管式裂解炉及其工艺流程介绍
乙烯裂解炉工作流程
管式炉裂解guanshilu liejie管式炉裂解pyrolysis in tubular furnace石油烃通过管式裂解炉进行高温裂解反应以制取乙烯的过程。
它是现代大型乙烯生产装置普遍采用的一种烃类裂解方法。
管式炉裂解生产乙烯的工艺已有60多年的历史。
管式裂解炉是其核心设备。
为了满足烃类裂解反应的高温、短停留时间和低烃分压的要求,以及提高加热炉的热强度和热效率,炉子和裂解炉管的结构经历了不断的改进。
新型的管式裂解炉的热强度可达290~375MJ/(m h),热效率已可达92%~93%,停留时间可低于0.1s,管式炉出口温度可到900℃,从而提高了乙烯的产率。
工艺流程可分为裂解和急冷-分馏两部分(图1[管式炉裂解工艺流程]①裂解裂解原料经预热后,与过热蒸汽(或称稀释蒸汽)按一定比例(视原料不同而异)混合,经管式炉对流段加热到500~600℃后进入辐射室,在辐射炉管中加热至780~900℃,发生裂解。
为防止高温裂解产物发生二次反应,由辐射段出来的裂解产物进入急冷锅炉,以迅速降低其温度并由换热产生高压蒸汽,回收热量。
②急冷-分馏裂解产物经急冷锅炉冷却后温度降为350~600℃,需进一步冷却,并分离出各个产品馏分。
来自急冷锅炉的高温裂解产物在急冷器与喷入的急冷油直接接触,使温度降至200~220℃左右,再进入精馏系统,并分别得到裂解焦油、裂解柴油、裂解汽油及裂解气等产物。
裂解气则经压缩机加压后进入气体分离装置。
裂解原料和产品分布最初,美国管式炉裂解原料是用天然气、油田伴生气和炼厂气中回收的轻质烃,其中主要含有乙烷、丙烷、丁烷及碳五馏分。
50年代,西欧和日本的石油化工兴起,由于缺乏石油及天然气资源,因而采用石脑油作裂解原料。
60年代后,又相继开发以轻柴油、重柴油和减压瓦斯油为原料的裂解技术,扩大了裂解原料来源。
对于不同的原料,裂解工艺参数不同、在适宜条件下的裂解产品分布也各异(见表[不同原料管式炉裂解产品分布(质量%)])。
化工生产技术2 管式炉裂解流程 生产工艺流程组织(11页)
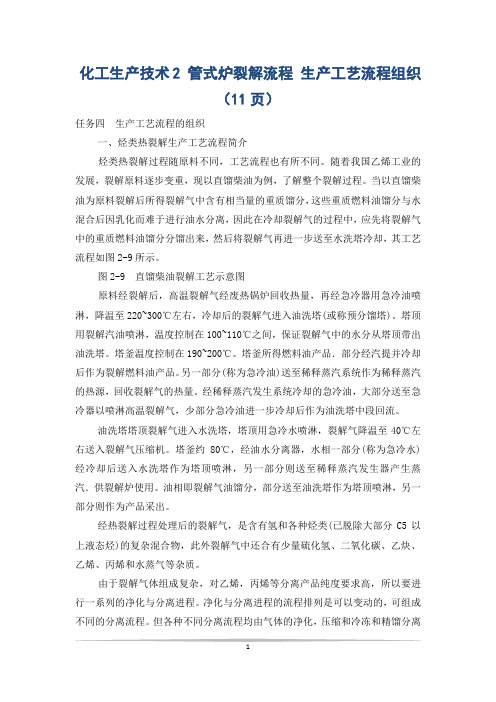
化工生产技术2 管式炉裂解流程生产工艺流程组织(11页)任务四生产工艺流程的组织一、烃类热裂解生产工艺流程简介烃类热裂解过程随原料不同,工艺流程也有所不同。
随着我国乙烯工业的发展,裂解原料逐步变重,现以直馏柴油为例,了解整个裂解过程。
当以直馏柴油为原料裂解后所得裂解气中含有相当量的重质馏分,这些重质燃料油馏分与水混合后因乳化而难于进行油水分离,因此在冷却裂解气的过程中,应先将裂解气中的重质燃料油馏分分馏出来,然后将裂解气再进一步送至水洗塔冷却,其工艺流程如图2-9所示。
图2-9 直馏柴油裂解工艺示意图原料经裂解后,高温裂解气经废热锅炉回收热量,再经急冷器用急冷油喷淋,降温至220~300℃左右,冷却后的裂解气进入油洗塔(或称预分馏塔)。
塔顶用裂解汽油喷淋,温度控制在100~110℃之间,保证裂解气中的水分从塔顶带出油洗塔。
塔釜温度控制在190~200℃。
塔釜所得燃料油产品.部分经汽提并冷却后作为裂解燃料油产品。
另一部分(称为急冷油)送至稀释蒸汽系统作为稀释蒸汽的热源,回收裂解气的热量。
经稀释蒸汽发生系统冷却的急冷油,大部分送至急冷器以喷淋高温裂解气,少部分急冷油进一步冷却后作为油洗塔中段回流。
油洗塔塔顶裂解气进入水洗塔,塔顶用急冷水喷淋,裂解气降温至40℃左右送入裂解气压缩机。
