白银公司冶炼厂圆盘浇铸取板机组设计与应用
铜冶炼过程中的圆盘定量浇铸系统与设备研究
【 文章编号 】 2 0 9 5 — 2 0 6 6 ( 2 0 1 3 ) 1 2 — 0 2 4 4 — 0 2
引 舂
改 革 开 放 以来 , 中国经济迅速发展 , 目前 G D P总 量 已经
的 圆 盘 浇铸 机 , 现 在 最 常 用 的 圆盘 浇 铸 设 备 主要 有 以下 四种
l 工艺与设 备
L 0 W C A R B o N W O R L D 2 0 1 3 , 6
铜冶炼过程中的圆盘定量浇铸系统与设备研究
严 明[ 云南 铜业( 集团 ) 有限公司生 产部, 云南 昆明6 5 0 0 0 0 1
【 摘 要 】 我 国铜) 台 炼过程 中常用的圆盘定 量浇铸系统有 M 1 6 、 M 1 8 、 M 2 4 、 M 2 8 等型号 , 自动化和 双圆盘定量浇铸 系统 是未来浇铸 系统 的发展
向 自动 化 飞跃 。在 1 9 7 4年 , 苏联 研 制 出 了 MHD 一 6 自动铸 造
统, 它 由 以 下 六部 分 组 成 , 即 定 量 称 重 浇铸 系统 、 圆盘 驱 动 系
统、 提 取 机 系统 、 喷 淋 和 喷 涂 系统 、 水 槽 传 动 系统 和 压 模 和 废
机, 大 大提 高 了生 产 效 率 。 随后 圆盘 浇铸 系统 不 断 更 新 换 代 。 模 处理 装 置 。其 中 , 定 量称 重及 浇铸 系统 主要 由 中 间 包 、 浇铸
量 的增 长 又会 反 过 来 拉 动铜 的 生产 。 在 铜 的生 产 过 程 中 , 生产
合 格 的 阳极 板 是 生 产 电解 铜 的 必要 工 序 , 长期 以 来 . 铜 水 的 定 量 浇铸 工 艺主 要 被 外 国公 司垄 断 . 直到近年 . 我 国才 自主 研 发 出圆 盘 定量 浇铸 系统 。研 究 圆盘 定 量 浇 铸 系统 对 促 进 我 国铜
圆盘浇铸机清洁浇铸铜阳极板
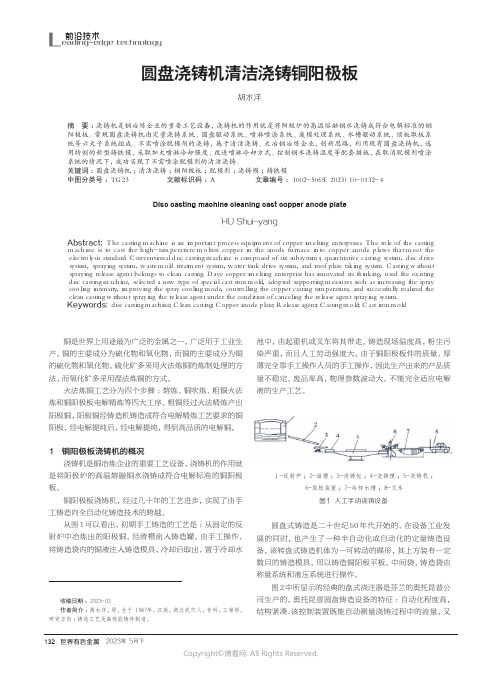
圆盘浇铸机清洁浇铸铜阳极板胡水洋(大冶有色金属集团控股有限公司,湖北 黄石 435005)摘 要:浇铸机是铜冶炼企业的重要工艺设备,浇铸机的作用就是将阳极炉的高温熔融铜水浇铸成符合电解标准的铜阳极板。
常规圆盘浇铸机由定量浇铸系统、圆盘驱动系统、喷淋喷涂系统、废模处理系统、水槽驱动系统、顶板取板系统等六大子系统组成。
不需喷涂脱模剂的浇铸,属于清洁浇铸。
大冶铜冶炼企业,创新思路,利用现有圆盘浇铸机,选用特制的新型铸铁模,采取加大喷淋冷却强度、改进喷淋冷却方式、控制铜水浇铸温度等配套措施,在取消脱模剂喷涂系统的情况下,成功实现了不需喷涂脱模剂的清洁浇铸。
关键词:圆盘浇铸机;清洁浇铸;铜阳极板;脱模剂;浇铸模;铸铁模中图分类号:TG23 文献标识码:A 文章编号:1002-5065(2023)10-0132-4Disc casting machine cleaning cast copper anode plateHU Shui-yang(Daye Nonferrous Metals Group Holding Co., Ltd. Huangshi 435005,China)Abstract: The casting machine is an important process equipment of copper smelting enterprises. The role of the casting machine is to cast the high-temperature molten copper in the