、大卷的合金钢丝筒与小卷合金钢丝筒,在绕制合金钢丝过程中(过度轮1)与(过度轮2)垂直下拉转到小卷合金钢丝筒上,而且合金钢丝在小卷合金钢丝筒上从左到右,从右到左依次循环进行绕制,要保证绕线筒合金钢丝排列整齐,松紧适宜,传动部分必须采用高精度、转速恒定可调的步进电机、伺服电机。
由于精度高,转速恒定可调是通过内部的脉冲信号来控制与外部传感器信号来控制电机转速、起步、运行、停止等工作状态,才能满足工艺及技术要求。
三、绕线机设计方案:1、绕线机是根据客户公司提供有关绕线机加工工艺要求及技术要求来进行设计,根据以上工作原理主机控制均采用进口品牌欧姆龙、或西门子PLC可编程器、主要传动部分采用步进电机、伺服电机。
合金钢丝绕制过程中的张力松、紧信号采用张力传感器、计数频率采用旋转编码器,所有传感器采集的控制信号如速度、同步、张力、计数送到PLC进行运算,完成绕线机绕线工艺技术要求。
2、步进电机传动总成叫标准拖板固定安装在工作平台上,同时小卷合金钢丝筒传动总成,水平固定在步进电机传动总成标准拖板上,同步控制信号的采集是安装在2号传动轮上旋转编码器脉冲信号(转速),来控制小卷合金钢丝筒传动总成与步进电机传动总成的同步,方向控制信号由两边的接近开关分别进行控制左、右换向从而达到绕制过程同步。
高速自动绕线机的设计

I高速自动绕线机的设计摘要本文主要介绍的是高速自动绕线机的设计全过程,并对设备的整个工作、动作过程和绕线机的工作原理进行了分析。
设计了绕线机的硬件结构,对各部分的硬件设计进行详细的校核工作。
对于该自动绕线机的软件控制系统,本文提出运用三菱PLC进行控制的总方案,对绕线机的各个动作进行控制,使三个轴的运动相互协调,以顺利完成整个绕线工作的过程。
通过设计,该绕线机通过运用高可靠性的PLC进行运动控制和使用触摸屏进行生产条件的调节可以大大提高工作机的运行效率。
能够较好地完成绕线机的高速自动绕线的要求,该绕线机主要可应用于电机转子线圈的自动缠绕,可以达到比较好的生产效果,满足产品的质量要求。
关键词:PLC,触摸屏,运动控制,交流驱动,自动绕线II High speed automatic winding machine designABSTRACTThe whole process of design of the high-speed automatic winding machine is produced in this paper. The entire work process of the equipment and the mechanics of the winding process are analyzed. The hardware structure of the various parts of the winding machine is designed. Conduct a detailed check of the various parts.For the software control system of the automatic winding machine, this paper proposes the use of Mitsubishi PLC to control the various movements. Through the use of the Mitsubishi PLC, the movements of the three-axis are coordinated very well! The whole process of winding can be completed very smoothly.Through the design, the machine with PLC which is highly reliable for motion control and with the use of touch-screen for the regulation of production conditions can greatly improve the efficiency of machine operating. This machine can run automatically at a high speed. It can be applied to produce the rotor of motor for