塔釜约80℃,经油水分离器,水相一部分(称为急冷水)经冷却后送入水洗塔作为塔顶喷淋,另一部分则送至稀释蒸汽发生器产生蒸汽.供裂解炉使用。
油相即裂解气油馏分,部分送至油洗塔作为塔顶喷淋,另一部分则作为产品采出。
经热裂解过程处理后的裂解气,是含有氢和各种烃类(已脱除大部分C5以上液态烃)的复杂混合物,此外裂解气中还合有少量硫化氢、二氧化碳、乙炔、乙烯、丙烯和水蒸气等杂质。
由于裂解气体组成复杂,对乙烯,丙烯等分离产品纯度要求高,所以要进行一系列的净化与分离进程。
净化与分离进程的流程排列是可以变动的,可组成不同的分离流程。
但各种不同分离流程均由气体的净化,压缩和冷冻和精馏分离三大系统组成,如图2-10所示。
乙烯裂解炉工作流程
管式炉裂解guanshilu liejie管式炉裂解pyrolysis in tubular furnace石油烃通过管式裂解炉进行高温裂解反应以制取乙烯的过程。
它是现代大型乙烯生产装置普遍采用的一种烃类裂解方法。
管式炉裂解生产乙烯的工艺已有60多年的历史。
管式裂解炉是其核心设备。
为了满足烃类裂解反应的高温、短停留时间和低烃分压的要求,以及提高加热炉的热强度和热效率,炉子和裂解炉管的结构经历了不断的改进。
新型的管式裂解炉的热强度可达290~375MJ/(m h),热效率已可达92%~93%,停留时间可低于0.1s,管式炉出口温度可到900℃,从而提高了乙烯的产率。
工艺流程可分为裂解和急冷-分馏两部分(图1[管式炉裂解工艺流程]①裂解裂解原料经预热后,与过热蒸汽(或称稀释蒸汽)按一定比例(视原料不同而异)混合,经管式炉对流段加热到500~600℃后进入辐射室,在辐射炉管中加热至780~900℃,发生裂解。
为防止高温裂解产物发生二次反应,由辐射段出来的裂解产物进入急冷锅炉,以迅速降低其温度并由换热产生高压蒸汽,回收热量。
②急冷-分馏裂解产物经急冷锅炉冷却后温度降为350~600℃,需进一步冷却,并分离出各个产品馏分。
来自急冷锅炉的高温裂解产物在急冷器与喷入的急冷油直接接触,使温度降至200~220℃左右,再进入精馏系统,并分别得到裂解焦油、裂解柴油、裂解汽油及裂解气等产物。
裂解气则经压缩机加压后进入气体分离装置。
裂解原料和产品分布最初,美国管式炉裂解原料是用天然气、油田伴生气和炼厂气中回收的轻质烃,其中主要含有乙烷、丙烷、丁烷及碳五馏分。
50年代,西欧和日本的石油化工兴起,由于缺乏石油及天然气资源,因而采用石脑油作裂解原料。
60年代后,又相继开发以轻柴油、重柴油和减压瓦斯油为原料的裂解技术,扩大了裂解原料来源。
对于不同的原料,裂解工艺参数不同、在适宜条件下的裂解产品分布也各异(见表[不同原料管式炉裂解产品分布(质量%)])。
管式裂解炉工艺流程

管式裂解炉工艺流程
《管式裂解炉工艺流程》
管式裂解炉是石油化工行业中常见的一种重要设备,用于将重质石油馏分裂解成轻质产品,如乙烯、丙烯等。
管式裂解炉工艺流程是指在管式裂解炉中进行裂解反应的整个过程,包括进料预热、进料混合、裂解反应、产品分离等多个环节。
首先,进料预热。
石油原料经过预热装置,将进料加热至裂解反应所需的温度,以确保反应进行顺利并提高产物收率。
其次,进料混合。
将预热过的原料与催化剂混合,并通过预热的管道送入管式裂解炉中,以便进一步的反应。
然后,裂解反应。
在高温和压力的环境下,原料与催化剂在管式裂解炉中进行裂解反应,将重质石油馏分裂解成轻质产品。
最后,产品分离。
经过裂解反应后的产物需要进行分离,可通过冷凝、蒸馏等工艺过程,将乙烯、丙烯等目标产品与其他副产物进行分离。
