焊锡作业标准
焊锡作业制度
焊锡作业制度是针对焊锡作业过程中需要遵守的相关规定和要求,以确保作业的安全和有效性。
以下是一般的焊锡作业制度:
1.焊锡作业人员必须经过专业培训,掌握焊锡技能和安全知识。
2.焊锡作业前,应对作业场所进行清理和检查,确保工作台面干净整洁,并准备好所需的I具和材料。
3.焊锡作业时,应注意保持通风良好,避免吸入有害气体和烟尘。
4.焊锡作业后,应对焊接点进行检查,确保焊接质量符合要求,并及时清理现场,保持工作区域的整洁和卫生。
5.焊锡作业人员应注意个人卫生和安全防护,避免长时间接触有害物质。
6.焊锡作业时应使用合适的防焊渣护具,如护目镜、防护面罩等。
7.焊锡作业时应注意防火、防爆等安全事项,避免发生意外事故。
8.对于非专业人员或未经授权的人员,不得进行焊锡作业。
9.在进行焊锡作业时,应保持高度的专注和责任心,确保工作质量和安全。
10.在进行焊锡作业时,应注意节约材料和能源,减少浪费和污染。
以上是一般的焊锡作业制度,具体规定可能因不同行业和工作环境而有所不同。
在进行焊锡作业时,应结合实际情况制定相应的制度和操作规程,确保作业的安全和有效性。
制定:审核:批准:。
焊锡作业标准
移除,重焊
电线
电线
电线上锡
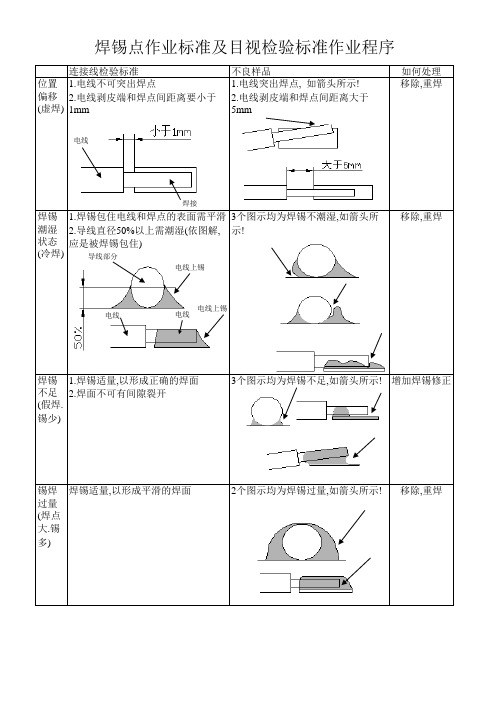
焊锡 1.焊锡适量,以形成正确的焊面 不足 2.焊面不可有间隙裂开 (假焊. 锡少)
3个图示均为焊锡不足,如箭头所示! 增加焊锡修正
锡焊 焊锡适量,以形成平滑的焊面 过量 (焊点 大.锡 多)
2个图示均为焊锡过量,如箭头所示!
