多功能自动弯管机控制系统
数控弯管机系统和多功能弯管机设计和研发
数控弯管机系统和多功能弯管机设计和研发 改革开放以来,我国弯管机行业经过几年的高速开展,无论是主机产业还是功用部件产业都获得了很大的进步,但是,功能部件产业的发育速度要滞后于主机产业的发展速度,这个是数控弯管机产业发展的短板,对弯管机的功能部件的开发的扶持力度需要加大。
高速、高精、伺服外部轴联动、复合功能的弯管机是未来发展的的主要方向。
在改开30年经济快速发展的21世纪,各个行业的新厂建立如厂房、设备、交通设备需求急剧增加,各种金属管件的消费已远远不能满足需求,许多金属管件的外形请求也呈多样化、复杂化发展,从而催生了数控弯管机系统和多功能弯管机设计和研发。
传统的简单的二维的弯管机已无法满足复杂的工业发展需求。
三维数控弯管机正是在这一背景下逐步开发并逐步发展的,目前只是这个行业的发育初期,未来更加智能化、信息化相容高端数控弯管机会层出无穷。
程序设计控制器(PLC)在弯管机控制系统中的应用给复杂请求的弯管系统提供技术保证。
到如今由于国内空调,汽车、家具、旅游用品等行业的兴起关于弯管机的需求发作了由量到质的转变,所以同样催生了弯管机高端技术的飞跃,数控技术终于引入到了弯管机行业,CNC数控的介入是弯管行业的一次技术跃进,不论从弯管速度、精度上都具有了相当大质的飞跃。
由于各种数控弯管机的行业用户不同,因此其工艺对象和工艺过程也不尽相同, CNC数控弯管机的构造主要采用三种方式: A.直接采用嵌入式数控系统。
优点是编程的自由度高,能够依据不同的管件弯曲请求,不需要过多的机械干预,使用程序编制即可完成作业,但对人员的编程素质请求比较高。
普通机型不支持弯管XYZ几何坐标数据的输入。
B. 采用可编程控制器PLC、位置/速度控制单元、触摸屏、交流伺服驱动单元相分离的控制方式。
PLC梯形图、STL编程控制位置/速度单元与触摸屏的有机分离,直接输人弯管加工数据,支持弯管XYZ几何坐标数据到弯管YBC加工数据的转换。
基于运动控制器的智能弯管机数控系统

表1 弯管机系统技术参数
控制精度
±0.05°
管料最大长度
5000mm
最大弯曲角度
180°
适用弯曲半径
20~1000mm
指令最小设定移动单位
0.001mm
进给速度
1~9999mm/min,1~500r/min
工作速度
10只/min
工作方式
单次成型10只
弯管质量
扁平率<1%
机器重量
1200kg
机器体积(mm)
需求,弯管自动化成为社会发展的必然趋势。基于对弯管机控制系统的调查研究,首先介绍
分析了常见的以单片机、PLC数控系统等为核心实现的自动弯管机,然后提出将运动控制器用
于弯管机自动化的控制系统,基于多半径和自动化弯管的目标对原控制系统的硬件和软件分
别进行了设计。新系统具有结构紧凑,坚固实用,维护方便等特点,并且易于生产和推广,
本弯管机系统所选用的英国Trio运动控制器是Trio 公司针对工控领域专门开发的基于微处理技术的高精密 高功能的数字运动控制器,其采用32-bit的120-150MHz 的DSP的最新的微处理器技术,融合了最新的控制理 论及其网络技术控制,在基于满足普通PC机所有基本 功能的基础上还实现了高性能多轴协调和高速点位运 动的控制效果,即其能够在线的改变控制参数和修改 加速、减速曲线。Trio运动控制器可以对电机轴、气 动/液动伺服轴进行单独控制或综合控制,最多可以控 制24个轴;在通用性和扩展性方面,Trio运动控制器 提供了RS232C、RS485、USB、Ethernet等多种标准接 口,还提供了扩展接口,用户可以根据自身需求进行 功能扩展;Trio运动控制器提供了一种简易的编程语言
随着社会的不断发展,弯管的应用也越来越广泛, 弯管的弯曲半径也变得更加多样化和个性化,但社会上 现在很多弯管机仍只能将特定直径的管道弯曲成特定 的弯曲半径,在改变弯曲半径时需要更换不同的模具, 严重降低了工作效率,即使有研究优化了模具的夹装方 式,实现了模具的快速拆装与调试[5],但仍难以满足市 场对弯曲半径多样化的需求,因此Chandran M[6]设计并 实现了一种低成本、易制造的多半径弯管机,其可以将 给定直径的管材弯成所需的不同弯曲半径,这虽然满足 了弯管市场多样化的需求,但仍未满足如今市场对弯管
三菱FX2N型PLC在自动弯管机控制系统中的应用
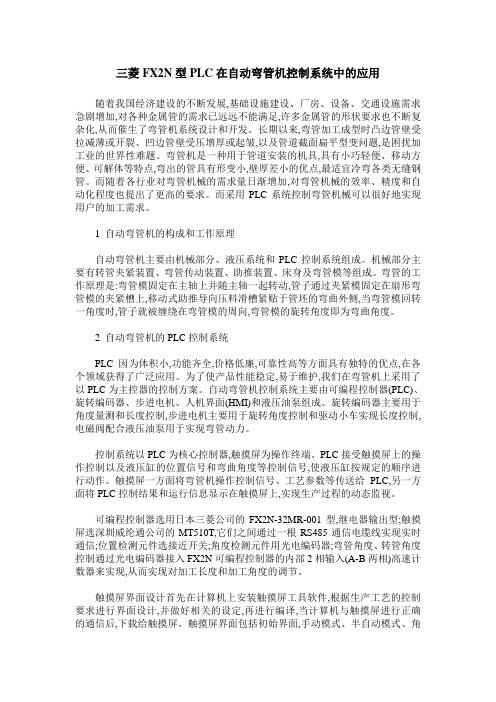
