低温材料09MnNiDR的焊接工艺
09MnNiDR低温钢热成形焊接的工艺研究
2018年 第9期热加工W焊接与切割elding & Cutting2709MnNiDR 低温钢板主要应用于石油、化工低温设备中。
我单位承接了某大型乙二醇项目,其中包含的设备有:C O 2吸收塔、C O 2闪蒸塔、H 2S 吸收塔、再吸收塔等设备的制造。
为了研究其焊接工艺,我们选择δ=65mm 的母材进行试验,热处理状态为模拟热成形+正火(加速冷却)+回火+退火,为今后09MnNiDR 低温钢热成形封头的焊接提供了有力的技术支撑。
1. 09MnNiDR 低温钢的焊接性09MnNiDR 低温钢为铁素体+少量珠光体型低温用钢。
由于含碳量低,属于低合金结构钢,Mn 、Ni 为其主要合金。
Mn 主要是通过固溶强化来提高钢材的强度,而Ni 能改善铁素体的低温韧性,并具有明显降低冷脆转变温度的作用。
根据国际焊接学会(ⅡW )推荐的碳当量公式计算09MnNiDR 低温钢热成形焊接的工艺研究■ 李艳霞,刘亮摘要:针对09MnNiDR 低温钢热成形封头的焊接接头低温冲击不足的问题,通过焊接试验,完成了δ=65mm 母材的对接焊,经过多种形式的热处理,并对试板进行拉伸试验、冲击试验及弯曲试验等力学性能试验,试验结果均为合格。
为今后09MnNiDR 低温钢热成形封头的焊接提供了较为可靠的技术支撑。
关键词:热成形;焊接工艺;低温扫码了解更多CE=0.347%<0.45%,淬硬倾向小,不易形成冷裂纹,焊缝具有较好的塑性和韧性,通常无需预热。
当板厚超过一定的厚度、接头刚性拘束较大或碳当量偏高时,应考虑预热。
但预热温度不要过高,否则会使热影响区晶粒长大,并在晶界析出氧化物。
因此,焊接时应控制焊接热输入和层间温度,焊后还应进行消除应力的热处理。
09MnNiDR 钢板的供货状态为正火+回火,材料化学成分、力学性能如表1、表2所示。
2. 09MnNiDR 低温钢焊接工艺要点(1)选择合适的焊接材料,低温钢可采用焊条电弧焊、气体保护焊和埋弧焊等进行焊接。
09MnNiDR材料焊接和热处理工艺

09MnNiDR材料焊接和热处理工艺09MnNiDR是一种常用于低温压力容器的钢材,具有良好的低温韧性和耐腐蚀性能。
对于该材料的焊接和热处理工艺,主要包括焊接前准备工作、焊接工艺选择、焊后热处理等方面。
焊接前准备工作主要包括材料的检查和准备、准备焊接工具和设备以及环境条件的检查等。
检查材料主要是检查其外观和化学成分,确保其符合标准要求。
准备焊接工具和设备包括焊接机器、电极、气体、药剂等。
环境条件包括焊接场所的通风条件、温度湿度等,以确保焊接过程的安全性和质量。
焊接工艺选择是根据实际的焊接要求和条件选择合适的焊接方法和参数。
对于09MnNiDR材料,通常采用埋弧焊、氩弧焊和手工电弧焊。
埋弧焊适用于厚板和大口径管道的自动焊接;氩弧焊适用于薄板和小口径管道的手动焊接;手工电弧焊是一种常用的焊接方法,适用于各种规格的焊接。
焊接过程中需要注意的问题有焊接参数、焊缝准备及焊缝形状、焊接顺序和焊接方法等。
焊接参数主要包括焊接电流、电压、焊接速度等,要根据焊接材料的特性和焊接件的要求来选择。
焊缝准备包括清理焊接表面、角度、间隙等,以确保焊接的质量。
焊缝形状主要包括V型、U型、X型等,根据实际情况选择。
焊接顺序和焊接方法根据具体情况选择,一般是从上至下、从内至外进行焊接。
