E27灯头检验规范
led及灯具产品检验标准
XXX产品检验标准(试验版)1.管理规章2.检验规章3.外观检验与标准4.功能测试与标准5.材料检查与标准6.包装7.附录.<LED标准和认证>,<LED光电性能测试的主要方面>,<照明基础参数简介>,<普通照明用安规><常用灯头形状><常用安规标志>,1.管理规章1.1 目的1) 本规范,系预防JBT生产的LED Lamp产品出现不良现象,确保LED Lamp的质量,以满足JBT需求。
2) 作为JBT内部与协力厂之间质量沟通桥梁。
3) 提供质量规范订定之参考。
1.2 范围适用于JBT所出货的LED lamp产品与零件,但设计图面或承认书有另行标定规格者,应优先采用该标定规格。
2. 检验规章2.1 目的1)抽样检验的目的,系决定可能被退货的任何状况。
2)抽样检验并非用以发现产品或系统的所有不良,而是确保送到客户的产品或系统可被接受。
2.2 定义1)批次:每次进料 / 出货的数量2)取样数:每批次取样的检验数。
3)严重缺点:产品的功能性缺点。
4)主要缺点:产品的组装或机构性缺点。
5)次要缺点:不影响产品之功能 / 组装 / 机构的缺点及外观缺点。
2.3抽样计划1)成品的抽样计划依据”抽样计划作业细则”规定执行。
2)采用『分批检查,分批验退』的方式。
3.外观检验与标准3.1 方法光源视线m-1.5m1.灯脚材料为铜镀镍,铆压在电源上盖.检查时注意灯脚本身是否有污痕,划伤,砸伤,利边锐角,电镀层是否有磨损,压花. 检查灯脚和电源上盖铆压后是否不垂直于上盖端面,灯脚之间是否平行,灯脚的脚距是否合格,可用灯头量具检查. 检查经过灌胶后,灯脚顶部被快压夹具压住后会否出现上述不良.可用灯头量具检查或按图纸检验.2.电源上下盖为塑胶PC,表面光面,颜色为象牙白,灌胶后结合在一起.检查时注意胶件本身是否有缩水,批锋,拉白,拖花,污痕等不良.塑胶颜色上下盖是否有色差,同一批货是否有色差.检查灌胶后是否有污痕,划伤,电源上下盖接合处是否有缝隙,是否对平.3.铝合金灯杯材料为铝合金,喷砂后上银色烤漆.检查时注意灯杯本身是否有污痕, 划伤,砸伤,利边锐角,漆层是否有磨损,压花..同一批货是否有色差.4.铝合金装饰环材料为锌合金,电镀银色.要特别注意其是否有起泡,拖花,划伤,变形,利边锐角. 同一批货是否有色差.5.透镜材料为透明PMMA,注意检查透镜本身是否有气泡,异物,刮伤,缩水,夹水纹,污痕.组装后是否会松动,透镜表面和灯杯表面装饰环是否对齐3.3.外观检查:3-3-1烤漆/喷漆测试:(此项主要用于铝合金灯杯和铝基板上的烤漆)1、百格测试:1)在100mm2之区域以美工刀每隔1mm划一条线(深度须见底材),交叉刻画100个方格,以3M#600 Scotch胶布或与其兼容的胶布粘贴于刻画测试区, 将胶带以垂直方向瞬间并快速撕离,测试面上的漆不可有5%以上的脱落(不含)。
螺口灯头通用检验规范

文件编号生效日期版本页次编制审核批准Q/PS.LKDZ-2009 2009-7-30 A/1 1/2一、目的:为确保外购灯头座质量符合本公司产品要求,特制定检验和判定标准。
二、引用标准:参照国家标准及企业标准制定。
三、目测环境;在正常光线下,距30CM-50CM远,以适宜视角观看产品。