移除,重焊
焊锡点作业标准及目视检验标准作业程序
连接线检验标准 位置 1.电线不可突出焊点 偏移 2.电线剥皮端和焊点间距离要小于 (虚焊) 1mm
电线
不良样品 1.电线突出焊点, 如箭头所示! 2.电线剥皮端和焊点间距离大于 5mm
如何处理 移除,重焊
焊接
焊锡 1.焊锡包住电线和焊点的表面需平滑 3个图示均为焊锡不潮湿,如箭头所 潮湿 2.导线直径50%以上需潮湿(依图解, 示! 状态 应是被焊锡包住) (冷焊) 导线部分
焊锡的规章制度和操作流程
焊锡的规章制度和操作流程一、规章制度1.1 焊锡是一项具有一定危险性的工艺,为了保障焊工的安全和生产质量,公司制定了以下规章制度:1.2 焊锡操作人员必须持有效的焊工证和岗位培训合格证,方可进行焊接工作;1.3 焊锡操作人员必须穿戴防护用具,包括焊衣、焊帽、焊手套、防护眼镜等;1.4 焊锡操作人员必须经过领导或师傅的指导和监督方可进行焊接工作,严禁独自操作;1.5 不得在没有通风设备的环境下进行焊接工作,以免产生有害气体对焊工造成危害;1.6 严禁在易燃易爆环境下进行焊接工作,以免引发火灾事故;1.7 焊工在操作时必须保持警惕,严禁马虎大意,以免造成人身伤害和设备损坏;1.8 焊工必须对焊接设备进行定期检查和维护,确保设备的正常运行;1.9 焊工必须及时清理焊接现场,避免产生火灾隐患和操作不便;1.10 违反以上规章制度的焊工将被追究责任,公司将予以严厉处罚。
二、操作流程2.1 焊接前准备(1)确认焊接工件的种类和要求,准备好所需的焊接材料和设备;(2)检查焊接设备的状态,如电源是否接通、电焊机是否正常、电焊条是否饱满等;(3)穿戴好防护用具,包括焊衣、焊帽、焊手套、防护眼镜等;(4)准备好通风设备,确保焊接过程中有良好的通风;2.2 开始焊接(1)将焊条插入焊枪,点燃焊条,调整焊接电流和电压;(2)将焊枪对准焊接部位,开始进行焊接作业,焊接时要保持焊枪的角度和速度一致;(3)焊接完成后及时断开电源,关掉焊机,并将焊接设备进行整理和清洁;2.3 结束工作(1)将焊接设备归还到指定位置,保持焊接现场的整洁和安全;(2)填写焊接作业记录,记录焊工姓名、焊接时间、焊接工件等信息;(3)对焊接设备进行定期检查和维护,确保设备的正常运行。
总结:焊锡是一项需要高度注意安全的工艺,操作人员必须严格遵守规章制度和操作流程,确保焊接作业的安全和质量。
只有做到每一个细节都符合要求,才能保证焊接工作的顺利进行,避免事故的发生。
焊锡作业基准

线径(MM) Φ0.050~Φ0.065 Φ0.070~Φ0.090 Φ0.100~Φ0.230
焊锡温度 392℃~408℃ 417℃~433℃ 437℃-453℃
6.3.2
6.3.3
6.3.4
6.4 小型
线径(MM) Φ0.05~Φ0.075 Φ0.08~Φ0.11
Φ0.12以上
漆包规格 2UE 2UE 2UE
使用无铅锡之PCB 0.80±0.02 160
180
185 200 215 265 265 150以下
7.4.2 将无 7.4.3 PCB
文件名称
焊锡作业基准
文 件 编 号 : C E-0 1 0
PCB(刷無鉛錫膏)表面溫度曲線圖