焊后热处理是指对焊接件进行退火或正火处理,目的是使焊接接头的组织和性能得到恢复和改善。
焊后热处理的方法有退火、正火、淬火等。
退火是指将焊接件加热至一定温度,保温一段时间后缓慢冷却至室温,以改变焊接接头的组织和性能。
正火是指将焊接件加热至一定温度,保温一段时间后快速冷却至室温,以增加焊接接头的强度和硬度。
淬火是指将焊接件加热至一定温度,保温一段时间后通过快速冷却(通常是油冷或水冷)来使钢材获得高硬度和高强度。
总之,09MnNiDR材料的焊接和热处理工艺是一个复杂的过程,需要进行细致的准备工作和合理的选择。
通过正确的焊接参数和焊接方法,以及合适的热处理方式,可以保证焊接接头的质量和性能,提高材料的使用寿命和安全性。
低温钢09MnNiDR焊接工艺评定试验
低温钢09MnNiDR焊接工艺评定试验摘要:通过对低温钢材料09MnNiDR的焊接性分析以及焊接工艺评定,找到了控制低温材料焊接接头低温韧性的方法。
关键词:低温钢;接头韧性;工艺试验前言材料科学的发展促进了国内外石化技术和装备的进步,大型、低温、深冷压力容器在石化和化工装备行业得到越来越广泛的应用。
低温材料的焊接加工技术也成为石化行业装备制造的重要课题。
2014年8月,一重集团苏州重工为江苏某化工企业制造的乙烯气化装置,用到了低温材料09MnNiDR钢板,由于公司在低温材料焊接方面积累的经验较少,所以工艺人员在查阅相关资料和同行经验的基础上,拟定出了焊接工艺规程进行工艺评定。
1.焊接性分析09MnNiDR钢为铁素体+少量珠光体型低温钢,GB3531-2008规定其在-70℃冲击吸收能量(KV2/J)大于或等于34J,其含碳量低,主要合金元素为Mn、Ni。
Mn主要用来通过固溶强化提高钢的强度,Ni能改善铁素体的低温韧性,并能显著降低钢的冷脆转变温度。
09MnNiDR钢焊接接头最难保证的是焊缝和热影响区组织的低温韧性,如果焊接工艺参数选择的不合理或者焊材等别的焊接主要因素不匹配,就会出现焊接气孔、夹渣等缺陷,焊接接头的低温韧性则很难达到要求。
2.焊接工艺评定试验工艺评定试验按照NB/T47014-2011的有关规定进行。
着重进行焊接接头焊缝区和热影响区抗低温冲击试验。
所选试验母材的规格和力学性能见表1。
2.1 焊接方法的确定根据公司产品的结构特点,结合公司设备、焊接人员具体情况综合考虑,我们决定做两种焊接方法的工艺评定。
分别是钨极氩弧焊(焊态)、钨极氩弧焊(消应力热处理)、焊条电弧焊(焊态)、焊条电弧焊(消应力热处理)。
焊四块试板进行力学性能检测。
2.2 焊材的选用根据NB/T47015-2011的推荐和查阅焊接手册,手工氩弧焊选用纯度为99.99%的氩气保护,焊丝选用ER55-Ni3,规格为∮2.0.手工焊条电弧焊选用牌号为W707Ni,规格为∮3.2和∮4两种规格。
分离器09MnNiDR低温钢焊接技术
分离器09MnNiDR低温钢焊接技术摘要:分离器 09MnNiDR低温钢焊接中,保证设备主材焊接接头低温冲击韧性符合技术要求至关重要,通过对其进行焊接工艺评定,找到了影响低温冲击功的主因,提出了焊接这种低温钢分离器的合适工艺方法。
关键词:低温钢;冲击韧性;焊接工艺;评定试验1.前言岳阳某公司委托制造的分离器,设备主材选用09MnNiDR 低温钢,其设计技术参数如附表1。
因是首次承制这种低温钢容器,对我们最大的挑战是如何解决好焊接接头的低温冲击韧性(或低温冲击功)。