三菱FX2N型PLC在自动弯管机控制系统中的应用随着我国经济建设的不断发展,基础设施建设、厂房、设备、交通设施需求急剧增加,对各种金属管的需求已远远不能满足,许多金属管的形状要求也不断复杂化,从而催生了弯管机系统设计和开发。
长期以来,弯管加工成型时凸边管壁受拉减薄或开裂、凹边管壁受压增厚或起皱,以及管道截面扁平型变问题,是困扰加工业的世界性难题。
弯管机是一种用于管道安装的机具,具有小巧轻便、移动方便、可解体等特点,弯出的管具有形变小,壁厚差小的优点,最适宜冷弯各类无缝钢管。
而随着各行业对弯管机械的需求量日渐增加,对弯管机械的效率、精度和自动化程度也提出了更高的要求。
而采用PLC系统控制弯管机械可以很好地实现用户的加工需求。
1 自动弯管机的构成和工作原理自动弯管机主要由机械部分、液压系统和PLC控制系统组成。
机械部分主要有转管夹紧装置、弯管传动装置、助推装置、床身及弯管模等组成。
弯管的工作原理是:弯管模固定在主轴上并随主轴一起转动,管子通过夹紧模固定在扇形弯管模的夹紧槽上,移动式助推导向压料滑槽紧贴于管坯的弯曲外侧,当弯管模回转一角度时,管子就被缠绕在弯管模的周向,弯管模的旋转角度即为弯曲角度。
2 自动弯管机的PLC控制系统PLC因为体积小,功能齐全,价格低廉,可靠性高等方面具有独特的优点,在各个领域获得了广泛应用。
为了使产品性能稳定,易于维护,我们在弯管机上采用了以PLC为主控器的控制方案。
自动弯管机控制系统主要由可编程控制器(PLC)、旋转编码器、步进电机、人机界面(HMI)和液压油泵组成。
旋转编码器主要用于角度量测和长度控制,步进电机主要用于旋转角度控制和驱动小车实现长度控制,电磁阀配合液压油泵用于实现弯管动力。
控制系统以PLC为核心控制器,触摸屏为操作终端。
PLC接受触摸屏上的操作控制以及液压缸的位置信号和弯曲角度等控制信号,使液压缸按规定的顺序进行动作。
触摸屏一方面将弯管机操作控制信号、工艺参数等传送给PLC,另一方面将PLC控制结果和运行信息显示在触摸屏上,实现生产过程的动态监视。
基于EtherCat总线的高速多轴联动智能弯管机控制系统

基于EtherCat总线的高速多轴联动智能弯管机控制系统林华章【期刊名称】《《电机与控制应用》》【年(卷),期】2019(046)009【总页数】6页(P36-40,45)【关键词】伺服控制; 侧弯式弯管机; EtherCat总线【作者】林华章【作者单位】宁波钜智自动化装备有限公司浙江宁波315000【正文语种】中文【中图分类】TM921.54+10 引言随着国内经济的发展,弯管机在越来越多的领域得到了广泛应用,如航空航天、船舶、汽车制造、家居、石油化工等行业。
各种各样的弯管设备应运而生,然而不能满足市场对管件的成型质量、成形精度和加工效率提出的更高要求[1]。
目前弯管市场上多数弯管机均为液压控制或以运动控制卡和步进电机为主要运动单元的弯管机,速度较慢、换模调试复杂、精度较低,模具层数在4层以内,无法加工出更为复杂的管型[2]。
国外虽然有更为先进的弯管机,但价格昂贵,且维修更换成本高。
弯管机是管件弯曲加工的主要设备,核心是控制系统,因此采用先进的控制技术来升级弯管机势在必行。
为了满足国内对弯管管件越来越高的需求,本文开发了一种新型侧弯式弯管机,采用伺服电机和现场总线作为基本控制单元,大大提高了多轴协同运动的能力和速度。
以侧弯为特点的弯管方式,可双向转换,轻松实现了8层模的复杂弯管功能,与传统弯管机相比加工效率有很大的提高。
1 侧弯式弯管机简介侧弯式弯管机原理与传统弯管机原理基本一致,具有弯管臂、夹模、导模、送料小车、芯棒小车、束管夹等基本部件。
弯管机的简单结构图[2]如图1所示。
图1 弯管机的简单结构图模具根据加工的管件大小可更换;主夹把管件夹紧在模具上;弯臂用来弯曲管件;辅夹可以将助推模顶在模具上使之贴合;工作时助推和弯臂以及送料小车一起动作使管件发生弯曲;防皱板用来防止管子在弯曲过程中发生褶皱;束管夹夹住管件,可以使管材转动来调节角度;芯棒插入管件内部,防止管件在弯曲过程中发生变形[3]。
侧弯式弯管机和传统弯管机的区别主要体现在机头上。
弯管机电气控制系统的设计—系统设计解析

摘要弯管机电气控制系统的设计—系统设计摘要本文主要介绍了弯管机的工作原理、工艺流程以及电气控制电路的设计。
针对弯管机电气控制系统硬件的设计,利用AUTO-CAD软件绘制九个控制电机的电路原理图和现场总体电路分布结构设计图;根据设计精度要求和对元器件性价比的比较,对包括PLC、编码器、红外测温仪及变频器等元件在内的各类硬件设备的选型。