整个管式裂解炉工艺流程需要在高温、高压的环境下进行,同时需精确控制各个参数,以确保反应的高效进行和产品的优质产出。
此外,对裂解反应产生的副产物的处理也是一个重要的环节,需要采用环保设备进行处理,以减少环境污染。
总的来说,《管式裂解炉工艺流程》是一项复杂而重要的工艺
过程,在石油化工行业中有着广泛的应用和重要的地位。
通过不断的技术创新和设备改进,管式裂解炉工艺流程的效率和产物质量将会得到进一步提升。
管式裂解炉及裂解部分工艺流程

管式裂解炉及裂解部分工艺流程裂解炉的工艺流程包括以下几个关键步骤:1. 加热和预热:原油首先经过预热换热器加热到裂解反应温度(通常在500-700摄氏度之间)。
这样可以降低原油的粘度,使得裂解反应更加容易进行。
2. 进料和裂解反应:加热后的原油进入裂解炉,在高温和催化剂的作用下,分子发生断裂,生成较小碳数的烃类化合物。
这里的催化剂通常是沸石、硅铝酸盐或金属氧化物等物质,能够促进裂解反应的进行。
3. 产物分离:裂解反应生成的产物包括汽油、石油醚、轻柴油和重柴油等。
这些产物会经过凝结器等设备进行冷却,并分离成不同碳数的化合物。
轻质产物通常会通过蒸馏分离,而较重的产物则会通过汽液分离等工艺进行分离。
整个裂解工艺流程需要精密的控制和监测,以确保裂解反应能够稳定进行,并且产物的质量符合要求。
此外,裂解炉还需要定期清理和更换催化剂,以保持裂解反应的高效性。
这些措施可以帮助提高炼油厂的产能和产物质量,满足市场需求。
裂解炉是炼油工业中非常重要的装备,其主要作用是将重质石油馏分(如燃料油)经过高温裂解成轻质石油产品(如汽油和润滑油),以提高炼油产品的产率和价值。
裂解炉通常分为管式裂解炉和流化床裂解炉两种类型,而管式裂解炉是其中常用的一种。
在管式裂解炉中,原油通过预热器预热后,进入到裂解炉内部的反应管道,沿着管道逐步加热,进入高温区进行裂解反应。
裂解反应主要发生在高温下、加热方式有内、外加热两种,通常使用的是外加热方式。
在高温和催化剂的作用下,大分子烃类会发生裂解、重排和重组,生成较小分子量的烃类产品。
这些裂解产物包括乙烯、丙烯、丁烷、丁烯等烃类物质,从而增加了汽油和润滑油产品的产量。
裂解炉内部的温度、压力和催化剂的选择都是影响裂解过程的关键因素。
例如,适当的温度可以促进分子的断裂和转化,而过高或过低的温度都会影响反应的进行。
催化剂的选择也会影响裂解反应的产物分布和产率。
在裂解炉操作过程中,需要实时监测和调整这些参数,以确保裂解反应的稳定进行和产物的质量。
乙烯生产—管式炉裂解流程

• 目的:
• 提高分离操作温度,节约低温能量和材料。
• 除去部分水份和重质烃,减少后面干燥和低温的负担。
• 要求:
• P↑,设备材料要求增加,动力消耗也增加。
• P↑,精馏塔釜温↑,不饱和烃及重组分聚合
• P↑,α↓,分离困难。
∴生产中一般控制30~40atm。
• 采用多段压缩:
压缩升温时二烯烃、烯烃易聚合,∴为防止结焦,控制排气温度<100℃,采
侧壁烧嘴
管式裂解炉的炉型
( 二
1.鲁姆斯裂 解炉
)
管 式
2.凯洛格毫
裂
秒裂解炉
解
炉
的
炉 型
C裂解炉
SRT型裂解炉即短停留时间炉,是美国鲁姆
斯(Lummus)公司于1963年开发,1965
年工业化,以后又不断地改进了炉管的炉型