anode furnace into copper anode plates that meet the electrolysis standard. Conventional disc casting machine is composed of six subsystems: quantitative casting system, disc drive system, spraying system, waste mold treatment system, water tank drive system, and roof plate taking system. Casting without spraying release agent belongs to clean casting. Daye copper smelting enterprise has innovated its thinking, used the existing disc casting machine, selected a new type of special cast iron mold, adopted supporting measures such as increasing the spray cooling intensity, improving the spray cooling mode, controlling the copper casting temperature, and successfully realized the clean casting without spraying the release agent under the condition of canceling the release agent spraying system.Keywords: disc casting machine; Clean casting; Copper anode plate; Release agent; Casting mold; Cast iron mold收稿日期:2023-03作者简介:胡水洋,男,生于1967年,汉族,湖北武穴人,专科,工程师,研究方向:铸造工艺及高性能铸件制造。
熔炼主厂房圆盘浇铸机基础施工方案
甘肃铜城工程建设有限公司铜冶炼技术提升改造工程熔炼主厂房土建及钢结构工程圆盘浇铸机基础专项施工方案项目经理: 尹小宁技术负责: 肖飞编绘: 韩玮目录第一章编制说明 (1)第二章圆盘浇铸机基础分部工程概述 (1)1. 工程概述 (1)2. 工程特点 (3)第三章编制依据及施工执行的规范标准 (4)1. 编制依据 (4)2. 施工执行的规范标准 (4)第四章施工人员、机具、材料使用计划 (5)1. 施工现场准备工作 (5)2. 技术准备 (5)3. 施工材料、机具的准备 (5)第五章大体积混凝土施工技术措施 (7)1. 施工段的划分及浇筑顺序 (7)2. 混凝土浇筑 (7)3. 混凝土控温指标及控温措施 (8)4. 混凝土测温布置 (8)5. 混凝土养护 (9)6. 混凝土施工注意事项 (9)7. 成品保护 (10)8. 施工质量控制及保证措施 (10)9. 基础混凝土施工时应急措施 (11)10. 浇筑后混凝土的保温养护及温差监测 (11)11. 混凝土温升峰值、降温速率计算及控温保障措施计算 (11)第六章模板、脚手架及支撑体系 (13)1. 支撑体系施工布置方案 (13)2. 支撑体系施工工艺流程 (13)3. 支撑体系施工技术措施 (13)4. 支撑体系安全技术措施 (14)5. 支撑体系验收 (14)6. 模板安装、定位、拆除技术措施 (14)7. 模板支护计算 (16)8. 施工过程安全技术措施及注意事项 (17)9. 项目部安全管理措施 (18)第七章安全管理体系保证措施 (19)1. 安全管理保证体系 (19)2. 施工安全管理保证措施 (19)第八章圆盘浇铸机基础进度计划 (21)第一章编制说明根据“铜冶炼技术提升改造熔炼主厂房土建及钢结构”施工的实际情况及施工现场的要求,结合设计蓝图及国家、行业相关规范标准要求。