通过分析研究这种低温钢的力学和工艺性能特性后,我们制订了详细的焊接工艺方案,经过多次反复试验与测试,最终取得了焊接接头低温冲击功达标之目的,有力保证了分离器产品的焊制质量和交付期。
我们为解决09MnNiDR低温钢焊接接头低温冲击功达标采取了如下工艺步骤:首先,拟定试板焊接需要的预焊接工艺规程(即pWPS);第二步,安排合格焊工按pWPS焊接试板;第三步,根据NB/T47014-2011标准要求,制备需要的试样(注:试样取样数量依据试验项目而定);第四步,对试样进行力学和弯曲性能试验与检验;第五步,对试验与检验结果进行综合评价;第六步,结论。
本文结合此次成功焊制09MnNiDR材质分离器,简述实现这种低温钢焊接接头冲击韧性达到设计要求的焊接工艺方法,供同行分享、借鉴。
2 设备结构与技术参数2.1 分离器的结构简图见图1,其技术参数见附表12.2 分离器主材化学成分与力学性能分离器选用的主材牌号为低温钢09MnNiDR,其化学成分见附表2,力学性能见附表33 焊接工艺评定试验3.1 焊接工艺评定试验标准及焊接方法1)焊接工艺评定标准:NB/T47014-2011《承压设备焊接工艺评定》、NB/T47015-2011《压力容器焊接规程》、NB/T47016-2011《承压设备产品焊接试件的力学性能》;2)焊接方法:分离器的纵环焊缝采用双面埋弧自动焊,人孔、接管与筒体、法兰的组焊缝采用手工焊条电弧焊;重点对分离器主要受压部件的A、B类焊接接头焊缝金属和热影响区的低温韧性进行焊接工艺评定。
09MnNiDR材料焊接和热处理工艺
机 械 制 造文 摘— — 焊 接 分册
焊接现场
1.2 焊材选 型 1.2.1 试 验条 件
根 据母 材 性能 ,焊 条 电弧 焊选 择 了 3种 焊 材 ,分别 是 焊条 M1,焊条 M2,焊 条 M3。 自动焊 焊材 有两 种 ,分 别 是 W1和 W2。对 以上焊 材采 用如 图 1所示 的坡 口进 行 堆焊 全焊 缝金 属 ,焊 接参 数见 表 3。
l 焊接工 艺研究
1.1 母材 要求 标准 规定 09MnNiDR低 温钢 母 材 的合 金 成 分 及 力
学性能见表 l及表 2。原材料供货状态为正火状态 ,正 火 温度 为 910℃ 。
ห้องสมุดไป่ตู้
表 1 母 材 09MnNiDR 合 金 化 学 成 分 (质 量 分 数 ,% )
l6 2016年 第 1期
从 表 5数 据 显示 ,W1和 W2自动 焊 焊材 的抗 拉 强 度均满足 GB 3531—2Ol4《低温压力容器用钢板》标准 要求 ,弯 曲合格 ,冲击 吸 收能量 W1,W2满 足要 求 ,且 有 较 大 的富裕度 。因此 ,W1和 W2埋 弧焊 焊 材 均 能满 足 标准 要求 ,可 以用 于 09MnNiDR低 温钢 的焊接 。
标准 GB 3531_2014《低温压力容器用钢板》中,将 09MnNiDR在 一70℃低温 冲击 值提 高 到 了 60 J,同时硫 含量 降低至 ≤0.008% ,相 比于 GB 3531-2008《低温 压
力容 器用低合金 钢板 》有较 大 的提高 。特别是 对 冲击值 要求 的提高 ,增 大了其焊接 和热成型 的难度 ,之前的研究 结果 不一定适应 于新 标准 的要 求 。因此 ,文 中从 焊 接材 料 的选型 、焊接过 程 中规范 的控制 、焊后热处 理温度及 热 成型温度 的选 择等方 面开 展试验研究 。
09MnNiDR
. .