超伯的解选斯一温及裂缩的中司的超洛一下0解致.择特种度1炉解短收应,乙短(种,炉使秒性(炉和子炉停率用扬烯K停炉使。裂S毫(裂S型烃eR的,留,最子生留型物解秒lt5Tlo解,分o0结 该时 对 多 石 产时。料炉炉n型g~U炉 压e构炉间不的油装间1在结g由炉S19)简条&,型,同炉化置裂炉构0C7于是08公称件W裂先的改的型工均解管复毫年管目司e的U解后不善裂。公采炉内杂秒开径b前S在选技s推断裂解中司用简的,C)发较t世6e择术炉出改解原国和此称停投,0成小r界),年是。了进选料的齐种留资U所功,上公使S代根它,择有燕鲁裂S时相以所,R大R司生开据是是性较山石解间对T也需在T型在炉成始停美-为,大石油炉缩较称炉高乙7,的研留国Ⅰ了提的油化。短高为0管裂烯是产年究时斯~进高灵化工到。毫数解装美品代开间通Ⅵ一乙活工公因0秒量温置.国中开发、-0型步烯性公司裂裂多度5凯乙发的裂韦~。解, 烷等管副是产一品程较,少没,有乙弯烯头收,率阻较力高降而小命,名烃的分。压低,
管式裂解炉工艺流程

裂解炉是乙烯生产装置的重要设备,其能耗约占乙烯装置总能耗70~75%。
4.6 管式裂解炉工艺流程
2) 急冷换热器
换热方式、作用和任务
① 间接急冷换热 采用高压热水作为换热介质,与来自裂解炉出口的裂解气进行间接快速换热。 间接换热的优点:不影响产品的质量,可回收高品位热能。产生约10MPa的超 高压蒸汽,被送入蒸汽管网用于驱动后续流程中的压缩机等动 力设备。 裂解气经间接急冷换热后,温度降到约400~500℃(停留时间控制在小于0.04
预分馏系统
急冷换热器
终止二次反应 回收能量
裂解炉
辐射段
裂解反应
图4-14 SRT-I立式管式裂解炉工艺流程图
3. 管式炉工艺主要设备
裂解炉和急冷换热器是该工艺的重要且关键设备。
1)管式裂解炉及炉管的结构
管式裂解炉 是通过外部加热的管式反应器, 结构通常为立式厢式炉。由炉体和裂解炉管
裂解 原料
两部分组成。大部分裂解炉炉体外观相似。
裂解 炉体
急冷换热器
裂解气
裂解 原料
裂解 原料
裂解
东方化工厂裂解炉外观照片
炉管
(荷兰GK公司)
炉管形式(结构) 辐射段内炉管结构形式多样, 专利商根据原料特性、生产规模和乙烯收率等 设计并制造出结构、排布形式不同的炉管。 例如,图4-14-1是4组各8程的炉管。
图4-14-1 SRT-I立式管式 裂解炉及炉管图
结焦 是裂解炉和急冷换热器常遇到的问题,主要来源于二次反应。 危害 直接影响裂解炉的操作周期。
i) 使炉管出口压差增大; 炉内有过热现象发生,光亮点; 燃料量增大; 裂解气中乙烯含量降低 ii) 使急冷换热器出口温度升高,压降增大,系统压力增大影响裂解炉正 常运转,甚至不能终止二次反应。 清焦 清焦的方法比较简单。(略)
管式裂解炉工艺流程

管式裂解炉工艺流程管式裂解炉是一种重要的炼油装置,其工艺流程主要包括供料系统、炉管系统、加热系统、分馏系统和产物处理系统等几个方面。
首先是供料系统,原料主要是重油和轻油,通过供料泵将原料送入炉管系统。
为了确保供料的稳定性和流量的控制,供料系统通常设置有流量传感器和自动控制阀门。
接下来是炉管系统,一般由多个炉管组成。
原料进入炉管后,经过加热器加热,然后进入管式裂解炉。
在炉管内,原料与催化剂接触,发生热裂解反应。
为了提高反应效率和催化剂的利用率,炉管内部通常设置有分散器和催化剂再生系统。
分散器可以均匀地将原料和催化剂混合,催化剂再生系统则可以对已使用过的催化剂进行再生,延长其使用寿命。
加热系统是整个工艺流程中非常重要的部分。
在炉管内,原料需要经过加热才能进行热裂解反应。
加热系统通常由多个燃烧室和余热锅炉组成。