本文所设计的电气控制系统用于控制中频加热弯管机的工业现场实际运行,采用PLC来控制弯管机,用上位机显示温度、速度等,能更好的控制弯管的质量和效率,主要实现弯管机的加热、送料、弯曲、冷却等功能的控制。
所设计的电路及选取的硬件在工业现场调试中基本能够达到预期的效果。
关键词:弯管机、控制系统、可编程序控制器PLC、电路原理图IPipe Bender Electric Control System Design- System DesignAbstractThis paper mainly introduces the working principle of pipe bending machine, process and the design of electrical control circuit. Bender electrical control system hardware designed for use AUTO-CAD software to draw nine motor control circuit schematics and field distribution structure overall circuit design; according to the design requirements and compare the accuracy of component cost of including PLC, Selection of various types of hardware encoders, infrared thermometers and other components, including the inverter. In this paper, the design of the electrical control system for controlling the frequency heating pipe bender actual operation of the industrial field, using the PLC to control bending machine, with a host computer displays temperature, speed, etc., to better control the quality and efficiency of the elbow, the main achievement of the heating pipe bender, controlling feeding, bending, cooling and other functions. The design of the circuit and selected hardware commissioning in industrial field can basically achieve the desired results.Key Words: pipe bending machine;control system,; Programmable Logic Controller PLC; the circuit principle diagramII目录中文摘要 (I)英文摘要.......................................................... I I 1 绪论 (1)1.1课题背景 (1)1.2课题研究意义 (1)1.3国内外研究现状及发展方向 (1)1.3.1弯管机的发展及国内外研究情况 (1)1.3.2西门子PLC的发展史 (2)1.3.3电气控制的发展 (3)1.4本文研究的主要内容 (3)2弯管机电气控制系统总体设计 (5)2.1系统设计方案 (5)2.1.1弯管机控制系统组成 (5)2.2弯管机的工作原理 (6)2.3弯管机的工艺流程 (7)2.4中频加热弯管机的机械装置 (7)2.5弯管机中频加热系统 (7)2.6中频加热弯管机的液压系统 (8)2.7弯管机的冷却系统 (8)3弯管机电气控制系统硬件电路设计 (9)3.1电气控制系统硬件电路设计 (9)3.1.1 上位机 (9)3.1.2 下位机 (9)3.1.3 人机接口 (10)3.2 PLC控制系统 (10)3.2.1 PLC控制原理 (10)13.2.2PLC的硬件结构 (11)3.2.3 PLC的选择依据 (12)3.2.4 可编程控制器 S7-200介绍 (13)3.2.5 S7-200的CPU选择 (13)3.2.6 数字量模块的选择 (17)3.2.7 模拟量模块的选择 (18)3.3编码器 (19)3.4红外测温仪 (20)3.5变频器 (21)3.6 变换器 (23)3.7 其它 (24)3.8电气控制系统的设计 (24)3.8.1 上位机和下位机的通讯 (26)3.8.2 电机的起停控制线路 (27)3.8.3 CPU输入输出电气控制 (29)3.8.4 EM223输入输出控制线路 (31)3.8.5 EM231和EM232的电气控制 (33)4 弯管机电气控制系统PLC部分软件设计 (36)5 结论 (39)参考文献 (40)致谢 (41)毕业设计(论文)知识产权声明 (42)毕业设计(论文)独创性声明 (43)附录 (44)21 绪论1 绪论1.1课题背景目前,大大小小的弯管器件已广泛应用于日常生活中,小到汽车零器件,自来水管道,天然气管道,大到石油行业,管道工程,同时在国家开发的西气东输的工程中也得到了应用,可见弯管机在我国机械事业中占有重要的地位,它的发展也体现了我工国业的发展。
全自动数控弯管机使用说明书【借鉴】

全自动弯管机控制系统主要由人机界面(HMI)、可编程控制器(PLC)、三套伺服电机以及油缸和气缸等配合各类传感器组成。
带有配方功能的人机界面(HMI)可存储上百种工件的工艺参数,实现人机对话。
配合PLC,可同时实现四轴定位和两组插补功能,满足了全自动弯管机控制系统复杂的控制要求。
那么全自动弯管机具体是怎么操作的呢?
1、全自动切管机主要适用于切割较厚的工件。
选定“切厚选择”开关位置。
2、把割炬滚轮卸去后,割炬与半全自动切管机机联接坚固,随机附件中备有联接件。
3、联接好半全自动切管机机电源,根据工件形状,安装好导轨或半径杆(若为直线切割用导轨,若切割圆或圆弧,则应该选择半径杆)。
4、若割炬开关插头拨下,换上遥控开关插头(随机附件中备有)。
5、根据工件厚度,调整合适的行走速度。
并将半全自动切管机机上的“倒”、“顺”开关置于切割方向。
6、将喷嘴与工件之间距离调整至3~8mm,并将喷嘴中心位置调整至工件切缝的起始条上。
7、开启遥控开关,切穿工件后,开启半全自动切管机机电源开关,即可进行切割。
在切割的初始阶段,应随时注意切缝情况,调整至合适的切割速度。
并随时注意两机工作是否正常。
弯管机控制系统设计

弯管机电气控制系统的设计摘要弯管机是机械制造行业中的重型机械设备,是衡量一个国家机械制造水平和能力的标志之一。
作为弯管机的关键零部件主分配器,其设计的合理性及科学性关系到弯管机的整体性能的提到。
我国弯管机机的设计制造经历了学习、仿制到不断改进的过程。
本文介绍了弯管机的工作原理, 分析了其控制系统的硬件组成, 对运行结果作了充分肯定。
可编程控制器在恶劣环境下比继电器、接触器安全、可靠、耐用。
以弯管机编程控制器程序控制为例, 阐述了液压、气动、电气联合作用下系统的可编程控制设计方法。
关键字:弯管机可编程序控制器控制系统The Design of the Pipe Bender Expressure Experiment MachineControl System——Control System SectionAbstractThe Pipe Bender experiment machine is profession heavy duty machinery equipment in the machine manufacture, is one of symbols that weighs a country machine manufacture level and ability.Bending machine as the main distributor of the key components of its design and scientific rationality to the bending machine of the overall performance of the mentioned. The design and manufacture of our country forging pump press has experienced the process which the