抗拉强度
m / MP a
4 7 1
断后伸长率
A ( %)
3 9 . 5
冲击 吸收能量
/ J( 一 7 0 ℃)
2 7 0、 2 9l 、2 4 9
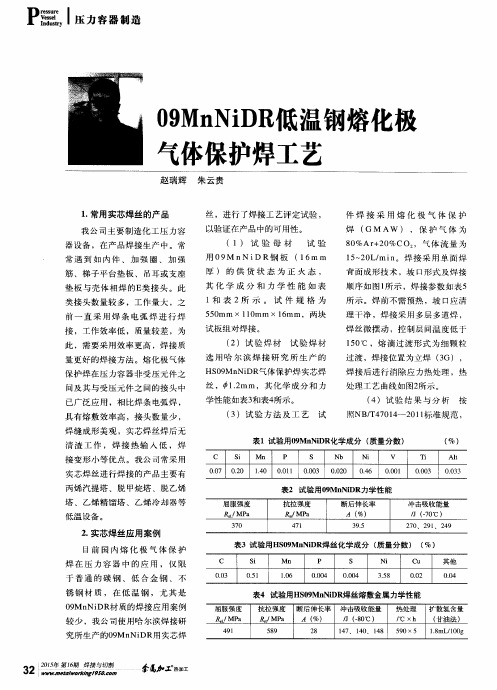
2 . 实芯焊丝应用案例
目前 国 内 熔 化 极 气 体 保 护
表3试验用HS 0 9 Mn N i DR焊丝化学成分 ( 质量分数 ) ( %)
接 ,工作效率低 ,质量较差 ,为 此 ,需要采用效率更高 ,焊接 质
量 更 好 的 焊 接 方 法 。熔 化极 气体
保护 焊 在 压 力容 器 非 受 压 元件 之 间及 其 与受 压 元 件 之 间 的接 头 中 已广 泛 应 用 ,相 比 焊 条 电 弧焊 ,
( 2 )试 验 焊材
表4 试验用HS 0 9 Mn Ni DR 焊丝熔敷金属力学性能
屈服强度 R MP a
4 91
锈 钢 材 质 ,在 低温 钢 ,尤 其 是 0 9 Mn Ni DR 材质的焊接应用案例
较 少 ,我 公 司 使 用 哈 尔滨 焊 接 研
究所 生 产 的0 9 Mn Ni DR用 实芯 焊
其 化 学 成 分 和 力 学 性 能 如 表 1 和 表 2所 示 。 试 件 规 格 为
5 5 0 mm ×1 1 0 mm X 1 6 mm,两 块 试 板 组对 焊 接 。
顺序如图1 所示 ,焊接参数如表5
所 示 。焊 前 不 需 预 热 ,坡 口应 清
理 干 净 ,焊 接 采 用 多 层 多 道 焊 , 焊 丝微 摆动 ,控 制 层 间温 度 低 于
低温 设 备 。
0 . 0 7 0. 2 O
中板09MnNiDR钢焊接工艺性能试验
4 8 0
3 0 5
3 0
d = 2 a
一 7 0
7 4 l 8 1 I 7 6
由表 1 可知 ,0 9 Mn N i D R钢 的 碳 当 量 为
《 承 压 设 备 焊 接 工 艺 评 定 》 的 有 关 规 定 进 行 评 定 ,焊 接 方 法 为 S A W ,主 要 对 焊接 接 头 的焊 缝 区
1 . 4
O . 6 5
0 . 0 l 5
0 . 0 0 5
表2 0 9 M n N i D R 钢的力学性能
\ 板 厚 m m 抗 R m 拉 ( N / 强 m m 0 ) 度 屈 R e L 服 ( N / 强 m r , 度 ) 伸 长 率 S % 1 8 0 弯 。 心 弯 直 曲 径 试 温 验 度 ℃ 冲 冲 击 试 击 验 吸 收 功 K V , J
1 0 9 Mn N i D R 钢的焊接性 分析
1 . 1 0 9 Mn Ni D R 钢 的化学成 分 及力 学性 能 0 9 Mn Ni DR钢 的化 学 成 分及 力 学 性 能见 表 1 及
表2 。
( 质量 分数 ) (% )
Ni P S
表1 0 9 M n N i D R 钢的化学成分
、 、
、
\
C
Si
Mn
G B 3 5 3 l 标 准
≤O . 1 2
0 . 1 5 ~0 . 5 O
1 . 2 ~1 . 6
0 . 3 ~0 . 8
≤0 . 0 2 0
≤O . 0 1 5
材 料复 验 l 5 = 1 6 m m
0 . 1 0