版 本: 0 1-B 共 7页 第 6页
溫度 TIME(sec)
1. PE及
焊锡温度 395℃~410℃ 420℃~435℃ 440℃-455℃
版 本: 0 1-C 共 7页 第 5页
7.3.2
7.3.3
7.3.4 7.4
无铅
7.4.1
PCB机种
流速 (米/分钟)
各区设定温度℃
PH1
PH2
PH3
PH4
PH5
PH6
PH7 FREEZE
(湿润区) (湿润区) (湿润区) (湿润区) (湿润区) (化锡区) (化锡区) (冷却区)
1. 目 的为: 规2.范范 围本: 厂3.所定 义(:不 适4.用权) 责4:.1
PE4:.2负
IP5Q. 流C : 程(图不: 适6.用作) 业内
6.1 恒温
6.1.1
6.1.1.1
6.1.1.2
6.1.1.3
6.1.1.4
焊锡标准
文件编号
共2页第1页
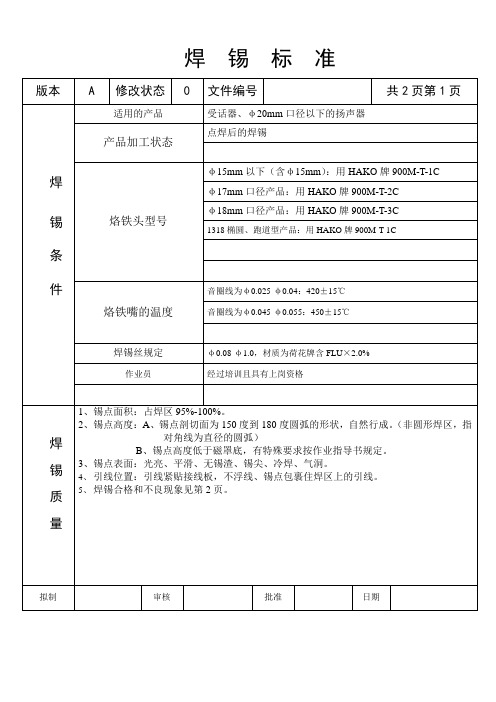
焊锡条件
适用的产品
受话器、φ20mm口径以下的扬声器
产品加工状态
点焊后的焊锡
烙铁头型号
φ15mm以下(含φ15mm):用HAKO牌900M-T-1C
φ17mm口径产品:用HAKO牌900M-T-2C
φ18mm口径产品:用HAKO牌900M-T-3C
1318椭圆、跑道型产品:用HAKO牌900M-T-1C
对角线为直径的圆弧)
B、锡点高度低于磁罩底,有特殊要求按作业指导书规定。
3、锡点表面:光亮、平滑、无锡渣、锡尖、冷焊、气洞。
4、引线位置:引线紧贴接线板,不浮线、锡点包裹住焊区上的引线。
5、焊锡合格和不良现象见第2页。
拟制
审核
批准
日期
焊接标准图示:
共2页 第2页
烙铁嘴的温度
音圈线为φ0.025-φ0.04:420±15℃
音圈线为φ0.045-φ0.055:450±15℃
焊锡丝规定
φ0.08-φ1.0,材质为荷花牌含FLU×2.0%
作业员
经过培训且具有上岗资格
焊锡质量
1、锡点面积:占焊区95%-100%。
2、锡点高度:A、锡点剖切面为150度到180度圆弧的形状,自然行成。(非圆形焊区,指
焊(浸)锡作业指导书

b.半浸:将电子线捻线部分小于60%垂直浸入锡炉内1-2秒,垂直取出后甩除多余的焊锡.
4.目测浸锡导线,浸锡后的导线应饱满光泽、端头呈圆头、无毛刺、线皮无烫伤、线皮无沾锡等现象(见图一).
5.锡炉锡体表面的氧化层应及时进行清理,防止因锡体氧化而造成浸锡外观不良.
关键工序:否
资格要求:操作员
作业对象:需焊锡的电子线
作业项目:浸锡或烙铁焊接
注意事项:1.高温 2.焊接质量 3.焊接时间
锡炉浸锡作业要点:
1.接通锡炉电源,旋转温度控制开关,要求温度为370-400oC之间,待锡炉内锡体完全融化.
2.准备好助焊剂和待浸锡的电子线.
3.将电了线分以下两种方法沾锡(见图二):
6.对缺陷产品进行返修,不合格产品应作隔离或报废.
7.浸锡后的产品应按原数量要求整理好,归入周转箱内.
8.工作完毕,切断锡炉电源,清理工作台,将剩余助焊剂归总.
电铬铁焊锡作业要点:
1.电铬铁接通电源,预热5分钟以上,待铬铁头完全发热后方可焊接.
2.焊接的整卷焊锡及铬铁嘴必须符合环保要求.