study,imitates unceasingly improving.The paper introduces the principle of the Pipe Bende r experiment machine, analyses the hardware composition , The operating results are fully approved. PLC in adverse circumstances than the relays, contacts with safe, reliable, durable. To hydrostatic testing machine programming controller programming for example, on a hydraulic, pneumatic, electrical system under the joint control of programmable design methods.Keywords: Pipe Bender experiment machine, programme-logic Controller, control system目录中文摘要 (I)Abstract ....................................................... I I 1 绪论.. (1)1.1课题背景 (1)1.2课题研究的意义 (1)1.3 国内外研究现状及发展方向 (1)1.4 本文研究的主要内容 (1)1.5 论文结构 (2)2 弯管机原理系统结构分析 (3)2.1弯管机的工作原理 (3)2.2中频加热弯管机的机械装置 (3)2.3中频加热弯管机的液压系统 (3)2.4弯管机中频加热系统 (4)2.5 PLC控制系统 (5)2.5.1 PLC控制原理 (5)2.6弯管机的冷却系统 (8)2.7弯管机的工艺流程 (8)3弯管机控制系统的设计 (9)3.1设计方案 (9)3.2硬件电路设计的整体思想 (10)3.2.1 上位机 (10)3.2.2 下位机 (10)3.2.3 人机接口 (11)3.3PLC的选择 (11)3.3.1 PLC的硬件结构 (11)3.3.2 PLC的选择依据 (12)3.4 可编程控制器 S7-200介绍 (14)3.4.1 S7-200 系统基本组成 (14)3.4.2 主机单元CPU的选择 (14)3.4.3 数字量模块的选择 (15)3.4.4 模拟量模块的选择 (17)3.5编码器 (18)3.6激光传感器 (19)4弯管机电气控制系统总体设计 (20)4.1弯管机控制系统组成及功能 (20)4.2 控制系统设计 (21)4.2.1 温度测量 (21)4.2.2 速度测量 (21)4.2.3被调量的选择 (22)4.2.4中频弯管推弯工艺 (22)4.2.5 上位机人机交互界面的实现 (23)4.3弯管机硬件设计 (23)4.3.1 上位机和下位机的通讯 (24)4.3.2 电机的起停控制线路 (25)4.3.3 CPU输入输出电气控制 (25)4.3.4 EM223输入输出控制线路 (27)4.3.5 EM231的电气控制 (28)5 结论 (32)参考文献 (37)致谢........................................... 错误!未定义书签。
全自动圆管弯管机操作方法

全自动圆管弯管机操作方法
操作全自动圆管弯管机时,首先需要准备好以下工作:
1. 安装好所需的弯管模具,并调整模具的位置和角度,确保其与圆管接触紧密。
2. 将待弯的圆管放置在弯管机的进料口,并将其固定好,确保其在弯管过程中不会移动。
3. 打开弯管机的电源和控制系统,并确认机器正常运行。
接下来,按照以下步骤操作全自动圆管弯管机:
1. 选择需要的弯角和弯曲方式,在控制面板上设置相应的参数,如弯曲角度、弯曲半径等。
2. 按下开始按钮,弯管机将开始自动进行弯管操作。
在此过程中,机器会自动将圆管送入模具,并根据设定的参数进行弯曲。
3. 观察弯管机的运行状态,确保其运行正常。
如有异常情况,及时停止机器,并检查故障原因。
4. 当圆管完成弯曲后,弯管机会自动停止运行。
此时,将弯好的管子取出,并
对其进行质量检查。
需要注意的是,在操作全自动圆管弯管机时,务必要注意安全。
遵循机器的使用说明,戴上防护设备,并在操作时保持集中注意力,确保人员和设备的安全。