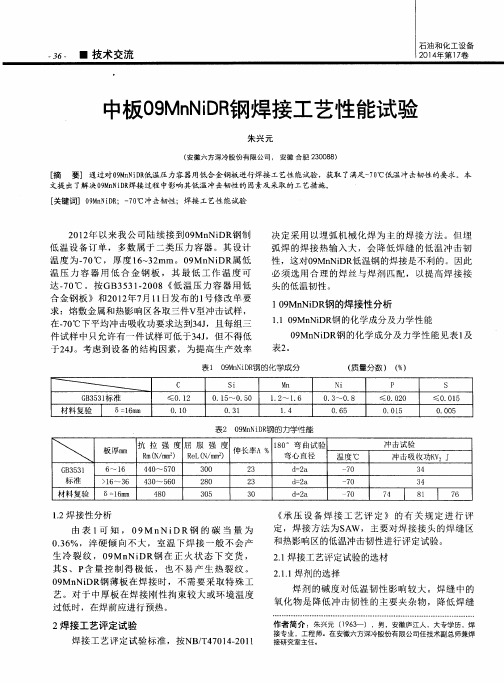
4、中板09MnNiDR钢焊接工艺性能试验

中板09MnNiDR钢焊接工艺性能试验摘要通过对09MnNiDR钢进行焊接工艺性能试验,来获取满足-70℃的低温冲击韧性的要求。
并提出解决09MnNiDR焊接过程中影响其低温冲击韧性的因素及采取的工艺措施。
关键词 09MnNiDR;焊接工艺性能试验;-70℃冲击韧性1 前言去年以来我公司陆续接到09MnNiDR钢制低温设备订单,基本属于二类压力容器。
其设计温度为-70℃,厚度16~32mm。
09MnNiDR属于低温压力容器用钢板,其最低工作温度可达-70℃。
按GB3531-2008《低温压力容器用低合金钢板》和2012年7月11日发布的1号修改单中要求:熔敷金属和热影响区各取三件V型冲击试样,在-70℃下平均冲击吸收功要求达到34J,且每组三件试样中只允许有一件试样可低于34J,但不得低于24J。
考虑到设备的结构因素,为提高生产效率决定采用以埋弧机械化焊为主的焊接方法。
但是埋弧焊的焊接热输入大,会使焊缝低温冲击韧性降低,这对于09MnNiDR低温钢的焊接是不利的,因此必须选用合理的焊丝、焊剂匹配,以提高焊接接头的低温韧性。
2 09MnNiDR钢的焊接性分析2.1 09MnNiDR钢的化学成分及力学性能09MnNiDR钢的化学成分及力学性能见表1及表2表1 09MnNiDR钢的化学成分(质量分数)(%)表2 09MnNiDR钢的力学性能2.2焊接性分析由表1可知,09MnNiDR钢的碳当量为0.36%,淬硬倾向不大,室温下焊接一般不会产生冷裂纹,09MnNiDR钢在正火状态下交货,其S、P含量控制的极低,也不易产生热裂纹。
09MnNiDR钢薄板在焊接时,不需要采取特殊工艺。
对于中厚板在焊接刚性拘束较大或环境温度过低时,在焊前应进行预热。
3 焊接工艺评定试验焊接工艺评定试验标准,按NB/T47014-2011《承压设备焊接工艺评定》的有关规定进行评定,焊接方法为SAW,主要对焊接接头的焊缝区和热影响区的低温冲击韧性进行评定试验。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
热影响区
S109MnNiDR18W707Ni
焊条电弧焊消除应力43,81,5256,73,69S209MnNiDR10
W707Ni焊条电弧焊消除应力20,34,1826,38,47S309MnNiD20
W707Ni
焊条电弧焊消除应力30,51,4559,67,75S409MnNiDR18JW-1 SJ101埋弧焊消除应力45,23,5558,84,62S5
(3)提高焊接接头的镍含量是改变低温材料焊缝低温韧性的有效途径。
(4)尽量采用低热输入焊接(小于25kJΠcm),最大
限度地减小过热,以避免出现粗大的铁素体或粗大的马氏体组织。
(5)尽量采用快速多道焊,适当增大坡口角度,并严格控制层间温度是提高低温材料焊缝韧性的关键因素。
Keywords: lowtemperaturematerial, weldingprocess, test, lowtemperaturetoughness
0前言
随着科学和经济的发展,国内外的石油、化工技术