3.将焊接线材置于操作台上,电铬铁与水平面成30-45o角度,将焊锡丝置于铬铁嘴与被焊接材料之间,待焊接材料熔化后移开电铬铁和焊锡丝.
表一.环保锡炉焊料及铬铁嘴更换时间(参考)
材料
更换频次
备注
锡炉焊料
30天一次
图一.电子线浸锡后剥头示意图 图二.电子线浸锡示意图
辅助工具
ROHS锡条、刮刀、ROHS阻焊剂、医用酒精、剪刀等
Hale Waihona Puke 编制:操宇航审核: 批准: 日期:
焊锡作业指导书

焊锡作业指导书一、背景焊锡是电子制造和维修过程中常见的焊接技术之一。
它广泛应用于电子产品、电路板和电缆的连接、修补和改装。
本指导书将介绍焊锡的基本知识、所需工具和操作步骤,帮助您正确并安全地进行焊锡作业。
二、所需工具和材料1. 焊锡台:用于加热焊锡的工作台,应具备稳定的温度控制和安全机制。
2. 焊锡笔或焊枪:用于加热焊锡并将其应用于连接部位。
3. 焊锡丝:用于提供焊锡材料,常见的规格为0.8mm至1.2mm。
4. 骨架支架:用于将待焊接的零件固定在工作台上。
5. 鼻子钳和剥线钳:用于固定电缆和剥去电缆绝缘层。
6. 放大镜或显微镜:用于查看并检查焊接细节。
7. 绝缘胶带:用于保护电缆和连接部位。
三、操作步骤1. 准备工作在进行焊锡作业前,请确保设备和工作区域安全。
检查焊锡台的电源和温度设置是否正确,确保操作过程中不会发生意外事故。
准备所需的工具和材料,并将其布置整齐。
2. 清洁连接部位如果待焊接的零件表面有污垢、氧化物或残留物,应先清洁。
可使用棉球蘸少量酒精或清洁剂轻轻擦拭,确保焊接处的表面光滑干净。
3. 固定工件使用骨架支架将待焊接的零件固定在工作台上,确保其稳定不会移动。
这有助于焊接的准确性和精确性。
4. 剥线和整理导线如果需要焊接电缆或导线,使用剥线钳剥去电缆绝缘层,露出足够的导线长度。
将导线按照需要的长度和形状整理好,以便进行焊接。
5. 加热焊锡笔或焊枪接通焊锡台的电源,并将焊锡笔或焊枪插入台座。
等待几分钟,让焊锡笔或焊枪预热至适全温度。
6. 焊接连接部位将预热好的焊锡笔或焊枪轻轻接触连接部位,使其受热。
热量将使焊锡熔化并覆盖连接部位。
确保焊锡涂覆均匀,并够多以提供良好的连接。
7. 冷却焊接部位在焊接完成后,等待焊接部位冷却。
不要用手触摸或移动焊接部位,以避免烫伤或损坏焊接结果。
8. 检查焊接结果使用放大镜或显微镜检查焊接结果。
焊锡应覆盖连接部位并与其紧密结合。
确保焊接点没有短路、松动或其他不良现象。
焊锡作业指引
焊锡作业指引
1、准备工具:烙铁、海绵、锡渣盒,并把烙铁连接好电源,海绵清理并加水,随时准备清理烙铁。
2、仔细检查板卡是否有错位、浮高、反向等不良现象。
3、对检查发现的连锡、空焊、少锡、假焊等不良现象进行修补。
4、修补完毕的产品不能有:连锡、空焊、假焊、少锡拉尖、针孔、锡环、锡渣等不良现象。
5、对所有插装元件目检,对插装中出现的高件、漏件、元件破损、元件不到位、元件偏斜等不良现象进行修复,元件脚长在1.2mm-2.0mm之间。
6、修复完后,放入流水线,流入下一工序。
7、焊锡操作:将烙铁由烙铁架取出,并将烙铁头用海棉擦试干净。
8、把烙铁接近母材(被焊点)烙铁头接触在母材进行加热。