coil winding. It can meet the high quality and high efficiency requirement!Keywords: PLC, Touch-screen, Movements Control, AC drives, Automatic WindingIII目录摘要 (I)ABSTRACT (II)1 绪论 (2)1.1 设计要求 (2)1.1.1 绕线机的含义 (2)1.1.2 设计要求 (2)1.2 当前发展状况 (2)2 总体方案设计 (4)2.1 机械设计的步骤和方法 (4)2.2 绕线机总体结构的设计 (6)3 转子主轴结构的设计 (8)3.1 转子主轴的方案设计 (8)3.2 转子主轴结构各部分的设计 (8)3.2.1 三爪卡盘的设计 (8)3.2.2 轴的设计及其校核 (9)3.2.3 轴承的选用及校核 (10)3.2.4 伺服电机的选型使用 (11)3.2.5 减速机的选用 (12)3.2.6 手轮和顶尖的设计及使用 (12)4 机架导线机构的设计 (14)4.1 伺服电机选用 (14)4.2 挠性连轴器的选用 (14)4.2.1 三木挠性连轴器使用范围 (14)4.2.2 SFC连轴器具体特性如下 (15)4.2.3 SFC-080SA2具体参数 (16)4.2.4 SFC-080SA2安装方式 (16)5 送线进给机构的设计 (18)5.1 送线进给机构总体设计 (18)5.2 直线导轨的选择 (18)5.2.1 导轨副的组成、种类及其应满足的要求 (18)5.2.2 滚动导轨副的类型与选择 (19)5.2.3 线性滑轨的配置 (19)IV5.3 滚珠丝杠的设计 (20)5.4 滚动轴承的校核 (21)5.5 步进电机的选型 (22)5.5.1 步进电机的特点种类 (22)5.5.2 步进电机的选型过程 (22)致谢 (23)参考文献 (24)高速自动绕线机的设计 1引言目前绕线机市场可谓庞大,品种繁多,有平行绕线机、环型绕线机、定转子绕线机、纺织绕线机等等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
自动绕线机系统设计2014年11月28日目录一.概述................................................. 二.基本设计............................................. 三.控制功能说明......................................... 四.自动绕线机控制系统设计...............................五.系统配置............................................. 六.CAD图................................................. 七.梯形图.................................................. 附录..................................................控制系统说明一、概述本控制系统设计用于自动绕线机系统。
自动绕线机系统拟采用电机控制旋转臂缠绕纺线的方式,主要工作流程如下:纺线由导轮传送至旋转臂前端,进入缠绕前应先将受绕棒转动至与线团夹板垂直并将纺线前端与受绕棒初步缠绕使其在接下来的缠绕过程中纺线不会松动。
缠绕系统机械臂每次缠绕一团纺线。
分解动作为有(系统初始化后,旋转臂在初始缠绕位置等待,受绕棒转动到缠绕位置后):旋转臂慢速缠绕10圈并停止,闭合剪刀剪断上一次缠绕好的线团,受绕棒转动一定角度,旋转臂快速缠绕纺线,一定时间后停止旋转臂转动(重复若干次转角及绕线过程),线团成型后,旋转臂停止,此时受绕棒与初始位置成90度(正对线团夹板),线团上夹板及剪刀打开,受绕棒向前移动,顶掉前一次绕好的线团,粘纸传送带将一片粘纸传送至线团下夹板处,线团夹板压紧,受绕棒向后移动与线团分离,线团夹板放松,将受绕棒转动至初始缠绕位置等待。
其中1.旋转臂、受绕棒转动控制拟采用伺服电机传动控制(信号电压为零时无自转现象)。
2.粘纸传送带传动拟采用无刷直流电机传动控制。
3.受绕棒前后移动,剪刀开闭,线团夹板压紧和放松采用气动控制。