和设备也得到了长足的进步。压力容器向着大型化、高参数和高寿命的方向发展,一些大型、低温、深冷压力容器在石油炼化行业应用越来越多。低温材料的焊接加工技术也成为焊接研究的重要课题。2002年以来,张家口市石油机械厂先后为国内外一些石化公司制造了30余台09MnNiDR低温压力容器。09MnNiDR钢为铁素体+少量珠光体型低温钢,其含碳量低,属于低合金结构钢。Mn、Ni为其主要合金元素,Mn的作用主要是通过固溶强化来提高钢的强度,Ni能改善铁素体的低温韧性,并具有显著降低钢的冷脆转变温度的作用。在进行09MnNiDR的焊接时,如果焊接材料或焊
低温材料09MnNiDR的焊接工艺
上海向福贸易有限公司主营09MnNiDR低温容器板
021-65176141
摘要通过选用不同的焊材及不同的焊接参数,对低温材料09MnNiDR进行了一系列的工艺评定试验。指出了影响09MnNiDR焊接接头低温韧性的主要因素,并提出了焊接时应采取的工艺措施。
关键词:低温材料焊接工艺试验低温韧性
4.04.0
105211412.2165231418.01052118
10.6165231814.1110211313.4165231319480315017510335019490315017.6525
33
50
21
100~150
表6试件冲击试验结果
编号
母材材质Akv(-70℃)ΠJ
接工艺参数等选择不合理,焊接接头很容易出现气孔、夹渣等缺陷,且焊接接头(焊缝、热影响区)的低温冲击吸收功很难达到要求。为此,先后采用不同的焊材进行了多次工艺评定试验,取得了一些宝贵的工艺参数。1焊接工艺评定试验1.1焊接工艺评定试验方法
评定按《钢制压力容器焊接工艺评定》JB4708—2000的有关规定进行。焊接方法采用焊条电弧焊和埋弧自动焊。着重评定了焊接接头中焊缝金属和热影响区的低温韧性。
冲击吸收功
Akv(-70℃)ΠJ冷弯
d=2a,α=180°
109MnNiDR1841052031106,93,170合格209MnNiDR1040052531215,205,207
合格3
09MnNiD
20
360
500
27
86
—
表3试验用焊材的化学成分(%)
序号
钢号
规格dΠmm
CSiMnSPCr
Ni
CuNbAl
1W707Ni3.20.060.350.940.006
0.017
—2.72———2W707Ni4.00.070.310.890.0070.014—2.75
———3
JW-1
4.0
0.10
0.05
1.94
0.017
0.016
—
—
—
—
—
表4试验用焊材的力学性能
序号钢号规格dΠmm
屈服强度σsΠMPa抗拉强度σbΠMPa伸长率δ5(%)
H10Mn2配合使用,其焊接接头(焊缝和热影响区)的低温冲击功总是达不到标准要求(低温夏比冲击试验最低冲击吸收功规定值Akv≥18J),且极易产生气孔,而焊条电弧焊接头的低温冲击吸收功也不稳定。经认真分析后决定,焊条电弧焊选用含Ni的低温焊条W707Ni,埋弧焊用JW-1焊丝配SJ101焊剂。1.4试验采取的措施
(7)焊后进行560~600℃热处理,以提高焊接接
头的低温韧性。
(8)施焊时,底层第一道焊接电流稍小些,以避免
・
46・焊接2006(2)
WW
W.