燃烧室内燃烧燃料,产生高温烟气,通过余热锅炉将烟气中的余热转化为蒸汽或热水,然后通过换热器将蒸汽或热水传递给炉管内的原料,从而达到加热的目的。
分馏系统是将裂解产物进行分类和分离的一个重要环节。
裂解产物主要包括汽油、液化气、柴油和渣油等。
分馏系统通常由多个分馏塔和冷凝器组成。
裂解产物进入分馏塔后,在不同的温度下部分汽化,然后通过冷凝器将汽化的气体转化为液体,并进行分类和分离。
最后是产物处理系统,目的是将裂解产物中的杂质和有害物质去除,以获得清洁的燃料和化工原料。
产物处理系统通常包括脱硫、脱氮、脱酸和脱沥青等工艺。
通过这些工艺,可以降低燃料的硫含量、氮含量、酸含量和沥青含量,提高产物的质量和环保性能。
综上所述,管式裂解炉工艺流程是一个复杂而重要的过程,涉及供料系统、炉管系统、加热系统、分馏系统和产物处理系统等多个环节。
只有在各个环节的协同作用下,才能实现原料的高效利用和产物的高质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
管式裂解炉及其工艺流程
管式裂解炉是用于烃类裂解制乙烯及其联产品的一种生产设备,为目前世界上大型石油化工厂所普遍采用。
组成
管式裂解炉是在炉管内进行烃类裂解反应的设备。
主要由辐射室(炉膛)、对流室、烟囱和供给热源的喷嘴组成。
燃料油从喷嘴喷到炉膛内燃烧,生成的烟气流经对流室后从烟囱排出。
辐射室、对流室内均装有炉管,原料油
在炉管内加热到所需温度进行裂解反应生成裂解气(烯烃),裂解气经急冷后进入分离装置。
炉管选用合金钢浇铸管。
由于温度和流速对炉管内裂解反
应产品有重大的影响,因而要求严格控制炉管长度方向的温度分布及产品在炉
管内的停留时间,对炉型选择、喷嘴及炉管的布置都有特别的要求。
发展早期的管式裂解炉是沿用石油炼制工业的加热炉的结构采用横置裂解炉管的方箱炉。
反应管放置在靠墙内壁处,采用长火焰烧嘴加热,炉管表面热强度低,约为85〜125MJ/(mh)。
20世纪50年代,裂解炉结构有较大改进,炉管位置由墙壁处移至辐射室中央,并采用短焰侧壁烧嘴加热,提高了炉管表面热强度和受热均匀性。
热强度可达210MJ/(mh) 。
至60年代,反应管开始由横置式改为直立吊装式,这是管式炉的一次重大技术改进。
它采用单排管双面辐射加热,进一步把炉管表面热强度提高到约250MJ/(mh) ,并采用多排短焰侧壁烧嘴,以提高反应的径向和轴向温度分布的均匀性。
美国鲁姆斯公司短停留时间裂解炉
(简称SRT炉)是初期立
管式裂解炉的典型装置。
现在世界上大型乙烯装置多采用立式裂解反应管
种类
早年使用裂解管水平布置的方箱式炉,由于热强度低,裂解管受热弯曲,耐热吊装件安装不易,维修预留地大等原因,已被淘汰。
由于裂解管布置方式和烧嘴安装位置及燃烧方式的不同,管式炉的炉型有多种。
管式裂解炉种类较多,按炉型分为方箱炉、立式炉、梯台炉等;按炉管布置方式分为横管式和竖管式裂解炉;按燃烧方式分为直焰式和无焰辐射式裂解炉等。
近年各国竞相发展垂直管双面辐射管式裂解炉,炉型各具特色,其中美国炉姆斯公司开发的短停留时间裂解炉采用的国家较多。
反应管材料
过去,一般采用主要成分为含镍20 %、铬25 %的HK-40合金钢作为裂解反应管材料,可耐1050 C高温。
由于工艺要求进一步提高炉管表面热强度,至70年代以后又改用含镍35 %、铬25 %的HP-40合金钢,可耐1100 C 高温。
反应管管径为2~7in (1in等于2.54cm ),用离心浇铸法制成,内部经机械加工平整以减少反应过程的结焦。
炉型