9、将焊锡丝送到烙铁头进行熔化,把烙铁头触在母材上溶化适量的焊锡。
10、溶化适量的焊锡后迅速停止焊锡的供应,当焊锡扩散到整个焊点范围时,将烙铁抽离,抽离时应注意速度与方向。
注意事项:
1、作业时必须佩戴静电环,并且接地良好。
2、有铅烙铁温度控制在:320度350度之间。
3、无铅烙铁温度控制在:360度—380度之间。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
锡炉:
控温旋钮
电源开关 助焊剂
去锡渣工具
常用焊接设备的使用
使用范围:1)用于各类芯线铜丝预锡
2)温度调整的范围:200~480度
锡炉操作步骤:
1)将锡炉整齐的摆放于专用台面上 2)插上电源,打开电源开关 3)调整控温旋钮的位置,使之调到260~320度(镀锡的适中温度) 4)将锡炉预热约30分钟 5)用碳棒温度计对熔化后的锡温进行检查,使之满足260~320度 6)作业员用,并将各芯线分开约2mm 8)将芯线铜丝沾上助焊剂 9)将沾有助焊剂的铜丝垂直放于锡炉内沾锡,沾锡的时间约1秒钟,要快,勿烫伤芯线
常用焊接设备的使用
镀锡的注意事项:
1)锡炉的温度一定要调到作业指导书上的要求 2)镀锡时芯线铜丝必须理顺 3)镀锡时芯线外被勿烫伤 4)镀锡后铜丝的OD必须符合客户的要求 5)锡表面一定要保持清洁 6)镀锡要均匀
常用焊接设备的使用
SUNKO936电焊机:
液晶显示发热器指示灯 控温旋钮 电源开关 焊铁架 海棉
★上道工序的完成品要确认,正确后才使用
★所使用的材料要确认,正确后才使用
● 怎样才能做到:不制造不良品
★作业前要将作业台面做整理、整顿
★设备/工具/材料确认OK后开始作业
★按照SOP、参照首件作业
★按照固定的操作步骤作业
★按照物料、产品的状态予以区分、标示
★在作业中发现设备/工具/材料异常要马上停止作业,报告给上司或QC
环焊注意事项:
1)焊前铜箔要理平整,铜丝倒翻完整 2)焊锡要均匀 3)勿将锡沾到连接器的外露面 4)勿焊得过长时间导致烫伤芯线 5)勿烫伤线外被 6)注意安全
常用焊接设备的使用
SY-003自动送锡焊锡机:
常用焊接设备的使用
使用范围:
1) 用于焊接D-SUB,DIN,MIN DIN,PICTH较大的产品等 2) 温度调整的范围: 380~420度 3) 该机为手动送锡,锡丝的OD适合在φ1.0mm的范围
常用焊接设备的使用
使用范围:
1) 用于连接器PITCH较小的,焊接PCB等 2) 温度调整的范围:380~420度 3) 该机为手动送锡,锡丝的OD适合在φ0.8~1.0mm的范围
使用方法:
1) 将锡炉整齐的摆放于专用的台面上 2) 插上电源,打开电源开关 3) 调整控温旋钮的位置,使之调到400度(镀锡的适中温度) 4) 将烙铁预热约5分钟 5) 用碳棒温度计对烙铁尖进行检查,使之满足要求,将温度计尖端接
触烙铁头的表面,受热约3分钟
常用焊接设备的使用
6)用湿润的海棉将烙铁头擦干净,再一手拿线,一手将芯线铜丝理顺 7)左手固定芯线,右手拿待焊之连接器 8)将芯线铜丝靠PIN,将PIN及锡丝同时接触烙铁头的尖部进行焊锡 9) 停用烙铁时,需对烙铁头进行保养(烙铁尖沾锡) 在保养之前,需用