从旋转臂旋转动作开始,至受绕棒回复到初始等待位置准备下一次绕线动作为止,整个流程用时应不超过4分钟,即每天生产360个线团左右(按每天24小时连续生产)。
旋转臂转动示意图受绕棒转动及前后移动控制示意图粘纸传送带示意图二、基本设计1.概述本控制方案依据当今最新控制理念,采用贝加莱高性能的PCC(可编程计算机控制器)以及B&R Automation Studio作为主控制单元,实现全套自动绕线机控制系统的完美方案。
贝加莱PCC与常规PLC相比较,最大的特点在于其类似于大型计算机的分时多任务操作系统和多样化的应用软件的设计,常规的PLC大多采用单任务的时钟扫描或监控程序,来处理程序本身的逻辑运算指令和外部的I/O通道地状态采集与刷新,这样处理,直接导致了真正意义上的“控制速度”依赖于应用程序的大小,这一结果,无疑是同I/O通道中高实时性的控制要求相违背的。
PCC的系统软件完美地解决了这一问题,它采用分时多任务机制构筑其应用软件的运行平台,这样应用程序的运行周期则与程序长短无关,而是由操作系统的循环周期决定,由此,它将应用程序的扫描周期同真正外部的控制周期区别开来,满足了真正实时控制的要求。
贝加莱PCC的独特硬件结构使其具备强大的复杂分析运算能力。
在其核心的运算模块内部,PCC为其CPU配备了数倍于常规 PLC的大容量存储单元(100K-16M),这无疑为强大的系统和应用软件提供了监视的硬件基础。
另外贝加莱控制系统提供了许多功能强大的专业化功能运动控制功能块.如电子齿轮,电子凸轮,转矩控制,触发定位,鼓序列发生器,CNC等,可以方便的满足各种控制需求,实现同步控制功能。
即使对于远距离的电机,贝加莱控制系统也可以通过工业总线网络通信方式实现和远距离的电机同步调速,大大减少布线数量,提高系统稳定性。
除了能完成同步控制外,贝加莱控制器还可实现梯度提速,用户可以设定期望达到的速度和达到该速度所需的时间,PCC以固定的加速度达到设定速度。
整个自动化系统由一套可编程计算机控制器PCC相连接。
根据需要可选择设置上位机(操作面板),主要用于整个自动化系统工艺过程及数据的动态显示、系统主要设备的停送电、工艺参数的设定、故障报警显示、整个自动化系统监控、生产报表打印以及生产管理等。
由贝加莱可编程控制器PCC(2003系列)组成全套自动绕线机系统的自动控制系统,用于完成各部分中传动装置的速度设定、联调,以及必要的手动操作、现场工艺数据的显示等。
伺服传动装置与PCC之间采用网络通信,即工业现场总线(CANbus)的控制方式,以确保系统的调速性能。
利用CAN-bus高速通信,可以克服模拟量、串行通讯及传统的工业总线的缺陷,数据收发方式灵活,采用非破坏性基于优先权的总线仲裁技术,具有暂时错误和永久性故障节点的判别及故障节点的自动脱离功能,使系统其它节点的通信不受影响;同时CAN具有出错帧自动重发功能。
2、传动方式:旋转臂、受绕棒转动部分:采用伺服控制装置单独传动方式。
粘纸传送带传动部分:采用无刷直流电机控制装置单独传动方式。
受绕棒前后移动,剪刀开闭,线团夹板压紧和放松部分:采用气动控制方式。
3、系统性能:伺服控制装置是高性能的速度调节系统,可实现快速转动,并保证定位的精度要求。
伺服控制装置接受来自PCC的位置给定值,并根据编码测速装置的反馈值,精确控制交流电动机的转速。
伺服控制装置的堵转电流可整定为电动机额定电流的 1.5 倍以上,保证充分利用电动机的过载能力。
调速系统的静态精度决定于测速装置。
采用编码器测速方式,调速系统的静态精度可达 0.01%,动态恢复时间<=0.125%S。
4、系统控制方式:整个系统采用集中管理、操作,分散控制的原则。
由设备控制级和过程控制级(选配)组成,相互之间通过高速通讯网络构成完整的自动化控制系统。
过程控制级采用操作面板,负责生产准备、生产管理和过程监控。
操作员可在屏幕上监视每一处的工况,并用控制触摸板对设定数据进行设定和修正。
具体功能如下:a.旋转臂动作过程控制程序的存储和调用;b.各机速度和位置的设定;c.全机及主要辅助设备的起/停控制;d.各单元机速度单独控制;e.全机及主要辅助设备状态显示(准备好运行和停止等);f.全机生产线生产流程模拟图;g.过程数据显示(电机电压/电流/转速、温度和压力等);h.故障监视及报警记录;i.打印生产报表。
设备控制系统以贝加莱2003系列的PCC作为主控单元,负责对自动绕线机系统进行控制。
5、保护和报警整套控制系统有完善的保护措施和报警系统。
PCC提供了强大的功能,可以实时监测外部参数。