编制利于施工操作、质量验收、安全管理的指导性方案。
第二章圆盘浇铸机基础分部工程概述1.工程概述1.1 设计概述本工程为白银有色集团股份有限公司铜冶熔炼主厂房土建及钢结构项目,主体结构设计使用年限为50年,W=0.30KN/㎡(50年);地面粗糙度类别:B类;地震作用:抗震设防烈度7度,设计基本地震加速度为0.15g,设计地震分组为的三组;建筑的场地类别为:II类,场地特征周期值Tg=0.45s,结构阻尼比:0.05;水平地震影响细石最大值αmax=0.12。
十八模圆盘浇铸机之我见
开发研究十八模圆盘浇铸机之我见邓嬰昌(江西瑞林装备有限公司,江西南昌330100)摘要:双圆盘浇铸机系统的控制方式中存在很多问题,而对其应用与实践过程中出现的问题进行分析,能够将双圆盘浇铸机的日常维护进行总结,并改造双圆盘浇铸机。
关键词:十八模;圆盘浇铸机在铜冶炼系统中,双圆盘浇铸机是非常重要并且关键的设备,例如中条山有色集团公司就曾使用双圆盘浇铸机对铜冶炼企业阳极炉的精炼铜进行一次性浇铸,而在这其中所使用的双圆盘浇铸机是国产浇铸设备,并且自动化的集成度非常高,在一次性浇铸后的精炼铜是可以提供给电解使用的,因为其浇铸出来的成品就是阳极板,而在电解车间中,电流效率和残极率指标都会被阳极板的质量所影响,也就是说阳极铜损耗的关键就在于阳极板的质量。
所以,阳极板的重量不能够超过规定范围,因为超过规定范围就不适用电解工艺,并且超过规定范围不便于成品核算。
在浇铸的过程中,有很多复杂的环节,例如高温和蒸汽,所以,单体设备在其中也是非常关键的,而如果操作人员对双圆盘浇铸机的运用不熟悉,那么就很容易出现系统运行问题,而不管在哪一个环节,只要发生问题,双圆盘浇铸机都无法正常浇铸,对于其他环节也会造成很多的问题。
因此,必须对双圆盘浇铸机运用进行一定的研究和判断,并且将双圆盘浇铸机的部分实施改造。
1控制系统组成及通信方式北方铜业股份有限公司就是18模双圆盘浇铸机,因为在国家的号召下,北方铜业股份有限公司就开始使用国产的双圆盘浇铸机,并且现阶段国内最先进的浇铸设备就是国产的双圆盘浇铸机。
双圆盘控制系统可以说在一程度上更进一步控制了圆盘的定量浇铸系统,并且在编程软件中,还可以远程控制程序分任务和分子程序,这样就能够在问题发生时及时进行解决,并且也可以在程序中保持设备控制程序的独立性。
该控制方式及通信的优点也有很多,首先因为该控制方式的气源非常稳定,并且可以控制浇铸冷却水喷淋的通断,而主要的通断方式就是通过电控气还有气控制阀门,这样也称为阀岛,不但能够有效进行DP通信,还能够在一定程度上节约成本。
新型圆盘铸型机的研制及应用
2 原有圆盘铸型机状况
2 1 内啮台槽轮驱动机构 .
株洲冶炼厂铜分厂 年产阳极板 1 0 左右 , 400t
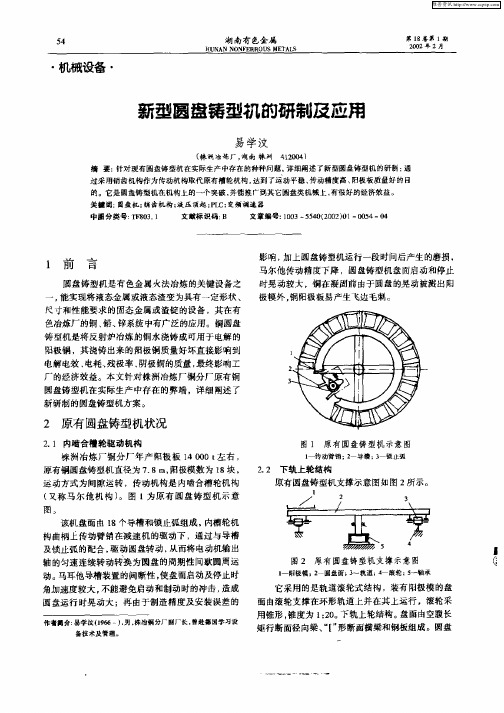
图 1 原 有 圆盘铸 型机 示意 图
l —传 动臂销 ; 一导槽 ; 髓止弧 2 3
原有铜圆盘铸型机直径为 7 8 阳极模数为 l 块 , . m, 8 运动方式为间隙运转 , 传动机构是 内啮合槽轮机构 ( 又称马尔他机构 ) 。图 1 为原 有圆盘 铸型机示意