目前国际上应用较广的管式裂解炉有短停留时间炉、超选择性炉、林
德- 西拉斯炉、超短停留时间炉。
1 、短停留时间炉
是鲁姆斯公司在60和70年代开发的炉型(SRT),有三种:即SRT-、SRT-1 及SRT-型,其中SRT-又可分为高选择性(HS)和高生产能力(HC)两种。
SRT- 型由等径管组成;SRT-及SRT-则为前细后粗的变径管,四股平行进料以
强化前期加热,缩短停留时间和后期降低烃分压,从而提高选择性,增加乙烯产率。
由于三种反应管采用了不同的管径及排列方式,其工艺特性差异较大。
2、超选择性裂解炉
简称USC炉它是美国斯通-韦伯斯特公司在70年代开发的一种炉型,炉子的基本结构与SRT炉大体相同,但反应管由多组W型变径管组成,每组四根管,前两根材质为HK-40, 后两根为HP-40 ,全部离心浇铸和内部机械加工平整,管径由小到大,一般为50 ~83mm,长为10 ~20m。
按照生产能力的要求,每台炉可装16、24或32个管组,裂解产物离开反应管后迅速进入一种专用急冷锅炉(USX),每两组反应管配备一个急冷锅炉。
3、林德-西拉斯裂解炉
简称LSCC炉是林德公司和西拉斯公司在70年代初合作研制而成的一种炉型。
炉子的基本结构与SRT炉相似炉膛中央吊装构形特殊的反应管(图
4[LSCC炉反应管排列方式]),每组反应管是由12根小口径管(前8根组成4 对平列管,后4根组成两对平列管)以及4根中口径管(由4根管组成两对平列管)和一根大口径管组成,管径为6~15cm ,管总长45~60m 。
裂解产物离开反应管后立即进入急冷锅炉骤冷。
4 、超短停留时间裂解炉
简称USRT炉,或称毫秒裂解炉。
是美国凯洛格公司和日本出光石油化学公司在70年代末共同开发成功的新型管式裂解炉。
炉子由十多根直径约为2.54cm,长约10m的单根直管并联组成。
反应管吊在辐射室中央,由底部
烧嘴进行双面辐射加热。
物料由下部进入上部离开并迅速进入专用的USX
型急冷锅炉,每两根反应管合用一个USX,多个USX合接一个二次急冷锅炉。
裂解过程停留时间可低于100ms,从而显著提高了反应的选择性。
同传统的管式裂解炉相比,乙烯相对收率约可提高10%,甲烷和燃料油则有所减少。
除了上述几种主要炉型外,工业上曾得到应用的还有日本三菱倒梯台
炉(采用椭圆形裂解反应管)、法国石油研究院(IFP)的梯台炉、美国福斯特-惠勒梯台炉、多区炉等,但这些炉子现已很少为生产厂采用。
管式炉裂解工艺流程
管式炉裂解工艺经过不断改进,目前不仅产品收率大为改善,而且对
原料的适应性越来越强,可用于轻烃至重柴油的各种裂解原料的裂解。
管式炉裂解法具有操作稳定、热量回收完善、能耗低、原料适应性强等优点,使得其至今在乙烯生产中保持着主导地位。
管式炉裂解工艺的典型流程如下图所示。
BWF-锅炉给水;QW-急冷水;QO-急冷油;FO-燃料油;CW-冷却水; MS-中压蒸汽;1-原料油泵;2-原料预热器;3-裂解炉;4-急冷锅炉;5- 汽包;6-急冷器;7-汽油分馏塔;8-燃料油汽提塔;9-急冷油泵;10-燃料油泵;
11-水洗塔;12-油水分离器;13-急冷水泵;14-裂解汽油回流泵;15-工艺水泵;16-急冷水冷却器;17-工艺水汽提塔;18-工艺水泵;19、20-稀释蒸汽发生器;21-汽油汽提塔;22-裂解汽油泵
管式裂解炉优缺点优点是设备简单,连续操作,动力消耗少,裂解气质量好,便于实现大型化,已被广泛应用于烯烃的生产。
缺点是耐高温合金钢耗量大,由于有结焦问题,不宜用重油、原油为原料。