发现异常参数时可显示故障名称,故障发生时间和消除时间,并采取相应措施。
此外PCC能对硬件模块进行自检。
及时发现硬件本身的错误。
6、系统硬件组成所有伺服控制装置的进线自动开关和交流接触器分装在配电柜内。
配电柜放在主电室或现场。
各伺服控制装置及其他控制装置均置入控制柜中,柜子是装配式柜体,外形尺寸为宽0.6m、深0.3m、高1.2m,放在主电室内或现场。
所有交流接触器和直流接触器都由PCC控制操作。
7、系统结构特征用操作面板作为操作人机界面(选配),配以先进的监控组态软件,使操作人员直观而又方便地对系统各个部分进行操作控制。
操作面板与PCC之间采用Ethernet,即以太网进行数据通讯,以便及时而有效地监控整个系统的运行。
PCC与伺服控制装置之间用CANBUS网络进行通讯控制,实现实时控制和调速的控制要求。
三、控制功能说明1. 起动和停止控制⑴单机起动和停止自动绕线机系统各台电机均可由PCC或人工控制单独起动和停止。
⑵故障解除当控制系统发生故障时,例如电动机传动装置的控制电源故障、欠电压故障等;或紧急停车后,其它电动机将以正常方式的速度给定停车。
故障排除后,必须按下“故障排除确认”键,方可重新起动。
⑶起动允许系统起动必须具备如下条件:a. 电动机风机正常;b. 工艺联锁和电动机润滑系统正常c. 伺服控制装置保护正常d. 故障排除确认键按下后⑷加速度及减速度控制伺服电机正常起动和停止的加速及减速时间暂定为1秒,由PCC程序设定。
2.自动故障检测⑴概述自动故障检测的目的是及时发现故障,使系统能够迅速采取措施,进行相应的故障处理,从而能限制故障扩大,减少停车处理时间,提高全机的生产率。
⑵范围本系统在全线范围进行故障检测。
⑶故障检测方法自动故障检测的实现依赖于各伺服控制装置及其他检测装置。
伺服控制装置中本身具有故障检测功能,通过工业现场总线网络,将全机各伺服控制装置中的故障信息传送到总控单元(上位操作面板)中,以便迅速采取措施,并通过声光报警及时提醒操作员。
3.PCC与传动装置接口⑴传动控制功能a.伺服控制装置的速度基准来自速度设定系统。
伺服控制装置的起动和停车设有速度曲线发生器以控制起动/停车斜率,该速度曲线发生器的输出为一百分数(RAMP%)。
当按下起动按钮时,RAMP%由零逐渐上升到100%;当按下停止按钮时,RAMP%由100%逐渐下降到零。
送往伺服控制装置的速度给定,在其设定值之前乘以RAMP%,因此伺服控制装置能按指定的时间同步完成起动或停车过程。
四.自动绕线球机控制系统设计1、系统设计目的综合应用控制工程项目的设计技术,利用各种所需自动化设备,实现控制要求。
要求熟悉并设计绘制控制系统的硬件电路图;应用AS 编程软件,编制合理的PLC 控制程序,使PLC 运行达到细绳自动卷绕成型机的模拟控制要求;应用WinCC(监控组态软件)绘制监控画面,通过监控画面实时反映细绳自动卷绕成型机的当前工作状况。
2、系统设计方案细绳卷绕成型机自动控制系统的基本设计思想:卷绕头由原来的直接电机启停控制改为伺服电机控制;成型部分由原来的手动控制改为伺服电机控制;整机在PLC的控制下自动完成一筒细绳卷绕成型的全过程。
该设备的主要工作流程如下:由自动进筒生头装置将空筒置于卷绕位置,并将需卷绕绳线牵引至初始位置;卷绕头总控装置按照一定的卷绕方案启动卷绕头的伺服电机进行卷绕;同时按照同一卷绕方案,总控装置通过步进电机控制卷筒的卷绕位置,以形成所需的卷绕成型;完成规定长度(或形状)的卷绕后,总控装置控制切断装置切断绳线,并启动卸筒装置将卷绕成型的成品卷筒卸下(也可用人工卸筒)。
3、系统设计注意的问题1. 细绳自动卷绕时如何进行配合控制才能使绳卷形成所需形状?①根据细绳卷绕特点,若要卷成任意形状,则必须首先需要引导细绳的卷绕动作→需要卷绕电机,且能调速和定位→需要一套伺服系统,或者普通电机加简易位置定位,但不能用步进电机;②同时细绳卷绕头的卷绕位置也应能根据需要改变→需要定位电机→需要一套伺服系统,或者普通电机加简易位置定位,或者步进电机;2. 如何控制上下两个绳卷的卷绕的自动切换?①首先考虑上一个已卷好的绳卷要能从卷杆上退出来→需要在固定住绳卷的同时将卷杆从绳卷中抽出→至少需要两套气动装置,一套用于卷杆伸缩,另一套用于固定住绳卷;②需要将上下两个绳卷间的细绳切断→需要切刀;③下一个绳卷要能自动在卷杆上卷绕→所以必须先将下一个绳卷起个头,再用切刀切断→需要控制软件的动作配合。