四、抽样水准:GB/T 2828.1-2003,正常单次抽样检验:A=0 B=1.5 C=4.0五、检验内容:检验项目检验工具检验依据检验标准/方法抽样数量缺陷等级1. 外观目测样板工程资料BOM表表面处理效果、颜色与样板相符性按抽样计划进行抽取样品B 制造厂商或商标、额定电压、额定电流、标准号、认证标志; B灯头型号、电压、电流、认证标志清晰、齐全灯头螺纹口圈表面应洁净、光亮、不应有折皱B 导线表面光滑、无划伤,穿过的部件无锐棱、毛刺,绝缘厚度均匀,线头处理参照样品(浸锡、铆端子)C接线固定螺丝无掉落。
灯头弹片及五金件要求无松动、倾斜、与灯头接触良好,B表面无锈迹,材料厚规格符合要求无裂痕、破损 C2. 尺寸规格游标卡尺千分尺样板工程资料图纸BOM表陶瓷总高与台阶尺寸参照样品,允许±1mm灯座底部至弹片位置17.00mm±0.50mmB 带线尺寸(横截面积*线长)股数*单股线径都应符合签样或资料要求。
;B 灯座螺口圈螺纹有效长度应满一圈半以上,螺纹高度不得小于7mmB 灯座螺口圈的内径尺寸24.60mm-25.20 mm,; B灯座内触点弹片厚度要求不低于0.38mm,检查引线末端根据资料要求是否需加锡;灯壳厚度不低于0.20mmB 与绝缘垫片配合正确,垫片尺寸 B灯头螺丝孔大小需满足要求 B3.耐压测试及防触电保护耐压测试仪GB7000.1测试方法:施加于灯头两极间,历时3~5S的交流,漏电流设定1mA,无超漏飞弧现象。
额定电压125V 测试电压1500V 3-5S额定电压2A/250V 测试电压2500V 3-5S额定电压4A/250V 测试电压4000V 3-5S额定电压500V 测试电压4500V 3-5S额定电压600V-750V 测试电压5000V 3- 5S按抽样计划进行抽取样品A 用手指用力试验,在正常情况下使用和安装时,带电部件不每批 A文件编号生效日期版本页次编制审核批准Q/PS.LKDZ-2009 2009-7-30 A/1 2/2应被触及10-20PCS检验项目检验工具检验依据检验标准/方法抽样数量缺陷等级4. 材质目测/吸铁石样品灯头接触弹片、接线柱均为铜镀镍,螺口圈为电镀铁件;每批3-5PCSB5. 应变拉力测试吊重块拉力计内控标准锁线螺丝试装无滑牙。
灯头座检验规范

文件主题灯头检验规范版本修订内容修订日期修订者A/0 新发行2019-8-7 杨月贵部门会签分发份数文件发行章批准审核制订文件主题灯头检验规范1 目的明确灯头灯座来料品质验收标准,规范检验动作,使检验、判定标准达到一致性。
2 适用范围适用于我司E系列的灯座类来料检验。
3 检验条件3.1照明条件:日光灯600~800LUX;3.2目光与被测物距离:30~45CM;3.3灯光与被测物距离:100CM以內;3.4 检查角度:以垂直正视为准±45度;3.5检查员视力:双眼视力(包括戴上眼镜)1.0以上,且视觉正常,不可有色盲,斜视、散光等;4 参照标准依照MIL-STD-105EⅡ级单次正常抽样标准CR=(正常抽样Ac/Re:0/1);MA=1.0;MI=2.5依照MIL-STD-105EⅡ级单次S-2 特殊抽样标准. AQL:2.5抽样5 检验内容检验项目检验方法检验标准不良描述检验类型检验水平不良判定常规确认AQL外观目视物料标识清楚,标签上所写内容应与入库单上内容相符;物料标识不清,有涂改,且内容与入库单上不符;√正常Ⅱ级单次1.5包装箱应能有效地保护物料在运输过程中不致于损坏;外箱变形、破损引起物料受损;√ 1.5认证符合对应厂家样品和NVC 3C认证清单要求;认证与样品不一致或不符合清单要求;√Ac/Re:0/1丝印或模印内容正确,字迹清晰无漏印、断印现象;丝印(模印)模糊不清、字迹残缺或内容不符;√正常Ⅱ级单次0.65灯座整体完整无损、色泽一致、无缺角破边或杂色有异色或破损现象√ 