电机 型号 额定 功率 / W k D V 1 2S F 3 4 55 ,
稳运行; 由于采用斜坡脱模 , 容易造成钢模顶杆孔问 隙过大 , 也造成阳极板在顶针位置结瘤过大 ; 由于开 始顶起位置靠前 ,铜阳极板未完全冷却硬化即被顶 杆顶起 , 造成阳极变形 , 造成铜阳极板的物理规格不 良, 废品率居高不下 , 影响电解极板间距 , 最终影响 电解 残极 率 和电效 。新 型圆盘 铸 型机 的研 制是 株洲 冶炼厂铜分厂生产迫切要求之一。
传 动臂销 与导槽 及 锁止弧 顶部 接触 , 造成 圆盘 卡死 , 经 常需要抢 修 , 阳极 圆盘 铸 型机大 修周期 大大缩 短 , 平均 为 4a 。 23 轨道1 , 页板装 置 原 圆盘 铸 型机采 用 轨道顶 板装 置 ,阳极板 的脱 模 是靠 斜坡 轨道 和 滚轮 顶杆 机 构顶起 来完 成 的 。由 于在 圆盘铸 型 机运 动过程 中顶杆 存在 较大 的摩擦 反 作用 力 , 加 了圆 盘转动 的阻 力 , 响 圆盘 铸 型机支 撑示 意图如 图 2所 示 。
该机盘面由 l 个导槽和锁止弧组成 , 8 内槽轮机
构 曲柄上传动臂销在减速机的驱动下 ,通过与导槽 及锁止弧的配合 , 驱动圆盘转动 , 从而将 电动机输出
圆盘浇铸机控制简介说明1
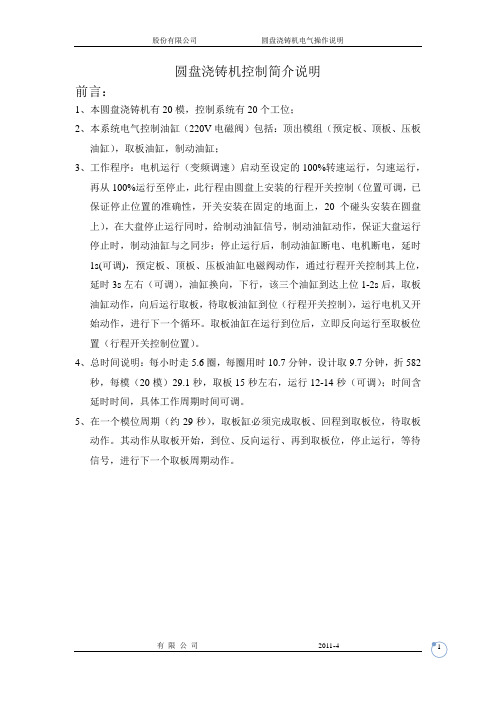
前言:1、本圆盘浇铸机有20模,控制系统有20个工位;2、本系统电气控制油缸(220V电磁阀)包括:顶出模组(预定板、顶板、压板油缸),取板油缸,制动油缸;3、工作程序:电机运行(变频调速)启动至设定的100%转速运行,匀速运行,再从100%运行至停止,此行程由圆盘上安装的行程开关控制(位置可调,已保证停止位置的准确性,开关安装在固定的地面上,20个碰头安装在圆盘上),在大盘停止运行同时,给制动油缸信号,制动油缸动作,保证大盘运行停止时,制动油缸与之同步;停止运行后,制动油缸断电、电机断电,延时1s(可调),预定板、顶板、压板油缸电磁阀动作,通过行程开关控制其上位,延时3s左右(可调),油缸换向,下行,该三个油缸到达上位1-2s后,取板油缸动作,向后运行取板,待取板油缸到位(行程开关控制),运行电机又开始动作,进行下一个循环。
取板油缸在运行到位后,立即反向运行至取板位置(行程开关控制位置)。
4、总时间说明:每小时走5.6圈,每圈用时10.7分钟,设计取9.7分钟,折582秒,每模(20模)29.1秒,取板15秒左右,运行12-14秒(可调);时间含延时时间,具体工作周期时间可调。
5、在一个模位周期(约29秒),取板缸必须完成取板、回程到取板位,待取板动作。
其动作从取板开始,到位、反向运行、再到取板位,停止运行,等待信号,进行下一个取板周期动作。
圆盘浇注机机电控制部分主要采用机械互锁及联动控制方式运行动作。
低压电器采用高度密封的最新式系列电器产品,自动控制主机(PLC)采用西门子可编程序控制器产品;该机具有完善的自诊断功能和抗干扰措施,工作非常可靠。
PLC电源输入采用隔离变压器屏蔽,做到了在恶劣的工作环境中运行程序万无一失。
PLC输出控制部分具备5A的带载负荷能力,直接与交流接触器的线包相连可带动80A以下的交流接触器,采用这样的控制方式虽然增加了成本但减少了中间控制环节;使走线更为简洁,工作更为可靠;实现了外部动作信号的采集多样化和控制的稳定化等的工作要求,顺序控制时间可长达一星期以上,并在PLC 体外设置了手动控制功能。
圆盘浇注机使用说明书
圆盘自动浇铸系统使用说明书红河州天远机械有限公司本系统属于冶炼厂阳极组装车间铸造设备制造领域。
是我公司独立研发的专利产品设备。