图一
无铅焊的标准
Ag:(3.0+0.2)% Cu:(0.5+0.1)% Sn:残余部分 温度:380-420度
焊接种类简介
按焊接方式分:点焊、勾焊、环焊 按焊接类别分:波峰焊、回流焊、手工焊、
自动焊等 按连接器需焊锡之种类分:杯口型、平面型、
引脚型、穿孔型
焊接种类简介
焊接原理简介
銲錫是將熔化之錫銲附 於潔淨金屬面,由低於 華氏800度的銲料(錫銲 合金),因毛細管作用而 充塞於金屬接合面間,使 之相互牢結。此時錫與 被銲物形成金屬化合物, 相互連接在一起。即錫 銲是利用銲錫作媒介,藉 加熱而使A﹑B兩金屬物 接合,且由熔化之銲錫與 被銲物之表面產生新的 合金屬。(參考圖一):
常用焊接设备的使用
手动焊接-------环焊
烙铁架
吸烟管
烙铁头
常用焊接设备的使用
使用方法:
1)将焊锡机插上电源,使烙铁头预热约3分钟 2)IPQC对烙铁头的温度进行检查,使之保证焊锡的温度 3)作业员用湿润的海棉将烙铁头擦干净 4)将待环焊的铜丝理顺,铜箔理平整,一手拿锡丝并稳住连接器 5)对铜箔进行360度环焊
新人培训教材之五
焊锡品质作业标准
制定:周志聪 2011/06/25
现场品质作业的基本要求
品质是人品、良好工作态度和责任心的体现!
1、现场品质“三不”原则:不接受不良品、不制造不良品、不流出不良品
2、养成良好的作业习惯: 按“三不”原则严格要求自己,形成优良的作业习惯。
● 怎样才能做到:不接受不良品
使用说明:
1)将锡炉整齐的摆放于专用的台面上 2)插上电源,打开电源开关 3) 调整控温旋钮的位置,使之调到400度(镀锡的适中温度) 4)将烙铁预热约5分钟 5)用碳棒温度计对烙铁尖进行检查,使之满足要求 6)将温度计尖端接触烙铁头的表面,受热约3分钟(见图示) 7)用湿润的海棉将烙铁头擦干净,再一手拿线,一手将芯线铜丝理顺 8)左手固定芯线,右手拿待焊之连接器 9)将芯线铜丝靠PIN,将PIN及锡丝同时接触烙铁头的尖部进行焊锡 10)停用烙铁时,需对烙铁头进行保养(烙铁尖沾锡) ,用海棉对烙铁头进行清
海棉对烙铁头进行清理干净. 在检查烙铁头的温度是否达到焊锡温 度时,必须在烙铁尖上沾锡
焊锡的注意事项:
1)烙铁的温度一定要调到作业指导书上的要求 2)焊锡时芯线铜丝必须理顺 3)焊锡时芯线皮,连接器的胶芯勿烫伤 4)烙铁架的角度约60度,便于焊锡,烙铁头要保持清洁 5)送锡要均匀,锡勿用得过多,过少,同时注意勿被烙铁头烫伤
★在作业过程中出现的不良品多时,要马上停止作业,报告给上司或QC
● 怎样才能做到:不流出不良品
★完成后的产品要再度检查,再检查是良品才可以让它流到下一工站
★保持同一种物料、产品在作业台面
★不良品按照要求做好标示,放在指定的红色不良品盒中或不良品区域内
★不能私自修理不良品,要将不良品集中给IPQC确认后或专人处理
勾焊穿孔型
点焊平面型
点焊杯口型
点焊引脚型
几种焊接方式介绍
點焊: 連接器與芯線熔合為一體, 一般采 用點焊方式.
環焊: 線材編織與連接器通過銅泊或外殼 360度環焊連接的焊接方式.
搭焊: 芯線間的連接焊接方式. 鍍錫: 將芯線用錫鍍成一股,便於客戶使用
的焊接前處理.
常用焊接设备的使用