1.5剥线、浸锡或打端子应与样品或承认书要求一致且金属部位不可有氧化现象尾部处理与要求不符或金属部位有氧化现象√0.65带电部位和非带电部位的材质与样品或承认书要求一致材质与要求不符√正常Ⅱ级单次0.65灯座的各装配牙纹应顺畅牙纹有披锋、歪斜或与对应物料不匹配影响组装√ 1.0文件主题灯头检验规范检验项目检验方法检验标准不良描述检验类型检验水平不良判定常规确认AQL外观目视灯座与对应光源组装后偏斜不可超出3度灯座与对应光源组装后偏斜超出要求√S-2单次2.5 灯座被解剖后其内部结构应与样品或承认书要求一致解剖后其内部结构与要求不一致√S-2单次2.5尺寸卡尺尺寸必须符合对应厂家承认书要求或符合封样、图纸要求。
LED灯成品检验标准

定位
测试位置具体描述
1
角
面5—7—10相交的角
2
边
由面5—7—10相交角延伸的最短边
3
边
由面5—7—10相交角延伸的第二长边
4
边
由面5—7—10相交角延伸的最长边
5
面
最小面之一
6
面
最小面之一的相对面
7
面
第二大面之一
8
面
第二大面的相对面
9
面
最大面之一
10
面
最大面之一的相对面
3)跌落试验后产品不得有影响到产品使用安全、不工作、损伤的现象。
5.2灯的配合
灯的结构各部位不应有明显松动,整灯内不应存在导电杂物。
5.3灯的包装和存放
5.3.1包装要求
每个灯应有整洁、无破损的独立小包装,小包装盒外有商标、产品名称、型号、规格及额定电压频率等标记。
大包装箱应无破损,箱表面应有与落货单要求一致的唛头及符合GB191《包装储运图示标志》中有关标志的要求。
25
电镀层脱落
E26/E27:¢2.0mm以下允许1处;E17/E14/E12:¢1.5mm以下允许1处。
26
包装缺陷
次要缺陷
灯的各种包装物(外、内、套箱、彩盒/挂卡、标贴、吸塑、头垫/管垫、收缩膜、说明书、合格证等)应整齐无缺陷、少装、脱胶,印刷清晰无模糊、缺字、少字。
27
吸塑大小边
同一产品上热合处两边偏差大于1.5MM
2.0参考标准
所有标准都会被修订,使用本标准的各方应探讨使用下列最新版本的可能性。
GB2828.1《计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划》
GB191《包装储运图示标志》
E27,E14新标准
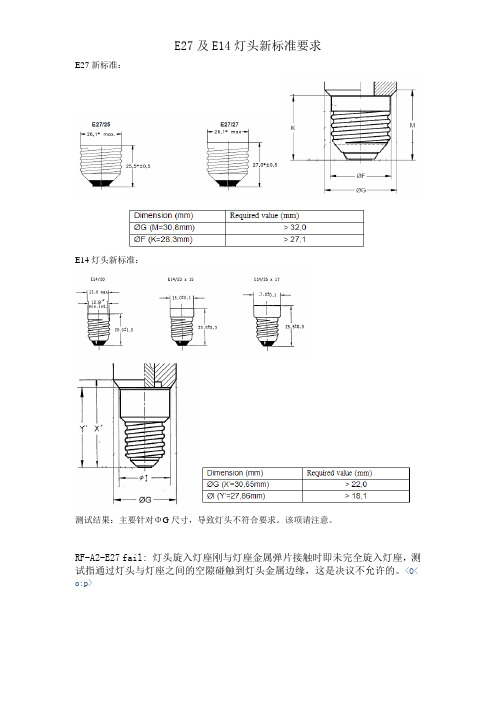
E27新标准:
E14灯头新标准:
测试结果:主要针对ΦG尺寸,导致灯头不符合要求。该项请注意即未完全旋入灯座,测试指通过灯头与灯座之间的空隙碰触到灯头金属边缘,这是决议不允许的。<O< o:p>
E27灯头和E26灯头的区别
4.E26与E27不仅外观不同,E26通常都有连接线的,但E27通常是通过螺纹接线柱来连接电线的;两者是不同标准系的灯座,E26是美标系的,E27是基于IEC标准系的;出口、认证,再者不同混用的。
E26灯头尺寸:外径:26.05mm-26.38mm总长:23.8±0.50mm
E27灯头尺寸:外径:26.05mm-26.38mm总长:27.0±0.50mm
3,E26 E27的口径是不太一样大的,一个是26,一个是27,还可以用灯泡进行比对测试的:你可以使用一个E26的灯泡进行测试;手感比较紧的那个就是E26的,比较松动的就是E27的;反之也可以用E27的灯泡进行测试:较紧的是E26的,比较好旋转的就是E27的!还可以从认证的符号上去进行区分的!
高度记得是E27的高一点的!