其包括阳极板圆盘浇铸机、浇铸计量系统、取板输送机、阳极板输送机、液压传动动力系统、自动控制系统等;其可升级PLC触摸屏控制及统计由计算机集中统一管理,实现远程监控。
能实现半自动化生产,提高生产效率;特点在于能够代替工人在高温环境下的长期重体力劳动,浇铸成型标准化,满足冶炼厂电解车间生产要求。
经过我公司开发人员多次优化,为冶炼厂提高安全率、降低繁重人工劳动,改善工作环境,提高生产效率等。
产品构成主要由:阳极板圆盘浇铸机1、浇铸计量系统2、取板机3、阳极板输送机4、液压站5、设备电控箱6等等。
技术性能表:运行及调试操作说明:首先上电调试液压供油站,调试工作油站压力在8MP后。
1、无料调试浇铸时间和推杆推出时间。
先决定要浇铸锡板的浇铸时间,将其设置到KT1(锡斗放料计时)继电器。
再设置KT2(同步推出计时)继电器,此时间应大于KT1的时间,小于主轴两个检测点之间的转动时间。
2、准备:确认机械转动无误。
合上总电源开关、电机开关、操作电源开关,PLC开关在运行位置。
将操作箱急停开关置于弹起位置,“同步许可”“铸锡许可”“取板许可”开关置于关闭位置。
3、启动/停止手动启动:依次启动主轴电机、油泵电机、送板电机。
动态检查运转情况,确认正常后,打开“铸锡许可”“取板许可”开关,开始铸锡和取板运行。
手动停止:先关闭“铸锡许可”开关停止铸锡,待铸好的锡板取尽,再关闭“取板开关”后依次按压送板电机、油泵电机、主轴电机开关停止相关电机工作,最后关闭总电源。
4、同步运行是系统调试正常运行平稳后;提供的一键式“启动/停止”方式。
启动前,将“同步许可”“铸锡许可”“取板许可”开关置于“开”位置。
按压“同步启动”按钮,系统会自动依次启动运行。
按压“同步停止”系统会立即停止运行。
正常停机时,需先关闭“铸锡许可”开关停止铸锡,待铸好的锡板取尽,再按压“同步停止”按钮停止系统工作。
阳极铜圆盘浇铸机的改造实践
阳极铜圆盘浇铸机的改造实践
马志玫
【期刊名称】《中国有色冶金》
【年(卷),期】2004(033)004
【摘要】叙述了Ф7400mm圆盘浇铸机产生晃动的原因及采取的措施,介绍了Ф8600 mm圆盘浇铸机的特点及使用中出现的问题和解决方法.
【总页数】4页(P80-83)
【作者】马志玫
【作者单位】白银公司冶炼厂,甘肃,白银,730900
【正文语种】中文
【中图分类】TF351.6
【相关文献】
1.铜阳极浇铸系统改造实践 [J], 范军;黄湘
2.延长铜阳极板圆盘浇铸机模具的使用寿命 [J], 黄智超;陈雯;沈强华;马涛
3.阳极铜双圆盘浇铸机的故障诊断与处理 [J], 张伟旗;蔡龙生
4.双电机消隙系统在铜阳极板浇铸圆盘上的应用分析 [J], 朱鹏达
5.圆盘浇铸机铜阳极板取板机浅析 [J], 郭国强
因版权原因,仅展示原文概要,查看原文内容请购买。
圆盘浇铸机组简介PPT课件
定量浇铸(浇铸包,中间包,电子称)
采用数字流量控制技术,通过液压控制阀,电子称,液压油缸,以及数字控 制系统的组合,实现高精度的定量控制。使得定量浇铸系统获得抗干扰性强, 精度高的性能,现场适应性大大提高,并且易于调节,能很好的满足工厂阳
极炉区域的现场环境,浇铸精度达到±1%、
在浇铸的过程中,中间包按照浇铸程序设定的秒数(3-8)把铜业倒入浇铸 包中,在由安装在浇铸包下的传感器将检测到的重量信号转换成电压信号, 经过A/D转换传输到PLC的处理器,处理器按照预置的程序进行运算,在经过 放大环节运送到浇铸包的液压驱动装置,使液压比例阀上升(或下降)一段 距离,从而驱动浇铸包的倾斜角度,使其倒出的铜量正好等于阳极板的设定