09
Mn
Ni
DR
.C
OM
龟裂。1.5焊接工艺参数
(1)按照上述的工艺措施,经过反复试验,具体制定了以下主要焊接参数(表5)。
(2)焊后进行消除应力热处理,处理温度为560~
(2)试验用焊材:焊条为天津大桥焊条W707Ni(执行标准GBΠT5118—1995);埋弧焊丝为锦州某公司JW-1(执行标准AWSA5.17EH14),焊剂为SJ101(执行标准GB5293—85)。表2试验用母材的力学性能
序号
钢号
规格δΠmm
屈服强度σsΠ
MPa抗拉强度σbΠ
MPa伸长率δ5(%)
境的湿度,每次取用量一般不超过1~2h。
(3)严格控制层间温度,尽可能不连续施焊。层间温度应控制在100~200℃。
(4)适当加大坡口角度,以增加焊道数目。
(5)为控制焊道厚度,应严格控制焊材的规格,尽
量选用细直径的焊条或焊丝(<3.2mm~<4.0mm)
(6)因低温钢对缺陷和应力集中的敏感性大,故应避免产生缺陷(如弧坑、咬边、未焊透及焊缝成形不良等)。
600℃。1.6评定结果
以上5块焊接试板经检查合格后,按JB4744—2000标准的规定进行力学性能试验,拉伸和弯曲试验结果合格,低温冲击试验结果见表6。
表5对接接头焊接工艺参数
编号
母材材质
δΠmm
焊接方法焊材材质
规格
dΠmm
焊接电流
IΠA
电弧电压
UΠV
焊接速度
vΠ(cm・min
-1
)
焊接热输入
EΠ(kJ・cm
冲击吸收功Akv(-70℃)ΠJ
1W707Ni3.25126273072.72W707Ni4.047857328583
JW-1
4.0
467
569
29
47
1.3试验选材过程最初焊条电弧焊选用W707A焊条,埋弧焊选用H10Mn2焊丝和YD507A焊剂。经过选择不同厂家的焊
条、焊丝和焊剂反复试验,发现YD507A和国产焊丝
09MnNiD
20
JW-1 SJ101
埋弧焊
消除应力
46,19,57
79,41,58
2结论
(1)Ni能改善铁素体的低温韧性,并具有显著降
低钢的冷脆转变温度的作用,采用含镍W707Ni焊条焊接09MnNiDR钢,其低温冲击性能优于W707A焊条。
(2)埋弧焊时,选用含锰量较高的焊丝JW-1并配用SJ101焊剂,可获得较高的低温韧性。若焊丝的含锰量低于1.9%,焊接接头的低温冲击吸收功就很难达标。
-1
)
层间温度
TΠ℃
S109MnNiDR18
焊条电弧焊S209MnNiDR10
焊条电弧焊S309MnNiD20焊条电弧焊S409MnNiDR18
埋弧焊
S509MnNiD20埋弧焊
W707Ni3.2W707Ni
4.0W707Ni
3.2W707Ni4.0W707Ni3.2W707Ni4.0JW-1SJ1014.04.0JW-1SJ101
WELDINGPROCESSOFLOWTEMPERATURE09MnNiDRSTEEL
HebeiInstituteofArchitectureandEngineeringWangZhanying,MaYiqun,ZhangLandi
TianjinUniversity
LiHuan
Abstract Aseriesoftechnicalassessmenttestsforlowtemperature09MnNiDRwerecarriedoutbyusingdifferentweldingmaterialandchangingweldingparameters.Theinfluencefactorsofthelowtemperaturetoughnessofthewelded09MnNiDRjointandthetechnicalmeasurementwereproposed.
试验材料确定后,考虑到低温钢的焊接特点,采取了以下措施:
(1)为了避免焊缝金属和热影响区形成粗晶组织而降低低温韧性,采用小的焊接热输入(<25kJΠcm),焊接时尽量采用快速多道焊以减少过热,并可通过多层焊的重热作用细化晶粒。
(2)由于W707Ni焊条焊缝熔敷金属黏度大,凝固
较快,当保护不当或操作手法不对时,熔敷金属中的气体往往来不及逸出,在引弧处和接头处极容易产生密集气孔。为此焊接时,焊条应严格烘干,烘干温度为360~380℃,恒温1~2h,焊条应随用随取,视周围环
1.2焊接工艺评定试验材料
试验用母材的化学成分和力学性能见表1和表2,试验用焊材的化学成分和力学性能见表3和表4。
表1试验用母材的化学成分(%)
序号
钢号
规格δΠmm
CSiMnSPCr
NiCuNbAl109MnNiDR180.0080.361.350.0060.008—0.47—0.0240.05209MnNiDR100.010.271.370.0080.009—
0.51—
0.0180.03
3
09MnNiD