从外径尺寸来看,E26和E27灯头相差不大,但是E26比E27少半个螺纹。
如果是申请机构认证如UL,ETL等,肯定是不行的。
Hits:8013Date:2012-12-01
1,E代表爱迪生螺口灯泡,26, 27是指灯泡螺纹的公称直径. E26是美标规格,E27是欧标规格。我们国家也采用欧标规格
2,E26比E27少半个螺旋,前者是110V,后者是220-240V,虽然使用上不会有太大的区别,但是若E26在欧洲国家使用肯定寿命短的,容易对人体产生难以预料的危害
A60E27灯成品检验规范

1目的为了规范成品检验及抽样计划,并促进成品检验质量的提高,特制定该检验规范。
2适用范围适用于本公司IPQC对A60E27-5W,6.5W, 8.5W成品检验。
3准备设备、工具:测试架、卡尺、功率仪、测试灯4.外观检测1.灯具外壳(灯杯,灯罩)划伤、损伤露底材、开裂、脏污等判定为不合格。
2. PC灯罩黑点大于0.3mm、脏污不可擦试、变色、色差、灯罩划伤、破损判定为不合格3.玻璃灯罩边缘有缺损、锐角等定为不合格4. 灯具电源线材破损、脏污、丝印模糊等判定为不合格5. 灯具A面(产品在客户处进行安装、操作及日常维护时能被看到的表面)不允许划痕、水印、水纹、缩水、气泡、披锋、砂眼、露白、黑点、雾状、异物、颗粒、浅划痕/凹陷、深划痕。
6.检查时注意灯杯本身是否有污痕、划伤、掉漆、利边锐角、漆层是否有磨损、压花、同一批货是否有色差。
7.透镜材料为透明PC罩,注意检查透镜本身是否有气泡、异物、刮伤、缩水、夹水纹、污痕、组装后是否会松动、透镜表面是否有黑点等不良。
透镜是否有翘起等不良8.标签印刷必须能清晰可辨、印刷不能变色、标签不得翘起或剥离,标识内容应符合客户要求9.灯具产品设计时决定产品有一定的可拆装、可调性、互换性及活动范围、灯具调节时应保证不受电源线影响。
10.灯具的外形尺寸应符合采购商的规定5.功能检测1. 导通检查:导通工作正常( 3000K 6000K )金属灯头与灯杯配合无缝隙或缝隙≤0.3MM塑料表面干净,无脏污、缺料印字清晰,无断字,字花球泡无杂点、料花、刮花测试要求:电压230V 频率:50Hz 功率:8.5W 8.0W-9.0W 6.5W 6.0W-7.0W 5.0W 4.5W-5.5W(短路灯功率除外) 功率因数:大于0.5灯头无凹陷,卡死。
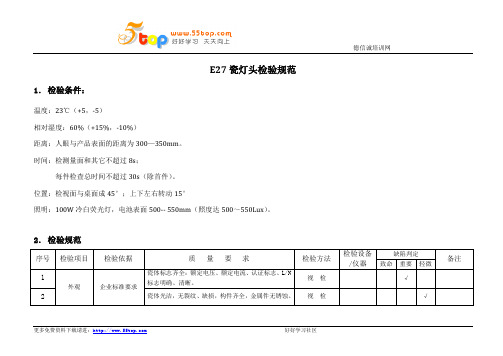
E27瓷灯头检验规范
√
试装配
试验灯炮
√
8
灯泡与灯座组装好后,实验指不得接触到灯头外圈、瓷灯座螺圈。
用实验指试接触灯头外圈
实验指
√
9
性能
GB 17935-2007
在瓷体与接线铜柱头L/N极施加高压2500V.1秒,应不击穿、不闪络。
测试
耐压仪
√
n=3
Ac=0
10
螺圈与瓷体配合应紧固、无松动、不脱落。
手检
√
n=3
Ac=0
11
E27
1.检验条件:
温度:
相对湿度:
距离:人眼与产品表面的距离为
时间:检测量面和其它不超过
位置:检视面与桌面成
照明:
2.检验规范
序号
检验项目
检验依据
质量要求
检验方法
检验设备/仪器
缺陷判定
备注
致命
重要
轻微
1
外观
企业标准要求
瓷体标志齐全:额定电压、额定电流、认证标志、L/N标志明确、清晰。
视检
√
2
瓷体光洁,无裂纹、缺损,构件齐全,金属件无锈蚀。
视检
√
3
瓷灯座螺圈镀镍均匀,无毛刺;压槽处与瓷体配合紧密,无开裂。
视检
√
4
弹簧舌片镀镍均匀、形状圆整,无毛刺、飞边,装配紧固,位置居中。
视检
√
5
结构尺寸
GB 1406.4-2008
技术图纸
样品
尺寸符合样பைடு நூலகம்要求。
测
游标卡尺
√
6
螺纹清晰,旋入无阻滞,与灯头配合良好;紧固螺钉无松动。