喷淋冷却采用自动水量控制,向铸模 喷水区域有5个铸模的扇形区。每个 铸模设一组喷淋管,在喷淋管道的水 入口处,每个模子底部和顶部喷淋位 置都安装了可控的水阀,使铸模上下 冷却强度基本相同,减少铸模的热变 形,延长铸模的使用寿命。这些水阀 可以通过自动(手动)来调节冷却效 果。操作时阳极板和模子用水从底部 和顶部进行喷淋冷却,当铸模温度过 高时,(通过调节阀)加大冷却水量, 当铸模温度低是减少冷却水量,使铸 模的温度控制在适度的范围内。喷淋 冷却产生的蒸汽由集气罩收集并由排 气风机抽走。当浇铸操作因事故中断 时停止冷却水,禁止向停止浇铸的模
待叉车将全部阳极板从水槽中取出,浇铸结束。
二 圆盘浇铸机组主要结构
16模圆盘浇铸系统
1溜槽 2中间包 3定量浇铸系统 4涂模系统 5提取机 及冷却系统 6废阳极吊(废板提取机) 7预顶起及
压模装置 8控制室 9喷淋冷却区域
圆盘及驱动装置
圆盘本体由16根径向梁,系梁,盘面,回转 支撑,驱动减速电机及驱动齿轮组成。圆盘 直径:9000MM,径向梁长:3900MM,采用 200X120矩形管制成,径向梁之间有大小系梁, 系梁上每个铸模有三个螺钉,用于支撑并调
白银公司冶炼厂圆盘浇铸取板机组设计与应用
畅 , 易 于 布管 , 于查 找和处理 问题 , 体美 观 。 且 便 整
周边 支承方 式采用 行 走 轮 行走 支 撑 , 但 运 行不 稳 不 定 , 且行走 轮使 用 1 月 就 必 须 检 修更 换 。现 支 而 个 承方 式改 为固 定式 支 撑 轮 ( 见图 1 , 点 是 轮 承 支 )特 座使用 安全 可靠 , 方便 轮 体整 体 更换 。轴 承端 盖 为 平 面止 推 , 更适 台 于浇 铸 机 的使用 环 境 。在 白银 公 司冶炼厂 1 多 的实践 中 , 年 生产 运行 正常
酋
图 1 支 撑 轮 示 意
Fi. S h mai iga o u p rigwh e g1 c e t da rm f p o ts el c s r
中制 作式定自 控, 方设为 操
动运 行和手 动运 行 两种 , 于生 产 中灵活选 用 。 便 圆盘浇 铸 机 的运 行 采 用变 频 调速 系统 , 在 浇 并
铸位 设控 制盘 , 于浇 铸 人 员就 近 控制 。系 统另 加 便
类设 备 的基 础上 , 结台 白银公 司铜 冶炼 厂具 体情 况 , 兼顾制 造加工 和操 作 管 理 水 平 和造 价 因素 , 又 不 而 降低设 备机组 主要 技术 性 能的前 提下设 计开 发 的 。
避 龚
图 3 夹 持 机 构
F g 3 S h ma i ig a i c e tcd a r m f tr i ue x
圆盘本 体造价低 , 而且 安装 维护 方便 , 经冶炼 厂生 产 运 行证 明其平稳性 和 安全 性满足 生产工 艺要求 。
2 3 支 承 方 式
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
链条输送机传动油缸工作压力 / 8 9 : 链条输送机棘轮 设备质量 厂引进芬兰奥托昆普同 类设备的基础上, 结合白银公司铜冶炼厂具体情况, 兼顾制造加工和操作管理水平和造价因素, 而又不 降低设备机组主要技术性能的前提下设计开发的。
收稿日期: ! , , ) / ) , / ! ( 作者简介: 黄 湘 ( , 男, 广西容县人, 工程师 ) " ( 7 /) 万方数据
! 圆盘浇铸取板机组 ! ! , , , 年 ’ 月正式投产使 用, 两年的生产运行解决了冶炼厂多年来阳极板合
格率低的问题。
) 主要技术性能
主要技术性能见表) 。
表! 主要技术性能 " # $ % & ! ’ ( ) * # ( , & . / ) # % ) / 0 & 1 +
名 圆 盘 浇 铸 机 称 数 值 名 称 数 值 ! # " ’ ’ ! " ! # ! , ) ( ! , " ! 7 , ) , , ( , , ( , ) ( , < ; ) , ! , 圆盘直径 / 0 0 阳极板质量 / 3 4 阳极模质量 / 3 4 设备质量 / 3 4 回转架提升能力 / 3 4 回转架双齿条回转油缸工作压力 / 8 9 : 取 板 机 夹持机构尾部悬挂气缸缸径 / 0 0 夹持机构尾部悬挂气缸工作压力 / 8 9 : 推板装置推板油缸行程 / 0 0
! % $ 双齿条回转油缸 取板机的双齿条油缸是机组的关键部件, 其回 转力矩和回转角度要求高, 在对引进产品消化的基 础上改进内部油路系统和结构参数, 成功地制造出 合格产品, 保证机组整体技术性能要求 (见图! ) 。
C 经济及社会效益分析
图! 双齿条回转油缸
’ ( % ! : 2 5 ; 9 4 9 ( 7 2 ( 9 + 9 ( 7 0 1 ) 6 <
’ 冷却水槽水槽容量 / 0 链条输送机传动油缸缸径 / 0 0
# + , , ! ( , ) ( , , ) " , ! ( , ) , + ’ , * ( ! ( , # # , ) , ! ! ! "’ ,# ; ( " ,
/ )) 生产能力 / ( ・ 1 2 浇铸周期 / 5
阳极模数量 / 块 支撑轮数量 / 个 回转架回转角度 / ( ) 6 回转架双齿条回转油缸活塞直径 / 0 0 夹持机构尾部悬挂气缸行程 / 0 0 推板装置推板油缸缸径 / 0 0 推板装置推板油缸工作压力 / 8 9 : 冷却水槽储存量 / 块 链条输送机传动油缸行程 / 0 0 链条输送机链条及链轮1 ; ) , , 取板周期 / 5
(上接第N ) <页 > 0 . * . 6 ( ) 2 + 0 ,7 C N <
$ + ) # 2 %! % $! 3 3 & # " ! * # . %. 0* ! ’ # % 2 6 . 0 0$ + 7 # " + . 0" ! ) * # % 2 (/ + + &# %4 ! # 5 # %" . 3 3 + ,) + & * + ,
2 * ! 自动化操作方式 机组采用了 9 操作方式设定为自 = > 集中控制, 动运行和手动运行两种, 便于生产中灵活选用。 圆盘浇铸机的运行采用变频调速系统, 并在浇 铸位设控制盘, 便于浇铸人员就近控制。系统另加 旁路, 有效提高了圆盘浇铸机运行的可靠性。 机组的零部件除 9 = > 和变频器外全部为国内 生产制造。 2 * 2 浇铸机圆盘结构
? 设备运行情况
! 圆盘浇铸机组投入生产运行以来一直正常 ! 稳定, 达到并超过设计技术性能指标。
图# 支撑轮示意
’ ( % & * + , $ . / ( + 0 ( . 1 . $2 3 4 5 2 1 / ( 7 , 9 ) ) 6 6 )8
圆盘本体运行稳定, 动态特性佳。根据实际运 行统计, 机组生产出的铜阳极板, 荡边及飞边毛刺彻 底消失, 表面物理规格达全优。 圆盘定位准确, 自动取板率达 " 劳动 A B 以上, 强度大幅降低, 生产效率明显提高。 整条机组设计强度及刚度通过实际运行验证, 性能优良, 是全厂故障率最低的设备之一。实践证 明, 机组各设备结构设计合理, 施工质量高。
第 !期
黄
湘等: 白银公司冶炼厂圆盘浇铸取板机组设计与应用
白银公司冶炼厂圆盘浇铸取板机组设计与应用
黄 湘, 杨志坚
(南昌有色冶金设计研究院, 南昌 ! ) ! " " " #
摘
! 圆盘浇铸取板机组的设计和工作运行情况。 ! 浇铸机的圆盘本体设计采用中心 要: 介绍白银有色金属公司冶炼厂! !