球泡灯产品检验标准

XXX产品检验标准(试验版)1.管理規章2.檢驗規章3.外觀檢驗與標準4.功能測試與標準5.材料检查与标准6.包裝7.附录.<LED标准和认证>,<LED光电性能测试的主要方面>,<照明基础参数简介>,<普通照明用安规><常用灯头形状><常用安规标志>,1.管理規章目的1) 本規範,係預防JBT生產的LED Lamp產品出現不良現象,確保LED Lamp的品質,以滿足JBT需求。
2) 作為JBT內部與協力廠之間品質溝通橋樑。
3) 提供品質規範訂定之參考。
範圍適用於JBT所出貨的LED lamp產品與零件,但設計圖面或承認書有另行標定規格者,應優先採用該標定規格。
2. 檢驗規章目的1)抽樣檢驗的目的,係決定可能被退貨的任何狀況。
2)抽樣檢驗並非用以發現產品或系統的所有不良,而是確保送到客戶的產品或系統可被接受。
定義1)批次:每次進料 / 出貨的數量2)取樣數:每批次取樣的檢驗數。
3)嚴重缺點:產品的功能性缺點。
4)主要缺點:產品的組裝或機構性缺點。
5)次要缺點:不影響產品之功能 / 組裝 / 機構的缺點及外觀缺點。
2.3抽樣計畫1)成品的抽樣計畫依據”抽樣計劃作業細則”規定執行。
2)採用『分批檢查,分批驗退』的方式。
3.外觀檢驗與標準方法1.灯脚材料为铜镀镍,铆压在电源上盖.检查时注意灯脚本身是否有污痕,划伤,砸伤,利边锐角,电镀层是否有磨损,压花. 检查灯脚和电源上盖铆压后是否不垂直于上盖端面,灯脚之间是否平行,灯脚的脚距是否合格,可用灯头量具检查. 检查经过灌胶后,灯脚顶部被快压夹具压住后会否出现上述不良.可用灯头量具检查或按图纸检验.2.电源上下盖为塑胶PC,表面光面,颜色为象牙白,灌胶后结合在一起.检查时注意胶件本身是否有缩水,批锋,拉白,拖花,污痕等不良.塑胶颜色上下盖是否有色差,同一批货是否有色差.检查灌胶后是否有污痕,划伤,电源上下盖接合处是否有缝隙,是否对平.3.铝合金灯杯材料为铝合金,喷砂后上银色烤漆.检查时注意灯杯本身是否有污痕, 划伤,砸伤,利边锐角,漆层是否有磨损,压花..同一批货是否有色差.4.铝合金装饰环材料为锌合金,电镀银色.要特别注意其是否有起泡,拖花,划伤,变形,利边锐角. 同一批货是否有色差.5.透镜材料为透明PMMA,注意检查透镜本身是否有气泡,异物,刮伤,缩水,夹水纹,污痕.组装后是否会松动,透镜表面和灯杯表面装饰环是否对齐.外观检查:3-3-1烤漆/噴漆測試:(此项主要用于铝合金灯杯和铝基板上的烤漆)1、百格測試:1)在100mm2之區域以美工刀每隔1mm劃一條線(深度須見底材),交叉刻畫100個方格,以3M#600 Scotch膠布或與其相容的膠布粘貼於刻畫測試區, 將膠帶以垂直方向瞬間並快速撕離,測試面上的漆不可有5%以上的脫落(不含)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、E27灯头通规 7006-27B-1
目的:检验成品灯上灯头螺纹最大尺寸。
检验:当成品灯上的灯头完全旋入量规内时,灯头中心触点应与X面共面或凸出X面。
二、E27灯头止规 7006-28A-1
目的:检验成品灯头上E27灯头螺纹最小外径。
检验:当量规套在成品灯(灯头向上)的灯头螺纹上时,灯头中心触点不应凸出X面,检验仅利用量规的自身重量进行。
三、E27灯头尺寸S1 max和S1min.
检验:当成品灯的灯头完全插入量规时,柱塞的W面应与X面共面或者凸出X面,但不应凸出Y面。
四、E27灯头接触性能规 7006-50-1
目的:检验灯在有关灯座中接触性能的尺寸。
检验:如果灯插入量规时,W面可与V面共面或者凸出V面,则可认为灯的形状和灯座的配合是合格的。