定位, 周边支承, 垂直受力, 框架结构。投入生产运行以来一直正常稳定, 生产出的铜阳极板, 荡边及飞边毛刺彻底消失, 表面物理 规格达全优。圆盘定位准确, 自动取板率达" 劳动强度大幅降低, 生产效率明显提高。 # $以上,
’ ( % ? * + , $ . / ( + 0 ( . 1 . $2 3 3 ( @ / 5 1 ) )
! % & 液压系统 液压系统是圆盘浇铸机组主要动力源之一, 在 设计中对传统液压系统进行了较大改进, 采取泵站 控制阀组分体联接方式, 泵站结构简单, 管线清晰流 畅, 且易于布管, 便于查找和处理问题, 整体美观。 泵站压力油系统, 采用两通插装阀技术, 泵站结 构紧凑, 简捷。压力油油压稳定, 振动小噪音低, 工 作可靠。 油路控制系统采用叠加阀集成块组, 结构紧凑, 工作可靠, 更换维修方便。
关键词: 圆盘浇铸取板机组; 结构; 平稳性 中图分类号: ; ; ( ) % & ’ ( ) * + % & # , * % & # ) ) 文献标识码: . 文章编号: ) , , ) / , ! ) ) ! , , ! , ! / , , + ) / , !
白银有色金属公司冶炼厂是 ) " ( , 年代苏联援 建我国的重点项目之一, 其主导产品是电解铜。铜 阳极板浇铸取板机组是冶炼厂精炼系统的关键设 备, 虽经多年不断地技术改造, 但仍存在许多缺陷, 这些缺陷一直制约着阴极铜质量、 生产效率和生产 成本。为此公司决定更新浇铸取板机。
! 4 ) * , ! " * & ’ () ( * ( + , . . ( * ’ 0 ) 1 2 0 +3 4 1 * ( 3 4 * ( + 4 + ( + ( 1 ( 4 + 5 ’ ( ) .0 + ) ( + * 0 1 6 8 * ’ ( 5 0 + + ( 5 *) 4 * 4 2 0 +3 4 1 * ( 3 4 * ( + /, 7 7 9 < =, , , , * + ( 4 * , ( . *1 6 5 ’4 14 5 ) * 8 : 4 8 . * . )5 0 . 5 ( . * + 4 * 0 .0 2 * 0 * 4 8 + 0 .4 . ); ( 4 . )> 4 > ? .3 4 1 * ( 3 4 * ( +0 2 94 94 $ , @ ( A . 0 ( +B . ( C & ’ ( 4 5 ) * 4 . ) 4 8 : 4 8 . * 4 + ( ) ( * ( + , . ( )D ( 8 ( 5 * + 5 4 8 0 * ( . * 4 8 * * + 4 * 0 ., ( * ’ 0 )4 . ) * ’ ( /> 7 7 9 9 9 7
< = > # !? % . & $ > # !@ 4 % % . & ’, * (# , . & 3 4 . & ) 2 % &. & :) 2 ) . 3 4 % & 2 , % , 6 , ) 8 8 & ) 8 6 2B ) , . / / 6 # . & 3 4 . & $ # # # < + 4 % & .) ’A ’ 7& 7 ’ ;, ’$
D !
有
色
金
属
第F C卷
原芬兰进口设备的浇铸机本体是中心定位, 中 心支撑, 辐射梁结构呈悬臂受力状。这种方式造价
! 浇铸机的 高, 制造安装要求精度高, 维修不便。!
) 。 机构的可靠性, 有效地降低了维修率 (见图?
圆盘本体设计采用中心定位, 周边支承, 垂直受力, 框架结构。中心定位用的轴承直径只有 !" # $ $, 注满润滑油后在生产运行的一年中不需要维护。新 圆盘本体造价低, 而且安装维护方便, 经冶炼厂生产 运行证明其平稳性和安全性满足生产工艺要求。 ! % " 支承方式 圆盘本体周边支撑后既要解决运行平稳性问 题, 还要有可靠的支承方式。国内现有圆盘浇铸机 周边支承方式采用行走轮行走支撑, 不但运行不稳 定, 而且行走轮使用 & 个月就必须检修更换。现支 承方式改为固定式支撑轮 (见图 & ) , 特点是轮承支 座使用安全可靠, 方便轮体整体更换。轴承端盖为 平面止推, 更适合于浇铸机的使用环境。在白银公 司冶炼厂&年多的实践中, 生产运行正常。 图" 夹持机构
1 5 + D ( ) C ; ; ; / : 3 4 1 * ( 3 4 * ( + * + ( 4 * , ( . * 5 0 8 0 + , ( * + ( 8 ( 5 * + 5 4 8 0 * ( . * 4 8 * * + 4 * 0 . F G H I J K " ’ + 5 (. , $ ) 9 7 !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!